Изобретение относится к обработке материалов давлением, а именно к способам упрочнения металлов в процессе обработки.
Известен способ гидромеханического прессования с кручением призматической заготовки через матрицу с винтовым каналом (Бейгельзимер Я.Е. и др. Новые схемы накопления больших пластических деформаций с использованием гидроэкструзии. Физика и техника высоких давлений, 1999. - Т. 9. - №3. - C. 109).
Недостатком способа является недостаточная интенсивность пластической деформации.
Известен способ интенсивной пластической деформации заготовки, заключающийся в выдавливании заготовки через сужающуюся среднюю часть канала [Nobuhiro T., Yoshihiro S., Seong-Hee L., Yoritoshi M. ARB (Accumulative Roll-Bonding) and Other New Techniques to Produce Bulk Ultrafine Grained Materials // Nanomaterials by Severe Plastic Deformation. - Proceedings of the Conference «Nanomaterials by Severe Plastic Deformation - NANOSPD2», December 9-13, 2002, Vienna, Austria. - 2004, WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim. - P. 482, fig. 3a].
Недостатком данного способа является недостаточная степень пластической деформации.
Известен способ комбинированной интенсивной пластической деформации заготовки, близкий к изобретению по технической сущности и достигаемому положительному эффекту, заключающийся в выдавливании и кручении заготовки через сужающуюся и расширяющуюся среднюю винтовую часть канала с обеспечением постоянства поперечного сечения вдоль оси в заходной и выходной частях канала [патент РФ 2341345, МКИ В21J 5/00, опубл. 20.12.2008 (прототип)].
Недостаток известного способа заключается в недостаточной технологичности обработки.
Задачей изобретения является улучшение технологичности обработки заготовки.
Поставленная задача достигается тем, что в известном способе комбинированной интенсивной пластической деформации заготовки, заключающемся в выдавливании и кручении заготовки через сужающуюся и расширяющуюся среднюю винтовую часть канала с обеспечением постоянства поперечного сечения вдоль оси в заходной и выходной частях канала, согласно изобретению канал сужается до 0,8 сечения заходной части, до выдавливания и кручения заготовки через сужающуюся и расширяющуюся среднюю винтовую часть канала заготовка проходит стабилизирующий участок, а после кручения через сужающуюся винтовую часть - калибрирующий участок канала.
Заявляемое техническое решение обеспечивает измельчение структуры в материале заготовки за счет совместного действия экструзии и винтового прессования, при этом интенсивная сдвиговая деформация осуществляется преимущественно в поперечном сечении. Наличие стабилизирующего и калибрирующего участков канала обеспечивает выдерживание необходимого сечения и исключает закручивание заготовки на выходе из канала.
Способ осуществляется следующим образом.
Для раскрытия сущности изобретения на чертеже представлена схема реализации способа. Заготовку 1 размещают в заходную часть 2 канала, с помощью пуансона через сужающуюся часть 3, стабилизирующий участок 4 выдавливают через сужающуюся и расширяющуюся винтовую часть 5 канала. Сужающаяся часть и расширяющаяся часть 5 канала выполнена винтовой с непостоянным вдоль оси сечением и с изменяющимся по высоте углом наклона винтовой линии к оси прессования. Для предоствращения закручивания заготовки на выходе из канала она продавливается через калибрирующий участок 6 канала. В процессе продавливания заготовка подвергается экструзии при переходе в сужающийся участок канала, в сужающейся и расширяющейся части канала испытывает поперечный сдвиг кручением, при выходе на конечный участок канала приобретает исходное поперечное сечение.
Неизменность поперечного сечения канала на начальном и конечном участках обеспечивает осуществление многократного прессования, что позволяет повысить интенсивность пластической деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2006 |
|
RU2341345C2 |
| Способ упрочнения пластической деформацией проволоки | 2018 |
|
RU2709554C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2003 |
|
RU2240197C1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2004 |
|
RU2268100C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2188091C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2347634C2 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ЗАГОТОВОК | 1999 |
|
RU2172350C2 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146571C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ | 2011 |
|
RU2460600C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
Изобретение относится к обработке материалов давлением и может быть использовано для упрочнения металлов в процессе обработки. Осуществляют выдавливание и кручение заготовки через суженную и расширенную среднюю винтовую часть канала. Канал имеет входную и выходную части, вдоль оси которых обеспечивают постоянство поперечного сечения заготовки. При этом до выдавливания и кручения через среднюю винтовую часть заготовку выдавливают через часть канала, суженную до сечения, составляющего 0,8 от сечения заходной части, и через стабилизирующий участок. После выдавливания и кручения заготовку продавливают через калибрирующий участок канала. В результате обеспечивается измельчение структуры за счет совместного действия экструзии и винтового прессования, исключается возможность закручивания заготовки при выходе из канала. 1 ил.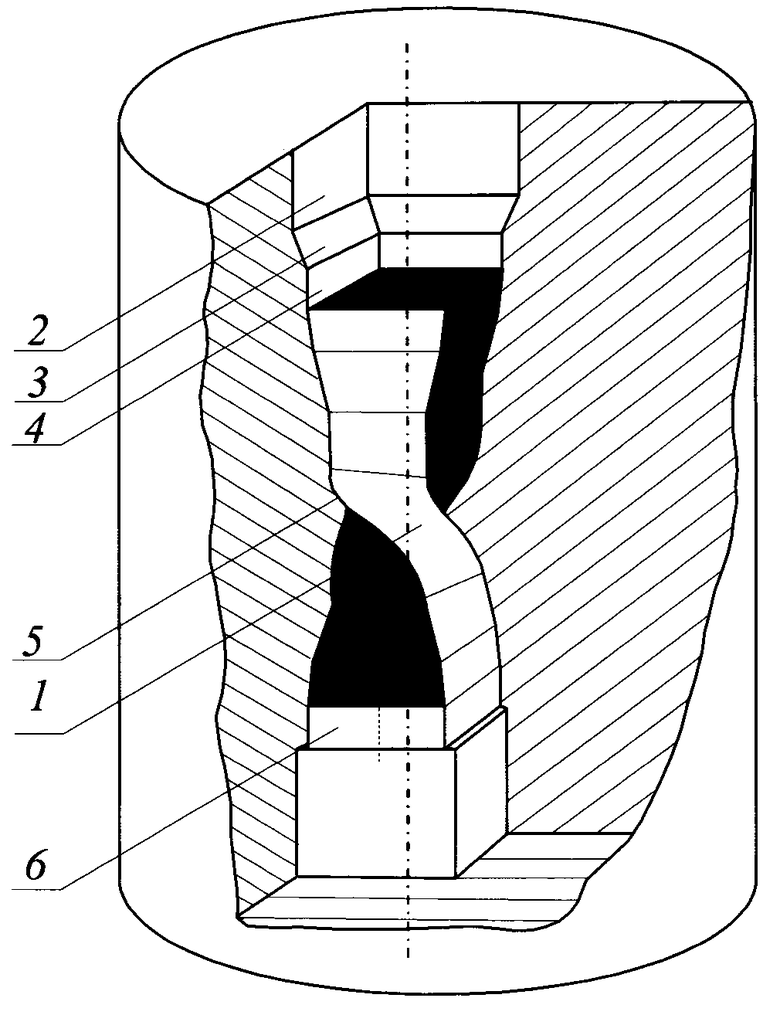
Способ комбинированной интенсивной пластической деформации заготовки, включающий выдавливание и кручение заготовки через суженную и расширенную среднюю винтовую часть канала, имеющего заходную и выходную части, с обеспечением постоянства поперечного сечения заготовки вдоль оси в упомянутых заходной и выходной частях канала, отличающийся тем, что используют канал, имеющий часть, суженную до сечения, составляющего 0,8 от сечения заходной части, и стабилизирующий и калибрующий участки, при этом до выдавливания и кручения через суженную и расширенную среднюю винтовую часть канала заготовку выдавливают через упомянутую суженную часть канала и через его стабилизирующий участок, причем после выдавливания и кручения заготовки осуществляют ее продавливание через калибрирующий участок канала.
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2006 |
|
RU2341345C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2003 |
|
RU2240197C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2004 |
|
RU2282515C2 |
| KR 20020075183 A, 04.10.2002 | |||
| EP 1861211 A1, 05.12.2007. | |||

