Изобретение относится к области обработки материалов давлением, в частности к устройствам для повышения прочности и пластичности материала в процессе обработки.
Известно устройство для обработки металлов давлением (патент РФ 2128095, МКИ В21С 25/00, опубл. 27.03.99), содержащее матрицу с расположенными в ней двумя пересекающимися каналами. Это устройство обеспечивает РКУ-прессование и позволяет получать массивные заготовки различной формы.
Недостатком устройства является невозможность достижения высоких пластических деформаций.
Известно также устройство для комбинированной обработки, совмещающее РКУ-прессование и деформирование кручением, содержащее пуансон, две полуматрицы с вертикальным и горизонтальным пересекающимися каналами, закрепленные на основании, причем полуматрица с горизонтальным каналом жестко связана с зубчатым колесом, обеспечивающим вращение заготовки в горизонтальном канале (Утяшев Ф.З., Еникеев Ф.У., Латыш В.В., Петров Е.Н., Валитов В.А. Термомеханическая обработка для формирования ультрамелкозернистой структуры путем интенсивной пластической деформации. Тезисы международной конференции ((Investigation and Application of Severe Plastic Deformation)), NATO Sc., 1999, с.73-77).
Недостатком устройства является невозможность достижения высоких пластических деформаций с сохранением целостности заготовки.
Наиболее близким к предложенному является устройство для обработки материалов давлением, содержащее пуансон, две полуматрицы - верхнюю и нижнюю соответственно с вертикальным и горизонтальным пересекающимися каналами, закрепленные на основании, зубчатое колесо, жестко связанное с нижней полуматрицей и обеспечивающее вращение заготовки в горизонтальном канале, сменную шайбу, установленную на выходе горизонтального канала соосно ему и жестко соединенную с нижней полуматрицей. Вертикальный канал выполнен с заходной частью, имеющей площадь поперечного сечения, в 2-10 раз превышающую площадь поперечного сечения вертикального канала, а внутреннее отверстие сменной шайбы меньше выходного отверстия горизонтального канала и определяется, исходя из обеспечения внутреннего давления в заготовке 5-10 ГПа. Горизонтальный канал имеет последовательно расположенные от линии пересечения с вертикальным каналом входную цилиндрическую часть с диаметром поперечного сечения D1, равным диаметру поперечного сечения вертикального канала, и длиной А, равной (0,1-2)D1, конусную часть, меньшим основанием направленную к выходу горизонтального канала, и выходную цилиндрическую часть с диаметром D2, равным диаметру меньшего основания конуса и составляющим 0,6-0,95D1 (Патент РФ №2188091, МПК В21С 25/00, опубл. 27.08. 2002).
Известное устройство позволяет деформировать заготовку посредством равноканального углового прессования и одновременно подвергать ее деформированию кручением.
Однако в известном устройстве не обеспечивается равномерная интенсивная пластическая деформация, и, кроме того, не исключена возможность проворачивания заготовки внутри нижней полуматрицы при вращении зубчатого колеса, что ведет к анизотропии прочностных свойств по длине заготовки.
Задачей изобретения является повышение механических свойств и качества обрабатываемых заготовок за счет повышения эффективности деформации и регулирования процесса деформации кручением.
Поставленная задача решается устройством для обработки материалов давлением, содержащим пуансон, закрепленные на основании верхнюю и нижнюю полуматрицы, выполненные соответственно с вертикальным и горизонтальным пересекающимися каналами, установленную на выходе горизонтального канала соосно ему и жестко соединенную с нижней полуматрицей сменную шайбу, отверстие которой меньше выходного отверстия горизонтального канала из условия обеспечения внутреннего давления в заготовке 5-10 ГПа, вертикальный канал выполнен с заходной частью, имеющей площадь поперечного сечения, в 2-10 раз превышающую площадь поперечного сечения вертикального канала, а горизонтальный канал имеет входную цилиндрическую часть с диаметром поперечного сечения D, равным диаметру поперечного сечения вертикального канала, и длиной А, равной (0,1-2)D, в котором в отличие от прототипа нижняя полуматрица выполнена из двух частей, установленных с возможностью вращения в противоположных направлениях посредством жестко связанных с ними зубчатых колес, горизонтальный канал выполнен с поперечным сечением, имеющим форму, отличную от круглой, причем упомянутые части нижней полуматрицы расположены с зазором в горизонтальном канале, равным 0,05-0,5 мм.
При осуществлении деформации в известных устройствах, в частности в прототипе, возникает неоднородность структуры, для уменьшения которой, как правило, приходится существенно увеличивать степень пластической деформации или применять двухкомпонентные схемы нагружения, которые наиболее эффективны. Деформирование кручением в малом зазоре между частями нижней полуматрицы повышает эффективность пластической деформации заготовки за счет интенсивного равноосного измельчения зерна и реализации двухкомпонентной схемы нагружения, что приводит к улучшению механических свойств заготовок, таких как прочность и пластичность. Кроме того, повышается качество обрабатываемых заготовок за счет обеспечения однородности прочностных свойств по сечению заготовки.
Испытания показали, что величина зазора 0,05-0,5 мм между частями нижней полуматрицы в указанном диапазоне обеспечивает достижение технического результата изобретения. Зазор менее 0,05 мм приводит к вероятности нарушения целостности заготовки (срезу), а более 0,5 мм - не обеспечивает эффективную деформацию и однородные свойства по сечению заготовки.
Сущность изобретения поясняется чертежами, где на фиг.1 изображено предложенное устройство для обработки материалов давлением, а на фиг.2 приведены возможные формы сечений горизонтального канала устройства.
Устройство содержит пуансон 1, верхнюю полуматрицу 2 с вертикальным каналом 3, в который устанавливается заготовка 4, и заходной частью 5, в которую укладывается пластичный материал 6. Вертикальный канал пересекается с горизонтальным каналом 7, расположенным в нижней полуматрице, состоящей из двух частей 8 и 9, которые жестко закреплены в зубчатых колесах 10 и 11. Верхняя полуматрица жестко закреплена на основании 12, на котором также закреплена с возможностью вращения сменная шайба 13, жестко закрепленная на выходе горизонтального канала нижней полуматрицы. Горизонтальный канал имеет входную цилиндрическую часть с диаметром поперечного сечения D, равным диаметру вертикального канала, и длиной А, равной (0,1-2)D. На выходе горизонтального канала находится пластичный материал 14. Сменная шайба 13 имеет внутреннее отверстие диаметром d=(0,1-0,95)D.
Устройство работает следующим образом.
В вертикальный канал 3 укладывается пластичный материал 14 (например, свинец). На него устанавливается обрабатываемая заготовка 4, на которую в заходной части 5 вертикального канала укладывается пластичный материал 6 (например, свинец). Воздействуя на него пуансоном 1, продавливают пластичный материал 14 и заготовку 4 в горизонтальный канал 7. Здесь заготовка последовательно проходит входную цилиндрическую часть длиной А, затем горизонтальный канал в частях 8 и 9 нижней полуматрицы, где он имеет форму поперечного сечения, отличную от круглой (фиг.2). В процессе деформирования пластичный материал 14 продавливается через отверстие диаметром d сменной шайбы 13, создающей усилие подпора на деформируемую заготовку. В зависимости от размера внутреннего отверстия шайбы 13 обеспечивается величина внутреннего давления в заготовке, равная 5-10 ГПа.
Заготовка 4, перемещаясь из вертикального канала 3 в горизонтальный канал 7, деформируется в месте пересечения каналов как при равноканальном угловом прессовании, где реализуется схема простого сдвига (первая компонента нагружения). Дальнейшее деформирование заготовки происходит при перемещении по горизонтальному каналу 7 (вторая компонента нагружения). Вращение посредством зубчатых колес 10 и 11 частей 8 и 9 нижней полуматрицы в противоположном направлении обеспечивает деформирование кручением. Степень такого деформирования зависит от величины зазора В между частями нижней полуматрицы, а также от угла взаимного поворота зубчатых колес 10 и 11. Благодаря наличию некруглого сечения в частях горизонтального канала нижней полуматрицы исключается проворачивание заготовки внутри них при вращении зубчатых колес, в результате чего деформация кручением осуществляется в узком очаге, расположенном в зазоре В, величина которого составляет 0,05-0,5 мм.
Таким образом, предложенное устройство позволяет деформировать заготовку посредством равноканального углового прессования и одновременно подвергать ее деформированию кручением в узком очаге, тем самым обеспечивая реализацию схемы двухкомпонентного нагружения, что создает равномерную интенсивную пластическую деформацию в материале заготовки. В результате улучшаются механические свойства заготовки, такие как прочность, пластичность, исключается анизотропия прочностных свойств по длине заготовки, что ведет к повышению качества обрабатываемых заготовок.
В отличие от прототипа в предложенном способе имеются широкие возможности регулирования степени пластической деформации за один проход за счет задания тех или иных кинематических параметров движения инструмента, подбора технологического смазочного материала, изменения геометрических особенностей канала в области зазора В.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2188091C2 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2004 |
|
RU2268100C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2349403C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМИРОВАНИЯ ЗАГОТОВОК С ОБЕСПЕЧЕНИЕМ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2008 |
|
RU2448794C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2003 |
|
RU2240197C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2010 |
|
RU2415730C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВЫХ ЗАГОТОВОК МНОГОГРАННОЙ И КРУГЛОЙ ФОРМЫ В НАНОСТРУКТУРНОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ТИТАНОВЫХ ЗАГОТОВОК | 2009 |
|
RU2418092C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
Изобретение относится к обработке материалов давлением. Устройство для обработки содержит пуансон и закрепленные на основании верхнюю и нижнюю полуматрицы. Полуматрицы выполнены соответственно с вертикальным и горизонтальным пересекающимися каналами. Нижняя полуматрица состоит из двух частей, имеющих возможность вращения в противоположных направлениях посредством жестко связанных с ними зубчатых колес. Горизонтальный канал выполнен с поперечным сечением, имеющим форму, отличную от круглой. На выходе из горизонтального канала соосно ему установлена сменная шайба. Шайба жестко соединена с нижней полуматрицей и имеет отверстие, которое меньше выходного отверстия горизонтального канала из условия обеспечения получения внутреннего давления в заготовке 5-10 ГПа. Вертикальный канал имеет заходную часть. Площадь поперечного сечения этой части в 2-10 раз превышает площадь поперечного сечения вертикального канала. У горизонтального канала имеется входная цилиндрическая часть. Диаметр поперечного сечения D этой части равен диаметру поперечного сечения вертикального канала, а длина А составляет (0,1-2)D. Части нижней полуматрицы расположены с зазором в горизонтальном канале, равным 0,05-0,5 мм. В результате обеспечивается повышение механических свойств и качества обрабатываемых заготовок. 2 ил.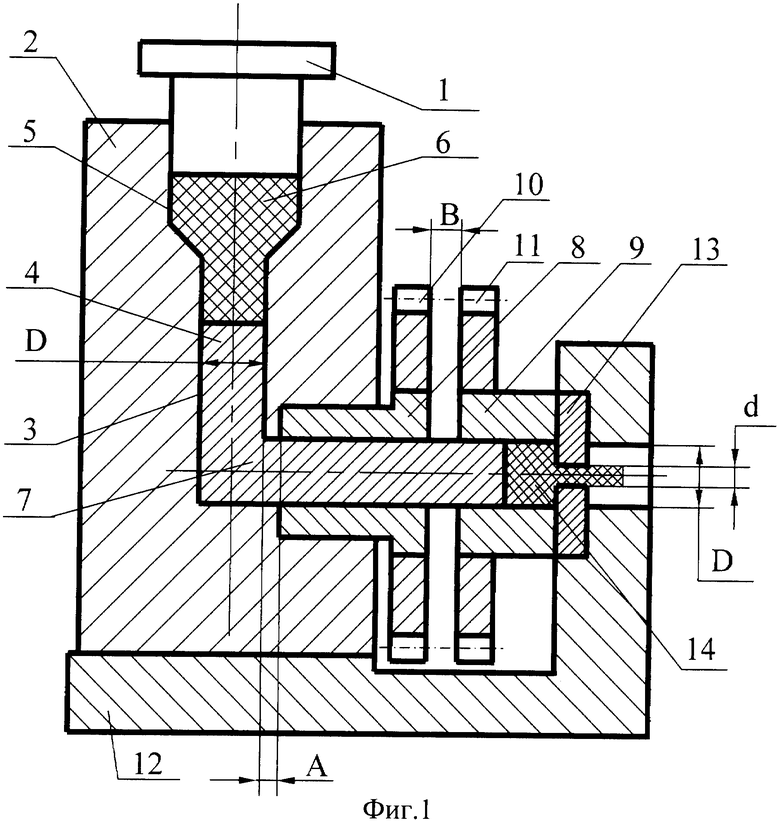
Устройство для обработки материалов давлением, содержащее пуансон, закрепленные на основании верхнюю и нижнюю полуматрицы, выполненные соответственно с вертикальным и горизонтальным пересекающимися каналами, установленную на выходе из горизонтального канала соосно с ним и жестко соединенную с нижней полуматрицей сменную шайбу, отверстие которой меньше выходного отверстия горизонтального канала из условия обеспечения внутреннего давления в заготовке 5-10 ГПа, вертикальный канал выполнен с заходной частью, имеющей площадь поперечного сечения, в 2-10 раз превышающую площадь поперечного сечения вертикального канала, а горизонтальный канал имеет входную цилиндрическую часть с диаметром поперечного сечения D, равным диаметру поперечного сечения вертикального канала, и длиной А, равной (0,1-2)D, отличающееся тем, что нижняя полуматрица выполнена из двух частей, установленных с возможностью вращения в противоположных направлениях посредством жестко связанных с ними зубчатых колес, горизонтальный канал выполнен с поперечным сечением, имеющим форму, отличную от круглой, причем упомянутые части нижней полуматрицы расположены с зазором в горизонтальном канале, равным 0,05-0,5 мм.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2188091C2 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2004 |
|
RU2268100C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ЗАГОТОВОК В ПЕРЕСЕКАЮЩИХСЯ КАНАЛАХ | 1998 |
|
RU2139164C1 |
| US 5400633 А, 28.03.1995. | |||

