Изобретение относится к производству мебели.
Известен способ оптимизации процесса механической обработки с последующим автоматическим обеспечением заданной износостойкости режущего инструмента и качества формирования поверхностного слоя и устройства для его осуществления, в котором путем введения в систему регулирования привода главного движения и привода подачи управляющих сигналов, образуемых соответственно сравнением величины мощности, рассеиваемой единицей длины режущего лезвия, вычисляемой на основе измерения сил резания, скорости резания и обратной подачи, с нормированным значением мощности и сравнением сигнала, пропорционального для использованного режима инструмента, с сигналом, пропорциональным отношению модуля вектора сил отжима к тангенциальной составляющей силы резания [Патент РФ №2104143, B23Q 15/00, опубл. 10.02.1998].
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе используются для механической обработки различные сплавы металлов, а не древесные материалы, заготовки которых даже одного вида, одной породы древесины имеют различную исходную влажность, и поэтому получаемые детали мебели при постоянных режимах фрезерования имеют разные показатели шероховатости обработки поверхности. Значительная шероховатость поверхности фрезеруемых заготовок снижает показатели качества последующих операций отделки лицевых панелей мебели из древесных материалов.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ декорирования поверхности здания или сооружения (варианты), в котором устанавливают мобильный трехкоординатный программный фрезерный модуль с осевым направлением перемещения перпендикулярно плоскому декорируемому покрытию или плоскости, параллельной касательной криволинейному декорируемому покрытию, с возможностью неподвижного пространственного положения мобильного трехкоординатного фрезерного модуля относительно декорируемой поверхности и внедрения фрезы в материал. Фрезеруют декорируемую поверхность по предварительно заданной программе с образованием, по меньшей мере, углубления для закрепления декоративной вставки. При этом используют мобильный трехкоординатный программный фрезерный модуль, содержащий раму в форме прямоугольного параллелограмма, по двум параллельным противоположным сторонам которой смонтированы основной и дополнительные электрические линейные серводвигатели, балку со смонтированным продольно электрическим линейным серводвигателем с подвижным элементом, которая установлена на раме с возможностью возвратно-поступательного перемещения и связана концами с приводными элементами основного и дополнительного электрических серводвигателей рамы, каретку с возвратно-поступательным электрическим линейным серводвигателем с подвижным элементом, которая установлена на балке с возможностью возвратно-поступательного перемещения и связана подвижным элементом электрического линейного серводвигателя балки, фрезерную головку, выполненную с установленным возможностью вращения от электродвигателя шпинделя с элементами для крепления фрезы, которая установлена на каретке с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном плоскости рамы, и каретки, причем сбоку на раме шарнирно закреплены одна или несколько присосок для фиксации положения рамы относительно обрабатываемой декорируемой поверхности [Евразийский патент на изобретение №016409, В23С 1/20, В44С 1/26, В44С 1/28, опубл. 30.04.2012. Принят за прототип].
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе фрезеруют декорируемые поверхности по предварительно составленной единой программе скорости подачи, скорости фрезерования, что не пригодно для фрезерования декорируемой поверхности заготовок из древесных материалов даже одного вида, породы, но имеющих разную влажность. То есть прототип изобретения имеет такую систему управления скоростью подачи и фрезерования, которая не имеет техническую возможность автоматически настраивать эти режимы резания при поступлении в обработку очередной заготовки древесного материала другой влажности с целью обеспечения наименьшей шероховатости формирования фрезеруемой поверхности.
Сущность изобретения заключается в следующем. Используют трехкоординатный вертикально-фрезерный станок с числовым программным управлением (фиг. 1), управляющий компьютер и датчик измерения влажности древесных материалов, сигнал которого передается в программу оптимизации параметров фрезерования декоративных элементов лицевой поверхности мебельных панелей.
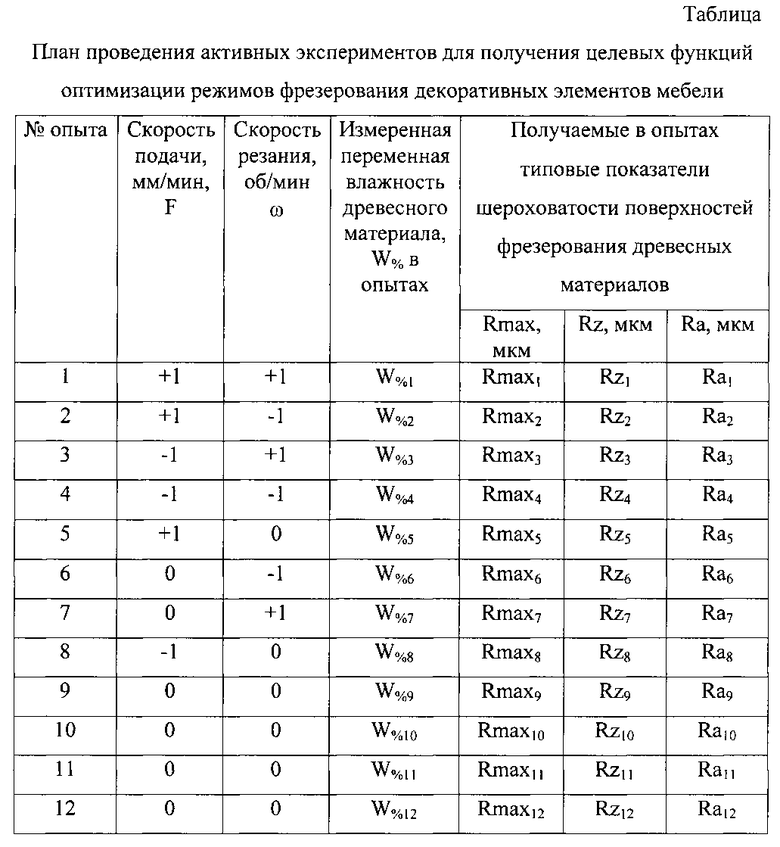
Программу автоматической оптимизации режимов фрезерования декоративных элементов мебели разрабатывают с использованием математических моделей оптимизации процесса, получаемых отдельно для древесных плит (МДФ) и цельной древесины индивидуально для каждой древесной породы методом активных экспериментов, для чего составляют таблицу проведения опытов с измерением в определенном диапазоне фактической влажности древесных заготовок W% и формируемых в опытах показателей шероховатости поверхности после фрезерования. В таблице +1, -1, 0 - это скорость подачи, скорость резания соответственно на максимальном (+1), минимальном (-1), среднем уровне (0), которые устанавливают по известным техническим характеристикам фрезерного станка с ЧПУ. Влажность древесных заготовок W% в опытах варьируют их увлажнением, подсушкой.
По полученным результатам опытов активных экспериментов методом наименьших квадратов определяют численные значения коэффициентов а0, a1, a2, a3, a12, a13, a23, a11, a22, a33 уравнений регрессии, например, зависимость шероховатости типа Ra от скорости подачи F, скорости фрезерования ω и от влажности древесной заготовки W%, а также определяют адекватность уравнения регрессии результатам проведенных опытов

Это уравнение регрессии является непрерывной и дифференцируемой целевой функцией в области существования трех переменных, причем переменная влажность заготовки W% является возмущающим воздействием на процесс фрезерования, а скорость подачи F и скорость резания ω являются искомыми оптимальными задающими воздействиями на процесс фрезерования, минимизирующие, например, шероховатость поверхности типа Ra заготовки после фрезерования.
Следовательно, необходимым условием экстремума (в данном случае минимума) шероховатости Ra является равенство нулю частных производных целевой функции процесса с проверкой достаточности условий минимума функции шероховатости Ra.
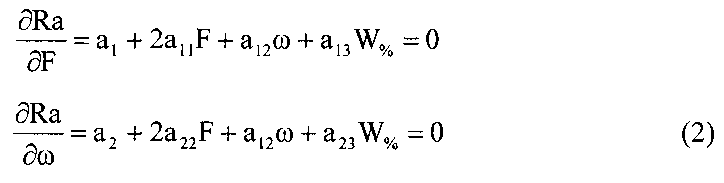
Так получают математические модели оптимизации процесса фрезерования заготовок из древесины (2). Для решения системы двух уравнений (2) разрабатывают программу ЭВМ вычисления оптимальной скорости подачи F и оптимальной скорости фрезерования ω в зависимости от измеренной величины влажности W% данной древесной заготовки. Уравнения целевой функции (1) получают для древесных плит (МДФ) и для цельной древесины отдельно для каждой породы.
Далее по измеренной влажности древесной заготовки панели мебели W% для достижения минимальной шероховатости фрезерной обработки вычисляют оптимальные значения скорости подачи F и скорости фрезерования ω, которые задают с помощью команд компьютера и драйвера шаговых электродвигателей станка с приводом фрезерного шпинделя с концевыми ограничителями перемещения по осям обработки.
Изобретение относится к машиностроению и может быть использовано на деревообрабатывающих предприятиях, например, при декорировании лицевых панелей мебели. Способ включает перемещение шпинделя трехкоординатного фрезерного станка относительно плоскости декорируемой поверхности для получения рисунка декоративного элемента с заданными скоростью подачи и скоростью фрезерования. На станке устанавливают датчик автоматического измерения влажности древесины. Измеряют влажность древесной заготовки панели мебели. Заданные скорость подачи и скорость фрезерования задают в зависимости от измеренной величины влажности упомянутой древесной заготовки. Обеспечивается минимальная шероховатость фрезеруемых поверхностей, повышается качество обработанной поверхности. 1 табл., 1 ил.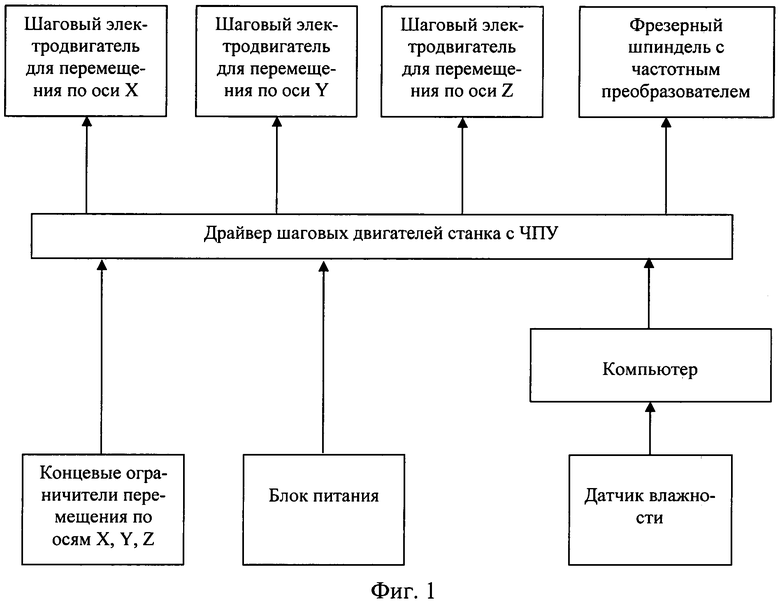
Способ управления фрезерованием на трехкоординатном фрезерном станке с ЧПУ при декорировании лицевой поверхности панели мебели из древесины с минимальной шероховатостью, включающий перемещение шпинделя трехкоординатного фрезерного станка с заданными скоростью подачи и скоростью фрезерования относительно плоскости декорируемой поверхности, обеспечивающими получение рисунка декоративного элемента, отличающийся тем, что посредством установленного на станке датчика автоматического измерения влажности древесины измеряют влажность древесной заготовки панели мебели, при этом скорость подачи и скорость фрезерования задают в зависимости от измеренной величины влажности упомянутой древесной заготовки.
| Качающаяся развертка | 1937 |
|
SU52764A1 |
| Способ декорирования кромок проемов дверей мебели | 1985 |
|
SU1333606A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛЬНЫХ ИЗДЕЛИЙ С ДЕКОРАТИВНОЙ КРОМКОЙ | 2009 |
|
RU2412803C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСАДНЫХ ПОВЕРХНОСТЕЙ КОРПУСНОЙ МЕБЕЛИ | 1995 |
|
RU2092319C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЛАЖНОСТИ ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2037755C1 |
| EP 1387743 B1, 21.06.2006. | |||

