Предлагаемое изобретение относится к области машиностроения, к технологической оснастке, используемой для механической обработки на станках токарной группы элементов затвора клиновых задвижек. Предлагаемая технологическая оснастка может быть использована как в процессе производства клиновых задвижек, так и при их ремонте.
Известны съемные приспособления для обработки на станках токарной группы элементов затвора клиновых задвижек (см. С.В. Сейнов «Трубопроводная арматура, исследования, производство, ремонт», М., «Машиностроение», 2002, с. 162-166). Для размерных диапазонов DN задвижек клиновых существуют соответственно ряды приспособлений. Приспособления ТОК-3, ТОК-4, например, предназначены для обработки на станках токарной группы уплотнительных поверхностей клиньев задвижек с углом клиновой камеры 5° (см. с. 166, табл. 3.11).
Недостаток приспособлений заключается в несоответствии углов клина и клиновой камеры корпуса в клиновых задвижках, ухудшающих такой показатель, как функциональность устройства для перекрытия потока среды в трубопроводе, т.е. герметичность в затворе.
Известно другое съемное приспособление для обработки на станках токарной группы элементов затвора клиновых задвижек (см. приспособление с регулируемым наклоном стола, каталог «Оборудование, оснастка для производства, ремонта и испытаний трубопроводной арматуры, НПО ГАКС-АРМСЕРВИС, с. 20). Приспособление содержит горизонтальную плиту, соединенную с ней шарнирно наклонную плиту с возможностью поворота в наклонное положение при помощи ручного привода. Приспособление с регулируемым наклоном стола предназначено для высокоточной обработки на станках токарной группы элементов затвора клиновых задвижек.
Последнее приспособление является наиболее близким к заявляемому объекту по технической сущности и выполняемой функции.
Задачей предлагаемого изобретения является повышение качества обработки элементов затвора клиновых задвижек, повышение его герметичности за счет более высокого соответствия углов клина и клиновой камеры корпуса путем дополнительной микроподнастройки угла клина в процессе его обработки на станках токарной группы.
Поставленная задача в съемном приспособлении для механической обработки на станках токарной группы элементов затвора клиновых задвижек, содержащем по меньшей мере две плиты, соединенные между собой шарнирно, одна из которых предназначена для установки на вращающемся столе станка и соединения с ним жестко, другая, наклонно расположенная по отношению к первой, предназначена для размещения и закрепления на ней обрабатываемой детали и соединена с первой посредством оси с возможностью поворота относительно нее, решается тем, что плиты в диаметрально противоположных местах против оси снабжены оппозитно расположенными один над другим упорами, каждый из которых соединен с соответствующей плитой жестко, причем на поверхности нижнего упора, обращенной к верхнему упору на наклонной плите, выполнена выемка для размещения в ней сменной регулировочной плитки.
Съемное приспособление снабжено механизмом прижима одной плиты к другой с регулировочной плиткой между ними, выполненными в виде болта, свободно установленного в отверстии в верхнем упоре и соединенного посредством резьбы с резьбовым отверстием в нижнем упоре.
Ширина поперечного сечения выемки на поверхности нижнего упора соответствует ширине поперечного сечения сменной регулировочной плитки.
Высота регулировочной плитки превышает глубину выемки на поверхности нижнего упора.
Снабжение плит съемного устройства один над другим упорами, выполнение выемки в нижнем упоре для размещения в ней сменной регулировочной плитки обеспечило жесткость конструкции и способствовало точности обработки клина, его угла.
Наличие механизма прижима одной плиты к другой с регулировочной плиткой между ними, выполненным в виде болта, свободно установленного в отверстии в верхнем упоре и соединенного посредством резьбы с резьбовым отверстием в нижнем упоре позволило быстро и надежно устанавливать и закреплять деталь, обрабатываемую в приспособлении.
Выполнение ширины поперечного сечения выемки на поверхности нижнего упора соответствующей ширине поперечного сечения сменной регулировочной плитки позволило быстро переналаживать приспособление с одного угла на другой.
Выполнение высоты сменной регулировочной плитки с превышением глубины выемки обеспечило точность обработки угла клина и надежность крепления обрабатываемой детали в приспособлении.
Технический результат заключается в повышении соответствия углов клина и клиновой камеры корпуса задвижки путем дополнительной микроподнастройки угла клина в процессе его обработки на станках токарной группы. Это позволило не только управлять процессом технологического достижения герметичности в затворе, но и сохранять во времени (в период эксплуатации задвижки) герметичность затвора в клиновой задвижке.
На приведенных чертежах иллюстрируется в качестве примера реализация предлагаемого изобретения «Съемное приспособления для механической обработки на станках токарной группы элементов затвора клиновых задвижек», подтверждающая возможности его промышленного применения при использовании всей совокупности признаков, где:
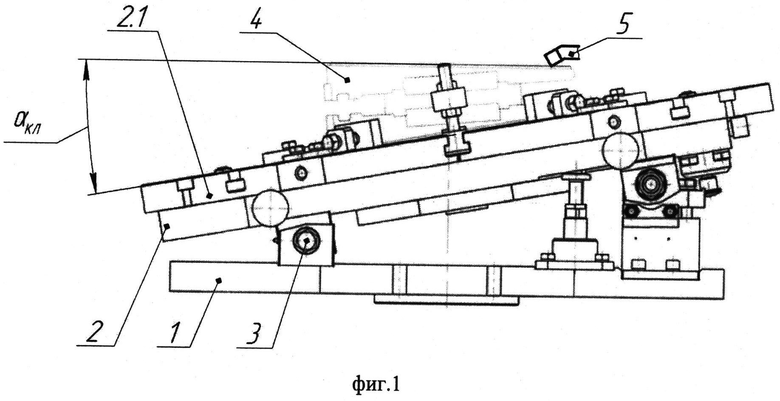
на фиг. 1 - съемное приспособление с обрабатываемой деталью (клином), закрепленным на наклонной плите;
на фиг. 2 - съемное приспособление в разрезе без обрабатываемой детали;
на фиг. 3 - выносной элемент I: увеличенное фрагментарное изображение упоров с плиткой регулировочной между ними;
на фиг. 4 - корпус клиновой задвижки;
на фиг. 5 - схематическое изображение узла затвора задвижки;
на фиг. 6 - фрагмент таблицы, отражающей зависимость угла гарантированного натяга (высота регулировочной плитки) от DN (мм) и PN (МПа) клиновой задвижки.
Съемное приспособление содержит опорную плиту 1, с которой соединена шарнирно наклонная плита 2 при помощи оси 3 с возможностью поворота относительно плиты 1. На наружной наклонной поверхности плиты 2 расположена и соединена с ней подвижно плита 2.1 с прихватами для установки и закрепления на ней обрабатываемой детали - клина 4, который характеризуется углом «αкл». Положение плиты 2.1 относительно оси вращения опорной плиты 1, резца на суппорте станка (на чертеже не показано) и обрабатываемой детали - клина 4 регулируют при помощи винта 6. Опорная плита 1 снабжена упором 7, соединенным с ней жестко. Наклонная плита 2, ее участок поверхности, обращенный к плите 1, снабжен упором 8, соединенным жестко с плитой 2. На поверхности упора 7, обращенной к упору 8, выполнена выемка для размещения в ней сменной регулировочной плитки 9 с высотой «а». Выемка по форме в поперечном сечении выполнена прямоугольной (см. фиг. 3). Ширина поперечного сечения выемки на поверхности нижнего упора 7 соответствует ширине поперечного сечения сменной регулировочной плитки 9. Высота сменной регулировочной плитки 9 (см. фиг. 3) превышает глубину выемки. Съемное приспособление снабжено механизмом прижима одной плиты 2 к другой плите 1 с регулировочной плиткой 9 между ними, выполненным в виде болта 10, свободно установленным в отверстии в упоре 8 и соединенным посредством резьбы с резьбовым отверстием в нижнем упоре 7. Выше было указано, что клин 4 характеризуется углом «αкл». Корпус 11 клиновой задвижки, ее камеры характеризуется углом «αкор» (см. фиг. 4, 5).
На фиг. 6 представлен фрагмент таблицы, отражающий зависимость угла гарантированного натяга (см. фиг. 5) и высоты «а» регулировочной плитки 9 от DN (мм) и PN (МПа) клиновой задвижки.
Съемное приспособление работает следующим образом.
Для корпуса 11 клиновой задвижки (см. фиг. 4) с предварительно обработанными седлами с углом «αкор» с учетом его DN (мм) и PN (МПа) по таблице (см. фиг. 6) определяют плитку 9 с необходимой высотой «α», устанавливают ее (плитку 9) в выемку на упоре 7 и поджимают к ней наклонную плиту 2 с плитой 2.1 с прихватами болтом 10. Затем устанавливают на плиту 2.1 обрабатываемую деталь - клин 4, закрепляют его на плите 2.1 при помощи прихватов, предварительно выставив его положение относительно резца 5, после чего осуществляют механическую обработку его уплотнительных поверхностей, сначала одной, а потом другой, противоположной. При этом заданный угол «αкл» должен соответствовать углу и высоте плитки, отраженным в таблице (см. фиг. 6).
Дополнительная микроподнастройка угла «αкл» клина 4 углу «αкор» в полости корпуса клиновой задвижки создает необходимые контактные давления в ее затворе, препятствующие проникновению среды через межконтактное пространство. Это позволило не только управлять процессом технологического достижения герметичности, но и сохранять во времени (в период эксплуатации) герметичность затвора в клиновой задвижке.
Перечень позиций к заявке на предлагаемое изобретение «Съемное приспособление для механической обработки на станках токарной группы элементов затвора клиновых задвижек»:
1 - плита опорная
2 - плита наклонная
2.1 - плита с прихватами
3 - ось
4 - клин (обрабатываемая деталь)
5 - резец
6 - винт
7 - упор опорной плиты
8 - упор наклонной плиты
9 - плитка регулировочная
10 - болт стяжной
«а» - высота регулировочной плитки
«αкл» - угол клина
«αкор» - угол клиновой камеры в корпусе задвижки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления затвора клиновой задвижки повышенной герметичности | 2018 |
|
RU2697310C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| Способ контроля размеров сопрягаемых элементов в затворе клиновой задвижки и устройство для его осуществления | 2015 |
|
RU2616347C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1995 |
|
RU2106951C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ГЕРМЕТИЧНОСТИ ЗАТВОРА ТРУБОПРОВОДНОЙ АРМАТУРЫ (КЛИНОВОЙ ЗАДВИЖКИ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2518798C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ КЛИНОВЫХ ЗАДВИЖЕК | 2006 |
|
RU2314897C2 |
| Приспособление для обработки уплотнительных поверхностей клиновых задвижек | 1985 |
|
SU1491651A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНОВОЙ ЗАДВИЖКИ | 1991 |
|
RU2016326C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ КЛИНОВОГО ОТВЕРСТИЯ И СОПРЯЖЕННОГО С НИМ КЛИНА | 1969 |
|
SU240450A1 |
| Запирающий элемент задвижки клиновой и задвижка клиновая | 2017 |
|
RU2660239C1 |




Изобретение относится к области машиностроения и может быть использовано при механической обработке на станках токарной группы элементов затвора клиновых задвижек. Съемное приспособление содержит две шарнирно соединенные плиты, одна из которых предназначена для жесткой установки на вращающемся столе станка, а другая - наклонно расположена по отношению к первой, предназначена для размещения и закрепления на ней обрабатываемой детали в виде клина и соединена с первой плитой посредством оси шарнира с возможностью поворота. Упомянутые плиты в противоположных относительно оси шарнира местах снабжены оппозитно расположенными друг над другом упорами, каждый из которых жестко соединен с соответствующей плитой. На поверхности нижнего упора выполнена выемка для размещения в ней сменной регулировочной плитки, имеющей высоту, превышающую глубину выемки на поверхности нижнего упора. В результате повышается качество обработки и герметичность затвора клиновых задвижек. 2 з.п. ф-лы, 6 ил.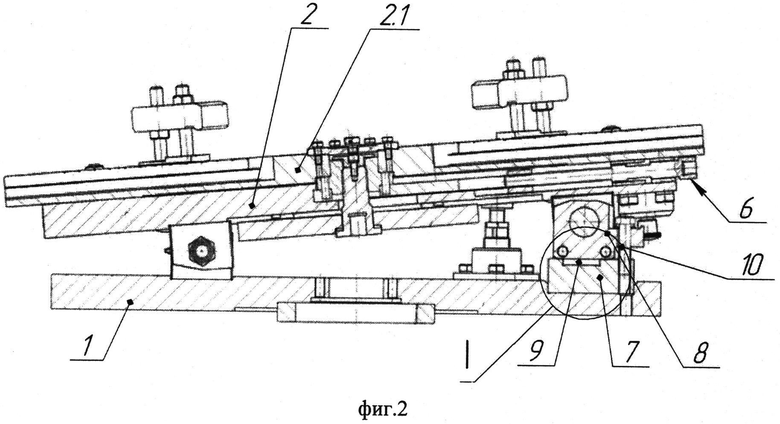
1. Съемное приспособление для механической обработки элементов затвора клиновых задвижек на станках токарной группы, содержащее по меньшей мере две плиты, шарнирно соединенные между собой, одна из которых предназначена для установки на вращающемся столе станка и жесткого с ним соединения, а другая наклонно расположена по отношению к первой, предназначена для размещения и закрепления на ней обрабатываемой детали в виде клина и соединена с первой плитой посредством оси шарнира с возможностью поворота относительно нее, отличающееся тем, что упомянутые плиты в противоположных относительно оси шарнира местах снабжены оппозитно расположенными друг над другом упорами, каждый из которых жестко соединен с соответствующей плитой, а на поверхности нижнего упора, обращенной к верхнему упору на наклонной плите, выполнена выемка для размещения в ней сменной регулировочной плитки, имеющей высоту, превышающую глубину выемки на поверхности нижнего упора, при этом приспособление снабжено механизмом прижима одной плиты к другой.
2. Приспособление по п.1, отличающееся тем, что механизм прижима одной плиты к другой выполнен в виде болта, свободно установленного в отверстии в верхнем упоре и соединенного посредством резьбы с резьбовым отверстием в нижнем упоре.
3. Приспособление по п.1, отличающееся тем, что ширина поперечного сечения выемки на поверхности нижнего упора соответствует ширине поперечного сечения сменной регулировочной плитки.

