Изобретение относится к машиностроению и предназначено для механической обработки уплотнительных поверхностей корпусов и запорных элементов клиновых задвижек трубопроводной арматуры.
Известен переносной станок для механической обработки, содержащий размещенное на горизонтальной плите основание, стойки с размещенной на них платформой (1). На платформе закреплена приводная головка со шпинделем и державкой с резцами. Известное устройство содержит также размещенную на основании под платформой наклонную плиту с возможностью ее выдвижения из-под платформы и поворота по окружности.
Переход от одной рабочей поверхности к другой осуществляется выдвижением и разворотом на 180° наклонной плиты, с последующей ее центровкой по оси, проходящей через центр окружности обрабатываемой поверхности.
Вращение шпинделя с режущим инструментом обеспечивается с помощью электропривода, размещенного на поворотном столе платформы с рукояткой ручного поворота платформы.
Недостатками известного технического решения являются необходимость набора металлоемких наклонных плит для разных углов клиновой камеры или клина (6°, 8° и 10°), как следствие, велика трудоемкость операции перехода от обработки одной уплотнительной поверхности клиновой задвижки к другой за счет значительной массы наклонных плит.
Кроме того, прототип неприменим для установки на шпинделе металлообрабатывающего станка, что ограничивает возможности его применения.
Техническим результатом изобретения является снижение трудоемкости обработки уплотнительных поверхностей клиновых задвижек, расширение возможностей применения, снижение материалоемкости и массы устройства.
Для достижения технического результата устройство для механической обработки уплотнительных поверхностей клиновых задвижек содержащее режущий инструмент с державкой для крепления к шпинделю привода перемещения режущего инструмента, основание и размещенную на нем платформу с регулируемым положением относительно шпинделя привода перемещения режущего инструмента, шаблон для установки обрабатываемой поверхности по траектории движения режущего инструмента, и прихваты для крепления обрабатываемой детали снабжено поворотной планшайбой с основанием, имеющим регулирующие угловое положение основания планшайбы относительно платформы элементы, причем прихваты для крепления обрабатываемой детали размещены на планшайбе.
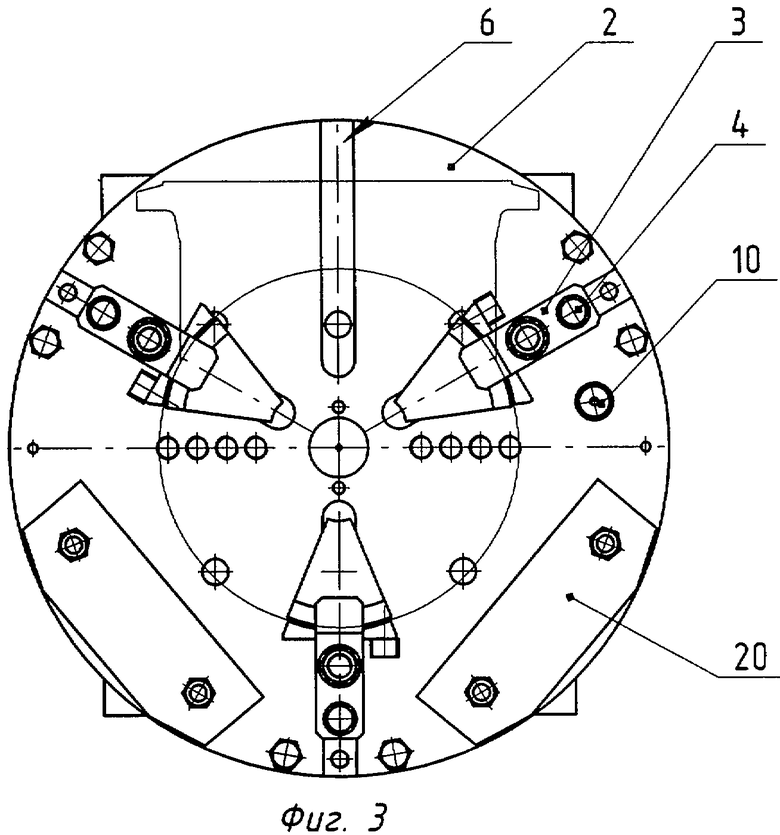
Структура предлагаемого устройства приведена на фиг. 1 (разрез по осевой линии) в положении для обработки одной уплотнительной поверхности, а на фиг. 2 в положении для обработки другой уплотнительной поверхности корпуса клиновой задвижки. На фиг. 3 показан вид сверху на планшайбу устройства в варианте с тремя прихватами.
Обрабатываемая деталь 1 (корпус клиновой задвижки) крепится к планшайбе 2 с помощью прихватов 3 с элементами 4 крепежа. Элементы 3 и 4 размещены на кулачках 5, перемещающихся по пазам 6 планшайбы 2, а радиальное положение кулачков 5 фиксируется элементами 7 крепежа. Планшайба 2 имеет возможность углового перемещения относительно основания 8 за счет бортового кольца 9.
Фиксация выбранного углового положения планшайбы 5 на основании 8 обеспечивается с помощью фиксатора 10. Основание 8 планшайбы жестко связано с платформой 11 элементами крепления 12 под углом, задаваемым упорами 13, призмами 14 и клином 15. Угол α между платформой 11 и основанием 8 выбирают таким образом, чтобы уплотнительная поверхность А была перпендикулярна оси вращения шпинделя 16 станка.
Положение платформы 11 на основании 17 устройства регулируются с помощью радиально размещенного ходового винта 18. Цель этой регулировки - совместить центр окружности уплотнительной поверхности А с осью вращения шпинделя 16 станка. В свою очередь основание 17 устройства закреплено на шпинделе 16 элементами 19 крепежа.
После установки и крепежа детали 1 на планшайбу 2, а также после статической балансировки всей сборки с помощью противовесов 20 производят обработку поверхности А с помощью режущего инструмента 21, закрепленного через державку 22 к шпинделю привода режущего инструмента (не показан).
Для обработки уплотнительной поверхности В устройство переводят в положение изображенное на фиг. 2 в следующей последовательности:
- расфиксировать жесткую связь между планшайбой 2 и ее основанием 8 с помощью фиксатора 10;
- развернуть планшайбу 2 с деталью 1 на 180° и зафиксировать это новое взаимоположение элементов 2 и 8 с помощью фиксатора 10;
- с помощью винта 18 совместить центр окружности уплотнительной поверхности В с осью вращения шпинделя 16;
- с помощью противовесов 20, размещенных на планшайбе 2, произвести статическую балансировку центра масс сборки элементов 1...20;
- произвести обработку уплотнительной поверхности В с помощью размещенного на державке 22 режущего инструмента 21.
Возможна работа предложенного устройства без его установки на шпиндель металлообрабатывающего станка.
В этом варианте державку 22 с режущим инструментом 21 устанавливают на привод, обеспечивающий не только радиальное, но и вращательное движение элементов 21 и 22. Основание 16 при этом устанавливают и закрепляют на горизонтальную плиту.
В этом варианте все операции обработки и перехода от данной уплотнительной поверхности к другой аналогичны вышеперечисленным при варианте размещения устройства на шпинделе металлообрабатывающего станка, за исключением статической балансировки центра масс устройства.
Таким образом, предложенное в заявке техническое решение имеет по сравнению с прототипом следующие существенные отличия:
- отсутствие комплекта массивных наклонных плит для каждого типоразмера, что ведет к снижению как материалоемкости устройства, так и трудоемкости операции обработки уплотнительных поверхностей клиновых задвижек;
- расширены функциональные возможности устройства за счет его применения как для работы с металлообрабатывающим станком, так и самостоятельно с приводом режущего инструмента, аналогичным приводу прототипа.
ИСТОЧНИК ИНФОРМАЦИИ
1. Переносной станок для механической обработки.
Патент RU №2144449 С1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| Приспособление для многоосевой фрезерной обработки нескольких деталей | 2020 |
|
RU2758434C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2016 |
|
RU2656905C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1995 |
|
RU2106951C1 |
| Устройство для обработки уплотнительных поверхностей клиновых задвижек | 1989 |
|
SU1790479A3 |
| Устройство для крепления инструмента | 1981 |
|
SU1038086A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Устройство для отделочно-упрочняющей обработки сферических поверхностей деталей | 1985 |
|
SU1342708A1 |
| ТОКАРНЫЙ СТАНОК | 2003 |
|
RU2261156C2 |

Устройство для механической обработки уплотнительных поверхностей клиновых задвижек относится к машиностроению и содержит режущий инструмент с державкой для крепления к шпинделю привода перемещения режущего инструмента. Устройство содержит размещенную на основании устройства платформу с регулируемым положением относительно шпинделя привода режущего инструмента, шаблон для установки обрабатываемой поверхности по траектории движения режущего инструмента, а также прихваты для крепления обрабатываемой детали. Шаблон для установки обрабатываемой поверхности содержит поворотную планшайбу с основанием, снабженным элементами регулировки углового положения основания планшайбы относительно платформы. Прихваты для крепления обрабатываемой детали размещены на планшайбе. Обеспечивается снижение трудоемкости обработки, расширение возможностей применения, а также снижение материалоемкости и массы устройства. 3 з.п. ф-лы, 3 ил.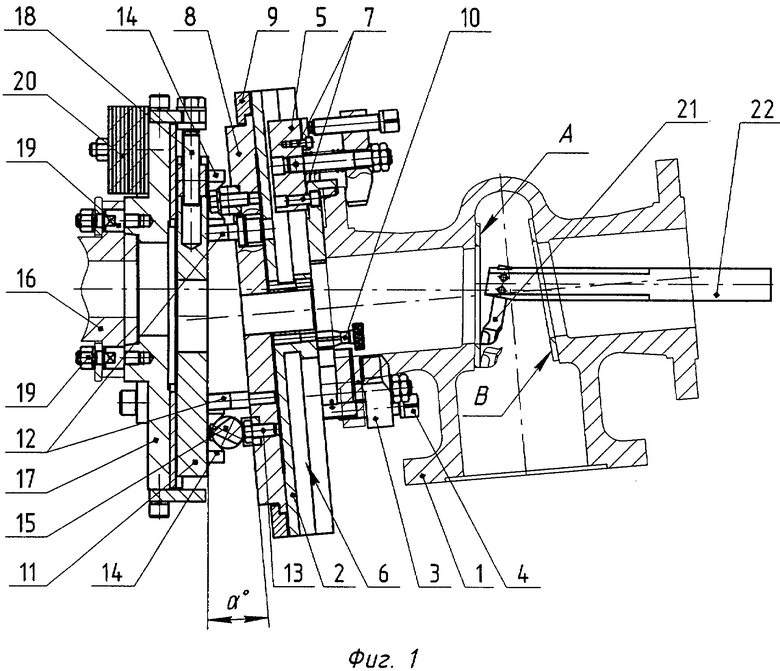
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| СПОСОБ ОБРАБОТКИ КОРПУСОВ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2001 |
|
RU2222414C2 |
| ТОКАРНЫЙ СТАНОК | 2003 |
|
RU2261156C2 |
| УСТРОЙСТВО для МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU312672A1 |
| US 5313694, 24.05.1994. | |||

