Изобретение относится к арматуростроению и может быть использовано для перекрытия рабочей среды в различных отраслях промышленности.
Известна задвижка, в которой корпус с патрубками выполнен сборным, что обеспечивает кроме экономии материала простоту сборки [1].
Недостатком известной конструкции является сложность обеспечения герметичности при сопряжении магистральных патрубков с клином задвижки.
Известна клиновая задвижка с литым корпусом, в которой магистральные патрубки выполнены под углом к центральной оси, соответствующим углу клина затвора задвижки [2].
Недостатком известной конструкции является то, что для перекрытия потока при посадке клина затвора, в литом корпусе седло выполнено в виде втулок, установленных на резьбе в магистральных патрубках, так как резьбовое соединение не обеспечивает требуемой герметичности без дополнительной доводки и притира поверхностей седловых втулок.
Цель изобретения - обеспечение снижения трудоемкости изготовления деталей и простоту сборки с высокой герметичностью затвора без применения доводочных и притирочных операций седловых поверхностей задвижки, а также повышение надежности конструкции путем исключения резьбового соединения седловых втулок с корпусом, требующих обеспечение дополнительной герметичности в месте сопряжения.
Это достигается за счет применения специальных приспособлений для обработки клина затвора на токарном станке, а также выполнения корпуса сборным, сварным, состоящим из стандартных деталей. Предлагаемый способ включает в себя изготовление клина задвижки и затем сборку корпуса из готовых деталей с применением специальных приспособлений, обеспечивающих угол наклона патрубков, соответствующим углу клина задвижки.
Заготовка клина, как правило отливка, может быть стальной или чугунной.
Одна из сторон клина, обращенная к поверхности седла при сборке, обрабатывается на вертикально-фрезерном станке. Затем на горизонтально-фрезерном станке с делительной головкой на обеих торцовых поверхностях клина фрезеруются пазы. В дальнейшем эти пазы служат в механизме задвижки как направляющие, а для обработки седловых запорных поверхностей клина как базовые.
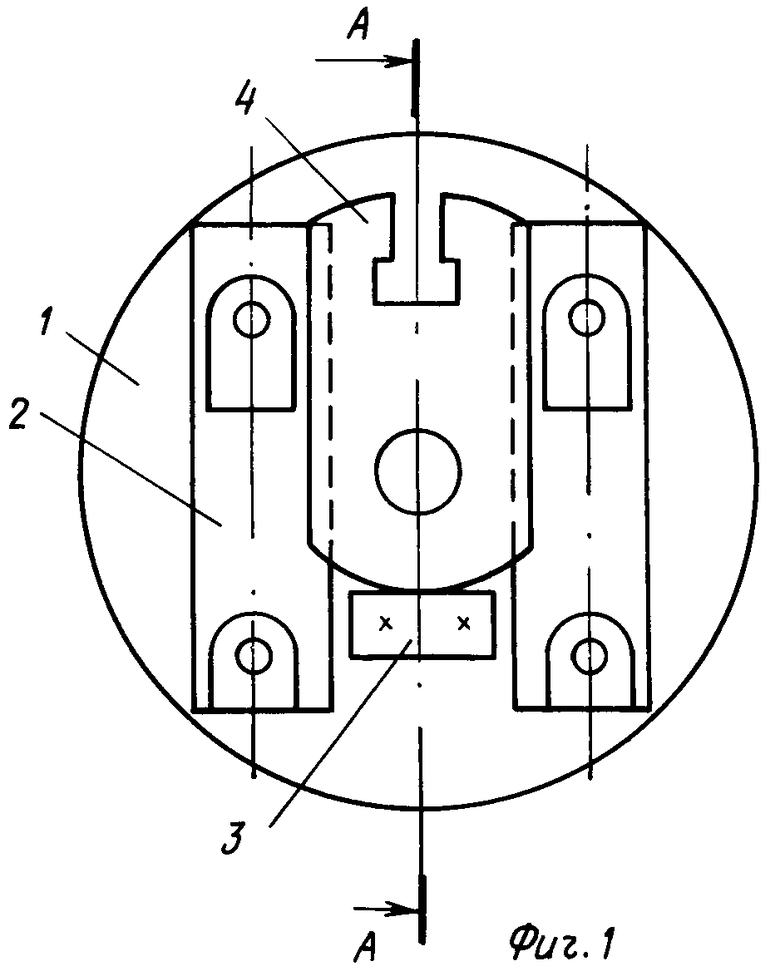
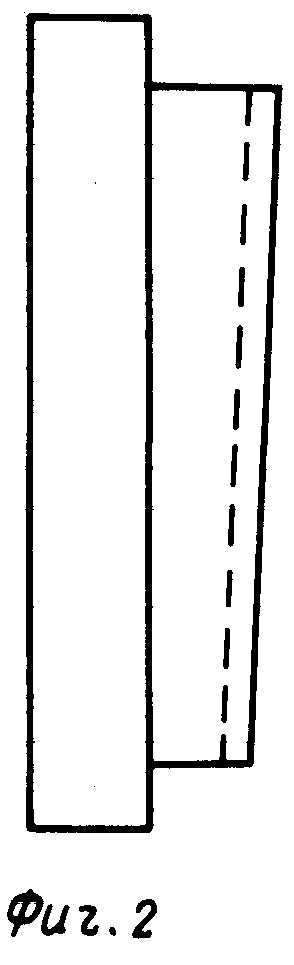
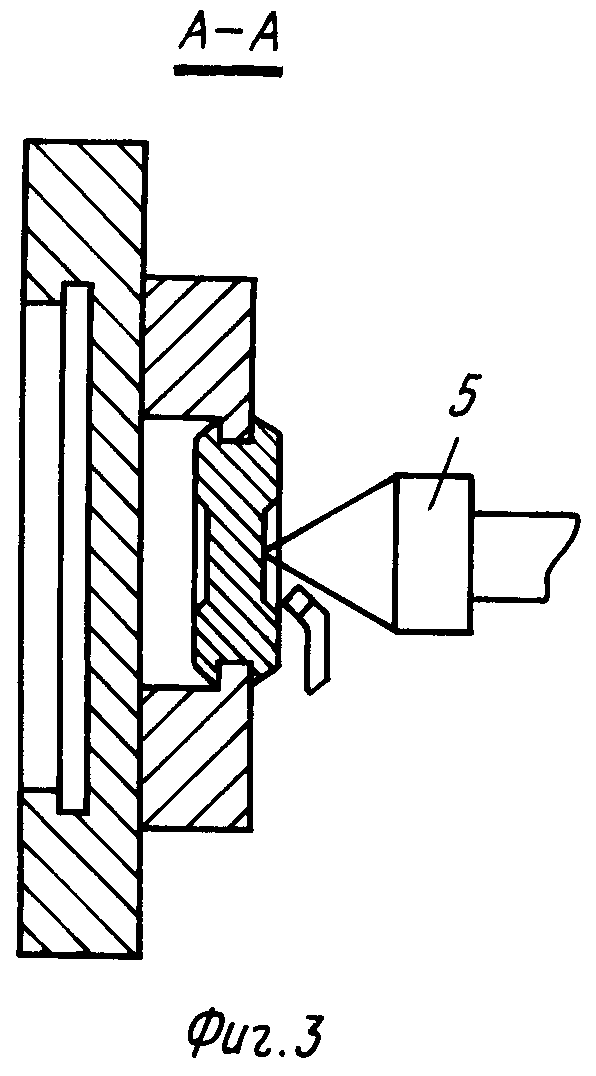
Операция обработки запорных поверхностей клина выполняется на токарном станке с применением специального приспособления, изображенного на фиг.1 - 3.
Приспособление для обработки клина задвижки состоит из планшайбы 1, на которой закреплены два клиновых профиля 2 на расстоянии, соответствующем ширине клина задвижки, снабженной упором 3.
Полуфабрикат клина задвижки пазами 4 вставляется в клиновые профили 2 и фиксируется упором 3 планшайбы и центром токарного станка 5. Далее проводится токарная обработка запорных поверхностей клина задвижки с обеих сторон.
Таким образом получаем клинья заданного размера с профилем (правым и левым), имеющим заданный угол наклона, не требующие дальнейших операций доводки и притирки запорных седловых поверхностей.
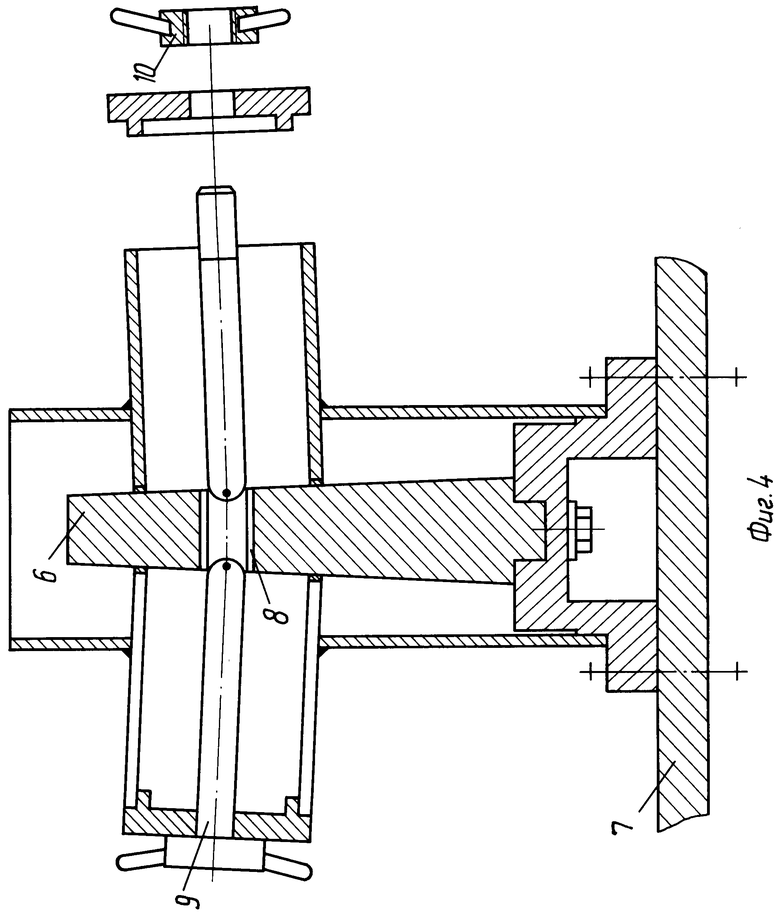
Сборка сварного корпуса задвижки производится также с применением специального приспособления, изображенного на фиг.4.
Приспособление для сборки состоит из базового клина 6, подобного рабочему клину, изготовленного на том же самом приспособлении для обработки клина задвижки. Базовый клин имеет большую чем обычный клин затвора длину и закреплен на плате 7. В центре клина выполнено отверстие 8 для прохода шарнирной стяжки 9, обеспечивающей точность установки патрубков относительно клина. Шарнирная стяжка представляет собой шарнирно соединенные стержни, один из которых снабжен опорным буртиком, а другой крепежным элементом 10 стяжки. Для центровки стяжки относительно патрубков предусмотрены центрирующие фланцы.
Торцы подводящих патрубков, работающих в паре с клином, предварительно напыляются газопламенным способом порошками из коррозионно-стойкого твердого сплава типа ПГ-СРОМ и шлифуются на плоскошлифовальном станке. Центральный патрубок устанавливается на плате относительно базового клина. Подводящие патрубки вставляются в симметричные сверления и стягиваются приспособлением до прилегания к базовому клину. Клиновая щель получается за счет самоустановки (разворота) патрубков относительно центральной оси на нужный угол, соответствующий углу клина задвижки. Конструкция корпуса готова к сварочным работам.
В дальнейшем готовая задвижка испытывается на стенке под давлением 25 кг/cм2.
Герметичность затвора клиновой задвижки в процессе эксплуатации достигается за счет самопритирки чугунного (более мягкого) клина задвижки относительно седловых поверхностей подводящих патрубков.
Предлагаемая технология позволяет изготовлять задвижки со стальным корпусом и чугунным клиновым затвором, обеспечивающими высокий класс герметичности затвора, надежности в эксплуатации с высокой производительностью труда, не требующей высокой квалификации рабочих.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| Способ изготовления затвора клиновой задвижки повышенной герметичности | 2018 |
|
RU2697310C1 |
| СЪЕМНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НА СТАНКАХ ТОКАРНОЙ ГРУППЫ ЭЛЕМЕНТОВ ЗАТВОРА КЛИНОВЫХ ЗАДВИЖЕК | 2014 |
|
RU2572272C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1995 |
|
RU2106951C1 |
| Задвижка клиновая | 1979 |
|
SU870825A1 |
| Способ контроля размеров сопрягаемых элементов в затворе клиновой задвижки и устройство для его осуществления | 2015 |
|
RU2616347C1 |
| ТОКАРНЫЙ СТАНОК | 2003 |
|
RU2261156C2 |
| КЛИНОВАЯ ЗАДВИЖКА И СПОСОБ ГЕРМЕТИЗАЦИИ КЛИНОВОЙ ЗАДВИЖКИ | 2000 |
|
RU2186277C2 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ГЕРМЕТИЧНОСТИ ЗАТВОРА ТРУБОПРОВОДНОЙ АРМАТУРЫ (КЛИНОВОЙ ЗАДВИЖКИ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2518798C1 |
Сущность изобретения: предварительно изготавливают базовый клин задвижки и собирают корпус с патрубками из составных частей свариванием. Клин изготавливают из полуфабриката чугунной отливки с применением приспособления для обработки клина, состоящего из планшайбы с упором и закрепленными на ней двумя клиновыми профилями на расстоянии, соответствующем размеру клина. Сборку корпуса производят с помощью базового клина, для чего базовый клин закрепляют на плате. В базовом клине выполняют отверстие, через которое вводят шарнирную стяжку, выполненную в виде шарнирно соединенных стержней. Один стержень выполнен с опорным буртиком, другой снабжен крепежным элементом. Стержни располагают по оси патрубков, размещенных под углом наклона базового клина. 4 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНОВОЙ ЗАДВИЖКИ, включающий в себя предварительное изготовление базового клина задвижки и сборку корпуса с патрубками из составных частей путем сварки, отличающийся тем, что базовый клин изготавливают из полуфабриката чугунной отливки с применением приспособления для обработки клина, состоящего из планшайбы с упором и закрепленными на ней двумя клиновыми профилями на расстоянии, соответствующем размеру клина задвижки, а сборку корпуса с патрубками производят с помощью базового клина, для чего базовый клин закрепляют на плате, в базовом клине выполняют отверстие, через которое вводят шарнирную стяжку, выполненную в виде шарнирно соединенных стержней, один из которых выполнен с опорным буртиком, а другой снабжен крепежным элементом, причем упомянутые стержни распологают по оси патрубков, размещенных под углом, соответствующим углу наклона базового клина задвижки.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 1882227, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
