ЗАЯВЛЕНИЕ ОТНОСИТЕЛЬНО ИССЛЕДОВАНИЙ И РАЗРАБОТОК, ФИНАНСИРУЕМЫХ ИЗ ФЕДЕРАЛЬНОГО БЮДЖЕТА
[0001] Это изобретение было создано при поддержке правительства
США по Программе разработок в области перспективных технологий №70NANB7H7038, по заказу Национального Института Стандартов и Технологий (NIST), Министерства торговли США. Правительство США может иметь определенные права на изобретение.
ОБЛАСТЬ ТЕХНИКИ
[0002] Данная публикация посвящена способам снижения трения
между матрицей штампов и заготовками в процессе штамповочной обработки и увеличению способности деформироваться при штамповке заготовок, например, из металла, сплавов, и сортовых заготовок.
УРОВЕНЬ ТЕХНИКИ
[0003] Под «штамповкой» подразумевается обработка и/или
формование твердого материала путем пластической деформации. Штамповка является отличимой от других первичных классификаций способов формования твердых металлов, т.е. механической обработки, (формование заготовки резанием, шлифовка или какое-либо другое удаление материала с заготовки) и отливки (литье жидкого материала, который затвердевает, сохраняя форму шаблона). Способностью деформироваться при штамповке является относительная способность материала к пластической деформации без образования дефектов. Способность деформироваться при штамповке зависит от ряда факторов, включая, например, условия штамповки (например, температуру заготовки, температуру матрицы штампа и скорость деформации) и характеристики материала [например, состав, микроструктуру и структуру поверхности). Другим фактором, который влияет на способность деформироваться при штамповке заготовки является трибология взаимодействующих поверхностей матрицы штампа и заготовки.
[0004] Взаимодействие между поверхностью матрицы штампа и
поверхностью заготовки при штамповочной обработке включает в себя перенос тепла, трение и износ. Таким образом, изоляция и смазка между заготовкой и матрицей штампа являются факторами, влияющими на способность деформироваться при штамповке. При штамповочной обработке трение уменьшается за счет использования смазочных материалов. Тем не менее, ранее используемые смазочные материалы для штамповки имеют различные недостатки, в частности, при горячей штамповке титановых и жаропрочных сплавов. Настоящее изобретение посвящено способам смазки для уменьшения трения между матрицей штампов и заготовками при штамповочной обработке, которая предотвращает возникновение различных недостатков, возникавших при использовании ранее применявшихся; способов смазки при штамповании.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Варианты реализации изобретения, описанные здесь,
посвящены способам смазки при штамповании, включающим применение листа твердого смазочного материала между заготовкой и матрицей штампа в штамповочном аппарате. Матрица штампа прилагает усилие к заготовке для ее дальнейшей пластической деформации. Коэффициент сдвига между матрицей штампа и заготовкой во время штамповки менее чем 0,20.
[0006] Другие варианты реализации изобретения, описанные здесь,
посвящены способам смазки при штамповании, включающим применение листа твердого графитового смазочного материала между заготовкой из титана или титанового сплава и матрицей штампа в штамповочном аппарате. Матрица штампа прилагает усилие к заготовке для ее дальнейшей пластической деформации при температуре в диапазоне от 1000°F до 2000°F. Коэффициент сдвига между матрицей штампа и заготовкой во время штампования менее чем 0,20.
[0007] Понятно, что раскрытое и описанное здесь изобретение, не ограничивается вариантами его реализации, указанными в данном разделе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0008] Различные характеристики некоторых, не имеющих ограничений, вариантов реализации изобретения, раскрытых и описанных здесь, могут быть лучше поняты при изучении прилагаемых фигур, в которых:
[0009] Фигура 1A является схематической диаграммой поперечного
сечения, иллюстрирующей разъемную матрицу штампа при плющении заготовки в условиях отсутствия трения, а Фигура 1B является схематической диаграммой поперечного сечения, иллюстрирующая разъемную матрицу штампа при плющении идентичной заготовки в условиях сильного трения;
[00010] Фигуры 2A, 2B и 2C являются перспективным изображением цилиндрической заготовки, завернутой в лист твердого смазочного материала;
[00011] Фигуры 3A и 3C являются схематической диаграммой поперечного сечения, иллюстрирующей разъемную матрицу штампа при штамповочной обработке без листа твердого смазочного материала, а Фигуры 3B и 3D являются схематическими диаграммами поперечного сечения, иллюстрирующими идентичную разъемную матрицу штампа при штамповочной обработке с использованием листов твердого смазочного материала в соответствии со способами, описанными здесь;
[00012] Фигуры 4A, 4C, и 4E являются схематическими диаграммами поперечного сечения, иллюстрирующими разъемную матрицу штампа при штамповочной обработке без использования листов твердого смазочного материала, а Фигуры 4B, 4D и 4F являются схематическими диаграммами поперечного сечения, иллюстрирующими идентичную разъемную матрицу штампа при штамповочной обработке с использованием листов твердого смазочного материала в соответствии со способами, описанными здесь;
[00013] Фигура 5A является схематической диаграммой поперечного сечения, иллюстрирующей радиальную штамповочную обработку без использования листов твердого смазочного материала, а Фигура 5B является схематической диаграммой поперечного сечения, иллюстрирующей идентичную радиальную штамповочную обработку с использованием листов твердого смазочного материала в соответствии со способами, описанными здесь;
[00014] Фигуры 6A и 6C являются схематическими диаграммами поперечного сечения, иллюстрирующими закрытую матрицу при штамповочной обработке без использования листов твердого смазочного материала, а Фигуры 6B и 6D являются схематическими диаграммами поперечного сечения, иллюстрирующими идентичную закрытую матрицу при штамповочной обработке с использованием листов твердого смазочного материала в соответствии со способами, описанными здесь;
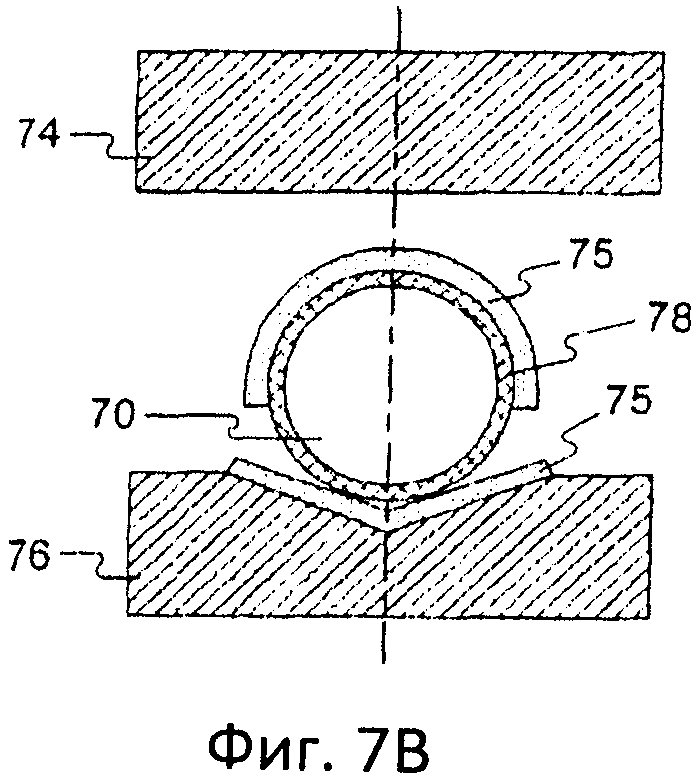
[00015] Фигуры 7A, 7C, 7B, и 7D являются схематическими диаграммами поперечного сечения, иллюстрирующими различные конфигурации листов твердого смазочного материала и изоляционных листов в зависимости от заготовок и матриц штампов в штамповочных аппаратах;
[00016] Фигура 8 является схематической диаграммой поперечного сечения, иллюстрирующей общие настройки тестирования компрессионного кольца;
[00017] Фигура 9 является диаграммой поперечного сечения, иллюстрирующей формование компрессионного кольца в различных условиях трения при тестировании компрессионного кольца;
[00018] Фигура 10A является боковой проекцией кольцевого образца в перспективе перед сжатием при тестировании компрессионного кольца, Фигура 10B является боковой проекцией кольцевого образца в перспективе после сжатия с относительно низким коэффициентом трения при тестировании компрессионного кольца, и Фигура 10C является боковой проекцией кольцевого образца в перспективе после сжатия с относительно высоким коэффициентом трения при тестировании компрессионного кольца;
[00019] Фигура 11A иллюстрирует вид сверху кольцевого образца перед сжатием при тестировании компрессионного кольца, фигура 11B представляет собой вид сбоку кольцевого образца перед сжатием при тестировании компрессионного кольца; и
[00020] Фигура 12 представляет собой график корреляции между сжатым внутренним диаметром и коэффициентом сдвига при тестировании компрессионного кольца из сплава Ti-6AI-4V.
[00021] Читатель по достоинству оценит вышеприведенные подробные характеристики, равно как и другие, после рассмотрения последующего подробного описания различных вариантов реализации изобретения, не имеющих ограничений, в соответствии с настоящим изобретением. Читатель также может изучить дополнительную информацию по воплощению или использованию вариантов реализации изобретения, описанного здесь.
ПОДРОБНОЕ ОПИСАНИЕ НЕОГРАНИЧИВАЮЩИХ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[00022] Следует понимать, что описание раскрытых вариантов реализации изобретения было упрощено, чтобы показать только те свойства и характеристики, которые необходимы для ясного понимания раскрытых вариантов реализации изобретения, исключая, для ясности, другие функции и характеристики. Лица, компетентные в данной области, при рассмотрении этого описания раскрытых вариантов реализации изобретения признают, что использование других функций и характеристик может быть желательным в конкретной реализации или применении раскрытых вариантов реализации изобретения. Однако, поскольку эти другие функции и характеристики могут быть легко установлены и осуществлены лицами, компетентными в данной области, при рассмотрении этого описания раскрытых вариантов реализации изобретения, и, следовательно, не являются необходимым для полного понимания описанных вариантов реализации изобретения, описание таких функций, характеристик и т.п., не приводится в данном документе. Таким образом, следует понимать, что описание, изложенное в настоящем документе, приведено в качестве примера и пояснения раскрытых вариантов реализации изобретения и не предназначено для ограничения сферы применения изобретения, определенного формулой изобретения.
[00023] В настоящем изобретении, кроме случаев, когда указано противоположное, все числовые параметры следует рассматривать как предварительные и модифицированные во всех случаях с использованием термина "приблизительно", в которых числовым параметрам присуща изменчивость характеристик, лежащая в основе способов измерений, используемых для определения числового значения параметра. По крайней мере, а не как попытка ограничить применение доктрины эквивалентов к сфере применения формулы изобретения, каждый числовой параметр, приведенный в настоящем описании, должен быть истолкованным, как минимум, с учетом числа подтвержденных значимых цифр и с применением обычных способов округления.
[00024] Кроме того, любые приводимые здесь численные ряды предназначены для включения всех подрядов, отнесенных к категории в пределах описанного ряда. Например, ряд "от 1 до 10" предполагает включение всех подрядов между (и включая) представленным минимальным значением 1 и представленным максимальным значением 10, то есть, имеет минимальное значение, равное или большее чем 1, и максимальное значение, равное или менее чем 10. Любое максимальное числовое ограничение, представленное здесь, предполагает включение всех более низких числовых ограничений, отнесенные к данной категории, а любые минимальные числовые ограничения, представленные здесь, предполагают включение всех более высоких числовых ограничений, отнесенных к данной категории. Соответственно, заявители сохраняют за собой право улучшить настоящее описание изобретения, включая формулу изобретения для точного описания любого подряда, отнесенного к рядам, однозначно описанным здесь. По сути, все такие ряды, описаны здесь таким образом, чтобы внесение поправок в явно перечисленные любые такие подряды, подчинялось требованиям 35 С.3. США § 112, первый абзац, и 35 С.3. США §132(a).
[00025] Грамматические артикли "один", "a", "an" и "the", используемые в настоящем документе, предполагают "по крайней мере один" или "один или более", если не указано иное. Таким образом, артикли используются здесь для обозначения одного или более одного (т.е., "по крайней мере один") грамматического объекта артикля. К примеру, "компонент" означает один или более компонент, и, таким образом, возможно, предполагается более одного компонента и может быть использовано для реализации описанных вариантов.
[00026] Любые патенты, публикации и другие материалы сообщаемой информации, которые включены здесь посредством ссылки, содержатся в полном объеме, если не указано иное, но только в той степени, в которой включенный материал не противоречит существующим определениям, заявлениям, или другим материалам, ясно изложенным в данном описании. Таким образом, и по мере необходимости, информация, изложенная здесь, заменяет любые противоречивые материалы, включенные сюда посредством ссылки. Любой материал, или его часть, которая включена сюда посредством ссылки, но которая противоречит существующим определениям, заявлениям или другим материалам, изложенной в настоящем документе информации, содержатся только в той степени, в которой они не противоречат сообщаемой в данном документе информации. Заявитель оставляет за собой право вносить изменения в настоящее изобретение, прямо излагая любой вопрос или его часть, включенную сюда посредством ссылки.
[00027] Данное изложение включает в себя описание различных вариантов реализации изобретения. Следует понимать, что различные варианты реализации изобретения, описанные здесь, являются примерными, иллюстративными и не имеют ограничительного характера. Таким образом, настоящее изложение не ограничивается описанием различных примерных, иллюстративных и не ограничивающих вариантов реализации изобретения. Скорее, изобретение определяется формулой изобретения, которая может быть улучшена для изложения любых функций или характеристик, прямо или косвенно описанных или, в других случаях, прямо или косвенно дополняемых данным изложением. Кроме того, заявители оставляют за собой право вносить изменения в формулу изобретения, чтобы утвердительно отказаться от особенностей или функций, которые могут присутствовать в известном уровне техники. Таким образом, любые такие изменения будут соответствовать требованиям 35 С.3. США §112, первый абзац, и 35 С.3. США §132(a). Различные варианты реализации изобретения, раскрытые и описанные здесь, могут включать в себя, состоять, или состоят в основном из особенностей и функций, которые многогранно описаны в настоящем документе.
[00028] В штамповочной обработке, взаимное трение между поверхностями заготовки и поверхностями матриц штампов может быть количественно выражено в виде фрикционного напряжения сдвига. Фрикционное напряжение сдвига (τ) может быть выражено как функция напряжения, вызывающего пластическую деформацию твердого вещества деформирующего материала (σ) и коэффициента сдвига (τ) следующим уравнением:

Величина коэффициента сдвига дает количественную меру смазки для штамповочной системы. Например, коэффициент сдвига может варьироваться от 0,6 до 1,0 при штамповке заготовок из титановых сплавов без смазки, в то время как при горячей штамповке деталей из титановых сплавов с определенными расплавленными смазочными материалами коэффициент сдвига может варьироваться от 0,1 до 0,3.
[00029] Недостаточное количество штамповочной смазки, характеризуемое, например, относительно высоким значением коэффициента сдвига при штамповочной обработке, может иметь ряд негативных последствий. В штамповке, твердотельная текучесть материала вызвана силой, передаваемой от матрицы штампа к пластически деформированной заготовке. Условия трения на границе матрицы штампа и заготовки влияют на текучесть металла, формирование поверхностного и внутреннего напряжения в заготовке, давления, действующего на матрицу штампов, прижимной груз и затраты энергии. Фигуры 1A и 1B иллюстрируют неизбежное влияние трения при плющении с использованием разъемной матрицы.
[00030] Фиг.1A иллюстрирует плющение цилиндрической заготовки 10 с использованием разъемной матрицы при идеальных условиях без трения. На фиг.1B показано плющение идентичной цилиндрической заготовки 10 с использованием разъемной матрицы в условиях высокого трения. Верхняя матрица штампа 14 оказывает давление на заготовки 10 от их первоначальной высоты (показана пунктирной линией) до штамповочной высоты Н. Сила плющения применяется с равной величиной и в противоположном направлении заготовки 10 на верхней матрице штампа 14 и нижней матрице штампа 16. Материал заготовки 10, является несжимаемым и, следовательно, объемы начальных заготовок 10 и штампованных заготовок 10а и 10b равны. При условиях трения, показанных на фиг.1a, заготовка 10 деформируется равномерно в осевом и радиальном направлениях. Об этом свидетельствует линейный профиль 12a штампованной заготовки 10а. В условиях высокого трения, показанных на фиг.1B, заготовка 10 деформируется неравномерно в осевом и радиальном направлениях. Об этом свидетельствует криволинейный профиль 12b штампованной заготовки 10b.
[00031] Таким образом, штампованные заготовки 10b демонстрируют "бочкообразное коробление" в условиях высокого трения, в то время как штампованные заготовки 10а не проявляют какой-либо бочкообразности в условиях трения. Бочкообразное коробление и другие эффекты неравномерной пластической деформации из-за взаимного трения на границе заготовки и матрицы штампа при штамповке, как правило, нежелательно. Например, в штамповке с использованием закрытой матрицы, взаимное трение может привести к образованию пустот, когда деформирующий материал не заполняет все полости в матрице. Это может быть особенно проблематично при штамповке чистовой формы и формы, близкой к чистовой, где заготовки штампуются в пределах более жестких допусков. В результате, штамповочные смазочные материалы могут быть использованы для уменьшения взаимного трения между поверхностями матриц и поверхностями заготовки при штамповочных операциях.
[00032] В различных вариантах реализация изобретения, способ штамповочной смазки включает в себя помещение листов твердого смазочного материала между заготовкой и матрицей в штамповочном аппарате. В данном контексте, "лист твердого смазочного материала" представляет собой относительно тонкий кусок материала, содержащий твердую смазку, которая уменьшает трение между металлическими поверхностями. Твердая смазка находится в твердом состоянии при обычных атмосферных условиях и остается в твердом состоянии в штамповочных условиях (например, при повышенных температурах). Лист твердой смазки может уменьшить коэффициент сдвига между матрицей и заготовкой при штамповке до менее чем 0,20. Лист твердой смазки может содержать твердый смазочный материал, выбранный из группы, состоящей из графита, дисульфида молибдена, дисульфида вольфрама и нитрида бора.
[00033] В различных вариантах реализации изобретения, лист твердой смазки может содержать твердую смазку, имеющую коэффициент трения меньше или равный 0,3 при комнатной температуре и/или температуру плавления большую или равную 1500°F. Твердые смазочные материалы, применяемые в листах твердой смазки, описанных здесь, могут быть также охарактеризованы, например, величиной напряжения пластической текучести до и включая 20% от значения напряжения пластической текучести материала, штампованного с использованием листов твердой смазки, содержащих твердый смазочный материал. В различных вариантах реализации изобретения, твердый смазочный материал, содержащийся в листах твердой смазки, может быть охарактеризован податливостью сдвигу большей или равной 500%. Твердые смазочные материалы, применяемые в листах твердой смазки, описанных здесь, изготавливаются в форме листа, с или без применения соответствующего скрепляющего или связующего вещества.
[00034] В различных вариантах реализация изобретения, лист твердого смазочного материала может быть гибким и способным позиционироваться в полостях и по контурам, на неплоских поверхностях штамповочных матриц и/или заготовок. В различных вариантах реализации изобретения, листы твердого смазочного материала могут быть жесткими и поддерживать исходную форму или контур, находясь между матрицей и заготовкой в штамповочном аппарате.
[00035] В различных вариантах реализации изобретения, листы твердого смазочного материала могут состоять из твердого смазочного вещества (такого, как, например, графит, нитрид дисульфид молибдена, дисульфид вольфрама и/или нитрид бора) и остаточных примесей (таких, как, например, зола) и не содержат никаких связующих' веществ, наполнителей и других добавок. Иначе, в различных вариантах реализации изобретения, листы твердой смазки могут содержать твердый смазочный материал и связующие вещества, наполнители и/или другие добавки. Например, листы твердого смазочного материала могут содержать антиокислители, которые позволяют использовать их непрерывно или многократно при повышенных температурах в кислородсодержащих средах, таких как, например, атмосферный воздух или при высокой температуре воздуха.
[00036] В различных вариантах реализации изобретения, лист твердого смазочного материала может содержать пластину твердого смазочного материала, связанного с волокнами листа. Например, твердые смазочные материалы могут быть приклеены или термически связаны с волокнами керамического листа, листа из стекловолокна, листа углеродного волокна или полимерного листа. Подходящие волокнистые листы могут быть изготовлены из тканых и нетканых волокнистых материалов. Лист твердого смазочного материала может содержать слой твердой смазки, связанной с одной стороной или с обеими сторонами волокнистого листа. Примером может служить слоистый гибкий лист графита, связанный с гибким волокнистым листом, который может быть использован в качестве листа твердого смазочного материала в способах, приведенных здесь, описанных, например, в патенте США №4961991, который включен сюда посредством ссылки.
[00037] В различных вариантах реализации изобретения, лист твердого смазочного материала может содержать слой твердого смазочного материала, связанный с полимерным листом. Например, твердые смазочные материалы могут быть приклеены или термически привязаны к одной или обеим сторонам гибкого полимерного листа. В различных вариантах реализации изобретения, лист твердого смазочного материала может содержать покрытый клеем лист твердой смазки. Например, лист графита, дисульфида молибдена, дисульфид вольфрама и/или нитрида бора может содержать адгезив, нанесенный на одну сторону листа. Лист твердого смазочного материала, покрытый адгезивом, может быть приклеен к матрице и/или поверхности заготовки перед штамповкой, чтобы обеспечить его надлежащее позиционирование во время, например, штамповочных операций. Листы твердого смазочного материала, содержащие полимерные материалы, адгезивы и/или другие органические материалы, могут быть использованы для горячей штамповки, где выгорание органики является допустимым.
[00038] В различных вариантах реализации изобретения, лист твердого смазочного материала может иметь толщину в диапазоне от 0,005" (0,13 мм) до 1,000" (25,4 мм), или в любом внутреннем поддиапазоне. Например, в различных вариантах реализации изобретения, листы твердого смазочного материала могут иметь минимальную, максимальную или среднюю толщину: 0,005" (0,13 мм), 0,006" (0,15 мм), 0,010" (0,25 мм), 0,015" (0,38 мм), 0,020" (0,51 мм), 0,025" (0,64 мм), 0,030" (0,76 мм), 0,035" (0,89 мм), 0,040" (1,02 мм), 0,060" (1,52 мм), 0,062" (1,57 мм), 0,120" (3,05 мм), 122" (3,10 мм), 0,24" (6,10 мм), 0,5" (12,70 мм), или 0,75" (19,05 мм). Большая толщина может быть получена с помощью одного листа твердого смазочного материала или стопки нескольких листов твердого смазочного материала.
[00039] Толщина листа твердого смазочного материала или стопки листов, используемых в штамповочных операциях может зависеть от различных факторов, включая температуру штамповки, время штамповки, размер детали, размер матрицы, штамповочное давление, степень деформации заготовки и т.п. Например, температура заготовки и матрицы в штамповочной операции может повлиять на смазывающую способность листа твердого смазочного материала и теплопередачу через листы твердого смазочного материала. Более толстые листы или стопки листов могут быть более полезны при более высоких температурах и/или более частом штамповании, например, при сжатии, спекании и/или окислении твердой смазки. В различных вариантах реализации изобретения листы твердого смазочного материала, описанные здесь, могут раскатываться на поверхности заготовки и/или матрицы во время штамповочной операции и, следовательно, более толстые листы или стопки листов могут быть полезны для увеличения деформации заготовки.
[00040] В различных вариантах реализации изобретения, лист твердого смазочного материала может представлять собой лист твердого графита. Твердый графитовый лист может иметь содержание графитового углерода не менее 95% от массы листа графита. Например, твердый графитовый лист может иметь содержание графитового углерода не менее 96%, 97%, 98%, 98,2%, 99,5% или 99,8% от массы листа графита. Твердый графит подходит для способов, описанных здесь, включая, например, различные сорта Grafoil® - гибкие графитовые материалы, доступные для заказа в GrafTech International, Лейквуд, штат Огайо, США; различные марки графитовой фольги, листы, картоны ит.п., материалы, доступные для заказа в HP Materials Solutions, Inc, Вудленд Хилз, штат Калифорния, США; различные сорта графитовых материалов Graph-Lock® от Garlock Sealing Technologies, Пальмира, штат Нью-Йорк, США; различные марки гибкого графита от Thermoseal, Inc., Сидней, штат Огайо, США; а также различные сорта изделий из листа графита можно заказать в DAR Industrial Products, Inc., Уэст-Коншохокен, штат Пенсильвания, США.
[00041] В различных вариантах реализации изобретения, лист твердого смазочного материала может быть расположен на рабочей поверхности матрицы в штамповочном1 аппарате, а заготовки располагаются на листе твердого смазочного материала на матрице. В данном контексте, "рабочей поверхностью" матрицы является поверхность, которая контактирует или может контактировать с заготовкой во время штамповочной операции. Например, листы твердого смазочного материала могут быть расположены на нижней матрице штамповочного аппарата, а заготовки находятся на листе твердого смазочного материала, так что листы твердого смазочного материала находятся в промежуточном положении между нижней поверхностью заготовки и нижней матрицей. Дополнительный лист твердого смазочного материала может быть установлен на верхней поверхности заготовки перед или после заготовки, расположенной на листе твердого смазочного материала на нижней матрице. В качестве альтернативы или в дополнение, листы твердого смазочного материала могут быть расположены на верхних Матрицах в штамповочном аппарате. Таким образом, по крайней мере, один дополнительный лист твердого смазочного материала может быть вставлен между верхней поверхностью заготовки и верхней матрицей. Затем может быть применено усилие к матрицам для пластической деформации заготовки с уменьшением трения между матрицами и заготовкой, что уменьшает нежелательное влияние трения.
[00042] В различных вариантах реализации изобретения, лист твердого смазочного материала может быть гибким или жестким, может быть изогнут, сформован или контурирован в соответствии с формой матрицы и/или заготовки в штамповочной операции. Лист твердого смазочного материала может быть изогнут, сформован или контурирован перед установкой на заготовку и/или матрицу в штамповочном аппарате, т.е. предварительно сформован в заданную форму или контур. Например, предварительно созданная форма может включать одну или несколько складок в листе твердого смазочного материала (например, приблизительно 135° по оси поворота для более оптимального размещения листа на верхней изогнутой поверхности цилиндрической заготовки вдоль продольной оси, или один или несколько изгибов около 90°, для более оптимального размещения листа на прямоугольной заготовке). Кроме того, лист твердого смазочного материала может быть сформован на гибкой или жесткой втулке, трубе, полом цилиндре или детали другой геометрической формы для локализации и механического закрепления листа твердого смазочного материала на матрице или поверхности заготовки перед штамповкой.
[00043] Когда лист твердого смазочного материала расположен между матрицей и заготовкой в штамповочном аппарате, листы твердого смазочного материала могут обеспечить плотный барьер между матрицей и заготовкой. Таким образом, матрица косвенно контактирует с заготовкой через лист твердого смазочного материала, который уменьшает трение между матрицей и заготовкой. Твердый смазочный материал листов твердого смазочного материала может характеризоваться относительно низким значением напряжения пластической текучести и относительно высоким значением податливости сдвигу, что позволяет листу твердого смазочного материала пластически деформироваться между матрицей и заготовкой в виде непрерывной пленки при штамповке. Например, в различных вариантах реализации изобретения, твердые смазки, применяемые в твердых листах смазочного материала, описанных здесь, могут быть охарактеризованы, например, податливостью сдвигу большей или равной 500% и значением напряжения пластической текучести до и включающим 20% от значения напряжения пластической текучести материала для штамповки с твердым листом смазочного материала, содержащим твердую смазку.
[00044] Так, например, графитовый твердый смазочный материал состоит из слоев пакетированного графена. Графеновые слои представляют собой слой ковалентно-связанного углерода толщиной в один атом. Поперечные силы между слоями графена в графите очень низкие, и, следовательно, графеновые слои могут скользить друг относительно друга с очень небольшим сопротивлением. Таким образом, графит демонстрирует относительно низкое напряжение пластической текучести и относительно высокую податливость сдвигу, что позволяет графитовому листу пластически деформироваться между матрицей и заготовкой в виде непрерывной пленки при штамповке. Гексагональный нитрид бора, дисульфид молибдена и вольфрам дисульфида имеют аналогичные кристаллические структуры решетки с очень низкими поперечными силами между кристаллическими решетками слоев, которые минимизируют сопротивление между скользящими поверхностями и, следовательно, обладают аналогичными свойствами сухого смазочного материала.
[00045] Во время штамповочной операции, так как лист твердого смазочного материала сжимается между матрицей и заготовкой и пластически деформируется при сдвиге для поддержания смазывающей способности, он может механически приклеиться к поверхности штампов и заготовок, так как лист твердого смазочного материала уплотняется в местах, где применяется штамповочное давление. В различных вариантах реализации изобретения, любой уплотненный или "затвердевший" лист твердого смазочного материала может быть закреплен или удален либо с заготовки, либо с матрицы перед последующей штамповочной операцией или другой операцией.
[00046] В различных вариантах реализации изобретения лист твердого смазочного материала может быть расположен на заготовке перед тем, как заготовку помещают в штамповочный аппарат. Например, по крайней мере, часть поверхности заготовки может быть обернута листом твердого смазочного материала. Фигуры 2A-2C иллюстрируют цилиндрическую заготовку 20, обернутую листом твердого смазочного материала 28 перед штамповкой. Фигура 2А показывает все внешние поверхности заготовки 20, покрытые листом твердого смазочного материала 28. Фигура 2B показывает только окружные поверхности заготовки 20, покрытые листом твердого смазочного материала 28. На торцевой поверхности заготовки 20 на фигуре 2B нет листа твердого смазочного материала. Фигура 2С показывает заготовку 20 с фигуры 2B, где часть листа твердого смазочного материала 28 удалена, чтобы была видна подложка цилиндрической поверхности 21 заготовки 20.
[00047] В различных вариантах реализации изобретения лист твердого смазочного материала может быть расположен на одном или нескольких матрицах штампа в штамповочном аппарате перед тем, как деталь помещается в штамповочный аппарат. В различных вариантах реализации изобретения покрытый адгезивом лист твердого смазочного материала расположен на заготовках и/или матрицах штампа перед штамповкой. Кроме того, листы твердого смазочного материала могут быть покрыты отдельно адгезивом на заготовках и/или матрицах штампа, для обеспечения правильного расположения листов твердого смазочного материала во время штамповочной обработки. В вариантах реализации изобретения, где штамповочная обработка содержит два или более тактов хода штамповочного аппарата, дополнительные листы твердого смазочного материала могут быть вставлены между поверхностью матриц штампа и поверхностью заготовки между любыми двумя тактами хода.
[00048] Способы смазки штамповочного пресса, описанные здесь, могут быть применены к любой штамповочной обработке, в которой улучшение смазки и ковкости было бы полезно. Например, без ограничений, способы смазки штамповочного пресса, описанные здесь, могут быть применены к штамповке с разъемными матрицами, штамповке с закрытыми матрицами, прессованию прямым способом, обратному прессованию, радиальной штамповке, штамповке плющением и штамповке вытягиванием. Кроме того, способы смазки штамповочного пресса, описанные здесь, могут быть применены в штамповочных операциях чистовой формы и профиля, близкого к заданному.
[00049] Фигуры 3A-3D иллюстрируют обработку в разъемной плоской матрице штампа при объемной штамповке на прессе. Фигуры 3A и 3C показывают штамповочную обработку без листов твердого смазочного материала, а фигуры 3B и 3D показывают идентичные штамповочные обработки с использованием листов твердого смазочного материала в зависимости от способов, описанных здесь. Верхние матрицы штампа 34 прижимают заготовки 30 от своей первоначальной высоты до высоты штамповки. Прижимное усилие применяется к заготовке 30 верхними матрицами штампа 34 и нижними матрицами штампа 36. Материал заготовок 30 является несжимаемым и, следовательно, объем исходных заготовок 30 и штампованных заготовок 30а и 30b равны. При отсутствии смазочного материала, штамповочная заготовка 30a, показанная на фигуре 3C, неравномерно деформируется и имеет выпуклости на 32a, связанные с относительно высоким коэффициентом трения между заготовкой 30 и матрицами штампа 34 и 36.
[00050] Как показано на фигуре 3B, листы твердого смазочного материала 38 расположены между заготовкой 30 и верхней и нижней матрицами штампа 34 и 36, соответственно. Лист твердого смазочного материала 38 расположен на нижней матрице штампа 36, а заготовка 30 расположена на листе твердого смазочного материала 38. Дополнительный лист твердого смазочного материала 38 расположен на верхней поверхности заготовки 30. Листы твердого смазочного материала 38 являются гибкими и способными располагаться так, чтобы охватить заготовку 38. При наличии листов твердого смазочного материала 38, штамповочная заготовка 30b, показанная на фигуре 3D, деформируется более равномерно и имеет меньше выпуклостей на 32b за счет уменьшения трения между заготовкой 30 и матрицами штампа 34 и 36.
[00051] Фигуры 4A-4F иллюстрируют штамповочную обработку в разъемной V-образной матрице штампа. Фигуры 4А, 4С, и 4Е показывают штамповочную обработку без листов твердого смазочного материала, а фигуры 4B, 4D, и 4F показывают идентичную штамповочную обработку с использованием листов твердого смазочного материала в зависимости от способов, описанных здесь. Фигуры 4A и 4В показывают заготовки 40, расположенные не по центру по отношению к V-образным полостям матриц штампа. Как показано на фигуре 4B, листы твердого смазочного материала 48 расположены между заготовкой 40 и верхней и нижней матрицами штампа 44 и 46, соответственно. Лист твердого смазочного материала 48 расположен на нижней матрице штампа 46, а заготовка 40 расположена на листе твердого смазочного материала 48. Дополнительный лист твердого смазочного материала 48 расположен на верхней поверхности заготовки 40. Лист твердого смазочного материала 48 является гибким и способным располагаться так, чтобы соответствовать контуру V-образной полости нижней матрицы штампа 46 и охватить заготовку 48.
[00052] На фигурах 4C и 4D показаны заготовки 40, когда происходит контакт с верхними матрицами штампа 44 и начинает применяться давление к заготовкам 40. Как показано на фигуре 4C, во время хода пресса, когда верхняя матрица штампа 44 вступает в контакт с заготовкой 40 без смазочного материала, высокий коэффициент трения между контактирующими поверхностями заготовки 40 и матрицами штампа 44 и 46 приводит к тому, что заготовка приваривается к матрицам штампа, как указано на 47. Это явление, которое можно назвать "замок штампов", может быть особенно нежелательно в штамповочной обработке с использованием контурированной поверхности матрицы штампа, в которой заготовка, расположенная не в центре, может блокировать матрицы штампа и неправильно деформироваться, принимая контуры матрицы штампа.
[00053] Во время хода пресса при штамповочной обработке без смазочного материала, заготовка может блокировать матрицу штампа, пока прижимная сила преодолеет усилие трения с привариванием. Когда прижимное усилие преодолевает усилие трения с привариванием при штамповочной обработке без смазочного материала, заготовка может резко ускориться внутри штамповочного аппарата. Например, как показано на фигуре 4C, когда прижимное усилие преодолевает усилие трения с привариванием между заготовкой 40 и матрицами штампа 44 и 46 (показано на 47), заготовка 40 может быстро ускориться вниз к центру V-образной полости матрицы штампа 46, как показано стрелкой 49.
[00054] Резкое ускорение заготовки внутри штамповочного аппарата может привести к повреждению заготовки, штамповочного аппарата или их обоих. Например, когда прижимное усилие превышает усилие трения с привариванием, заготовка и/или матрицы штампа может стереться, т.е. материал может быть удален с контактирующих областей, захваченных во время проявления замка штампов (например, области 47 на фигуре 4C). Кроме того, штамповочная заготовка может быть повреждена, поцарапана, надколота, надтреснута и/или переломлена, если она ускоряется в штамповочном аппарате. Замок штампов также отрицательно влияет на способность поддерживать контроль размеров штампованных изделий. Кроме того, быстрое перемещение в штамповочном аппарате может вызвать силовое столкновение с поверхностями компонентов штамповочного аппарата и встряску штамповочного аппарата, которая может привести к повреждению штамповочного аппарата или иным образом сократить срок службы компонентов штамповочного аппарата.
[00055] Во время хода пресса в штамповочном аппарате при наличии листа твердого смазочного материала, если заготовка расположена не по центру, благодаря снижению трения не возникает замок штампов. Лист твердого смазочного материала значительно снижает или исключает трение с привариванием и, следовательно, не происходит нежелательное резкое ускорение заготовки. Вместо этого, происходит относительно плавное самоцентрирование, когда верхняя матрица штампа контактирует с заготовкой или с листом смазочного материала на заготовке. Например, как показано на фигуре 4D, когда верхняя матрица штампа 44 контактирует с заготовкой 40, листы твердого смазочного материала 48 значительно уменьшают или устраняют трение с привариванием и снижают трение со скольжением, так что заготовка 40 плавно самоцентрируется вниз в V-образную полость матрицы штампа 46.
[00056] На фигурах 4E и 4F показаны штамповочные заготовки 40а и 40b без смазочного материала и с листами твердого смазочного материала 48, соответственно. Штамповочная заготовка 40а, показанная на фигуре 4Е, деформируется неравномерно при штамповке без смазочного материала и имеет выпуклости на 42а, связанные с относительно высоким коэффициентом трения между заготовкой 40 и матрицами штампа 44 и 46. Штамповочная заготовка 40b, показанная на фигуре 4F, деформируется более равномерно при штамповке с листом твердого смазочного материала 48 и имеет меньше выпуклостей на 42b за счет уменьшения трения между заготовкой 40 и матрицами штампа 44 и 46.
[00057] Фигуры 5A и 5B иллюстрируют радиальную штамповочную обработку. На фигуре 5A показана радиальная штамповочная обработка без листов твердого смазочного материала, а на фигуре 5B - идентичная радиальная штамповочная обработка с использованием листа твердого смазочного материала в соответствии со способами, описанными здесь. Диаметр цилиндрической заготовки 50 уменьшается матрицами штампа 54 и 56, которые движутся в радиальном направлений относительно заготовки 50, которая перемещается продольно по отношению к матрицам штампов 54 и 56. Как показано на фигуре 5A, радиальная штамповочная обработка, выполненная без смазочного материала, может привести к неоднородной деформации, как указано на 52а. Радиальная штамповочная обработка, показанная на фигуре 5В, осуществляется с листом твердого смазочного материала 58, который обертывает заготовку 50 в соответствии со способами, описанными здесь. Например, заготовка 50 может быть обернута листом твердого смазочного материала 58, как показано на фигурах 2A и 2B выше. Как показано на фигуре 5B, радиальная штамповочная обработка, выполненная с листом твердого смазочного материала, дает более равномерную деформацию, как показано на 52b.
[00058] Фигуры 6A-6D иллюстрируют обработку с закрытой матрицей штампа при объемной штамповке на прессе, которая может давать чистовые формы или близкие к чистовым формам штамповой обработки. Фигуры 6A и 6C иллюстрируют обработку с закрытой матрицей штампа при объемной штамповке на прессе без листов твердого смазочного материала, а фигуры 6B и 6D показывают идентичную штамповочную обработку с использованием листов твердого смазочного материала в соответствии со способами, описанными здесь. Верхние матрицы штампа или штампы 64 прижимают заготовки 60 в матричных полостях нижних матриц штампов 66. Заготовка 60a, показанная на фигуре 6C, деформируется неравномерно при штамповке без смазочного материала и не полностью заполняет полости матрицы, как показано на 62, в связи с относительно высоким коэффициентом трения между заготовкой 60 и нижней матрицей штампа 66. Это может быть особенно проблематичным для чистовой формы и почти чистовой формы обработки с закрытой матрицей штампа при объемной штамповке на прессе, где щтамповочная заготовка должна быть полностью сформованным изделием или почти сформованным изделием с небольшой последующей штамповкой1 или механической обработкой, или без нее.
[00059] Как показано на фигуре 6B, заготовка 60 обернута листом твердого смазочного материала 68. Лист твердого смазочного материала 68 является гибким и соответствует поверхности заготовки 60. Заготовка 60b, показанная на фигуре 6D деформируется более равномерно из-за уменьшения трения в связи с наличием листа твердого смазочного материала 68, и полностью соответствует контурным поверхностям и полостям закрытых матриц штампов 64 и 66.
[00060] В различных вариантах реализации изобретения листы твердого смазочного материала, описанные здесь, могут быть использованы в сочетании с отдельными изолирующими листами. В данном контексте, "изолирующий лист" представляет собой лист из твердого материала, предназначенный для термоизоляции заготовки от рабочих поверхностей матриц штампов в штамповочном аппарате. Например, изолирующий лист может быть расположен между листом твердого смазочного материала и поверхностью заготовки, и/или изолирующий лист может быть расположен между листом твердого смазочного материала и поверхностью матрицы штампа. Кроме того, изолирующий лист может быть зажат между двумя листами твердого смазочного материала, а зажатые листы расположены между заготовкой и матрицей штампа в штамповочном аппарате. Фигуры 7A-7D иллюстрируют различные конфигурации листов твердого смазочного материала 78 и изолирующих листов 75 по отношению к заготовкам 70 и матрицам штампов 74 и 76 в штамповочном аппарате.
[00061] Фигура 7A иллюстрирует лист твердого смазочного материала 78, расположенный на рабочей поверхности нижней матрицы штампа 76. Заготовка 70 расположена на листе твердого смазочного материала 78 на нижней матрице штампа 76. Таким образом, лист твердого смазочного материала 78 расположен между нижней поверхностью заготовки 70 и нижней матрицей штампа 76. Изолирующий лист 75 расположен на верхней поверхности заготовки 70.
[00062] Фигура 7B иллюстрирует изолирующий лист 75, расположенный на рабочей поверхности нижней матрицы штампа 76 в кузнечно-прессовом аппарате. Заготовка 70 обернута в лист твердого смазочного материала 78. Обернутая заготовка 70 расположена на изолирующем листе 75 на нижней матрице штампа 76. Таким образом, лист твердого смазочного материала 78 и изолирующий лист 75 расположены между нижней поверхностью заготовки 70 и нижней матрицей штампа 76. Изолирующий лист 75 расположен между листом твердого смазочного материала 78 и нижней матрицей штампа 76. Другой изолирующий лист 75 расположен на листе твердого смазочного материала 78 на верхней поверхности заготовки 70. Таким образом, лист твердого смазочного материала 78 и изолирующий лист 75 также расположены между верхней поверхностью заготовки 70 и верхней матрицей штампа 74. Изолирующий лист 75 расположен между листом твердого смазочного материала 78 и верхней матрицей штампа 74.
[00063] Фигура 7C иллюстрирует листы твердого смазочного материала 78, расположенные на рабочих поверхностях и верхней матрицы штампа 74, и нижней матрицы штампа 76. Изолирующий лист 75 расположен на листе твердого смазочного материала 78 на нижней матрице штампа 76. Заготовка 70 расположена на изолирующем листе 75 так, чтобы и изолирующий лист 75, и лист твердого смазочного материала 78 были расположены между заготовкой и нижней матрицей штампа 76. Другой изолирующий лист 75 расположен на верхней поверхности заготовки 70 так, чтобы и изолирующий лист 75, и лист твердого смазочного материала 78 были расположены между заготовкой и верхней матрицей штампа 74.
[00064] Фигура 7D иллюстрирует листы твердого смазочного материала 78, расположенные на рабочей поверхности и верхней матрицы штампа 74, и нижней матрицы штампа 76. Изолирующий лист 75 расположен на листе твердого смазочного материала 78 на нижней матрице штампа 76. Заготовка 70 обернута листом твердого смазочного материала 78. Заготовка 70 расположена на изолирующем листе 75, так что три слоя расположены между заготовкой 70 и нижней матрицей штампа 76, т.е. лист твердого смазочного материала 78, изолирующий лист 75 и другой лист твердого смазочного материала 78. Другой изолирующий лист 75 расположен на листе твердого смазочного материала на верхней поверхности заготовки 70 так, что три слоя расположены между заготовкой 70 и верхней матрицей штампа 74, т.е. лист твердого смазочного материала 78, изолирующий лист 75 и другой лист твердого смазочного материала 78.
[00065] Хотя различные конфигурации листов твердого смазочного материала и изолирующих листов относительно заготовок и матриц штампов в штамповочном аппарате описаны и проиллюстрированы здесь, варианты раскрытых способов не ограничиваются явно раскрытыми конфигурациями. Таким образом, настоящим изобретением предусматриваются и другие различные конфигурации листов твердого смазочного материала и изолирующих листов относительно заготовок и матриц штампов. Кроме того, в то время как различные приемы и комбинации способов расположения листов твердого смазочного материала и/или изолирующих листов описаны здесь (такие, как, например, укладка, подпорка, обертывание, поддерживание и т.п.), описанные способы не ограничиваются явно раскрытыми позиционными приемами и комбинациями позиционных приемов. Например, другие различные комбинации укладки, подпорки, обертывания, поддерживания и т.п. могут быть использованы для применения и расположения листов твердого смазочного материала и/или изолирующих листов относительно заготовок и матриц штампов, до и/или после того, как заготовка установлена в штамповочном аппарате.
[00066] Изолирующие листы могут быть гибкими и способными располагаться в полостях и по контурам и на неплоских поверхностях штамповочных матриц и/или заготовок. В различных вариантах реализации изобретения, изолирующие листы могут содержать плетеные или не плетеные керамические волокнистые поверхностные слои, покрытия, бумагу, войлок и т.п. Изолирующий лист может состоять из керамических волокон (таких, как, например, волокна оксида металла) и остаточных примесей, и не содержать никаких связующих веществ или органических добавок. Например, подходящие изолирующие листы могут содержать смеси преимущественно глиноземных и кремнеземных волокон и меньшее количество других оксидов. Керамические волоконные изолирующие листы, которые подходят для способов, описанных здесь, включают, например, различные материалы Fiberfrax ® от Unifrax, Ниагара Фоллс, Нью-Йорк, США.
[00067] В различных вариантах реализации изобретения, многослойные конструкции, содержащие несколько листов твердого смазочного материала, могут быть расположены между заготовкой и матрицей штампа в штамповочном аппарате. Например, многослойная конструкция, состоящая из двух или более листов твердого смазочного материала, может быть расположена между заготовкой и матрицей штампа в штамповочном аппарате. Многослойная конструкция также может содержать один или несколько изолирующих листов. Кроме того, несколько листов твердого смазочного материала могут быть применены для покрытия больших площадей. Например, два или более листа твердого смазочного материала могут быть применены к матрицам штампов и/или заготовкам, чтобы охватить большую площадь поверхности, чем могут покрыть отдельные листы твердого смазочного материала. Таким образом, два или более листа твердого смазочного материала могут быть применены к матрицам штампа и/или заготовкам перекрывающим или не перекрывающим способом.
[00068] Способы смазки, описанные здесь, могут быть применены к холодной, теплой и горячей штамповочной обработке при любой температуре. Например, лист твердого смазочного материала может быть расположен между заготовкой и матрицей штампа в штамповочном аппарате, в котором штамповка происходит при комнатной температуре. Кроме того, заготовки и/или матрицы штампов могут быть нагреты до или после установки листа твердого смазочного материала между заготовками и матрицами штампа. В различных вариантах реализации изобретения, матрица штампа в штамповочном аппарате может быть нагрета горелкой до или после того, как лист твердого смазочного материала помещается на матрицу штампа. Заготовка может быть нагрета в печи до или после того, как лист твердого смазочного материала помещается на заготовку.
[00069] В различных вариантах реализации изобретения заготовка может быть пластически деформирована, если она обрабатывается при температуре выше 1000°F, при которой лист твердого смазочного материала сохраняет смазочное действие. В различных вариантах реализации изобретения заготовка может быть пластически деформирована, если она обрабатывается при температуре в диапазоне от 1000°F до 2000°F, или в любом поддиапазоне, таком как, например, от 1000°F до 1600°F или от 1200°F до 1500°F, при которой лист твердого смазочного материала сохраняет смазочное действие.
[00070] Способы, описанные здесь, обеспечивают надежный способ смазки штамповочного пресса. В, различных вариантах, листы твердого смазочного материала могут наносить слой твердого смазочного материала на матрицы штампа во время начальной штамповочной обработки. Нанесенные слои твердого смазочного материала могут сохраниться после начальной штамповочной обработки и после одной или более последующих штамповочных обработок. Сохранившиеся слои твердого смазочного материала на матрицах штампа сохраняют смазочную способность и могут обеспечить эффективную смазку штамповочного пресса во время одной или более дополнительных штамповочных обработок одной и той же заготовки и/или различных заготовок без необходимости применения дополнительных листов твердого смазочного материала.
[00071] В различных вариантах реализации изобретения лист твердого смазочного материала может быть расположен между заготовкой и матрицей штампа перед первой штамповочной обработкой для нанесения слоя твердого смазочного материала на матрицу штампа, а дополнительные листы твердого смазочного материала могут быть применены после определенного количества штамповочных обработок. Таким образом, рабочий цикл применения листов твердого смазочного материала может быть установлен относительно числа штамповочных обработок, которые могут осуществляться без дополнительного применения листов твердого смазочного материала при сохранении приемлемого смазочного действия и смазки штамповочного пресса. Дополнительные листы твердого смазочного материала могут быть применены после каждого рабочего цикла. В различных вариантах начальные листы твердого смазочного материала могут быть довольно толстыми; чтобы наносить начальный слой твердого смазочного материала на матрицы штампа, а впоследствии примененные листы твердого смазочного материала могут быть относительно тонкими, чтобы поддерживать нанесенный слой твердого смазочного материала.
[00072] Способы, описанные здесь, применимы к штамповке различных металлических материалов, таких как, например, титан, титановые сплавы, цирконий и циркониевые сплавы. Кроме того, данные способы применимы к штамповке интерметаллических композиционных материалов, неметаллических непрочных материалов и многоэлементных систем, таких как, например, инкапсулированная металлокерамика. Данные способы применимы к штамповке различных типов заготовок, таких как, например, литые заготовки, болванки (сортовые заготовки), стержни, плиты, трубы, металлокерамические преформы и т.п. Описанные здесь способы также применимы к штамповке чистовой формы и профилей, близких к заданным, сформованных или почти сформованных изделий.
[00073] В различных вариантах реализации изобретения способы смазки, описанные здесь, могут быть охарактеризованы коэффициентом сдвига, учитывающим трение (м), меньшим или равным 0,50, меньшим или равным 0,45, меньшим или равным 0,40, меньшим или равным 0,35, меньшим или равным 0,30, меньшим или равным 0,25, меньшим или равным 0,20, меньшим или равным 0,15, либо меньшим или равным 0,10. В различных вариантах реализации изобретения способы смазки, описанные здесь, могут быть охарактеризованы коэффициентом сдвига, учитывающим трение, в диапазоне от 0,05 до 0,50 или в любом поддиапазоне в его пределах, например, от 0,09 до 0,15. Таким образом, способы смазки, описанные здесь, существенно уменьшают трение между матрицами штампа и заготовками в штамповочной обработке.
[00074] В различных вариантах реализации изобретения способы смазки, описанные здесь, могут уменьшить либо исключить вероятность срыва замка штампов, заедание и/или истирание заготовок при штамповочной обработке. Жидкие или дисперсные смазочные материалы не всегда применяются при использовании изолирующих листов в штамповочных обработках, но данные способы смазки допускают одновременное использование изоляционных листов, что существенно уменьшает передачу тепла от заготовок к матрице штампов. Жидкие или дисперсные смазочные материалы также имеют тенденцию к растеканию по поверхности матриц штампов или заготовок и рассеиванию после каждой штамповочной обработки, но листы твердого смазочного материала могут создать тугоплавкий барьер между матрицами штампов и заготовками при штамповочных обработках. Твердые смазочные материалы, такие как, например, графит, дисульфид молибдена, дисульфид вольфрама и нитрид бора, также обычно химически инертны и безабразивны по отношению к металлическим матрицам штампов и заготовкам при штамповочных условиях.
[00075] В различных вариантах реализации изобретения твердый смазочный материал, нанесенный на матрицу штампов и заготовки с листов твердого смазочного материала, при штамповочной обработке может быть удален. Например, нанесенный графит может быть легко удален с поверхности матрицы штампов и заготовок путем нагревания в окислительной среде, такой, например, как нагревательная установка. Нанесенные твердые смазочные материалы также могут быть удалены путем промывки.
[00076] Иллюстративные примеры, не имеющие ограничительного характера, которые следуют далее, предназначены для дальнейшего описания различных вариантов реализации изобретения, не имеющих ограничительного характера, без ограничения области применения изобретения. Лицам, компетентным в данной области техники, понятно, что вариации примеров возможны в пределах области применения изобретения, как определено в формуле изобретения.
ПРИМЕРЫ
Пример 1
[00077] Тестирование компрессионного кольца было использовано для оценки смазывающей способности листов твердых графитных материалов и их эффективности в качестве смазочного материала для разъемной матрицы штампа при объемной штамповке на прессе из сплава Ti-6AI-4V (АОИМ (ASTM) класс 5). Тестирование компрессионного кольца в целом описано у Atlan et al., Metal Forming: Fundamentals and Applications, Ch. 6. Friction in Metal Forming, ASM: 1993, которая включена включена сюда посредством ссылки. Смазывающие свойства, определенные коэффициентом сдвига (т) системы, измеряются с помощью тестирования компрессионного кольца, в котором плоский кольцевой образец сжимается до заданного сокращения в высоту. Изменение внутреннего и внешнего диаметра сжатого кольца зависит от трения на границе матрицы штампа/поверхности образца.
[00078] Общие настройки тестирования компрессионного кольца показаны на Фиг.8. Кольцо 80 (показано в поперечном сечении) расположено между двумя матрицами штампа 84 и 86 и сжато в осевом направлении с исходного состояния до предела деформации. При отсутствии трения между кольцом 80 и матрицами штампа 84 и 86, кольцо 80 будет деформироваться, так как материал жесткого диска пластично деформируется радиально наружу от нейтральной плоскости 83 при постоянной скорости в осевом направлении, как показано стрелками 81. На Фиг.9(a) показано кольцо перед сжатием. При отсутствии или минимальном трении никакого бочкообразного коробления происходить не будет (Фиг.9(b)). Внутренний диаметр компрессионного кольца увеличивается, если трение является относительно низким (Фиг.9(c)) и уменьшается при относительно высоком трении (Фиг.9 (d) и 9(e)). На Фигуре 10A показан образец кольца 100 в разрезе до сжатия, фигура 10В иллюстрирует кольцо 100, сжатое при относительно низком трении и фигура 10C иллюстрирует кольцо 100, сжатое при относительно высоких условиях трения.
[00079] Изменение внутреннего диаметра компрессионного кольца, измеряемое между крайними точками внутреннего выступа покрытия деталей в барабане, сравнивается с величиной внутреннего диаметра с расчетом различных коэффициентов сдвига. Взаимосвязь между сжатым внутренним диаметром и коэффициентом сдвига может быть определена, например, с использованием расчетных способов конечных элементов (СКЭ), путем моделирования текучести металла в компрессионном кольце с бочкообразным короблением для заданных материалов при заданных условиях штамповки. Таким образом, коэффициент сдвига может быть определен путем тестирования компрессионного кольца, характеризующим трение, и, соответственно, смазочные свойства испытываемой системы.
[00080] Кольца сплава Ti- 6AI-4V (АОИМ класс 5), имеющие внутренний диаметр 1,25 ", наружный диаметр 2,50" и глубину 1,00" (Фиг.11A и 11B) были использованы для тестирования компрессионного кольца. Кольца были нагреты до температуры в интервале 1200-1500°F и сжаты в разъемной матрице штампа кузнечно-прессового аппарата до деформирующей степени 0,50". Взаимосвязь между сжатым внутренним диаметром (ВД) и коэффициентом сдвига (т) было определено с помощью программного обеспечения для моделирования способов обработки металлов DEFORM™ от Научной организации технологий обработки (Scientific Forming Technologies Corporation), Колумбус, Огайо, США. Взаимосвязь показана на графике, изображенном на Фиг.12.
[00081] Кольца были сжаты (1) между матрицами штампов при 400-600°F без смазки, (2) между матрицами штампов при 400-600°F со стеклянным смазочным материалом (стеклообразная фритта АТР300, которую можно заказать в Advanced Technical Products, Цинциннати, штат Огайо, США), (3) между матрицей штампов при 1500°F без смазки, (4) между матрицей штампов при 1500°F со стеклянным смазочным материалом и (5) между матрицей штампов при 400-600°F с листами твердого смазочного материала (класс В графитового листа (>98% графита по весу) от DAR Industrial Products, Inc., Западный Коншохокен, штат Пенсильвания, США). При использовании стеклянного смазочного материала его наносили на верхнюю поверхность нижней матрицы штампа и на верхнюю поверхность кольца, путем укладки и разглаживания слоя стеклообразной фритты перед нагреванием кольца для установления необходимой температуры в печи. Листы твердого смазочного материала были расположены между нижней матрицей штампа и нижней поверхностью кольца и на верхней поверхности кольца. Сжатые внутренние диаметры и соответствующие коэффициенты сдвига приведены ниже в Таблице 1.
[00082] Внутренний диаметр компрессионного кольца при условии 1 и 2 уменьшился на 62,4%, а внутренний диаметр компрессионного кольца при условии 3 уменьшился на 59,2%. Это указывает на очень высокий коэффициент трения между кольцами и матрицами штампов. Для этой системы коэффициент сдвига, превышающий 0,6, является сложноопределимым посредством тестирования компрессионного кольца, потому что корреляция между деформацией сдвига и внутренним диаметром приближается к предельному распределению за пределами m=0,6. Тем не менее, значительное уменьшение внутреннего диаметра компрессионного кольца при условиях 1-3 указывает на то, что 0,6 - это минимально возможный коэффициент сдвига при этих условиях и, вполне вероятно, что фактический коэффициент сдвига является больше, чем 0,6.
[00083] Внутренний диаметр компрессионного кольца при условии 4 и 5 увеличился, что указывает на значительное снижение трения относительно коэффициента сдвигов до 0,1. Листы твердого смазочного материала обеспечивали смазку, которая была сравнима или лучше чем смазка стеклянных смазочных материалов. Интенсивная смазочная способность (m=0,1) при высоких температурах была неожиданной и удивительной, потому что смазочная способность графита, как известно, значительно уменьшается при повышенных температурах. Как правило, коэффициент трения (µ) графита начинает быстро увеличиваться при температуре выше 700°F. Таким образом, ожидалось, что коэффициент сдвига (m) листов твердого графита будет значительно больше чем 0,1 между холодными матрицами штампов и кольцами при температуре в диапазоне от 1200 до 1500°F.
[00084] Эффективность листов твердого смазочного материала также существенна, потому что стеклянный смазочный материал может иметь ряд недостатков при использовании в штамповочной обработке. Например, стеклянный смазочный материал должен быть в расплавленном состоянии и иметь достаточно низкую вязкость для обеспечения смазки между твердыми поверхностями. Таким образом, стеклянный смазочный материал не может обеспечить эффективную смазку при штамповочных температурах ниже 1500°F, либо при взаимодействии с холодными матрицам штампа. Некоторые способы снижения температуры стеклования (температура жидкофазного спекания стекла) используют токсичные металлы, такие как свинец. Стеклянные смазочные материалы, содержащие токсичные металлы можно считать непригодными в качестве смазочных материалов штамповки. Стеклянные смазочные материалы также должны распыляться на заготовку с использованием специализированного оборудования до нагрева заготовки для штамповки. Стеклянные смазочные материалы должны оставаться в расплавленном состоянии на протяжении всей штамповочной обработки, которая ограничивает толщину покрытия стеклянного смазочного материала, которое может быть нанесено на заготовку перед штамповкой.
[00085] Кроме того, высокая температура расплавленного стекла мешает при транспортировке и обработке деталей. Например, захваты, используемые для удержания и обработки горячих заготовок при транспортировке их из нагретых печей или оборудования для нанесения разжиженных смазочных материалов к штамповочному аппарату, часто выскальзывают при высокой температуре заготовок, покрытых стеклянным смазочным материалом. Кроме того, стеклянные смазочные материалы могут затвердеть при охлаждении изделий после штамповки, и хрупкое затвердевшее стекло и прочное стекло может быть сильно раздроблено и расколото на мелкие кусочки о штамповочные изделия. Кроме того, остаточные стеклянные смазочные материалы, которые затвердевают при охлаждении изделий после штамповки и удаляются механическим способом, могут снизить выработку штамповки и привести к выходу загрязненных бракованных изделий.
[00086] Листы твердого смазочного материала предотвращают возникновение вышеуказанных проблем со стеклянными смазочными материалами. Листы твердого смазочного материала находятся в твердом состоянии на протяжении всей штамповочной обработки и могут быть использованы до и после нагревания матрицы штампов и/или заготовок. Листы твердого смазочного материала не требуют никакого специального обращения или средств обработки и могут быть установлены вручную, что позволяет достичь лучше контролируемого и/или целевого использования. Остаточные твердые смазочные материалы могут быть легко удалены с помощью нагревания печи и/или смыванием. Листы твердого смазочного материала могут быть установлены непосредственно на матрицу штампа прежде, чем заготовка будет установлена в штамповочный аппарат. Листы твердого смазочного материала могут быть установлены непосредственно на заготовку после размещения ее в штамповочном аппарате. Кроме того, листы твердого смазочного материала могут быть гибкими и/или эластичными и, следовательно, иметь гораздо меньше шансов на раскол из-за охлаждения изделия после штамповки.
Пример 2
[00087] Цилиндрические заготовки из сплава Ti-6AI-4V (АОИМ Класс 5) были отштампованы в 1000-тонном прессе с разъемной матрицей штампа при объемной штамповке, оснащенном разъемными V-образными матрицами штампа при наличии и в отсутствие листов твердого смазочного материала. Заготовка была нагрета в печи до 1300°F. Матрицы штампа штамповочного аппарата были также предварительно нагреты с помощью горелки до 400-600°F. Заготовка была вынута из печи манипулятором и помещена на нижнюю V-образную матрицу штампа. Из-за ограничения манипулятора заготовка была помещена по центру по отношению к V-образному профилю нижней матрицы штампа. Для штамповочной обработки использовались листы твердого смазочного материала - графита класса HGB (99% графита по весу, доступно в HP Materials Solutions, Inc, Вудленд Хилз, Калифорния, США), которые устанавливались на нижнюю матрицу штампа перед установкой заготовки на матрицу штампа. Второй лист твердого смазочного материала был установлен над верхней поверхностью заготовки. Таким образом, твердый смазочный материал был помещен между заготовкой и как нижней, так и верхней матрицами штампа в штамповочном аппарате.
[00088] При штамповании заготовки без смазочного материала, было отмечено, что заготовка с замком штампа располагается на нижней матрице штампа до тех пор, пока сила, создаваемая давлением преодолевает трение, после чего заготовка будет ускоряться по V-образному профилю нижней матрицы штампа, производя шум и вибрацию всего штамповочного аппарата. При штамповании заготовки с твердым смазочным материалом, наблюдалось самоцентрирование, в котором заготовка плавно переместилась к V-образному профилю нижней матрицы штампа без образования замка штампов, ускорения, шума, либо вибрации штамповочного аппарата.
[00089] Исходный лист твердого графита включает твердое графитовое покрытие на нижней матрице штампа при начальной штамповочной обработке. Нанесенное графитовое покрытие выдерживает первоначальную операцию листовой штамповки и последующие многократные операции листовой штамповки. Нанесенное графитовое покрытие содержит смазочный материал и обеспечивает эффективную смазку штамповочного пресса в течение многократных операций листовой штамповки различных участков заготовки без необходимости применения дополнительных листов твердого графита. Единственный исходный лист твердого графита предотвращает образование замка штампов для последующих операций листовой штамповки.
[00090] Настоящая публикация была написана со ссылкой на различные справочные, иллюстративные и не имеющие ограничительного характера варианты реализации изобретения. Тем не менее, она может быть понята специалистами в данной и схожих областях науки; модификация или комбинирование любых из описанных вариантов реализации изобретения (или его части) могут быть сделаны без отступления от сферы применения изобретения. Таким образом, предполагается, что настоящее изобретение включает в себя дополнительные варианты реализации изобретения, не описанные в данном документе. Такие варианты реализации изобретения могут быть получены, например, путем объединения, изменения или преобразования любого из представленных здесь пунктов, компонентов, элементов, признаков, аспектов, характеристик, ограничений т.п. вариантов реализации описанного здесь изобретения. Таким образом, заявители оставляют за собой право вносить изменения в формулу изобретения в ходе рассмотрения заявки для добавления различных функций, описанных в настоящем документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| ИЗДЕЛИЯ, СИСТЕМЫ И СПОСОБЫ ДЛЯ КОВКИ СПЛАВОВ | 2014 |
|
RU2640112C2 |
| Способ обработки рабочей поверхности штампов | 1976 |
|
SU603476A1 |
| Способ изготовления матрицы штампа | 1979 |
|
SU990413A1 |
| Способ изготовления изделий горячей обработкой давлением | 1989 |
|
SU1764753A1 |
| СМАЗКА ДЛЯ ПРИМЕНЕНИЯ ПРИ ГОРЯЧЕЙ ШТАМПОВКЕ | 2007 |
|
RU2497937C2 |
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2756616C2 |
| ЗАЩИТНО-СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2019 |
|
RU2741047C1 |
| Защитно-смазочное покрытие заготовок преимущественно из титановых сплавов для горячей обработки давлением | 1989 |
|
SU1676732A1 |
| УСТРОЙСТВО ШТАМПОВКИ, СПОСОБ ШТАМПОВКИ, КОМПЬЮТЕРНЫЙ ПРОГРАММНЫЙ ПРОДУКТ И НОСИТЕЛЬ ИНФОРМАЦИИ | 2004 |
|
RU2335369C2 |































Изобретение относится к обработке металлов давлением и может быть использовано при штамповке заготовок с использованием смазки. Лист твердого смазочного материала размещают между заготовкой и матрицей штампа в штамповочном аппарате. В качестве смазочного материала может быть использован графит, дисульфид молибдена, дисульфид вольфрама, нитрид бора. Для обеспечения пластической деформации заготовки к ней прикладывают усилие матрицей штампа. Деформирование заготовки, включающей титан или титановые сплавы или цирконий или циркониевые сплавы, производят при температуре свыше 1000º. В процессе пластического деформирования коэффициент сдвига между матрицей и заготовкой должен быть меньше 0,5. Коэффициент сдвига определяют, используя приведенную формулу. В результате обеспечивается снижение трения между матрицей и заготовкой, уменьшается вероятность срыва замка штампа, заедание или истирание штампуемой заготовки. 2 н. и 27 з.п. ф-лы, 12 ил., 1 табл.
1. Способ штамповки заготовок с использованием смазки, включающий:
размещение смазочного материала в виде листа твердого графита между матрицей штампа в штамповочном аппарате и заготовкой, при этом заготовка включает титан или титановые сплавы или цирконий или циркониевые сплавы; и
приложение усилия к заготовке матрицей штампа для пластической деформации заготовки при температуре свыше 1000°F,
причем в процессе пластического деформирования заготовки коэффициент сдвига между матрицей штампа и заготовкой устанавливают меньше 0,50, причем упомянутый коэффициент сдвига определяют из следующей формулы:

где τ - фрикционное напряжение сдвига;
m - коэффициент сдвига;
 - напряжение, вызывающее пластическую деформацию твердого вещества деформируемого материала.
- напряжение, вызывающее пластическую деформацию твердого вещества деформируемого материала.
2. Способ по п. 1, отличающийся тем, что приложение к заготовке усилия осуществляют при температуре в диапазоне от 1000°F до 1600°F, при этом в процессе пластического деформирования заготовки коэффициент сдвига между матрицей штампа и заготовкой находится в диапазоне от 0,09 до 0,20.
3. Способ по п. 1, отличающийся тем, что размещение листа твердого графита между заготовкой и матрицей штампа включает:
размещение листа твердого графита на верхней поверхности нижней матрицы и
размещение заготовки на листе твердого графита,
при этом лист твердого графита располагают между нижней поверхностью заготовки и верхней поверхностью нижней матрицы.
4. Способ по п. 3, отличающийся тем, что на верхней поверхности заготовки размещают дополнительный лист твердого графита.
5. Способ по п. 1, отличающийся тем, что перед размещением листа твердого графита между заготовкой и матрицей штампа производят нагрев матрицы.
6. Способ по п. 1, отличающийся тем, что пластическое деформирование заготовки осуществляют методом штамповки, выбранным из группы, включающей штамповку в разъемной матрице, штамповку в закрытой матрице, штамповку путем прямого прессования, штамповку путем обратного прессования, радиальную штамповку, плющение, штамповку вытяжкой.
7. Способ по п. 1, отличающийся тем, что пластическое деформирование заготовки осуществляют путем ее штамповки с получением формы, близкой к заданной, или чистовой штамповки.
8. Способ по п. 1, отличающийся тем, что после пластического деформирования заготовки с нее удаляют оставшийся твердый графит.
9. Способ по п. 1, отличающийся тем, что располагают лист твердого графита c предотвращением блокировки заготовки на матрице штампа.
10. Способ по п. 1, отличающийся тем, что штамповочный аппарат содержит штамповочный аппарат с закрытой матрицей, при этом лист твердого графита имеет предварительно сформованную форму, соответствующую контуру по меньшей мере области матрицы.
11. Способ по п. 10, отличающийся тем, что размещение листа твердого графита между заготовкой и матрицей в штамповочном аппарате с закрытой матрицей включает:
размещение листа твердого графита в полости матрицы, при этом лист твердого графита имеет предварительно сформованную форму, которая соответствует контуру по меньшей мере области матрицы в полости, и
размещение заготовки в полости матрицы и на листе твердого графита с обеспечением его размещения между нижней поверхностью заготовки и верхней поверхностью матрицы в полости матрицы.
12. Способ по п. 10, отличающийся тем, что размещение листа твердого графита между заготовкой и матрицей в штамповочном аппарате с закрытой матрицей включает:
размещение первого листа твердого графита в полости матрицы в штамповочном аппарате с закрытой матрицей, при этом первый лист твердого графита имеет предварительно сформованную форму, которая соответствует контуру по меньшей мере области нижней матрицы в полости матрицы;
размещение заготовки в полости матрицы на первом листе твердого графита и
размещение второго листа твердого графита между верхней поверхностью заготовки и нижней поверхности верхней матрицы в штамповочном аппарате с закрытой матрицей.
13. Способ штамповки заготовок с использованием смазки, включающий:
размещение листа твердого смазочного материала между заготовкой и матрицей штампа в штамповочном аппарате, причем лист твердого смазочного материала содержит по меньшей мере один твердый смазочный материал, выбранный из группы, состоящей из графита, дисульфида молибдена, дисульфида вольфрама и нитрида бора, и
приложение усилия к заготовке с помощью матрицы штампа для пластической деформации заготовки,
при этом в процессе пластического деформирования заготовки коэффициент сдвига между матрицей штампа и заготовкой меньше 0,50, причем упомянутый коэффициент сдвига определяют из следующей формулы:
где τ - фрикционное напряжение сдвига;
m - коэффициент сдвига;
- напряжение, вызывающее пластическую деформацию твердого вещества деформируемого материала.
14. Способ по п. 13, отличающийся тем, что в качестве листа твердого смазочного материала используют лист твердого графита.
15. Способ по п. 13, отличающийся тем, что размещение листа твердого смазочного материала между заготовкой и матрицей штампа включает:
размещение листа твердого смазочного материала на верхней поверхности нижнего штампа и
размещение заготовки на листе твердого смазочного материала с обеспечением расположения последнего между нижней поверхностью заготовки и верхней поверхностью нижней матрицы штампа.
16. Способ по п. 15, отличающийся тем, что дополнительно на верхней поверхности заготовки размещают дополнительный лист твердого смазочного материала.
17. Способ по п. 13, отличающийся тем, что дополнительно перед размещением листа твердого смазочного материала между заготовкой и матрицей штампа производят нагрев матрицы.
18. Способ по п. 13, отличающийся тем, что приложение к заготовке усилия осуществляют при температуре в диапазоне от 1000°F до 2000°F, при этом в процессе пластического деформирования заготовки коэффициент сдвига между матрицей штампа и заготовкой находится в диапазоне от 0,05 до 0,50.
19. Способ по п. 13, отличающийся тем, что приложение к заготовке усилия осуществляют при температуре в диапазоне от 1000°F до 1600°F, при этом в процессе пластического деформирования заготовки коэффициент сдвига между матрицей штампа и заготовкой находится в диапазоне от 0,09 до 0,20.
20. Способ по п. 13, отличающийся тем, что пластическое деформирование заготовки осуществляют методом штамповки, выбранным из группы, включающей штамповку в разъемной матрице, штамповку в закрытой матрице, штамповку путем прямого прессования, штамповку путем обратного прессования, радиальную штамповку, плющение, штамповку вытяжкой.
21. Способ по п. 13, отличающийся тем, что пластическое деформирование заготовки осуществляют путем ее штамповки с получением формы, близкой к заданной, или путем чистовой штамповки.
22. Способ по п. 13, отличающийся тем, что заготовка содержит титановый сплав.
23. Способ по п. 13, отличающийся тем, что заготовка содержит циркониевый сплав.
24. Способ по п. 13, отличающийся тем, что после пластического деформирования с заготовки удаляют оставшийся твердый смазочный материал.
25. Способ по п. 13, отличающийся тем, что используют лист твердого смазочного материала, предотвращающий блокировку заготовки в матрице штампа.
26. Способ по п. 13, отличающийся тем, что использование штамповочного аппарата включает использование штамповочного аппарата с закрытой матрицей, причем лист твердого смазочного материала имеет предварительно сформованную форму, соответствующую контуру по меньшей мере области матрицы.
27. Способ по п. 26, отличающийся тем, что пластическое деформирование заготовки осуществляют путем ее штамповки с получением формы, близкой к заданной, или путем чистовой штамповки.
28. Способ по п. 26, отличающийся тем, что размещение листа твердого смазочного материала между заготовкой и матрицей в штамповочном аппарате с закрытой матрицей включает:
размещение листа твердого смазочного материала в полости матрицы, при этом лист твердого смазочного материала имеет предварительно сформованную форму, которая соответствует контуру по меньшей мере области матрицы в полости матрицы, и
размещение заготовки в полости матрицы на листе твердого смазочного материала с обеспечением его размещения между нижней поверхностью заготовки и верхней поверхностью матрицы в полости матрицы.
29. Способ по п. 26, отличающийся тем, что размещение листа твердого смазочного материала между заготовкой и матрицей в штамповочном аппарате с закрытой матрицей включает:
установку первого листа твердого смазочного материала в полости матрицы, при этом первый лист твердого смазочного материала имеет предварительно сформованную форму, которая соответствует контуру по меньшей мере области матрицы в полости матрицы,
размещение заготовки в полости матрицы на первом листе твердого смазочного материала и
размещение второго листа твердого смазочного материала между верхней поверхностью заготовки и нижней поверхностью верхней матрицы в штамповочном аппарате с закрытой матрицей.
| Вертикальный отстойник | 1977 |
|
SU684013A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЖАРОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 1989 |
|
RU2020020C1 |
| Защитно-смазочное покрытие заготовок преимущественно из титановых сплавов для горячей обработки давлением | 1989 |
|
SU1676732A1 |
| Ручной копер | 1924 |
|
SU1309A1 |

