Заявляемое устройство относится к машиностроению, а именно к технологической оснастке, и может быть использовано для изготовления фрезерованием тонкостенных нежестких деталей.
При изготовлении фрезерованием длинномерных или тонкостенных деталей зачастую возникают вибрации фрезеруемой детали из-за ее низкой жесткости. Вибрации ухудшают чистоту обработанной поверхности и точность изготовления, могут приводить к порче детали или необходимости ее ручной слесарной доработки.
Известен способ снижения вибраций тонкостенных нежестких деталей в процессе фрезерной обработки путем использования дополнительной технологической оснастки, универсальной или специальной, создающей детали дополнительные точки опоры, тем самым повышая ее жесткость. Недостатком данного способа является то, что, поскольку точность изготовления и сборки дополнительной оснастки должна соответствовать заданной точности изготовления детали, применение дополнительной оснастки требует значительных финансовых затрат на ее изготовление и затрат времени - на ее сборку (см. Горошкин А.К. Приспособления для металлорежущих станков: Справочник. - 7-е изд., перераб. и доп.- М.: Машиностроение, 1979; см. также Черпаков Б.И. Технологическая оснастка: учебник для учреждений сред. проф. образования. - М.: Издательский центр «Академия», 2003).
Известен способ снижения вибраций тонкостенных нежестких деталей путем подбора рациональной частоты вращения инструмента, обеспечивающей отсутствие резонансных вибраций деталей. Поскольку на практике оптимальная частота вращения обычно подбирается методом проб и ошибок, данный способ требует затрат времени на его осуществление и зачастую приводит к порче нескольких пробных экземпляров детали, прежде чем рациональная частота вращения будет найдена (Болсуновский С.А., Вермель В.Д., Гришин В.И., Губанов Г.А., Качарава И.Н. Расчетное и графическое обеспечение для уточнения высокоскоростного фрезерования аэродинамической модели для предотвращения резонансных вибраций // САПР и графика. - 2011. - №10. Стр.94-96).
Известен способ снижения вибраций конструкций с помощью системы активного демпфирования, включающей датчик, блок управления, усилитель а также актуатор, с помощью которого осуществляется силовое воздействие на контролируемую конструкцию с целью снижения ее вибраций (Патент RU 125501 U1, 11.04.2012, Устройство для фрезерования сложнопрофильных поверхностей, см. также Zhang Y., Sims N.D. Milling workpiece chatter avoidance using piezoelectric active damping: a feasibility study // Smart Materials and Structures, 2005 г.). Недостатком данного способа является сложность ее изготовления, монтажа, защиты от воздействия агрессивных факторов рабочей зоны станка (подвижные элементы, смазывающе-охлаждающая жидкость, стружка).
Известен способ снижения вибраций фрезеруемых деталей с помощью демпфирующих элементов, закрепляемых между поверхностью детали и неподвижной опорой (Патент СН665985 (А5), 12.04.1985). Недостатком данных устройств является необходимость использования неподвижной опоры, расположенной вблизи поверхности детали, что для крупногабаритных деталей авиационных конструкций сложной формы требует изготовления специальной оснастки.
Известно устройство, называемое динамический виброгаситель (или инерционный демпфер), закрепляемое на конструкции, вибрации которой необходимо погасить, представляющее собой груз, закрепленный на упругой подвеске, а также демпфирующий элемент, создающий сопротивление перемещению груза относительно рассматриваемой конструкции. При правильно подобранных параметрах виброгасителя, а именно массе груза, жесткости упругого элемента и коэффициенте сопротивления демпфирующего элемента, колебания основной конструкции будут вызывать интенсивные колебания виброгасителя, закрепленного на ней, который благодаря этому будет обеспечивать интенсивное рассеивание энергии колебаний основной конструкции и значительное снижение амплитуды ее вибраций (Патент US 989958, дата публикации 30.10.1909. Device for damping vibrations of bodies., см. также Тимошенко С.П. Колебания в инженерном деле. - Издательство КомКнига, 2006 г.). Недостатком данного устройства является то, что для обеспечения его функционирования необходимо проводить его настройку (коррекцию его параметров) в соответствии с собственными частотами колебаний рассматриваемой конструкции. В этой связи применение подобного устройства для снижения вибраций фрезеруемых деталей крайне затруднительно, т.к. само определение собственных частот колебаний изготавливаемой детали в условиях производства уже является слишком сложной задачей.
Известно устройство для снижения вибраций нежесткой детали, обрабатываемой фрезерованием, содержащее набор динамических виброгасителей в виде балок с грузами на концах, настраиваемые в соответствии с частотой вращения инструмента при обработке (Патент RU 128545 U1, МПК B23Q 3/00, дата публикации 27.05.2013, Устройство для снижения вибраций нежесткой заготовки, обрабатываемой фрезерованием). Данный устройство очень эффективно для снижения вынужденных вибраций фрезеруемой детали и не требует определения ее собственных частот колебаний для проведения настройки виброгасителя, однако существенным его недостатком является то, оно не позволяет устранить автоколебания детали, возникающие при определенных условиях обработки.
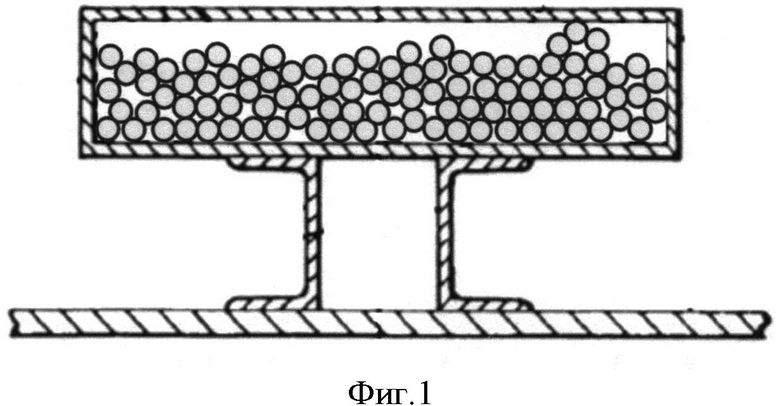
Известен виброгаситель для снижения вибраций фрезеруемых деталей в виде корпуса, заполненного дробью, закрепляемого на детали на время обработки (фигура 1). Данный виброгаситель обеспечивает рассеивание энергии колебаний детали за счет взаимного трения и соударений между дробинками и благодаря этому снижает амплитуду ее вибраций, причем данный результат достигается для деталей с различными собственными частотами колебаний, виброгаситель не нужно настраивать (Патент US 6547049В1, 15.04.2003, Particle Vibration Damper). Данное устройство принято за прототип. Недостатком данного устройства является относительно низкая эффективность снижения вибраций и сложность анализа его характеристик.
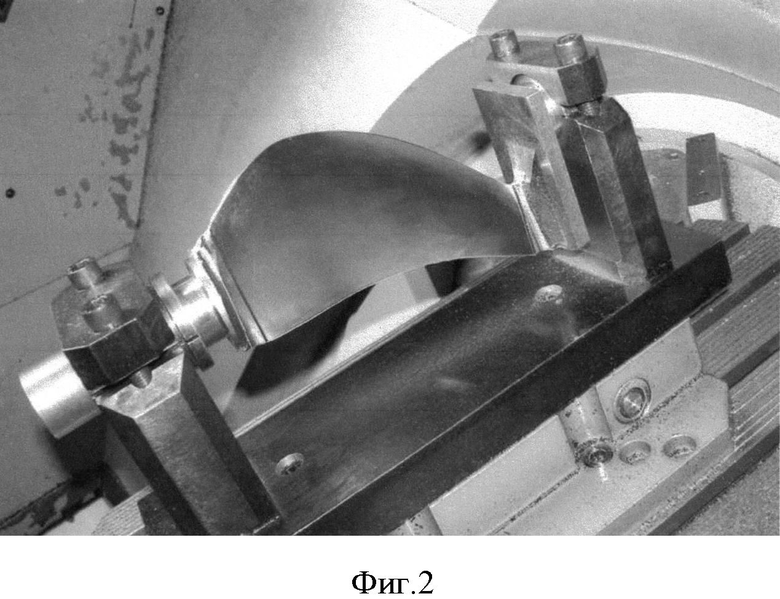
Резание металла требует значительного силового воздействия со стороны режущего инструмента на обрабатываемую деталь. Для фрезерования процесс резания является прерывистым, фреза оказывает на обрабатываемую деталь переменное периодическое силовое воздействие. Если деталь не обладает достаточной жесткостью, то воздействие со стороны фрезы может вызывать ее интенсивные вибрации. Низкой жесткостью обладают тонкостенные или длинномерные детали. На фигуре 2 в качестве примера тонкостенной, склонной к вибрациям при обработке детали приведена лопатка компрессора газотурбинного двигателя. Низкая жесткость является характерной особенностью большинства деталей аэрокосмической промышленности.
В результате вибраций тонкостенной нежесткой детали в процессе обработки фрезерованием происходит смещение получаемой поверхности детали от требуемой, кроме того, на обработанной поверхности могут формироваться зоны повышенной шероховатости, волнистости, образовываться дефекты в виде зарезов и выбоин. Таким образом, вибрации деталей при обработке приводят к ухудшению качества и точности изготовления, а иногда и к порче изделия. Для примера на фигуре 3 приведена фотография детали, на поверхности которой в результате вибраций при обработке сформировались дефекты, приведшие к порче изделия. Снижение вибраций тонкостенных нежестких деталей при обработке является актуальной задачей аэрокосмической промышленности.
Задачей и техническим результатом изобретения является снижение вибраций тонкостенной нежесткой детали при ее обработке фрезерованием.
Причем данный технический результат должен достигаться для деталей с различными собственными частотами колебаний без необходимости в предварительной настройке устройства. Получение заявляемого технического результата позволяет улучшить качество и точность изготовления, избежать порчи детали в результате интенсивных вибраций, сократить временные и финансовые расходы на технологическую подготовку производства тонкостенных деталей.
Решение поставленной задачи и технический результат достигаются тем, что в виброгасителе для фрезерования тонкостенных деталей, закрепляемом на детали во время обработки и обеспечивающем рассеивание энергии ее колебаний, заключенном в корпус, внутри корпуса помещен массивный груз, способный перемещаться в полости корпуса, заполненной вязкой средой, причем зазор между грузом и стенками корпуса имеет определенную величину, обеспечивающую оптимальное значение вязкого сопротивления колебаниям груза внутри корпуса.
Внутри корпуса виброгасителя также могут быть размещены элементы упругой подвески груза в виде пружин, расположенных вдоль оси корпуса, удерживающие груз в центре полости корпуса.
Для прототипа полость внутри корпуса была заполнена дробью, и рассеивание энергии при колебаниях детали с закрепленным на ней виброгасителем происходит за счет взаимного трения и соударений между дробинками. Для заявляемого изобретения рассеивание энергии при колебаниях детали происходит за счет сил вязкого сопротивления перемещению единого массивного груза внутри полости корпуса, заполненного вязкой средой, благодаря чему заявляемое изобретение обеспечивает более эффективное снижение вибраций обрабатываемой детали.
На фигуре 1 изображен прототип заявляемого изобретения, представляющий собой виброгаситель в виде корпуса, заполненного дробью.
На фигуре 2 в качестве примера тонкостенной нежесткой детали, склонной к вибрациям при обработке, приведена лопатка компрессора газотурбинного двигателя.
На фигуре 3 приведена фотография детали, на поверхности которой в результате вибраций при обработке сформировались дефекты, приведшие к порче изделия.
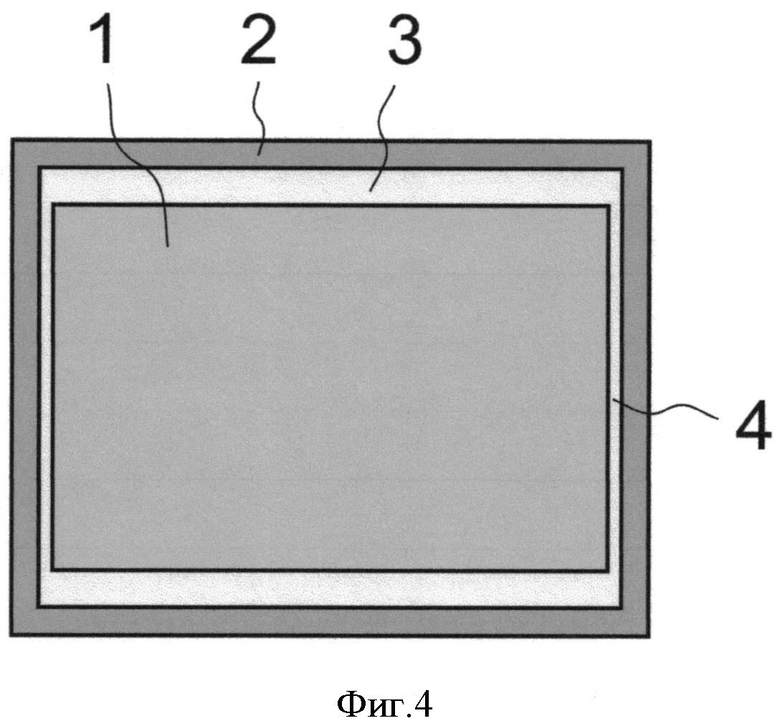
На фигуре 4 изображена схема конструкции заявляемого изобретения.
На фигуре 5 изображена схема варианта конструкции заявляемого изобретения, содержащая элементы упругой подвески.
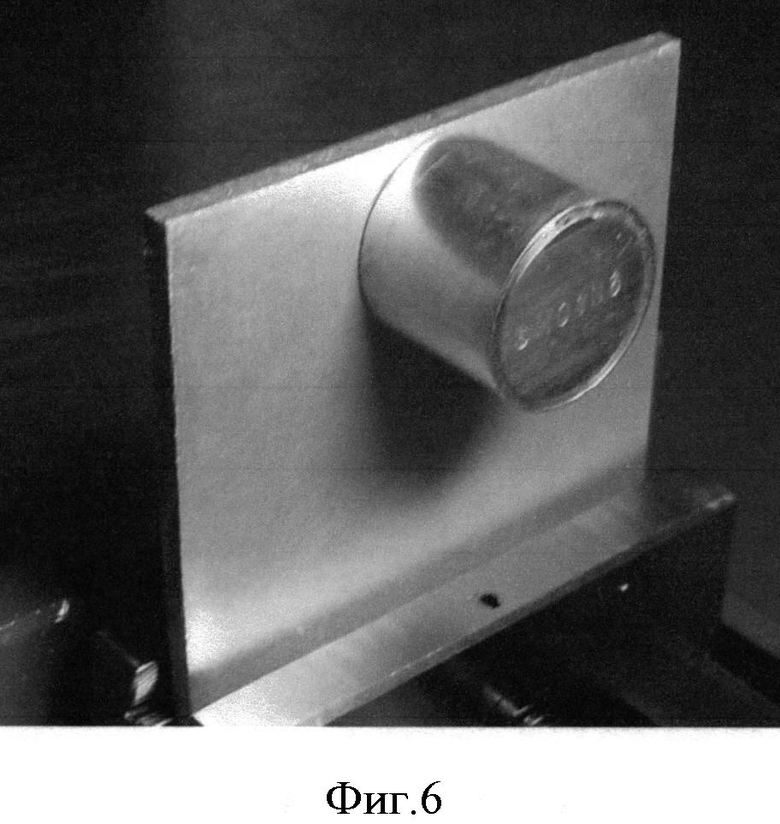
На фигуре 6 приведена фотография образца заявляемого изобретения, закрепленного на обрабатываемой детали.
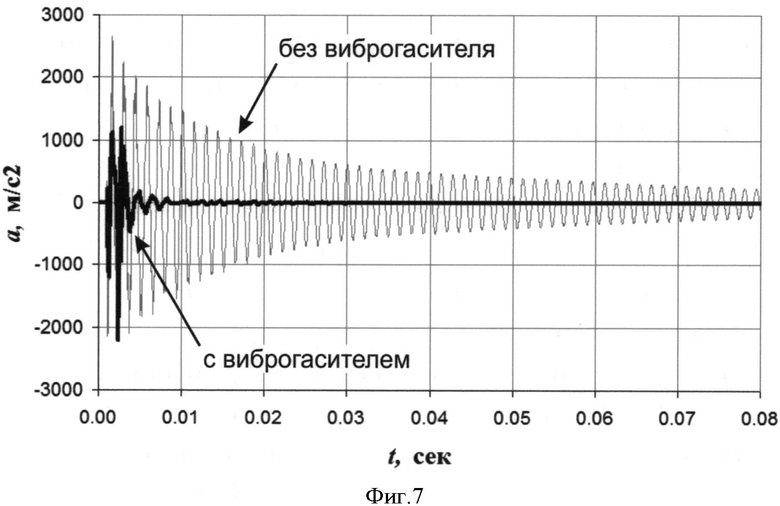
На фигуре 7 приведен график затухания колебаний детали после единичного удара для детали без виброгасителя и детали с заявляемым виброгасителем.
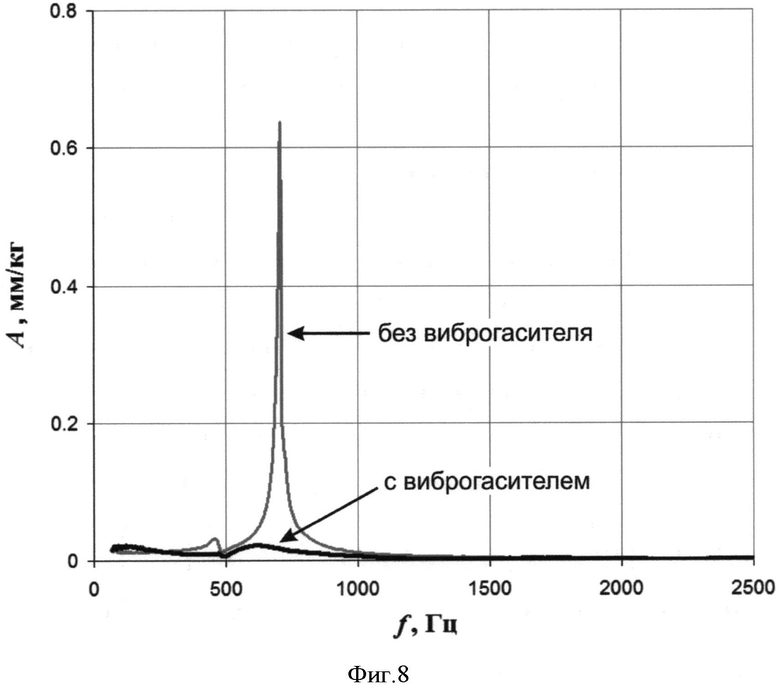
На фигуре 8 приведена экспериментально измеренная амплитудно-частотная характеристика детали без виброгасителя и с заявляемым виброгасителем.
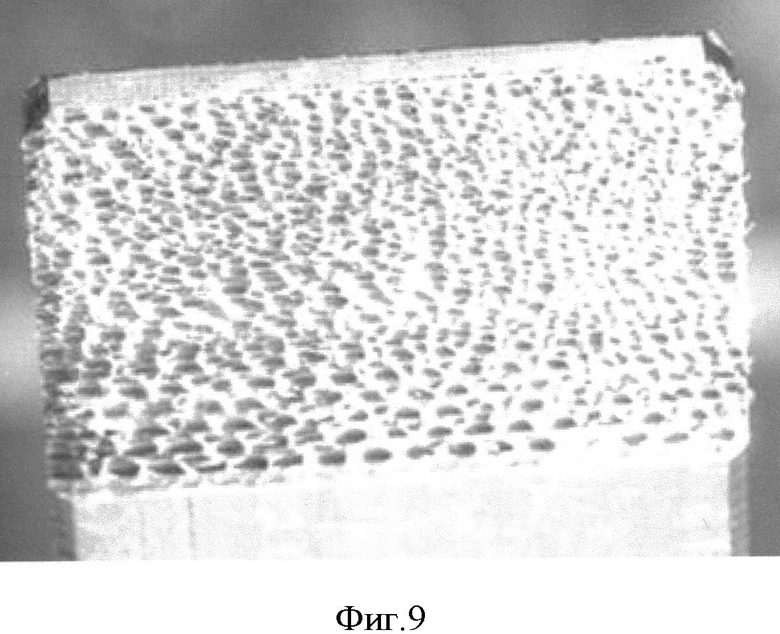
На фигуре 9 приведена фотография обработанной поверхности тонкостенной детали при фрезеровании без использования виброгасителя.
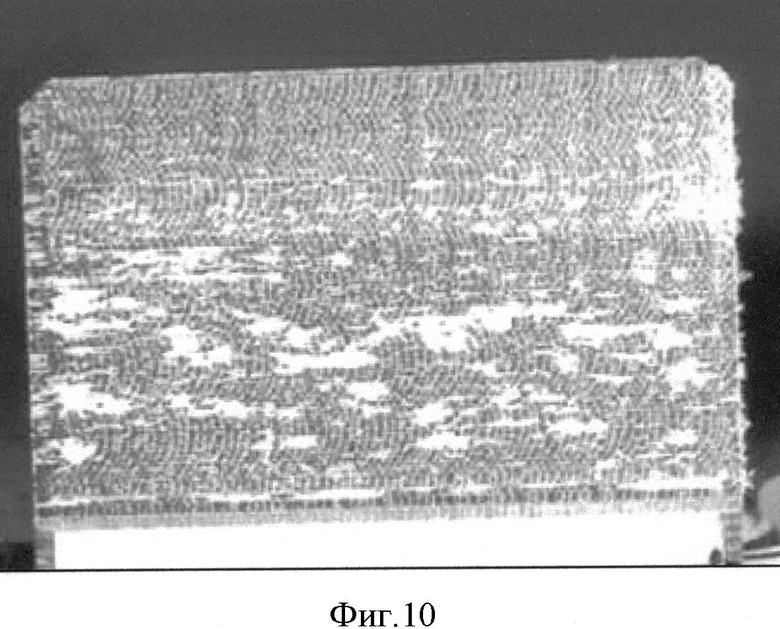
На фигуре 10 приведена фотография поверхности тонкостенной детали, обработанной с использованием заявляемого виброгасителя.
Схема конструкции заявляемого изобретения изображена на фигуре 4. Виброгаситель состоит из массивного груза 1, способного перемещаться в полости корпуса 2, заполненной вязкой средой 3, причем зазор 4 между грузом и стенками корпуса имеет определенную величину, обеспечивающую оптимальное значение вязкого сопротивления колебаниям груза внутри корпуса.
На фигуре 5 изображена схема варианта конструкции заявляемого изобретения, содержащей также элементы упругой подвески груза в виде пружин 5, расположенных вдоль оси корпуса, удерживающие груз в центре полости корпуса.
Виброгаситель закрепляется на детали на время обработки с помощью клея или другими способами: магнитными силами, вакуумной присоской, хомутом и т.п.
На фигуре 6 приведена фотография образца заявляемого изобретения, закрепленного на обрабатываемой детали.
Описанный виброгаситель функционирует следующим образом. В процессе колебаний детали корпус виброгасителя перемещается вместе с точкой поверхности детали, на которой он закреплен, в то время как массивный груз, помещенный внутри корпуса, в силу своей инертности остается почти неподвижным. В результате вибрации детали сопровождаются перемещениями груза виброгасителя относительно его корпуса и, следовательно, перетеканием вязкой среды, заполняющей корпус, из пространства над грузом в пространство под грузом и обратно. Благодаря этому происходит интенсивное рассеивание энергии колебаний детали за счет сил вязкого сопротивления при перетекании вязкой среды.
Для обеспечения достаточной эффективности виброгасителя масса его груза должна быть велика и сопоставима с массой самой детали. Для большинства технических задач по снижению вибраций, таких как снижение вибраций сооружений или элементов конструкции транспортных средств, подобный виброгаситель был бы не рационален из-за своей большой массы. Однако в рассматриваемой задаче снижения вибраций фрезеруемой заготовки большая масса виброгасителя не является недостатком, т.к. он закрепляется на детали только на время обработки, а не во время ее эксплуатации. Существенным преимуществом заявляемого виброгасителя является то, что он позволяет эффективно снижать вибрации деталей с различными собственными частотами колебаний без необходимости в предварительной настройке виброгасителя, что особенно важно при его использовании для фрезерования тонкостенных деталей, т.к. определять собственные частоты колебаний изготавливаемой детали и производить настройку традиционного динамического виброгасителя в условиях производства крайне затруднительно.
Получение заявленного технического результата при использовании заявляемого изобретения подтверждено теоретическими расчетами, испытаниями на экспериментальном стенде и опытной обработкой с использованием заявляемого изобретения.
На фигуре 7 приведен график затухания колебаний детали после единичного удара для детали без виброгасителя и детали с заявляемым виброгасителем, полученный экспериментально путем измерения ускорения точки поверхности детали с помощью акселерометра. Видно, что для детали с закрепленным виброгасителем затухание колебаний происходит существенно быстрее, что говорит о высокой эффективности рассеивания энергии колебаний детали виброгасителем.
На фигуре 8 приведена экспериментально измеренная амплитудно-частотная характеристика детали без виброгасителя и с виброгасителем. Без виброгасителя деталь имеет ярко выраженный высокий резонансный пик. В процессе обработки весьма вероятно возникновение интенсивных вибраций детали на частоте, близкой к частоте ее резонансного пика. При закреплении виброгасителя высота резонансного пика детали снижается в 30 раз, резонансный пик становится низким и размытым, что свидетельствует о высокой эффективности снижения вибраций заявляемым виброгасителем.
На фигуре 9 приведена фотография обработанной поверхности тонкостенной детали при фрезеровании без использования виброгасителя. Из-за вибраций детали при фрезеровании шероховатость обработанной поверхности получилась очень грубой. На фигуре 10 приведена фотография поверхности такой же детали, обработанной с использованием заявляемого виброгасителя. Видно существенное улучшение чистоты обработанной поверхности при использовании заявляемого виброгасителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИБРОГАСИТЕЛЬ ДЛЯ ФРЕЗЕРОВАНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2014 |
|
RU2578868C2 |
| СПОСОБ СНИЖЕНИЯ ВИБРАЦИЙ НЕЖЕСТКОЙ ЗАГОТОВКИ, ОБРАБАТЫВАЕМОЙ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2500516C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2500506C1 |
| Способ изготовления маложестких лопаток роторов при одноопорном закреплении на станках с ЧПУ | 2018 |
|
RU2688987C1 |
| ВИБРОГАСИТЕЛЬ ВЯЗКОГО ТРЕНИЯ | 2011 |
|
RU2475660C1 |
| Динамический виброгаситель | 1977 |
|
SU683855A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2014 |
|
RU2588757C2 |
| Регулируемый виброгаситель | 2022 |
|
RU2785427C1 |
| Способ механической обработки нежестких деталей | 1980 |
|
SU984690A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |

Изобретение относится к машиностроению и может быть использовано в качестве технологической оснастки при обработке тонкостенных нежестких деталей. Виброгаситель закрепляется на тонкостенной детали при её фрезеровании и содержит корпус, заполненный вязкой средой. Внутри корпуса с возможностью перемещения относительно его стенок размещен груз с зазором, величина которого определена из условия обеспечения оптимального значения вязкого сопротивления колебаниям упомянутого груза. Обеспечивается интенсивное рассеивание энергии колебаний детали за счет сил вязкого сопротивления при перетекании вязкой среды, улучшается качество и точность обработки детали. 1 з.п. ф-лы, 10 ил.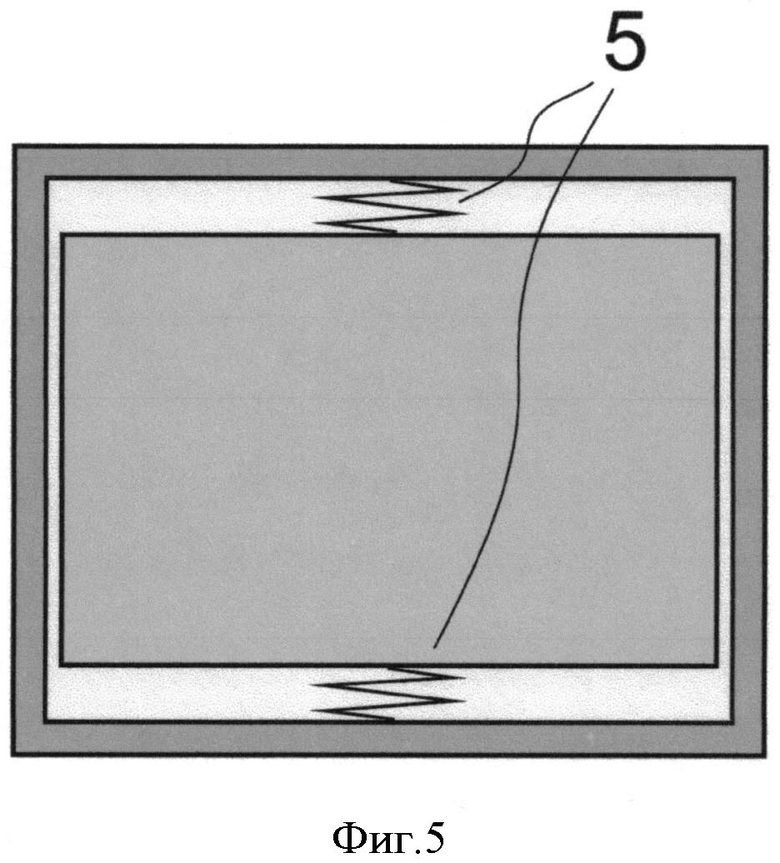
1. Виброгаситель, закрепляемый на тонкостенной детали при её фрезеровании, содержащий корпус, отличающийся тем, что внутри корпуса, заполненного вязкой средой, с возможностью перемещения относительно стенок корпуса размещен груз с зазором, величина которого определена из условия обеспечения оптимального значения вязкого сопротивления колебаниям упомянутого груза.
2. Виброгаситель по п.1, отличающийся тем, что он снабжен размещенными внутри корпуса элементами упругой подвески груза в виде пружин, расположенных вдоль оси корпуса и предназначенных для удержания груза в центре полости корпуса.
| US 6547049 В1, 15.04.2003 | |||
| Виброгаситель для обработки тонкостенных деталей | 1985 |
|
SU1313574A1 |
| Способ защиты полостей тела человека от воздействия изменений атмосферного давления | 1949 |
|
SU87481A1 |
| Способ защиты полостей тела человека от воздействия изменений атмосферного давления | 1949 |
|
SU87481A1 |
| ДЕМПФЕР | 2009 |
|
RU2405991C1 |

