Область техники, к которой относится изобретение
Настоящее изобретение относится к сварной стальной трубе большого диаметра, производимой с помощью процесса UOE (формовка на U- и О-образных гибочных прессах, сварка, экспандирование), используемой с расширением трубы с помощью прессовых матриц в процессе производства, а также к структуре, сформированной за счет выполнения круговой сварки встык для стальных труб, производимых с помощью процесса UOE.
Уровень техники
Вследствие увеличенных в последнее время энергетических запросов активно разрабатываются новые газовые и нефтяные месторождения, и трубопроводы для транспортировки газа и нефти, которые все более часто оказываются установленными в сейсмоопасных зонах и прерывистых многолетнемерзлых зонах. Однако в сейсмоопасных зонах и прерывистых многолетнемерзлых зонах грунт иногда подвергается большой деформации вследствие разжижения, разрушающего смещения, вспучивания грунта от мороза или при оттаивании, или подобных явлений, таким образом вызывая также деформацию залегающих в грунте трубопроводов.
Пластически деформированный трубопровод, залегающий в чрезвычайно деформируемом грунте также повреждается в дальнейшем при больших смещениях. Когда чрезмерное смещение воздействует на трубопровод, стальная труба, составляющая трубопровод, становится изогнутой, сторона сжатия трубопровода изгибается, а изогнутый участок или сторона растяжения трубопровода, которая находится на противоположной стороне от изогнутого сжатого участка, разрывается. Чтобы предотвратить повреждение в стальной трубе на изогнутом участке и предотвратить утечку газа или нефти из изогнутого участка, для стальных труб добиваются высоких рабочих характеристик по деформации.
В области производства трубопроводов главными факторами, которые рассматриваются важными для улучшения рабочих характеристик по деформации стальной трубы, являются характеристики стали, в частности, отношение напряжения при пределе текучести к пределу прочности стали. Патентная литература с 1 по 3 раскрывает технологии для изготовления стальной трубы с улучшенными рабочими характеристиками по деформации за счет уменьшения осевого отношения напряжения при пределе текучести к пределу прочности стали для трубы, свариваемой с помощью контактной сварки сопротивлением с композитной и двухфазной структурой, включающей в себя мягкую фазу и твердую фазу. В технологии изготовления стальной трубы с улучшенными рабочими характеристиками по деформации, раскрываемыми в патентной литературе 4, отношение напряжения при пределе текучести к пределу прочности стали для трубы, свариваемой с помощью контактной сварки сопротивлением, снижается за счет использования деформации в направлении толщины листа и в направлении длины стального материала трубы во время процесса входной коррекции и коррекции на вращение.
В области производства трубопроводов также известно предотвращение изгибания трубопровода за счет идентификации области, для которой обеспечиваются меры для противодействия изгибанию, а также за счет увеличения жесткости около этой области. В технологии, раскрываемой в патентной литературе 5, вследствие того что изгибание около сваренного участка приводит к разрыву при растяжении, изгибание около сваренного участка предотвращается за счет увеличения локальной жесткости и за счет создания выпуклости сварного шва на концах стальной трубы.
В отношении формы стальной трубы, производимой с помощью процесса UOE, патентная литература 6 раскрывает технологию, которая корректирует круглую форму концов трубы, используя полукруглые верхнюю и нижнюю прессовые матрицы, чтобы таким образом предотвращать уменьшение свариваемости вследствие несовпадения форм между концами трубы, которые для сваривания должны быть центрированы между собой. В технологии, раскрываемой в патентной литературе 7, участок стальной трубы, откорректированный не только с помощью прессовых матриц, обжимается валками с одновременным вращением стальной трубы. Таким образом, круговая неравномерность в круглой форме на концах трубы, зависящая от формы прессовой матрицы, корректируется и приводится к более правильной круглой форме. Технологии, раскрываемые в патентной литературе 6 и 7, гарантируют круглую форму на концах трубы за счет корректировки формы окружности на концах трубы.
Патентная литература 1: патент Японии №4528356
Патентная литература 2: патент Японии №4575995
Патентная литература 3: патент Японии №4575996
Патентная литература 4: патент Японии №4442541
Патентная литература 5: выложенная заявка на патент Японии №2006-292088
Патентная литература 6: выложенная заявка на патент Японии №2010-167440
Патентная литература 7: патент Японии №3785998
Раскрытие изобретения
Структура стальной трубы, такая как трубопровод, стальная трубчатая свая, или стальная трубчатая шпунтовая свая, является длинной структурой, которая формируется за счет сваривания вместе множества стальных труб в продольном направлении, при этом каждая труба этой структуры имеет приблизительную длину от 12 до 24 метров. Когда значительная деформация, например вызванная грунтом, воздействует на такую структуру стальной трубы, сваренный участок, также как и участок основного материала, изгибаются и деформируются. В целом известно, что сваренный участок и участок основного материала имеют различную жесткость вследствие разницы в толщине листа в результате выпуклости сварного шва или аналогичного фактора, или в результате избыточного количества* сварочного материала, из-за чего труба выгибается главным образом около сваренного участка при проведении тестов стальных труб на определение изгибной формы потери устойчивости. Эта тенденция предполагает, что сваренный участок имеет более низкие рабочие характеристики по деформации по сравнению с участком основного материала, поэтому существует ограничение на увеличение отношения напряжения при пределе текучести к пределу прочности участка основного материала. Следовательно, в случае применения только тех технологий, которые раскрываются в патентной литературе с 1 по 4, не могут помочь в достижении определенного улучшения рабочих характеристик по деформации сваренного участка, если рассматривать их применительно к трубопроводу, а не к единственной стальной трубе.
Технология, раскрываемая в патентной литературе 5, направлена на предотвращение растягивающего усилия благодаря преодолению дефектов в круговом сваренном участке. Чтобы достичь этой цели, технология, раскрываемая в патентной литературе 5, усиливает жесткость определенной секции около кругового сваренного участка за счет обеспечения выпуклости сварного шва для этой секции с помощью сварочной машины, чтобы таким образом изгибание предотвращалось только около кругового сваренного участка. В целом, когда стальная труба изгибается, деформация растяжения преодолевает сопротивление на задней стороне изогнутого участка и вызывает разрыв участка. Поэтому с помощью технологии, раскрываемой в патентной литературе 5, концентрация деформации растяжения на круговом сваренном участке может быть предотвращена. В то время как раскрываемое в патентной литературе 5 изобретение позволяет предотвращение изгибания за счет увеличения жесткости, изгибание все же происходит на участках, не обеспеченных выпуклостью сварного шва около тех мест, где заканчивается выпуклость сварного шва. Кроме того, ожидается, что структура стальной трубы должна изгибаться с меньшей деформацией, чем в том случае, когда структура состоит только из участка основного материала, вследствие разницы в жесткости между участком основного материала и круговым сваренным участком. В то время как технология, раскрываемая в патентной литературе 5, может достигать цели в предотвращении разрыва кругового сваренного участка, рабочие характеристики по деформации всей структуры стальной трубы все еще остаются низкими.
Кроме того, технологии, раскрываемые в патентной литературе 6 и 7, также нацелены на улучшение удобства при сваривании в месте кругового соединения. С помощью технологий, раскрываемых в патентной литературе 6 и 7, форма стальной трубы главным образом корректируется в круговом направлении, чтобы таким образом улучшать круговую форму, поэтому эти технологии напрямую не способствуют улучшению формы трубы в осевом направлении. Для предотвращения изгибания стальной трубы важно корректирование осевой формы, как будет описываться в дальнейшем. Поэтому технологии, раскрываемые в патентной литературе 6 и 7, следует рассматривать как не способные для предотвращения изгибания структуры трубы.
Задачей настоящего изобретения является обеспечение стальной трубы, производимой с помощью процесса UOE, при котором может быть сформирована структура с улучшенными рабочими характеристиками при изгибании, а также обеспечение структуры с улучшенными рабочими характеристиками при изгибании.
Стальная труба UOE, в соответствии с настоящим изобретением, используется для формирования структуры за счет выполнения стыковой круговой сварки и имеет форму наружного диаметра в виде волнистой формы в продольном направлении. Стальная труба, производимая с помощью процесса UOE, характеризуется тем, что ей придается такая форма, чтобы не иметь локального минимума формы наружного диаметра волновой формы в пределах заданной длины от обоих конечных участков в продольном направлении.
В описанной выше стальной трубе, производимой с помощью процесса UOE, в соответствии с настоящим изобретением, стальная труба UOE формируется с таким контролем, чтобы не иметь локального минимума формы наружного диаметра волнистой формы в пределах диапазона от 2,26λ до 3,86λ (где λ является первоначальным изгибанием полуволны стальной трубы UOE) от обоих конечных участков в продольном направлении.
В описанной выше стальной трубе, производимой с помощью процесса UOE, в соответствии с настоящим изобретением, контроль выполняется за счет регулирования продольного расстояния, на которое перемещаются труборасширительные прессовые матрицы при расширении стальной трубы UOE.
В описанной выше стальной трубе, производимой с помощью процесса UOE, в соответствии с настоящим изобретением, контроль выполняется за счет отрезания конечных участков в продольном направлении.
В описанной выше стальной трубе, производимой с помощью процесса UOE, в соответствии с настоящим изобретением, плоский участок, на котором значение изменения в диаметре трубы меньше или равно 0,02 процента от наружного диаметра стальной трубы UOE, обеспечивается, по меньшей мере, в диапазоне 2λ от обоих конечных участков в продольном направлении (где % является первоначальным изгибанием полуволны стальной трубы UOE).
Структура, выполненная в соответствии с настоящим изобретением, формируется за счет выполнения стыковой круговой сварки для конечных участков в продольном направлении стальной трубы UOE, в соответствии с настоящим изобретением.
В соответствии с настоящим изобретением, может обеспечиваться стальная труба UOE, в которой может быть сформирована структура с улучшенными рабочими характеристиками по изгибанию, а также может обеспечиваться структура с улучшенными рабочими характеристиками по изгибанию.
Краткое описание чертежей
Фиг. 1 является схематической иллюстрацией формы продольного конечного участка* стальной трубы UOE, в соответствии с первым вариантом осуществления настоящего изобретения.
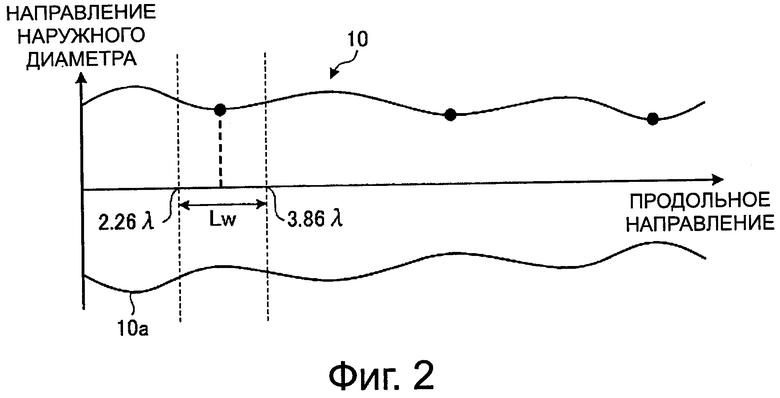
Фиг. 2 является схематической иллюстрацией формы продольного конечного участка основной стальной трубы UOE.
Фиг. 3 является графиком, показывающим результаты аналитических экспериментов.
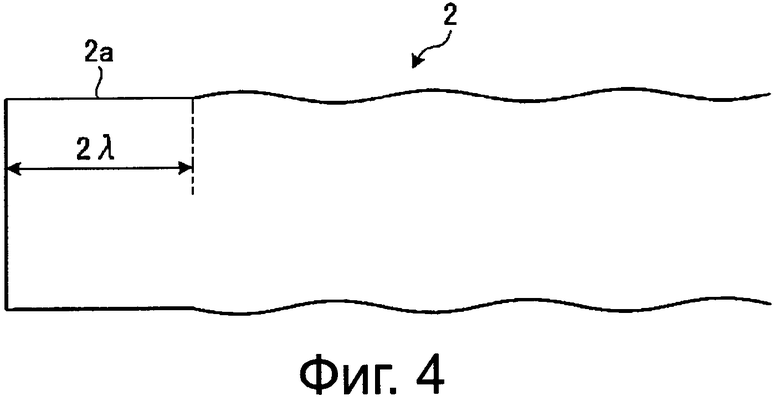
Фиг. 4 является схематической иллюстрацией формы продольного конечного участка стальной трубы UOE, в соответствии со вторым вариантом осуществления настоящего изобретения.
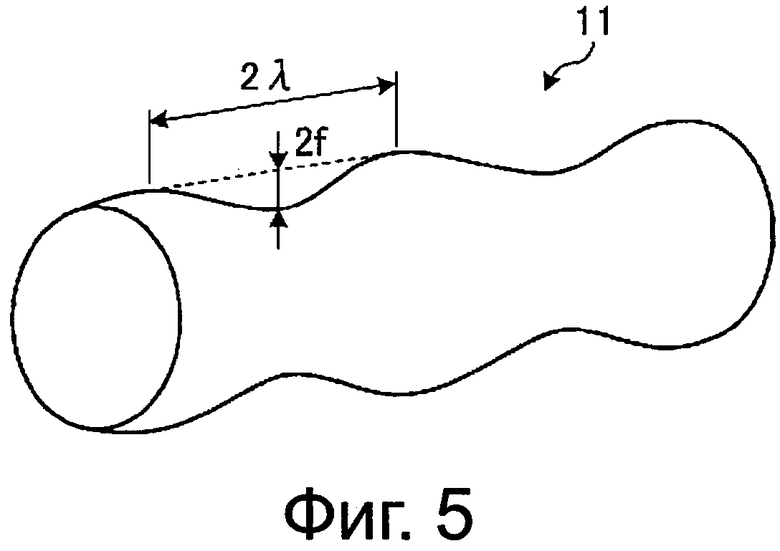
Фиг. 5 является схематической иллюстрацией формы продольного конечного участка основной стальной трубы UOE.
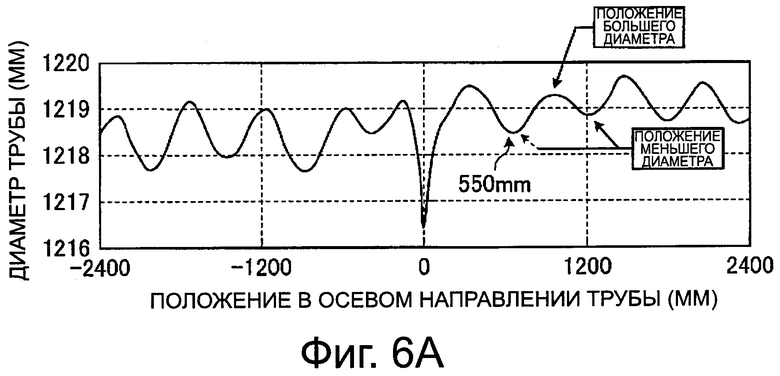
Фиг.6А является графиком, показывающим характерное распределение продольных форм в стальной трубе UOE.
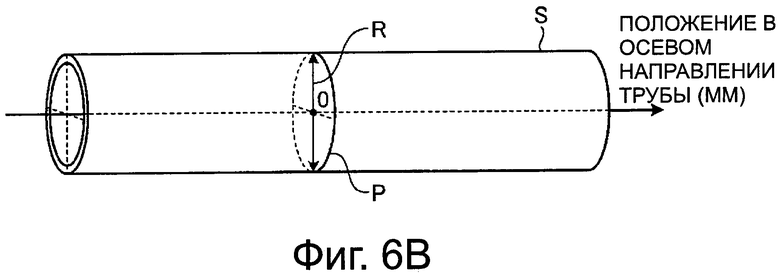
Фиг. 6В является схематической иллюстрацией соотношения между положением кругового сваренного участка и осевым положением в стальной трубе UOE.
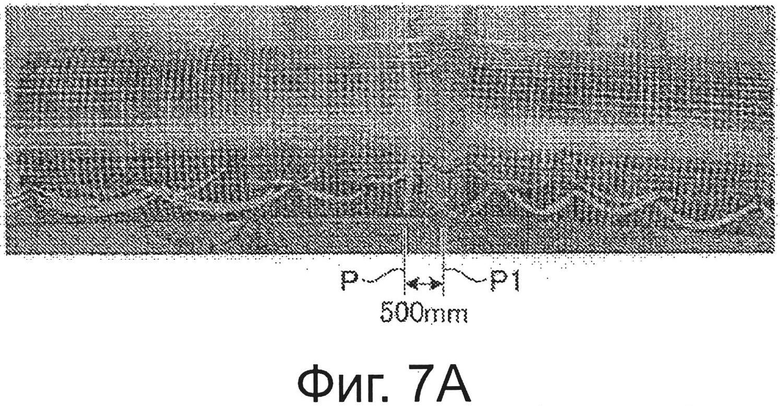
Фиг. 7А является фотографией, показывающей результат эксперимента по изгибанию стальной трубы.
Фиг. 7В является схематической иллюстрацией первоначального состояния стальной трубы.
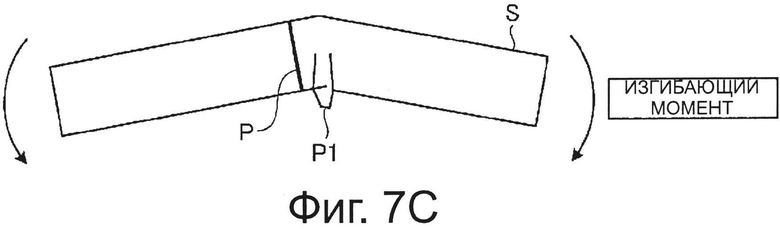
Фиг. 7С является схематической иллюстрацией состояния стальной трубы, к которой прикладывается изгибающий момент.
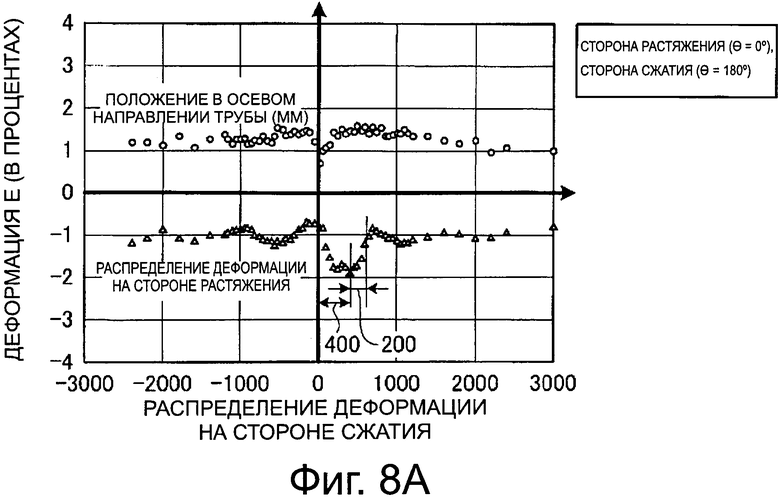
Фиг. 8А является схематической иллюстрацией характерного распределения деформации при изгибании.
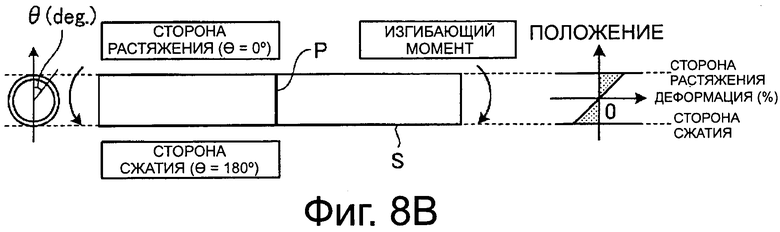
Фиг. 8В является схемой для объяснения деформации при изгибании и деформации при сжатии.
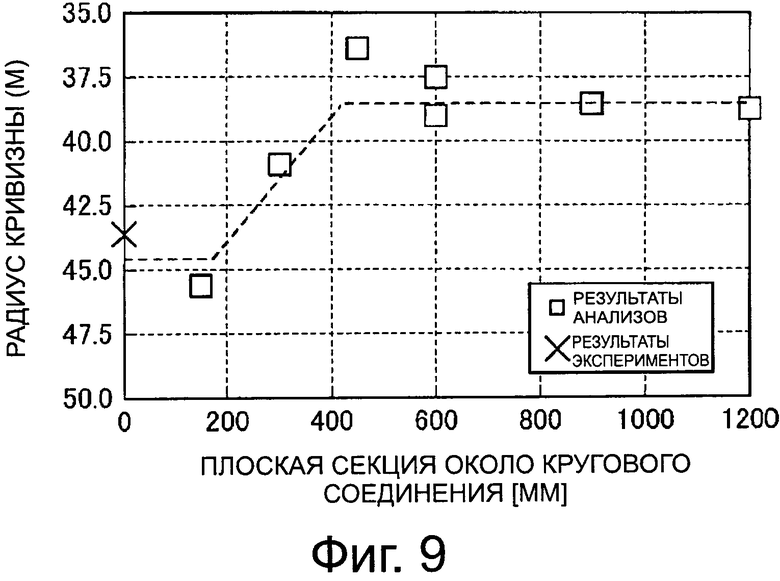
Фиг. 9 является графиком, показывающим результаты аналитических экспериментов.
Осуществление изобретения
Сейчас будет разъясняться стальная труба UOE, в соответствии с первым и вторым вариантами осуществления настоящего изобретения.
Первый вариант осуществления изобретения
Сначала будет разъясняться стальная труба UOE, в соответствии с первым вариантом осуществления настоящего изобретения. Известна стальная труба, являющаяся жесткой даже по всему продольному направлению, изгибающаяся более легко около продольных конечных участков. Обычно в стальных трубах, используемых в таких структурах, как трубопровод, стальная трубчатая свая, или стальная трубчатая шпунтовая свая, применяется круговая сварка продольных конечных участков стальных труб, и прочность кругового сваренного участка увеличивается до более высокого уровня, чем прочность основного материала стальной трубы. Другими словами, прочность кругового сваренного участка увеличивается до более высокого уровня, чем на другом участке. Когда стальная труба имеет более жесткий участок, то участки около более жесткого участка изгибаются с меньшей легкостью. Поэтому стальная труба с круговым сваренным участком изгибается в положении, которое до некоторой степени находится дальше от кругового сваренного участка.
Однако не было произведено теоретического разъяснения, относящегося к положению, где стальная труба, имеющая круговой сваренный участок в середине продольного направления, например трубопровод, изгибается. Для того чтобы идентифицировать точку, в которой стальная труба изгибается около кругового сваренного участка, изобретатели настоящего изобретения проводили эксперименты по изгибанию стальной трубы, используя реальную стальную трубу, и дополнительно проводили анализ в тех же самых условиях, как в эксперименте, использующим способ конечных элементов, при этом использовалась типичная стальная труба, имеющая внешний диаметр, составляющий 48 дюймов (1219 мм), толщина листа составляла 22,0 мм, а длина 8000 мм, и обеспечивалась круговым сваренным участком в центре продольного направления, при этом круговой сваренный участок получается за счет многопроходной сварки с одиннадцатью проходами (приблизительно от 1.1 до 2.0 кДж/мм) при использовании сварочного материала MG-S70.
В результате, изобретатели настоящего изобретения выяснили, что существует тенденция, заключающаяся в том, что труба изгибается в положениях, находящихся на расстоянии приблизительно от 450 мм до 770 мм от кругового сваренного участка в продольном направлении. Поэтому может подразумеваться, что если существует какая-либо форма наружного диаметра, которая вероятно будет вызывать изгибание в диапазоне от 450 мм до 770 мм от кругового сваренного участка в продольном направлении, то изгибание будет вызываться в этой области, и таким образом, рабочие характеристики по деформации всей стальной трубы будут ухудшаться.
Процесс изготовления стальной трубы с помощью процесса UOE, которая является предметом настоящего изобретения, включает в себя процесс улучшения точности формообразования стальной трубы за счет вставления в трубу прессовых матриц и повторяющегося расширения с заданным интервалом. Полученная в результате стальная труба UOE имеет внешнюю форму с непрерывными участками большего диаметра и участками меньшего диаметра, т.е. имеет внешнюю форму, которая является волнистой в продольном сечении. В стальной трубе UOE изгибание вероятно должно произойти в области, соответствующей локальному минимуму в волновой форме.
Принимая во внимание такие характеристики внешней формы стальной трубы UOE и положение, в котором стальная труба с круговым сваренным участком вероятно должна изгибаться, когда стальная труба UOE имеет внешний диаметр 48 дюймов, толщину листа 22,0 мм, при этом она сваривается в продольном направлении и имеет волновую форму с локальным минимумом в диапазоне от 450 мм до 770 мм от кругового сваренного участка, незначительное изменение в форме внешнего диаметра приводит к изгибанию трубы, таким образом ухудшая рабочие характеристики по деформации всей стальной трубы.
Изобретатели фактически сравнивали рабочие характеристики по деформации стальной трубы, имеющей круговое сваренное соединение, у которого волновая форма имеет локальный минимум, равный 600 мм от кругового сваренного участка в продольном направлении с рабочими характеристиками по изгибанию другой стальной трубы, у которой волновая форма не имеет локальный минимум в диапазоне от 450 мм до 770 мм от кругового сваренного участка в продольном направлении. В то время как прежнее показанное значение 2De скользящей средней деформации (коэффициент степени искривления*, представляющий величину деформации сжатия, при которой происходит изгибание, когда контрольная точка устанавливается на двойном внешнем диаметре De) составляет 1,35 процентов, последнее значение 2De скользящей средней деформации составляло 1,55 процентов.
Основываясь на этих обнаруженных фактах, для стальной трубы с внешним диаметром 48 дюймов и толщиной листа 22,0 мм, сопротивление изгибанию может быть улучшено приблизительно на 15 процентов за счет регулирования формы продольных конечных участков стальной трубы UOE таким образом, что локального минимума волновой формы не существует в местоположениях от 450 мм до 770 мм от кругового сваренного участка в продольном направлении, по сравнению с волновой формой, имеющей локальный минимум в пределах этого диапазона.
В приведенном выше объяснении использовалась типичная стальная труба с внешним диаметром 48 дюймов и толщиной листа 22,0 мм, но объяснявшийся выше диапазон может изменяться в зависимости от диаметра и толщины листа стальной трубы. Поэтому изобретатели настоящего изобретения провели аналитические эксперименты со стальными трубами с различными диаметрами и толщиной листов, а также исследовали диапазон, в котором стальная труба изгибается. Затем изобретатели выяснили, что существует корреляция между диапазоном, в котором происходит изгибание и первоначальным изгибанием полуволны стальной трубы.
Первоначальное изгибание полуволны λ стальной трубы может быть рассчитана по формуле: 1.72√ (De/2*t), где De является внешним диаметром конца трубы, a t является толщины листа стальной трубы. При использовании первоначального изгибания полуволны λ стальной трубы, диапазон, в котором происходит изгибание, может выражаться от 2,26λ до 3,86λ, от кругового сваренного участка в продольном направлении. Сопротивление изгибанию в диапазоне от 2,26λ, до 3,86λ, является более низким по сравнению с сопротивлением изгибанию, эквивалентном основному материалу стальной трубы, а самые низкие рабочие характеристики отмечаются в диапазоне от 2,76λ, до 3,13λ.
Основываясь на результатах экспериментов, для того чтобы улучшить сопротивление изгибанию трубопровода, который представляет собой стальные трубы UOE, сваренные вместе в осевом направлении, форма продольных конечных участков может контролироваться таким образом, чтобы не иметь локальный минимум волновой формы в пределах диапазона от 2,26λ до 3,86λ от кругового сваренного участка. Таким образом труба станет с меньшей вероятностью изгибаться в области, в которой сопротивление изгибанию является низким из-за круговой сварки, таким образом предотвращается изгибание трубы в той области, где с наибольшей вероятностью может произойти изгибание. В этом случае изгибание вызывается на участке основного материала стальной трубы, который не подвергался воздействию кругового сваренного участка. Таким образом, рабочие характеристики по деформации всего трубопровода определяются рабочими характеристиками по деформации, которые ожидаются от основного материала стальной трубы.
Сейчас будет объясняться специфическая структура стальной трубы UOE, в соответствии с первым вариантом осуществления изобретения.
Процесс производства стальной трубы UOE включает в себя процесс улучшения точности формообразования стальной трубы за счет вставления в трубу прессовых матриц и повторяющегося расширения с заданным интервалом. Полученное в результате продольное сечение и поверхность основной стальной трубы 10 UOE имеет волнистую форму, как проиллюстрировано на фиг. 2. На фиг. 2 черный круг обозначает область, в которой волновая форма имеет локальный минимум. Когда волновая форма имеет локальный минимум в пределах диапазона Lw от 2,26λ до 3,86λ от продольных конечных участков, как в стальной трубе 10 UOE, проиллюстрированной на фиг. 2, сопротивление изгибанию становится уменьшенным.
Поэтому в стальной трубе 1 UOE, выполненной в соответствии с вариантом осуществления изобретения, конечный участок 10а (в пределах 500 мм от торцевой поверхности) в стальной трубе 10 UOE, проиллюстрированной на фиг. 2, отрезается таким образом, чтобы локальный минимум волновой формы не появлялся в пределах диапазона Lw от 2,26λ до 3,86λ от продольного конечного участка, как проиллюстрировано на фиг. 1, где λ обозначает первоначальное изгибание полуволны стальной трубы 1 UOE и λ=1.72√ (De/2*t), где De является внешним диаметром конца трубы, a t является толщины листа стальной трубы UOE).
Используя функцию F(x), чтобы представить внешний вид волновой формы в продольном сечении стальной трубы 1 UOE и стальной трубы 10 UOE, проиллюстрированных соответственно на фиг. 1 и 2, отсутствие локального минимума волновой формы в диапазоне от 2,26λ до 3,86λ от продольного конечного участка может выражаться таким образом, что приведенное ниже уравнение (1) не будет удовлетворяться.

где Lx является продольным расстоянием от конца трубы, при этом 2.26λ<Lx<3.86λ,
a De является внешним диаметром конца трубы.
Стальная труба 1 UOE, в соответствии с вариантом осуществления изобретения, формируется таким образом, чтобы локальный минимум волновой формы не появлялся в продольном сечении трубы в пределах диапазона от 2,26λ до 3,86λ, от продольных конечных участков. Какая-либо форма возникновения изгибания не появляется в местоположении, где сопротивление изгибанию вероятно должно быть ниже около кругового сваренного участка, т.е. внутри диапазона от 2,26λ до 3,86λ, от продольных конечных участков, таким образом, сопротивление изгибанию всей структуры, изготовленной из сваренных вместе стальных труб, может быть улучшено.
В варианте осуществления изобретения в качестве способа контролирования формы продольных конечных участков конечный участок 10а изготовленной стальной трубы 10 UOE отрезается. Альтернативно, расстояние, на которое перемещаются труборасширительные прессовые матрицы, может регулироваться в процессе производства стальной трубы UOE для контролирования формы продольных конечных участков, чтобы они не имели локального минимума волновой формы в диапазоне от 2,26λ до 3,86λ от продольных конечных участков.
Далее будут объясняться результаты экспериментов по изгибанию стальной трубы и аналитических экспериментов, проводимых для подтверждения эффекта от реализации варианта осуществления изобретения.
Варианты осуществления изобретения
Эксперименты по изгибанию стальной трубы
Первый эксперимент
В этом эксперименте использовалась стальная труба UOE с внешним диаметром 48 дюймов и толщиной листа 22,0 мм. Перед экспериментом была измерена форма внешней поверхности стальной трубы. Результат эксперимента показал, что внешняя поверхность стальной трубы имеет волновую форму. Эта волновая форма была результатом расширения с помощью прессовых матриц в процессе производства стальной трубы UOE, и цикла, во время которого изменения формы происходили около цикла при выполнении расширения, при этом амплитуды волновой формы были почти одинаковыми, таким образом показывая, что такая волновая форма является результатом постоянного механического расширения диаметра. В тестируемой стальной трубе локальный минимум волновой формы был найден в положении, приблизительно на расстоянии 550 мм от кругового сваренного участка стальной трубы. Такое положение на расстоянии 550 мм в тестируемой трубе соответствует 2,8λ и попадает в диапазон от 2,26λ до 3,86λ, определяемый в настоящем изобретении.
В результате тестирования на изгибание стальная труба изгибалась в положении на расстоянии 500 мм около кругового сваренного участка и становилась дополнительно изогнутой на этом участке. Пик изгибающего момента возникал вследствие того, что стальная труба была изогнутой и сопротивление изгибанию трубы начинало падать. Когда этот результат сравнивался с результатом теста на изгибание, проводившегося на стальной трубе, изготовленной из того же самого материала, но не имеющей кругового сваренного участка, то первый результат показывал более низкие рабочие характеристики по деформации приблизительно на 15 процентов. Поэтому изобретатели подтвердили, что изгибание около кругового сваренного участка было фактором, который уменьшает рабочие характеристики по деформации всей стальной трубы.
Второй эксперимент
Тот же самый эксперименте был проведен с использованием стальной трубы UOE с локальным минимумом волновой формы на расстоянии 300 мм (1,5%) от кругового сваренного участка в качестве тестового участка. В результате стальная труба показала сопротивление изгибанию приблизительно на том же самом уровне, как и в случае тестирования стальной трубы UOE без кругового сваренного участка.
Основываясь на результатах первого и второго экспериментов, изобретатели подтвердили, что сопротивление изгибанию было ниже в том случае, когда волновая форма имела локальный минимум в диапазоне от 2,26λ до 3,86λ, который соответствует диапазону в соответствии с настоящим изобретением, при этом на сопротивление изгибанию не оказывалось влияние, когда волновая форма имела локальный минимум в положениях, расположенных вне диапазона от 2,26λ до 3,86λ.
Аналитический эксперимент
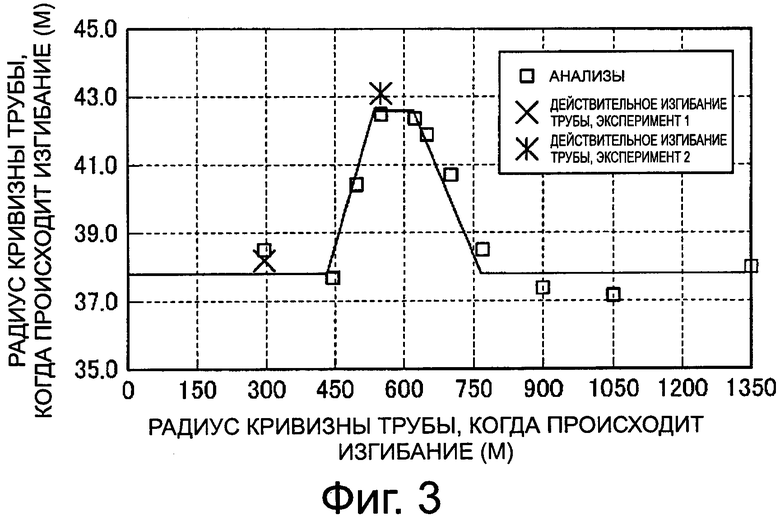
Результаты экспериментов по изгибанию стальной трубы, проводившихся с реальными трубами, продемонстрировали, что локальный минимум волновой формы около кругового сваренного участка воздействует на изгибание стальной трубы. Тогда изобретатели провели аналитические эксперименты с использованием стальной трубы с той же самой внешней формой и толщиной листа, как у стальной трубы, использовавшейся в экспериментах по изгибанию стальной трубы (внешний диаметр 48 дюймов, толщина листа 22,0 мм), в то же время изменяя положение локального минимума волновой формы на шаг в 150 мм в пределах диапазона от 300 мм до 1050 мм около кругового сваренного участка. Результаты этих экспериментов отображены на графике фиг. 3. Вертикальная ось графика на фиг. 3 представляет радиус кривизны (в метрах), а горизонтальная ось представляет расстояние (в миллиметрах) от продольного конечного участка до локального минимума. На графике, показанном на фиг. 3, также включены результаты экспериментов по изгибанию, проводившихся на реальных трубах.
Как показано на графике фиг. 3, когда волновая форма имела локальный минимум в положениях 300 мм и 450 мм, радиус кривизны, вызванной изгибанием трубы, составлял около 37 метров. И наоборот, когда волновая форма имела локальный минимум в диапазоне от 450 мм до 750 мм, изгибание происходило с большим радиусом кривизны, показывая более низкое сопротивление изгибанию. 300 мм соответствуют 1,5λ, 450 мм соответствуют 2,26λ, а 750 мм соответствуют 3,86λ. Этот эксперимент аналитически продемонстрировал, что в том случае, когда волновая форма имеет локальный минимум в диапазоне от 2,26λ до 3,86λ, сопротивление изгибанию участка является более низким, а когда волновая форма не имеет локальный минимум в этом диапазоне, сваренный участок может достигать рабочих характеристик по деформации, ожидаемых в основном материале стальной трубы.
Второй вариант осуществления изобретения
Сейчас будет разъясняться стальная труба UOE, в соответствии со вторым вариантом осуществления настоящего изобретения.
Трубопровод с наибольшей вероятностью должен изгибаться около кругового соединения вследствие разницы в жесткости около кругового сваренного участка. Изгибание часто происходит в положении, расположенном дальше от кругового сваренного участка приблизительно на первоначальное изгибание полуволны λ стальной трубы UOE, которое определяется толщиной листа и внешним диаметром стальной трубы. Чтобы предотвратить изгибание, жесткость секции, в которой трубопровод с наибольшей вероятностью должен изгибаться, может быть увеличена, или могут быть улучшены размерные характеристики трубопровода. Однако, в том случае, когда жесткость местоположения, в котором происходит изгибание, увеличивается, изменяется только положение, в котором трубопровод изгибается, а величина деформации изгибания, являющегося результатом изгибания, и величина деформации в изогнутом участке остаются теми же самыми. Поэтому изобретатели настоящего изобретения сфокусировались на улучшении размерных характеристик, в частности, на осевом распределении внешних форм среди размерных характеристик, как фактора, который с большей вероятностью значительно воздействует на изгибание.
Стальная труба UOE является примером стальной трубы, имеющей осевое распределение внешних форм. Процесс производства стальной трубы UOE включает в себя улучшение округлой формы стальной трубы за счет вставления в трубу прессовых матриц и повторяющегося расширения с заданным интервалом. Полученная в результате внешняя форма стальной трубы UOE имеет участки большего диаметра и участки меньшего диаметра, которые являются непрерывными, т.е. труба имеет волнистую внешнюю форму в продольном сечении. Такая стальная труба UOE вероятно будет изгибаться в области с локальным минимумом в волновой форме. Когда трубопровод, полученный в результате сваривания вместе стальных труб, имеет локальный минимум в положении, в котором вероятно должно произойти изгибание, небольшое изменение в форме внешнего диаметра вызывает изгибание трубопровода, и в результате рабочие характеристики по деформации всей стальной трубы становятся хуже.
Изобретатели настоящего изобретения предложили идею сплющивания (то есть без изменения в радиальных направлениях в стальной трубе или с небольшим изменением) участка, где вероятно должно произойти изгибание трубопровода, в качестве улучшения размерных характеристик. Затем изобретатели произвели исследования по соотношению между длиной плоского участка и рабочих характеристик по деформации за счет проведения эксперимента и анализа в таких же условиях, как и в эксперименте с применением способа конечных элементов и с использованием типичной стальной трубы, имеющей внешний диаметр 48 дюймов (1219 мм), толщину листа 22,0 мм, и длину 8000 мм, а также обеспеченной круговым сваренным участком в продольном центре, при этом круговой сваренный участок получается за счет многопроходной сварки с одиннадцатью проходами (приблизительно от 1.1 до 2.0 кДж/мм) при использовании сварочного материала MG-S70.
Полученный результат показывает, что стальная труба с плоским участком, покрывающим диапазон от приблизительно 400 мм от продольного конечного участка, имел рабочие характеристики по деформации, эквивалентные характеристикам трубы без какого-либо кругового соединения. В то время как рабочие характеристики по деформации стальной трубы с круговым соединением и без плоских продольных конечных участков составляли 1,35 процентов 2De скользящей средней деформации (коэффициент степени искривления, представляющий величину деформации сжатия, при которой происходит изгибание, когда контрольная точка устанавливается дважды на внешнем диаметре De), стальной трубы с плоским участком приблизительно 400 мм (2λ) или более показывал рабочие характеристики по деформации 1,55 процентов, позволяя изобретателям подтвердить улучшение сопротивления изгибанию приблизительно на 15 процентов.
В приведенном выше описании использовалась типичная стальная труба, имеющая внешний диаметр, составляющий 48 дюймов (1219 мм), и толщину листа 22,0 мм, но длина плоского участка может изменяться в зависимости от диаметра или толщины листа стальной трубы. Поэтому изобретатели настоящего изобретения провели аналитические эксперименты с использованием стальных труб различных диаметров и толщиной листа, чтобы найти диапазон, в котором происходит изгибание, и выяснили, что существует корреляция между диапазоном, в котором происходит изгибание и первоначальным изгибанием полуволны λ стальной трубы. Первоначальное изгибание полуволны λ плоскостности может быть рассчитано по формуле 1.72√ (De/2*t), где De является внешним диаметром конца трубы, a t является толщины листа стальной трубы), а диапазон, в котором происходит изгибание, может выражаться с использованием первоначального изгибания полуволны λ стальной трубы как диапазон 2λ от кругового сваренного участка в продольном направлении.
Основываясь на этих исследованиях, для того чтобы улучшить сопротивление изгибанию трубопровода, произведенного из стальных труб UOE, сваренных вместе в осевом направлении, диапазон 2λ от кругового сваренного участка может быть выполнен плоским, для того чтобы локальный минимум волновой формы не формировался в любом местоположении, в котором вероятно может произойти изгибание, таким образом уменьшая вероятность изгибания трубы в этой области и вызывая изгибание трубы в других областях. Вследствие того что другие области стальной трубы являются участками основного материала стальной трубы, находящимися на расстоянии от кругового сваренного участка, рабочие характеристики по деформации всего трубопровода определяются рабочими характеристиками по деформации, ожидаемыми от основного материала стальной трубы.
Вследствие того что невозможно достигнуть полной плоскостности на внешнем диаметре реальной трубы, изобретатели настоящего изобретения экспериментировали со степенью плоскостности внешнего диаметра, где достигался благоприятный эффект. В результате, изобретатели подтвердили, что за счет управления величиной изменения, при обзоре в продольном сечении внешнего диаметра на 0,02 процента или менее от внешнего диаметра стальной трубы, эффект получается почти такой же, как эффект, который может достигаться при полной плоскостности. В приведенном выше разъяснении стальная труба UOE использовалась в качестве примера стальной трубы, имеющей осевое распределение внешних форм, но полученные данные, которые описывались выше, не ограничиваются стальными трубами UOE.
Сейчас будет разъясняться специфическая структура стальной трубы UOE, в соответствии со вторым вариантом осуществления изобретения. В приведенном далее разъяснении варианта осуществления изобретения стальная труба UOE используется в качестве примера стальной трубы, имеющей осевое распределение внешних форм.
Вследствие того что процесс производства стальной трубы UOE включает в себя процесс улучшения точности формообразования стальной трубы за счет вставления в трубу прессовых матриц и повторяющегося расширения с заданным интервалом, волновая форма с длиной волны 2λ и амплитудой f формируется на полученной в результате внешней поверхности основной стальной трубы 11 UOE в продольном сечении, как проиллюстрировано на фиг. 5. Если волновая форма имеет локальный минимум в пределах диапазона приблизительно 2λ от конечных участков стальной трубы 11 UOE, то сопротивление изгибанию уменьшается.
Поэтому стальной трубе 2 UOE, в соответствии с вариантом осуществления изобретения, придается форма с плоским участком 2а, покрывающим диапазон 2λ от конечных участков, как проиллюстрировано на фиг. 4. Где λ является первоначальным изгибанием полуволны стальной трубы, при этом λ=1.72√ (De/2*t), где De является внешним диаметром конца трубы, a t является толщины листа стальной трубы UOE. Плоский участок 2а является участком, в котором величина изменения внешней формы трубы контролируется на 0,02 процента или менее в отношении внешнего диаметра стальной трубы.
Типичный способ производства стальной трубы 2 UOE, в котором каждый продольный конечный участок обеспечивается плоским участком 2а, состоит в расширении стальной трубы с помощью труборасширительных прессовых матриц в более короткий временной интервал во время процесса производства стальной трубы UOE. За счет использования более короткого интервала времени расширения, волновые формы накладываются друг на друга таким образом, что их амплитуда и частота уменьшаются. Способ, в котором формируются плоский участок 2а, этим не ограничивается и может быть выполнен любыми другими способами.
Вследствие того, что стальная труба 2 UOE, в соответствии со вторым вариантом осуществления изобретения, имеет плоский участок 2а, покрывающий диапазон 2λ от соответствующего продольного конечного участка, то такой формы, которая вызывает изгибание в каком-либо местоположении, где сопротивление изгибанию вероятно должно быть низким около кругового сваренного участка, т.е. в пределах диапазона 2λ от соответствующего продольного конечного участка, не существует. Таким образом, сопротивление изгибанию всей структуры, образованной за счет кругового сваривания торцевых частей множества стальных труб, может быть улучшено. Примеры структуры, образованной за счет кругового сваривания стальных труб, включают в себя трубопровод, стальную трубчатую сваю, и стальную трубчатую шпунтовую сваю.
В приведенном выше описании стальная труба UOE используется как пример стольной трубы, имеющей осевое распределение внешних форм, но настоящее изобретение не ограничивается стальными трубами UOE, и может достигать тех же самых благоприятных эффектов в любой стальной трубе, изготовленной любым способом.
Сейчас будут разъясняться некоторые результаты экспериментов по изгибанию стальной трубы и аналитических экспериментов для подтверждения благоприятных эффектов, достигаемых с помощью второго варианта осуществления изобретения.
Вариант осуществления изобретения
Эксперимент по изгибанию стальной трубы
В этом эксперименте использовалась стальная труба UOE с внешним диаметром 48 дюймов и толщиной листа 22,0 мм. Перед экспериментом была измерена форма внешней поверхности стальной трубы. График на фиг. 6А иллюстрирует распределение форм на тестируемой стальной трубе UOE. Вертикальная ось представляет диаметр трубы (в миллиметрах), а горизонтальная ось представляет положение в осевом направлении (в миллиметрах). В этом эксперименте положение кругового сваренного участка Р стальной трубы S, изготовленной по способу UOE, проиллюстрированное на фиг. 6В, было установлено на ноль (миллиметров) в осевом направлении.
Как проиллюстрировано на фиг. 6А, на тестируемой стальной трубе UOE наблюдалась волнистость внешней поверхности. Эта волнистая форма является результатом расширений трубы с помощью прессовых матриц в процессе производства стальной трубы UOE. Поэтому частота изменения формы близка к частоте расширения, и все полученные в результате механического расширения амплитуды были почти постоянными. На тестируемой стальной трубе локальный минимум волновой формы был обнаружен в положении, приблизительно расположенном в 550 мм от кругового сваренного участка стальной трубы.
Фиг. 7А является фотографией, показывающей результат эксперимента по изгибанию стальной трубы. В этом эксперименте изгибающий момент был приложен таким образом, чтобы изгибать стальную трубу S, которая первоначально была прямой, таким образом формируя изогнутый участок Р1 около кругового сваренного участка Р, как проиллюстрировано на фиг. 7В и 7С. В дальнейшем «осевое положение» определяется со ссылкой на круговой сваренный участок Р (=0). Фиг. 8А является графиком распределения деформации во время изгибания, при этом вертикальная ось представляет деформацию е (в процентах), а горизонтальная ось представляет осевое положение (в миллиметрах) на стальной трубе.
Как показано на фиг. 8А, распределение деформации растяжения представляет распределение деформации, измеренное в круговом положении Ө=0 градусов на поверхности стальной трубы S, проиллюстрированной на фиг. 8В. Распределение деформации сжатия представляет распределение деформации, измеренное в круговом положении Ө=180 градусов на поверхности стальной трубы S. Однородное распределение деформации наблюдалось перед изгибанием трубы. После того как труба изогнулась, наблюдалось отчетливое увеличение деформации сжатия (большое увеличение изгибания в продольном положении +500 мм от кругового сваренного участка, проиллюстрированного на фиг. 7А) в области изгиба, как проиллюстрировано на фиг. 8А.
Аналитические эксперименты
Результат эксперимента по изгибанию стальной трубы, проводимого с реальной трубой, продемонстрировал, какое воздействие оказывал локальный минимум волновой формы около кругового сваренного участка, когда стальная труба изгибалась. Основываясь на этом результате, изобретатели провели анализы на стальной трубе с отсутствием локального минимума волновой формы около кругового сваренного участка, в то же время изменяя длину плоской области без локального минимума волновой формы. Фиг. 9 является графиком, показывающим результаты анализов. Вертикальная ось представляет радиус кривизны (в метрах), а горизонтальная ось представляет длину плоской секции около кругового соединения (в миллиметрах).
Как проиллюстрировано на фиг. 9, полученный результат вычерчивает кривую, достигающую верхней границы на длине плоского участка приблизительно 400 мм. Там где не было плоского участка, сопротивление изгибанию было ниже на 15 процентов или около этого. С плоским участком, имеющим длину приблизительно 400 мм или более, достигаются рабочие характеристики по деформации, эквивалентные характеристикам стальной трубы без какого-либо сварного участка.
Основываясь на этом результате, было показано, что с данным плоским участком длиной 400 мм или около этого, стальная труба с внешним диаметром 48 дюймов и толщиной листа 22,0 мм может достигать рабочих характеристик по деформации, эквивалентных характеристикам основного материала стальной трубы. Как упоминалось ранее, такая длина плоского участка может изменяться в зависимости от диаметра и толщины листа трубы, при этом она коррелируется с первоначальным изгибанием полуволны λ стальной трубы. В стальной трубе с внешним диаметром 48 дюймов и толщиной листа 22,0 мм λ приблизительно составляет 200 мм.
Из графика, показанного на фиг. 9, можно увидеть считывание длины плоского участка, в значительной степени гарантирующего высокие рабочие характеристики по деформации, который стабильно составляет приблизительно 400 мм. Другими словами, за счет обеспечения плоского участка, т.е. области, которая с меньшей вероятностью подвержена изгибанию около кругового сваренного участка, на длине, соответствующей длине волны (2λ) или более, труба меньше изгибается в области, которая первоначально вероятно должна была изгибаться, при этом она изгибается в других областях. Под «другими областями» подразумеваются участки основного материала стальной трубы на расстоянии от сварного шва. Когда трубе позволяется изгибаться в таких областях, рабочие характеристики по деформации всего трубопровода определяются рабочими характеристиками по деформации, ожидаемыми от основного материала трубы.
Разъяснявшиеся выше некоторые варианты осуществления изобретения являются вариантами, в которых использовалось раскрываемое изобретение, но объем настоящего изобретения не ограничивается каким-либо образом этими описаниями и чертежами, которые являются частью настоящего раскрываемого изобретения. Например, одна или обе стальные трубы, выполненные по способу UOE (формовка на U- и O-образных гибочных прессах, сварка, экспандирование), в соответствии с первым вариантом осуществления изобретения и стальной трубой UOE в соответствии со вторым вариантом осуществления изобретения, могут быть выбраны в зависимости от рабочих характеристик технических средств, используемых в формообразовании стальной трубы UOE, или времени производства. Например, когда требуется длительное время для производства стальной трубой UOE в соответствии со вторым вариантом осуществления изобретения, вместо этого может быть произведена стальная труба UOE в соответствии с первым вариантом осуществления изобретения. Другие варианты осуществления изобретения, примеры, и технологии операций, которые могут осуществляться специалистами в данной области техники, или аналогичные варианты, основанные на этих вариантах осуществления изобретения, попадают в пределы объема настоящего изобретения.
Промышленная применимость
В соответствии с настоящим изобретением, могут быть обеспечены стальная труба UOE со структурой, в которой могут быть сформированы улучшенные рабочие характеристики по изгибанию, а также структура с улучшенными рабочими характеристиками по изгибанию.

Изобретение относится к области изготовления сварных труб большого диаметра, используемых для формирования трубопровода стыковой круговой сваркой. Стальная труба выполнена формовкой на U-образных и О-образных гибочных прессах с расширением трубы с помощью прессовых матриц по способу UOE. Наружная поверхность трубы выполнена волнистой формы в продольном направлении. Предотвращение разрыва сварного участка трубопровода при изгибе обеспечивается за счет того, что труба выполнена без локального минимума диаметра волнистой формы в пределах длины в диапазоне от 2,26λ до 3,86λ, от обоих конечных участков в продольном направлении, или труба имеет плоские участки, в которых значение изменения в диаметре трубы меньше или равно 0,02 процентам от наружного диаметра стальной трубы UOE, расположенные, по меньшей мере, в диапазоне 2λ от обоих конечных участков в продольном направлении, где λ регламентирована математической зависимостью. 3 н. и 2 з.п. ф-лы, 9 ил.
1. Стальная труба, выполненная формовкой на U-образных и О-образных гибочных прессах с расширением трубы с помощью прессовых матриц по способу UOE, используемая для формирования трубопровода стыковой круговой сваркой, наружная поверхность которой выполнена волнистой формы в продольном направлении, при этом труба выполнена без локального минимума диаметра волнистой формы в пределах длины в диапазоне от 2,26λ до 3,86λ от обоих конечных участков в продольном направлении,
где λ=1,72√(De/2*t) - первоначальный изгиб полуволны стальной трубы;
De - внешний диаметр конца трубы;
t - толщина стенки стальной трубы.
2. Труба по п. 1, которая обеспечена регулированием продольного расстояния перемещения труборасширительных прессовых матриц при расширении трубы.
3. Труба по п. 1, которая выполнена с отрезанными конечными участками в продольном направлении.
4. Стальная труба, выполненная формовкой на U-образных и О-образных гибочных прессах с расширением трубы с помощью прессовых матриц по способу UOE, используемая для формирования трубопровода стыковой круговой сваркой, наружная поверхность которой выполнена волнистой формы в продольном направлении, при этом труба имеет плоские участки, в которых значение изменения в диаметре трубы меньше или равно 0,02 процентам от наружного диаметра стальной трубы UOE, расположенные, по меньшей мере, в диапазоне 2λ от обоих конечных участков в продольном направлении,
где λ=1,72√(De/2*t) - первоначальный изгиб полуволны стальной трубы;
De - внешний диаметр конца трубы;
t - толщина стенки стальной трубы.
5. Трубопровод, сформированный стыковой круговой сваркой стальных труб, отличающийся тем, что он образован стыковой круговой сваркой обоих конечных участков в продольном направлении стальных труб UOE по любому из пп. 1-3 или 4.
| JP2010230107 A, 14.10.2010 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ЛОКАЛЬНЫХ УЧАСТКОВ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ С МАКСИМАЛЬНОЙ ДЕФОРМАЦИЕЙ | 2004 |
|
RU2272248C1 |
| JP 2008307594 A, 25.12.2008 | |||
| JP 2010230107 A, 14.10.2010. | |||

