Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к высокопрочному холоднокатаному стальному листу, имеющему превосходную пригодность к отбортовке-вытяжке и прецизионную перфорируемость, и к способу его изготовления.
Настоящая заявка основана и испрашивает приоритет по Японской патентной заявке № 2011-164383, поданной 27 июля 2011 года, полное содержание которой включено в настоящее описание посредством ссылки.
Уровень техники
[0002] Для сокращения выбросов газообразного диоксида углерода из автомобилей стимулировалось снижение веса кузовов автомобильных транспортных средств с использованием высокопрочных стальных листов. Кроме того, чтобы также обеспечить безопасность пассажиров, также в возрастающем масштабе использовался высокопрочный стальной лист для кузова автомобильных транспортных средств, в дополнение к листу из мягкой стали. Чтобы дополнительно содействовать снижению веса кузовов автомобильных транспортных средств, в дальнейшем необходимо повышать уровень эксплуатационной прочности высокопрочного стального листа в большей степени, чем обычно. Однако, когда высокопрочный стальной лист используют для наружной пластинчатой детали, часто применяют резку, вырубку и тому подобные операции, и, кроме того, когда высокопрочный стальной лист используют для детали основания кузова, зачастую привлекают методы обработки, выполняемые приложением срезающего усилия, такого как перфорирование, чем обусловлено то, что потребовался стальной лист, имеющий превосходную прецизионную перфорируемость. Кроме того, такие обработки, как снятие заусенцев, также во все большем масштабе выполнялись после резки, так что пригодность к отбортовке-вытяжке также является важной характеристикой в отношении обработки. Однако, когда прочность стального листа в целом возрастает, снижается точность перфорирования, и также ухудшается пригодность к отбортовке-вытяжке.
[0003] Что касается прецизионной перфорируемости, то, как раскрыто в патентных документах 1 и 2, перфорирование выполняют в мягком состоянии, и доведения до высокой прочности достигают термической обработкой и цементацией, но становится более продолжительным производственный процесс, вызывая тем самым возрастание затрат. С другой стороны, в патентном документе 3 также представлен способ улучшения прецизионной перфорируемости путем сфероидизации цементита в условиях отжига, но совершенно не обсуждается достижение пригодности к отбортовке-вытяжке, важной для обработки кузовов автомобильных транспортных средств и тому подобного, и прецизионной перфорируемости.
[0004] В отношении пригодности к отбортовке-вытяжке для достижения высокой прочности также представлен метод регулирования структуры стального листа для улучшения локального относительно удлинения, и непатентный документ 1 сообщает, что регулирование включений, делающих структуры однородными, и, кроме того, сокращение различий в твердости между структурами являются эффективными для изгибаемости и пригодности к отбортовке-вытяжке. Кроме того, непатентный документ 2 раскрывает способ, в котором регулируют температуру завершения горячей прокатки, степень обжатия и температурный диапазон чистовой прокатки, стимулируют рекристаллизацию аустенита, подавляют развитие текстуры прокатки и разупорядочивают кристаллографические ориентации, чтобы тем самым повысить прочность, пластичность и пригодность к отбортовке-вытяжке.
Из непатентных документов 1 и 2 можно заключить, что структуры и текстура прокатки сделаны равномерными, тем самым обеспечивая возможность улучшения пригодности к отбортовке-вытяжке, но вообще не обсуждается в целом достижение прецизионной перфорируемости и пригодности к отбортовке-вытяжке.
Предшествующие источники информации
Патентный документ
[0005] Патентный документ 1: Публикация патента Японии № Н3-2942.
Патентный документ 2: Публикация патента Японии № Н5-14764.
Патентный документ 3: Публикация патента Японии № Н2-19173.
[Непатентный документ]
[0006] Непатентный документ 1: авторы K. Sugimoto и др., [ISIJ International] (2000), том 40, стр. 920.
Непатентный документ 2: автор Kishida, [Nippon Steel Technical Report] (1999), № 371, стр. 13.
Сущность изобретения
Проблемы, разрешаемые изобретением
[0007] Таким образом, настоящее изобретение разработано с учетом вышеописанных проблем и имеет целью создание холоднокатаного стального листа, имеющего высокую прочность и имеющего превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, и способа изготовления, пригодного для получения стального листа недорогим и стабильным путем.
Средства разрешения проблем
[0008] Авторы настоящего изобретения оптимизировали компоненты и условия получения высокопрочного стального листа и регулировали структуры стального листа, чтобы тем самым добиться успеха в изготовлении стального листа, имеющего превосходные прочность, пригодность к отбортовке-вытяжке и прецизионную перфорируемость. Суть состоит в следующем.
[0009] [1] Высокопрочный холоднокатаный стальной лист, имеющий превосходную пригодность к отбортовке-вытяжке и прецизионную перфорируемость, содержит:
в % по массе,
С: от более 0,01% до 0,4% или менее;
Si: не менее 0,001% и не более 2,5%;
Mn: не менее 0,001% и не более 4%;
Р: от 0,001 до 0,15% или менее;
S: от 0,0005 до 0,03% или менее;
Al: не менее 0,001% и не более 2%;
N: от 0,0005 до 0,01% или менее; и
остальное количество, составленное железом и неизбежными загрязняющими примесями, причем в диапазоне от 5/8 до 3/8 толщины листа от поверхности стального листа среднее значение полюсных плотностей группы ориентаций от {100}<011> до {223}<110>, представленной соответствующими кристаллографическими ориентациями {100}<011>, {116}<110>, {114}<110>, {113}<110>, {112}<110>, {335}<110> и {223}<110>, составляет 6,5 или менее, и полюсная плотность кристаллографической ориентации {332}<113> составляет 5,0 или менее, и
структура, в единицах доли площади, содержит более 5% перлита, сумма бейнита и мартенсита ограничена до величины менее 5%, и остальное количество составлено ферритом.
[2] Высокопрочный холоднокатаный стальной лист, имеющий превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [1], в котором, кроме того, твердость по Виккерсу перлитной фазы составляет не менее 150 единиц HV и не более 300 единиц HV.
[3] Высокопрочный холоднокатаный стальной лист, имеющий превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [1], в котором, кроме того, коэффициент r в направлении, перпендикулярном направлению прокатки (rC), составляет 0,70 или более, коэффициент r в направлении под углом 30° к направлению прокатки (r30) составляет 1,10 или менее, коэффициент r по направлению прокатки (rL) составляет 0,70 или более, и коэффициент r в направлении под углом 60° к направлению прокатки (r60) составляет 1,10 или менее.
[4] Высокопрочный холоднокатаный стальной лист, имеющий превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [1] дополнительно содержит:
элемент одного типа или двух или более типов из
в % по массе,
Ti: не менее 0,001% и не более 0,2%,
Nb: не менее 0,001% и не более 0,2%,
В: не менее 0,0001% и не более 0,005%,
Mg: не менее 0,0001% и не более 0,01%,
Rem (редкоземельные металлы): не менее 0,0001% и не более 0,1%,
Са: не менее 0,0001% и не более 0,01%,
Mo: не менее 0,001% и не более 1%,
Cr: не менее 0,001% и не более 2%,
V: не менее 0,001% и не более 1%,
Ni: не менее 0,001% и не более 2%,
Cu: не менее 0,001% и не более 2%,
Zr: не менее 0,0001% и не более 0,2%,
W: не менее 0,001% и не более 1%,
As: не менее 0,0001% и не более 0,5%,
Со: не менее 0,0001% и не более 1%,
Sn: не менее 0,0001% и не более 0,2%,
Pb: не менее 0,001% и не более 0,1%,
Y: не менее 0,001% и не более 0,1%, и
Hf: не менее 0,001% и не более 0,1%.
[5] Высокопрочный холоднокатаный стальной лист, имеющий превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [1], в котором, кроме того, когда стальной лист, толщину которого сокращают до 1,2 мм, с центральной частью толщины листа, установленной в качестве центра, подвергают перфорированию с использованием круглого пуансона с диаметром Ø 10 мм и круглой матрицы с 1%-ным зазором, процентная доля поверхности среза на поверхности кромки отверстия становится равной 90% или более.
[6] Высокопрочный холоднокатаный стальной лист, имеющий превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [1], в котором на поверхности создают полученный погружением в горячую ванну слой гальванического покрытия или легированный слой гальванического покрытия, полученный погружением в горячую ванну.
[7] Способ изготовления высокопрочного холоднокатаного стального листа, имеющего превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, включает стадии, в которых:
на стальной заготовке, содержащей:
в % по массе,
С: от более 0,01 до 0,4% или менее;
Si: не менее 0,001% и не более 2,5%;
Mn: не менее 0,001% и не более 4%;
Р: от 0,001 до 0,15% или менее;
S: от 0,0005 до 0,03% или менее;
Al: не менее 0,001% и не более 2%;
N: от 0,0005 до 0,01% или менее; и
причем остальное количество составлено железом и неизбежными загрязняющими примесями,
выполняют первую горячую прокатку, в которой проводят прокатку со степенью обжатия 40% или более один раз или более в температурном диапазоне не ниже 1000°С и не выше 1200°С;
регулируют диаметр аустенитного зерна на величину 200 мкм или менее первой горячей прокаткой;
выполняют вторую горячую прокатку, в которой проводят прокатку со степенью обжатия 30% или более в одном проходе по меньшей мере один раз в температурном диапазоне не ниже, чем определяемая приведенным ниже Выражением (1) температура Т1+30°С, и не выше, чем Т1+200°С;
регулируют общую степень обжатия при второй горячей прокатке на 50% или более;
выполняют конечное обжатие при степени обжатия 30% или более во второй горячей прокатке и затем начинают охлаждение перед холодной прокаткой таким образом, чтобы время выдержки t секунд удовлетворяло нижеприведенному Выражению (2);
регулируют среднюю скорость охлаждения при охлаждении перед холодной прокаткой на 50°С/секунду или более и регулируют падение температуры так, чтобы оно происходило в пределах диапазона не менее, чем на 40°С, и не более, чем на 140°С;
выполняют холодную прокатку со степенью обжатия не менее 40% и не более 80%;
выполняют нагрев до температуры в диапазоне от 750 до 900°С и проводят выдерживание в течение времени не короче 1 секунды и не дольше 300 секунд;
выполняют первичное охлаждение после холодной прокатки до температуры в диапазоне не ниже 580°С и не выше 750°С, со средней скоростью охлаждения не менее 1°С/сек и не более 10°С/сек;
выполняют выдерживание в течение времени не короче 1 секунды и не дольше 1000 секунд при условии, что скорость снижения температуры становится равной 1°С/сек или менее; и
выполняют вторичное охлаждение после холодной прокатки со средней скоростью охлаждения от 5°С/сек или менее, причем:
T1 (°С)=850+10×(C+N)×Mn+350×Nb+250×Ti+40×B+10×Cr+100×Mo+100×V Выражение (1),
где каждый из С, N, Mn, Nb, Ti, В, Cr, Mo и V представляет содержание элемента (% по массе),
t≤2,5×t1 Выражение (2),
где t1 получается согласно нижеприведенному Выражению (3),
t1=0,001×((Tf-T1)×P1/100)2-0,109×((Tf-T1)×Р1/100)+3,1
Выражение (3),
где в вышеуказанном Выражении (3) Tf представляет температуру стальной заготовки, полученной после конечного обжатия при степени обжатия 30% или более, и Р1 представляет степень обжатия при конечном обжатии на уровне 30% или более.
[8] Способ изготовления высокопрочного холоднокатаного стального листа, имеющего превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [7], в котором
общая степень обжатия в температурном диапазоне ниже Т1+30°С составляет 30% или менее.
[9] Способ изготовления высокопрочного холоднокатаного стального листа, имеющего превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [7], в котором
время выдержки t секунд дополнительно удовлетворяет нижеприведенному Выражению (2а),
t<t1 Выражение (2а).
[10] Способ изготовления высокопрочного холоднокатаного стального листа, имеющего превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [7], в котором
время выдержки t секунд дополнительно удовлетворяет нижеприведенному Выражению (2b),
t1≤t≤t1×2,5 Выражение (2b).
[11] Способ изготовления высокопрочного холоднокатаного стального листа, имеющего превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [7], в котором
охлаждение перед холодной прокаткой начинают между клетями прокатного стана.
[12] Способ изготовления высокопрочного холоднокатаного стального листа, имеющего превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [7] дополнительно включает стадию, в которой:
выполняют намотку в рулон при температуре 650°С или ниже, для получения горячекатаного стального листа после выполнения охлаждения перед холодной прокаткой и перед проведением холодной прокатки.
[13] Способ изготовления высокопрочного холоднокатаного стального листа, имеющего превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [7], в котором,
когда выполняют нагрев до температуры в диапазоне от 750 до 900°С после холодной прокатки, среднюю скорость нагрева от температуры не ниже, чем комнатная температура, и не выше 650°С, регулируют на значение HR1 (°С/секунду), согласно нижеприведенному Выражению (5), и
среднюю скорость нагрева от температуры выше 650°С до температуры от 750 до 900°С регулируют на значение HR2 (°С/секунду), согласно нижеприведенному Выражению (6), где
HR1≥0,3 Выражение (5),
HR2≤0,5×HR1 Выражение (6).
[14] Способ изготовления высокопрочного холоднокатаного стального листа, имеющего превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [7] дополнительно включает стадию, в которой:
выполняют на поверхности гальванизацию погружением в горячую ванну.
[15] Способ изготовления высокопрочного холоднокатаного стального листа, имеющего превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость, согласно пункту [14] дополнительно включает стадию, в которой:
после проведения гальванизации погружением в горячую ванну выполняют легирующую обработку при температуре от 450 до 600°С.
Эффект изобретения
[0010] Согласно настоящему изобретению возможно создание высокопрочного холоднокатаного стального листа, имеющего превосходные пригодность к отбортовке-вытяжке и прецизионную перфорируемость. Когда этот стальной лист применяют, в частности, улучшается полезная продуктивность, когда обрабатывают и используют высокопрочный стальной лист, снижаются затраты, и так далее, приводя к тому, что является существенным вкладом в развитие промышленности.
Краткое описание чертежей
[0011] [Фиг.1] Фиг. 1 представляет вид, показывающий взаимосвязь между средним значением полюсных плотностей группы ориентаций от {100}<011> до {223}<110> и величиной «предел прочности при растяжении × коэффициент раздачи отверстия»;
[Фиг.2] Фиг. 2 представляет вид, показывающий взаимосвязь между полюсной плотностью группы ориентации {332}<113> и величиной «предел прочности при растяжении × коэффициент раздачи отверстия»;
[Фиг.3] Фиг. 3 представляет вид, показывающий взаимосвязь между коэффициентом r в направлении, перпендикулярном направлению прокатки (rC), и величиной «предел прочности при растяжении × коэффициент раздачи отверстия»;
[Фиг.4] Фиг. 4 представляет вид, показывающий взаимосвязь между коэффициентом r в направлении под углом 30° к направлению прокатки (r30) и величиной «предел прочности при растяжении × коэффициент раздачи отверстия»;
[Фиг.5] Фиг. 5 представляет вид, показывающий взаимосвязь между коэффициентом r в направлении прокатки (rL) и величиной «предел прочности при растяжении × коэффициент раздачи отверстия»;
[Фиг.6] Фиг. 6 представляет вид, показывающий взаимосвязь между коэффициентом r в направлении под углом 60° к направлению прокатки (r60) и величиной «предел прочности при растяжении × коэффициент раздачи отверстия»;
[Фиг.7] Фиг. 7 показывает взаимосвязь между долей твердой фазы и процентной долей поверхности среза на поверхности кромки отверстия;
[Фиг.8] Фиг. 8 показывает взаимосвязь между диаметром аустенитного зерна после черновой прокатки и коэффициентом r в направлении, перпендикулярном направлению прокатки (rC);
[Фиг.9] Фиг. 9 показывает взаимосвязь между диаметром аустенитного зерна после черновой прокатки и коэффициентом r в направлении под углом 30° к направлению прокатки (r30);
[Фиг.10] Фиг. 10 показывает взаимосвязь между числом циклов прокатки при степени обжатия 40% или более в черновой прокатке и диаметром аустенитного зерна после черновой прокатки;
[Фиг.11] Фиг. 11 показывает взаимосвязь между степенью обжатия при температурах от Т1+30 до Т1+150°С и средним значением полюсных плотностей группы ориентаций от {100}<011> до {223}<110>;
[Фиг.12] Фиг. 12 представляет пояснительное изображение технологической линии непрерывной горячей прокатки;
[Фиг.13] Фиг. 13 показывает взаимосвязь между степенью обжатия при температурах от Т1+30 до Т1+150°С и полюсной плотностью кристаллографической ориентации {332}<113>; и
[Фиг.14] Фиг. 14 показывает взаимосвязь между процентной долей поверхности среза и величиной «предел прочности при растяжении × коэффициент раздачи отверстия» для сталей согласно настоящему изобретению и сравнительных сталей.
Вариант осуществления изобретения
[0012] Далее будет подробно разъяснено содержание настоящего изобретения.
[0013] (Кристаллографическая ориентация)
В настоящем изобретении особенно важно, чтобы в диапазоне от 5/8 до 3/8 толщины листа от поверхности стального листа среднее значение полюсных плотностей группы ориентаций от {100}<011> до {223}<110> составляло 6,5 или менее, и полюсная плотность кристаллографической ориентации {332}<113> составляла 5,0 или менее. Как показано на фиг.1, до тех пор, пока среднее значение группы ориентаций от {100}<011> до {223}<110>, когда измерение рентгеновской дифракции проводят в диапазоне толщины листа от 5/8 до 3/8 толщины листа от поверхности стального листа для получения полюсных плотностей соответствующих ориентаций, составляет 6,5 или менее (желательно 4,0 или менее), величина «предел прочности при растяжении × коэффициент раздачи отверстия» составляет ≥30000, что требуется для того, чтобы обработка детали основания кузова непосредственно удовлетворяла требуемым условиям. Когда среднее значение составляет свыше 6,5, анизотропия механических характеристик стального листа становится чрезвычайно высокой, и, кроме того, пригодность к раздаче отверстия улучшается только по определенному направлению, но материал в отличном от этого направлении значительно повреждается, приводя к тому, что становится невозможным удовлетворить условие «предел прочности при растяжении × коэффициент раздачи отверстия ≥30000», которое необходимо для обработки детали основания кузова. С другой стороны, когда среднее значение становится меньшим, чем 0,5, которое затруднительно достигнуть в современном общем процессе непрерывной горячей прокатки, возникает проблема ухудшения пригодности к раздаче отверстия.
[0014] В группу ориентаций от {100}<011> до {223}<110> входят ориентации {100}<011>, {116}<110>, {114}<110>, {113}<110>, {112}<110>, {335}<110> и {223}<110>.
[0015] Полюсная плотность синонимична отношению произвольных интенсивностей рентгеновского излучения. Полюсная плотность (отношение интенсивностей рентгеновского излучения по отношению к бестекстурному образцу) представляет собой численное значение, полученное измерением интенсивностей рентгеновского излучения на стандартном образце, не имеющем скопления с конкретной ориентацией, и испытательного образца, в одних и тех же условиях с помощью рентгеновской дифрактометрии или тому подобного, и делением полученной интенсивности рентгеновского излучения от испытательного образца на интенсивность рентгеновского излучения стандартного образца. Эту полюсную плотность измеряют с использованием устройства для рентгеновской дифракции, EBSD (дифракции обратно рассеянных электронов) или тому подобного. Кроме того, она также может быть измерена с помощью метода EBSP (анализ дифракционной картины обратного рассеяния электронов) или метода ECP (анализ картины каналирования электронов). Она может быть получена из трехмерной текстуры, рассчитанной векторным методом на основе полюсной фигуры {110}, или также может быть получена из трехмерной текстуры, рассчитанной методом разложения в ряд с использованием многочисленных (предпочтительно трех или более) полюсных фигур из серии полюсных фигур {110}, {100}, {211} и {310}.
[0016] Например, для полюсной плотности каждой из вышеописанных кристаллографических ориентаций может быть использована как таковая каждая интенсивность из (001)[1-10], (116)[1-10], (114)[1-10], (113)[1-10], (112)[1-10], (335)[1-10] и (223)[1-10] при ϕ2=45° сечения трехмерной текстуры (ODF, функция распределения ориентаций).
[0017] Среднее значение полюсных плотностей группы ориентаций от {100}<011> до {223}<110> представляет собой среднее арифметическое из полюсных плотностей вышеописанных соответствующих ориентаций. Когда невозможно получить интенсивности всех описанных выше ориентаций, в качестве подстановки также может быть использовано среднее арифметическое полюсных плотностей соответственных ориентаций из {100}<011>, {116}<110>, {114}<110>, {112}<110> и {223}<110>.
[0018] Кроме того, по подобным соображениям, пока полюсная плотность кристаллографической ориентации {332}<113> плоскости листа в диапазоне от 5/8 до 3/8 толщины листа от поверхности стального листа составляет 5,0 или менее (желательно 3,0 или менее), как показано на фиг.2, величина «предел прочности при растяжении × коэффициент раздачи отверстия» составляет ≥30000, что требуется для того, чтобы обработка детали основания кузова непосредственно удовлетворяла требуемым условиям. Когда она составляет более 5,0, анизотропия механических характеристик стального листа становится чрезвычайно высокой, и, кроме того, пригодность к раздаче отверстия улучшается только по определенному направлению, но материал в отличном от этого направлении значительно повреждается, приводя к тому, что становится невозможным удовлетворить условие «предел прочности при растяжении × коэффициент раздачи отверстия ≥30000», которое необходимо для обработки детали основания кузова. С другой стороны, когда полюсная плотность становится менее 0,5, чего затруднительно достигнуть в современном общем процессе непрерывной горячей прокатки, возникает проблема ухудшения пригодности к раздаче отверстия.
[0019] Причина того, что полюсные плотности вышеописанных кристаллографических ориентаций являются важными для улучшения пригодности к раздаче отверстия, не обязательно является очевидной, но, будучи выведенной логическим путем, относится к характеристикам скольжения кристалла во время обработки с раздачей отверстия.
[0020] Что касается образца, подвергаемого измерению рентгеновской дифракции, то толщину стального листа сокращают до предварительно заданной толщины листа от поверхности механическим шлифованием или тому подобным способом и затем снимают напряжения химической полировкой, электролитической полировкой или тому подобной, и в то же время образец юстируют в соответствии с вышеописанным методом таким образом, что в диапазоне от 3/8 до 5/8 толщины листа подходящая плоскость становится плоскостью измерения, и проводят измерение.
[0021] Разумеется, ограничение вышеописанных полюсных плоскостей удовлетворяется не только вблизи 1/2 толщины листа, но также во многих положениях по толщине листа, насколько возможно, и тем самым дополнительно улучшается пригодность к раздаче отверстия. Однако измерение проводят в диапазоне от 3/8 до 5/8 от поверхности стального листа, чтобы тем самым сделать возможным представление характеристики материала по всему стальному листу в целом. Таким образом, в качестве диапазона измерения предписывается область от 5/8 до 3/8 толщины листа.
[0022] Между прочим, кристаллографическая ориентация, представленная как {hkl}<uvw>, означает, что направление, перпендикулярное плоскости стального листа, является параллельным <hkl>, и направление прокатки параллельно <uvw>. В отношении кристаллографической ориентации, как правило, ориентация, перпендикулярная плоскости листа, представлена [hkl] или {hkl}, и ориентация, параллельная направлению прокатки, представлена (uvw) или <uvw>. Обозначения {hkl} и <uvw> представляют собой родовые термины для эквивалентных плоскостей, и каждое из обозначений [hkl] и (uvw) соответствует индивидуальной кристаллографической плоскости. То есть в настоящем изобретении целевой является объемно-центрированная кубическая структура, и таким образом, например, плоскости (111), (-111), (1-11), (11-1), (-1-11), (-11-1), (1-1-1) и (-1-1-1) являются эквивалентными до такой степени, что их невозможно различить. В таком случае эти ориентации совокупно обозначают как {111}. В ODF-представлении (функции распределения ориентаций) [hkl](uvw) также используется для выражения ориентаций других низкосимметричных кристаллических структур, и тем самым является общим выражением для каждой ориентации как [hkl](uvw), но в настоящем изобретении [hkl](uvw) и {hkl}<uvw> синонимичны друг другу. Измерение кристаллографической ориентации с помощью рентгеновского излучения выполняют согласно методу, описанному, например, автором Cullity в книге «Elements of X-Ray Diffraction» («Основы рентгеновской дифракции»), новое издание (опубликовано в 1986 году, перевод MATSUMURA, Gentaro, опубликовано фирмой AGNE Inc.), на стр. 274-296.
[0023] (Коэффициент r или коэффициент Лэнкфорда)
В настоящем изобретении является важным коэффициент r в направлении, перпендикулярном направлению прокатки (rC). То есть в результате обстоятельного исследования авторы настоящего изобретения обнаружили, что хорошая пригодность к раздаче отверстия не может быть всегда получена, даже когда только полюсные плотности вышеописанных разнообразных кристаллографических ориентаций являются надлежащими. Как показано на фиг.3, одновременно с описанными выше полюсными плотностями, значение rC должно составлять 0,70 или более. Верхний предел значения rC не является конкретно определенным, но если (rC) составляет 1,10 или менее, может быть получена улучшенная пригодность к раздаче отверстия.
[0024] В настоящем изобретении является важным коэффициент r в направлении под углом 30° к направлению прокатки (r30). То есть в результате обстоятельного исследования авторы настоящего изобретения нашли, что хорошая пригодность к раздаче отверстия не может быть всегда получена, даже когда полюсные плотности вышеописанных разнообразных кристаллографических ориентаций являются надлежащими. Как показано на фиг.4, одновременно с вышеописанными интенсивностями рентгеновской дифракции значение r30 должно составлять 1,10 или менее. Нижний предел значения r30 не является конкретно определенным, но если r30 составляет 0,70 или более, может быть получена улучшенная пригодность к раздаче отверстия.
[0025] В результате обстоятельного исследования авторы настоящего изобретения дополнительно выяснили, что, если в дополнение к величинам отношения произвольных интенсивностей рентгеновского излучения вышеописанных разнообразных кристаллографических ориентаций, значениям rC и r30, как показано на фиг.5 и фиг.6, коэффициент r в направлении прокатки (rL) и коэффициент r в направлении под углом 60° к направлению прокатки (r60) составляют rL≥0,70 и r60≤1,10 соответственно, может быть лучше соблюдено условие «предел прочности при растяжении × коэффициент раздачи отверстия ≥30000».
Верхний предел описанного выше значения rL и нижний предел значения r60 не являются конкретно определенными, но если значение rL составляет 1,00 или менее, и значение r60 составляет 0,90 или более, может быть получена улучшенная пригодность к раздаче отверстия.
[0026] Вышеописанные коэффициенты r могут быть получены с помощью испытания на растяжение с использованием испытательного образца № 5 согласно Японскому промышленному стандарту JIS. Как правило, деформация растяжения должна быть оценена в диапазоне от 5 до 15% в случае высокопрочного стального листа, и в диапазоне равномерного относительного удлинения. Между прочим, было известно, что текстура и коэффициенты r в принципе коррелируют между собой, но в настоящем изобретении уже описанное ограничение в отношении полюсных плотностей кристаллографических ориентаций и ограничение коэффициентов r не синонимичны друг другу, и пока оба ограничения не удовлетворяются одновременно, хорошая пригодность к раздаче отверстия не может быть получена.
[0027] (Структура)
Далее будет разъяснена структура стального листа согласно настоящему изобретению. Структура стального листа согласно настоящему изобретению содержит, в единицах доли площади, свыше 5% перлита, сумма бейнита и мартенсита ограничена величиной менее 5%, и остальное количество составлено ферритом. В высокопрочном стальном листе, чтобы повысить его прочность, часто используется многофазная структура, полученная созданием высокопрочной второй фазы в ферритной фазе. Как правило, структура состоит из феррито-перлита, феррито-бейнита, феррито-мартенсита или тому подобных, и прочность стального листа повышается, пока доля второй фазы является фиксированной, когда имеются фазы более низкотемпературного превращения, каждая из которых имеет твердую вторую фазу, чья твердость является высокой. Однако, чем тверже фаза низкотемпературного превращения, тем более выраженным является отличие в пластичности от феррита, и во время перфорирования возникают концентрации напряжений между ферритом и фазой низкотемпературного превращения, так что на участке перфорирования возникает поверхность разрыва, и тем самым ухудшается точность перфорирования.
[0028] В частности, когда сумма фракций бейнита и мартенсита достигает 5% или более, в единицах доли площади, как показано на фиг.7, процентная доля поверхности среза, будучи стандартом шероховатости для прецизионного перфорирования высокопрочного стального листа, падает ниже 90%. Кроме того, когда доля перлита становится равной 5% или менее, прочность снижается, падая ниже 500 МПа, будучи стандартом для высокопрочного холоднокатаного стального листа. Таким образом, в настоящем изобретении сумму фракций бейнита и мартенсита устанавливают на уровень менее 5%, долю перлита регулируют на величину выше 5%, и остальное количество составляет феррит. Бейнит и мартенсит также могут быть 0%. Таким образом, в качестве структуры стального листа согласно настоящему изобретению представляется форма, выполненная из перлита и феррита, форма, содержащая перлит и феррит, и, кроме того, один из бейнита и мартенсита, и форма, содержащая перлит и феррит, и, кроме того, как бейнит, так и мартенсит.
[0029] Между прочим, когда доля перлита становится более высокой, повышается прочность, но снижается процентная доля поверхности среза. Доля перлита желательно составляет менее 30%. Даже если доля перлита составляет 30%, может быть достигнута процентная доля поверхности среза на уровне 90% или более, но пока доля перлита составляет менее 30%, может быть достигнута процентная доля поверхности среза на уровне 95% или более, и еще больше улучшается прецизионная перфорируемость.
[0030] (Твердость по Виккерсу перлитной фазы)
Твердость перлитной фазы влияет на механические свойства при растяжении и точность перфорирования. Когда твердость по Виккерсу перлитной фазы увеличивается, улучшается прочность, но когда твердость по Виккерсу перлитной фазы превышает 300 единиц HV, ухудшается точность перфорирования. Чтобы получить хороший баланс предела прочности на разрыв и пригодности к раздаче отверстия и точности перфорирования, твердость по Виккерсу перлитной фазы устанавливают на величину не менее 150 единиц HV и не более 300 единиц HV. В этой связи, твердость по Виккерсу измеряют с использованием прибора для измерения микротвердости по Виккерсу.
[0031] Кроме того, в настоящем изобретении прецизионную перфорируемость стального листа оценивают по процентной доле поверхности среза на поверхности кромки отверстия [= длина поверхности среза/(длина поверхности среза + длина поверхности разрыва)]. Стальной лист, толщина листа которого сокращена до 1,2 мм, с центральным участком толщины листа, установленным в качестве центра, перфорируют с использованием круглого пуансона с диаметром ϕ 10 мм и круглой матрицы с 1%-ным зазором и проводят измерения длины поверхности среза и длины поверхности разрыва относительно всего периметра поверхности кромки пробитого отверстия. Затем минимальное значение длины поверхности среза по всему периметру поверхности кромки отверстия используют для определения процентной доли поверхности среза.
Между прочим, центральная часть толщины листа с наибольшей вероятностью подвержена центральной ликвации. Как представляется, если стальной лист имеет предварительно заданную прецизионную перфорируемость в центральной части толщины листа, то предварительно заданная прецизионная перфорируемость может быть достигнута и по всей толщине листа.
[0032] (Химические компоненты стального листа)
Далее будут разъяснены обоснования для ограничения химических компонентов высокопрочного холоднокатаного стального листа согласно настоящему изобретению. В этой связи «%» содержания означает «% по массе».
[0033] С: от более 0,01 до 0,4%
Углерод (С) представляет собой элемент, содействующий повышению прочности базового материала, но также элемент, образующий карбид на основе железа, такой как цементит (Fe3C), создающий исходную точку растрескивания во время раздачи отверстия. Когда содержание С составляет 0,01% или менее, невозможно получить эффект улучшения прочности путем структурного упрочнения с помощью фазы, генерируемой низкотемпературным превращением. Когда содержится более 0,4%, становится значительной центральная ликвация, и усиливается образование карбида на основе железа, такого как цементит (Fe3C), который становится исходной точкой растрескивания вторичной поверхности среза во время перфорирования, приводя к тому, что перфорируемость ухудшается. Поэтому содержание С ограничивают до диапазона от более 0,01% до 0,4% или менее. Кроме того, когда рассматривают баланс с пластичностью наряду с улучшением прочности, содержание С желательно составляет 0,20% или менее.
[0034] Si: от 0,001 до 2,5%
Кремний (Si) представляет собой элемент, содействующий повышению прочности базового материала, и также действует как материал для раскисления расплавленной стали, и тем самым его добавляют по мере надобности. Что касается содержания Si, когда добавляют 0,001% или более, вышеописанный эффект проявляется, но даже когда добавляют свыше 2,5%, эффект стимулирования повышения прочности насыщается. Поэтому содержание Si ограничивают диапазоном не менее 0,001%, но не более 2,5%. Кроме того, когда добавляют более 0,1% Si, то Si по мере увеличения его содержания подавляет выделение фазы карбида на основе железа, такого как цементит, в структуре материала, и содействует повышению прочности и улучшению пригодности к раздаче отверстия. Кроме того, когда содержание Si превышает 1%, насыщается эффект подавления выделения фазы карбида на основе железа. Таким образом, желательный диапазон содержания Si составляет от более 0,1 до 1%.
[0035] Mn: от 0,001 до 4%
Марганец (Mn) представляет собой элемент, содействующий повышению прочности упрочнением твердого раствора и закалочным упрочнением, и его добавляют по мере надобности. Когда содержание Mn составляет менее 0,001%, этот эффект не может быть получен, и даже когда добавляют свыше 4%, этот эффект насыщается. На этом основании содержание Mn ограничивают до диапазона не менее 0,001% и не более 4%. Кроме того, чтобы подавить возникновение обусловленного серой (S) горячего растрескивания, когда иные элементы, нежели Mn, добавлены недостаточно, желательно добавление Mn в количестве, которое удовлетворяет содержанию Mn ([Mn]) и содержанию S ([S]) в соотношении [Mn]/[S]≥20 в % по массе. Кроме того, Mn представляет собой элемент, который, по мере повышения его содержания, расширяет температурный диапазон аустенитного превращения в сторону более низкой температуры, улучшает прокаливаемость и облегчает образование структуры превращения при непрерывном охлаждении, имеющей превосходную пригодность к снятию заусенцев. Когда содержание Mn составляет менее 1%, этот эффект проявляется с трудом, и тем самым желательно добавление в количестве 1% или более.
[0036] Р: от 0,001 до 0,15% или менее
Фосфор (Р) представляет собой загрязняющую примесь в расплавленной стали и является элементом, который выделяется на границах зерен и снижает ударную вязкость по мере увеличения его содержания. По этой причине, чем меньше содержание Р, тем более это желательно, и когда содержание составляет 0,15%, Р оказывает вредное влияние на обрабатываемость и свариваемость, и тем самым содержание Р устанавливают на 0,15% или менее. В частности, когда особое внимание уделяют пригодности к раздаче отверстия и свариваемости, содержание Р желательно составляет 0,02% или менее. Нижний предел регулируют на 0,001%, применимый при современном общем рафинировании (в том числе вторичное рафинирование).
[0037] S: от 0,0005 до 0,03% или менее
Сера (S) представляет собой загрязняющую примесь в расплавленной стали и является элементом, который не только вызывает растрескивание во время горячей прокатки, но также образует включение на А-основе, ухудшающее пригодность к раздаче отверстия, когда ее содержание является слишком высоким. На этом основании содержание S должно быть снижено настолько, насколько возможно, но пока содержание S составляет 0,03% или менее, это находится в допустимом диапазоне, так что содержание S регулируют на 0,03% или менее. Однако желательно, чтобы содержание S, когда требуется пригодность к раздаче отверстия до такой степени, составляло предпочтительно 0,01% или менее и более предпочтительно 0,005% или менее. Нижний предел регулируют на 0,0005%, применимый при современном общем рафинировании (в том числе вторичное рафинирование).
[0038] Al: от 0,001 до 2%
Для раскисления расплавленной стали в процессе рафинирования необходимо добавлять 0,001% или более алюминия (Al), но верхний предел устанавливают на 2%, поскольку это связано с возрастанием стоимости. Кроме того, когда Al добавляют в очень больших количествах, возрастает число неметаллических включений, ухудшая пластичность и ударную вязкость, так что содержание Al желательно составляет 0,06% или менее. Более желательным является содержание 0,04% или менее. Кроме того, чтобы получить эффект подавления выделения фазы карбида на основе железа, такого как цементит, в структуре материала, то, подобно Si, желательно добавлять 0,016% или более. Таким образом, более желательно содержание не менее 0,016% и не более 0,04%.
[0039] N: от 0,0005 до 0,01% или менее
Содержание азота (N) должно быть снижено, насколько это возможно, но пока оно составляет 0,01% или менее, это находится в пределах допустимого диапазона. Однако в плане сопротивления старению содержание N еще более желательно устанавливать на 0,005% или менее. Нижний предел регулируют на 0,0005%, что применимо в условиях современного общего рафинирования (в том числе вторичного рафинирования).
[0040] Кроме того, в качестве элементов, которые использовались до сих пор для регулирования включений и создания тонкодисперсных выделившихся фаз, чтобы улучшить пригодность к раздаче отверстия, могут содержаться элементы одного типа или двух или более типов из Ti, Nb, В, Mg, Rem, Са, Mo, Cr, V, W, Zr, Cu, Ni, As, Co, Sn, Pb, Y и Hf.
[0041] Титан (Ti), ниобий (Nb) и бор (В) улучшают материал с помощью механизмов связывания углерода и азота, дисперсионного упрочнения, регулирования структуры, упрочнения мелкозернистой структурой, и тому подобными, так что при необходимости желательно добавление 0,001% Ti, 0,001% Nb, и 0,0001% или более В. Содержание Ti предпочтительно составляет 0,01% и Nb предпочтительно составляет 0,005% или более. Однако, даже когда они добавлены в чрезмерном количестве, значительный эффект не достигается, и вместо этого ухудшаются обрабатываемость и технологичность, так что верхний предел содержания Ti регулируют на 0,2%, верхний предел содержания Nb устанавливают на 0,2% и верхний предел содержания В регулируют на 0,005%. Содержание бора (В) предпочтительно составляет 0,003% или менее.
[0042] Магний (Mg), редкоземельные элементы (Rem) и кальций (Са) представляют собой важные добавочные элементы для обезвреживания включений. Нижний предел содержания каждого из этих элементов регулируют на 0,0001%. В качестве их предпочтительных нижних пределов Mg предпочтительно содержится в количестве 0,0005%, Rem предпочтительно в количестве 0,001% и Са предпочтительно в количестве 0,0005%. С другой стороны, когда они добавлены в чрезмерном количестве, это ведет к ухудшению чистоты, так что верхний предел содержания Mg регулируют на 0,01%, верхний предел содержания Rem устанавливают на 0,1% и верхний предел содержания Са регулируют на 0,01%. Содержание Са предпочтительно составляет 0,01% или менее.
[0043] Каждый из молибдена (Mo), хрома (Cr), никеля (Ni), вольфрама (W), циркония (Zr) и мышьяка (As) оказывает действие, которое проявляется в повышении механической прочности и улучшении материала, так что при необходимости желательно добавление 0,001% или более каждого из Mo, Cr, Ni и W, и 0,0001% или более каждого из Zr и As. Что касается их предпочтительных нижних пределов, содержание Mo предпочтительно составляет 0,01%, содержание Cr предпочтительно составляет 0,01%, содержание Ni предпочтительно составляет 0,05%, и содержание W предпочтительно составляет 0,01%. Однако, когда они добавлены в чрезмерном количестве, напротив, ухудшается обрабатываемость, так что верхний предел содержания Mo регулируют на 1,0%, верхний предел содержания Cr устанавливают на 2,0%, верхний предел содержания Ni регулируют на 2,0%, верхний предел содержания W устанавливают на 1,0%, верхний предел содержания Zr регулируют на 0,2%, и верхний предел содержания As регулируют на 0,5%. Содержание Zr предпочтительно составляет 0,05% или менее.
[0044] Ванадий (V) и медь (Cu), подобно Nb и Ti, представляют собой добавочные элементы, которые эффективны для дисперсионного упрочнения, вызывают меньшее ухудшение пределов локальной пластичности, обусловливаемое упрочнением при добавлении, чем эти элементы, и являются более эффективными, чем Nb и Ti, когда требуются высокая прочность и лучшая пригодность к раздаче отверстия. Поэтому нижние пределы содержания V и Cu регулируют на 0,001%. Каждый из них предпочтительно содержится в количестве 0,01% или более. Добавление их в чрезмерных количествах ведет к ухудшению обрабатываемости, так что верхний предел содержания V регулируют на 1,0% и верхний предел содержания Cu устанавливают на 2,0%. Содержание V предпочтительно составляет 0,5% или менее.
[0045] Кобальт (Со) значительно повышает точку γ-α-превращения, тем самым будучи эффективным элементом, когда горячую прокатку проводят, в частности, при температуре точки Ar3 или ниже. Для получения этого эффекта нижний предел устанавливают на 0,0001%. Предпочтительно он составляет 0,001% или более. Однако, когда он добавлен в чрезмерном количестве, ухудшается свариваемость, так что верхний предел устанавливают на 1,0%. Его содержание предпочтительно составляет 0,1% или менее.
[0046] Олово (Sn) и свинец (Pb) представляют собой элементы, эффективные для улучшения смачиваемости и адгезивности как характеристик гальванического (цинкового) покрытия, и могут быть добавлены количества 0,0001% и 0,001% или более, соответственно. Содержание Sn предпочтительно составляет 0,001% или более. Однако, когда их добавляют в избыточном количестве, в ходе изготовления вероятно образование дефектов, и к тому же это вызывает снижение ударной вязкости, так что верхние пределы регулируют на 0,2% и 0,1%, соответственно. Содержание Sn предпочтительно составляет 0,1% или менее.
[0047] Иттрий (Y) и гафний (Hf) представляют собой элементы, эффективные для повышения коррозионной стойкости, и могут быть добавлены в количестве от 0,001% до 0,10%. Когда содержание каждого из них составляет менее 0,001%, действие не проявляется, и когда их содержание превышает 0,10%, ухудшается пригодность к раздаче отверстия, так что верхние пределы содержания регулируют на 0,10%.
[0048] (Поверхностная обработка)
Между тем, высокопрочный холоднокатаный стальной лист согласно настоящему изобретению также может включать, на поверхности разъясненного выше холоднокатаного стального листа, сформированный погружением в горячую ванну слой гальванического покрытия, полученный обработкой в условиях горячей гальванизации погружением, и, кроме того, легированный слой гальванического покрытия, полученный легирующей обработкой после гальванизации. Даже если такие слои покрытия присутствуют, это не наносит ущерба превосходным пригодности к отбортовке-вытяжке и прецизионной перфорируемости согласно настоящему изобретению. Кроме того, эффект настоящего изобретения может быть получен, даже если имеются любые из созданных поверхностной обработкой слоев, выполненных нанесением органического пленкообразующего покрытия, наслоением пленки, обработкой органическими солями/неорганическими солями, бесхромовой обработкой и так далее.
[0049] (Способ изготовления стального листа)
Далее будет разъяснен способ изготовления стального листа согласно настоящему изобретению.
Для достижения превосходных пригодности к отбортовке-вытяжке и прецизионной перфорируемости важно сформировать текстуру, которая является неупорядоченной в плане полюсных плотностей, и изготовить стальной лист, удовлетворяющий условиям коэффициентов r в соответствующих направлениях. Ниже будут описаны подробности условий изготовления для одновременного удовлетворения этого.
[0050] Способ изготовления перед горячей прокаткой не является конкретно ограниченным. То есть после выплавки в шахтной печи, электрической печи, или тому подобной, необходимо только по-разному провести вторичное рафинирование, тем самым выполнив корректирование, чтобы обеспечить вышеописанные компоненты, и затем провести литье обычным способом непрерывного литья, или методом литья слитков, или, кроме того, литьем тонкого сляба, или тому подобным. В случае непрерывного литья возможно, что полученный литьем сляб однократно охлаждают до низкой температуры, и после этого повторно нагревают, чтобы затем подвергнуть горячей прокатке, или также возможно, что отлитый сляб подвергают горячей прокатке в непрерывном режиме. В качестве сырьевого материала также может быть использован скрап.
[0051] (Первая горячая прокатка)
Сляб, выведенный из нагревательной печи, подвергают обработке в процессе черновой прокатки, представляющей собой первую горячую прокатку, будучи черновой прокаткой, и тем самым получают черновую полосу. Стальной лист согласно настоящему изобретению должен удовлетворять следующим требованиям. Во-первых, важен диаметр аустенитного зерна после черновой прокатки, а именно, диаметр аустенитного зерна перед чистовой прокаткой. Желательно, чтобы диаметр аустенитного зерна перед чистовой прокаткой был малым, и диаметр аустенитного зерна в 200 мкм или менее в значительной мере содействует образованию тонкодисперсных кристаллических зерен и гомогенизации кристаллических зерен, тем самым обеспечивая возможность тонко и равномерно диспергировать мартенсит, формируемый в процессе позже.
[0052] Для получения аустенитного зерна с диаметром 200 мкм или менее перед чистовой прокаткой необходимо выполнять прокатку со степенью обжатия 40% или более, один раз или более в черновой прокатке в температурном диапазоне от 1000 до 1200°С.
[0053] Диаметр аустенитного зерна перед чистовой прокаткой желательно составляет 100 мкм или менее, и чтобы получить этот диаметр зерна, прокатку с обжатием 40% или более выполняют два раза или более. Однако, когда при черновой прокатке обжатие составляет более 70%, и прокатку проводят более 10 раз, возникает проблема того, что температура прокатки снижается, или чрезмерно образуется окалина.
[0054] Этим путем, когда диаметр аустенитного зерна перед чистовой прокаткой регулируют на 200 мкм или менее, при чистовой прокатке стимулируется рекристаллизация аустенита, и, в частности, регулируются значение rL и значение r30, приводя к тому, что это эффективно улучшает пригодность к раздаче отверстия.
[0055] Как предполагается, это обусловлено тем, что граница аустенитного зерна после черновой прокатки (а именно, перед чистовой прокаткой) действует как один из зародышеобразователей рекристаллизации во время чистовой прокатки. Диаметр аустенитного зерна после черновой прокатки подтверждают таким образом, что фрагмент стального листа перед подверганием чистовой прокатке охлаждают настолько резко, насколько возможно, (например, охлаждают его со скоростью 10°С/секунду или более), и поперечное сечение фрагмента стального листа протравливают для выявления границ аустенитных зерен, и наблюдают границы аустенитных зерен в оптический микроскоп. В этой ситуации, при 50-кратных или более увеличениях, измеряют диаметр аустенитного зерна на 20 полях зрения или более, с использованием анализа изображений или метода подсчета точек.
[0056] Чтобы значения rC и r30 удовлетворяли описанным выше предварительно заданным величинам, важен диаметр аустенитного зерна после черновой прокатки, а именно перед чистовой прокаткой. Как показано на фиг.8 и фиг.9, желательно, чтобы диаметр аустенитного зерна перед чистовой прокаткой был малым, и оказалось, что пока он составляет 200 мкм или менее, значения rC и r30 удовлетворяют вышеописанным величинам.
[0057] (Вторая горячая прокатка)
После завершения процесса черновой прокатки (первой горячей прокатки), начинают процесс чистовой прокатки в качестве второй горячей прокатки. Время между завершением процесса черновой прокатки и началом процесса чистовой прокатки желательно устанавливают на 150 секунд или короче.
[0058] В процессе чистовой прокатки (второй горячей прокатки) начальную температуру чистовой прокатки желательно регулируют на 1000°С или выше. Когда начальная температура чистовой прокатки составляет ниже 1000°С, то при каждом проходе чистовой прокатки снижается температура прокатки, которой подвергают прокатываемую черновую полосу, обжатие происходит в нерекристаллизационном диапазоне температур, развивается текстура, и тем самым ухудшается изотропность.
[0059] Между прочим, верхний предел начальной температуры чистовой прокатки не является конкретно ограниченным. Однако, когда он составляет 1150°С или выше, есть вероятность образования газового пузыря, который представляет собой исходную точку формирования в окалине веретенообразного дефекта между базовым железом стального листа и поверхностью окалины, перед чистовой прокаткой и между проходами, и тем самым начальную температуру чистовой прокатки желательно регулируют на уровень ниже 1150°С.
[0060] При чистовой прокатке температуру, определяемую химическим составом стального листа, настраивают на значение Т1, и прокатку с обжатием 30% или более в одном проходе по меньшей мере один раз выполняют в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С. Кроме того, при чистовой прокатке общую степень обжатия регулируют на 50% или более. При соблюдении этого условия в диапазоне от 5/8 до 3/8 толщины листа от поверхности стального листа, среднее значение полюсных плотностей группы ориентаций от {100}<011> до {223}<110> становится равным 6,5 или менее, и полюсная плотность кристаллографической ориентации {332}<113> становится равной 5,0 или менее. Это дает возможность обеспечить превосходные пригодность к отбортовке и прецизионную перфорируемость.
[0061] Здесь, T1 представляет температуру, рассчитываемую по нижеприведенному Выражению (1),
T1 (°С)=850+10×(C+N)×Mn+350×Nb+250×Ti+40×B+10×Cr+100×Mo+100×V Выражение (1),
причем каждый из С, N, Mn, Nb, Ti, В, Cr, Mo и V представляет содержание элемента (% по массе). Между тем, когда Ti, В, Cr, Mo и V не содержатся, расчет проводят таким образом, что принимают значения Ti, В, Cr, Mo и V за нуль.
[0062] На фиг.10 и фиг.11 показана взаимосвязь между степенью обжатия в каждом температурном диапазоне и полюсной плотностью в каждой ориентации. Как показано на фиг.10 и фиг.11, интенсивное обжатие в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С и слабое обжатие при температуре ниже Т1 или выше и ниже, чем Т1+30°С после этого, влияют на среднее значение полюсных плотностей группы ориентаций от {100}<011> до {223}<110> и полюсную плотность кристаллографической ориентации {332}<113> в диапазоне от 5/8 до 3/8 толщины листа от поверхности стального листа, и тем самым резко улучшается пригодность к раздаче отверстия конечного продукта, как показано в таблицах 2 и 3 описываемых позже примеров.
[0063] Температура Т1 сама по себе получена опытным путем. Авторы настоящего изобретения выяснили опытным путем в результате экспериментов, что рекристаллизация в аустенитной области каждой стали стимулируется на основе температуры Т1. Для получения лучшей пригодности к раздаче отверстия важно накапливать деформацию в результате интенсивного обжатия, и общая степень обжатия на уровне 50% или более является существенной при чистовой прокатке. Кроме того, желательно доводить обжатие до 70% или более, и, с другой стороны, если степень обжатия составляет свыше 90%, вследствие этого добавляются проблемы выдерживания температуры и чрезмерной нагрузки при прокатке.
[0064] Когда общая степень обжатия в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С составляет менее 50%, деформация прокатки, которая должна накапливаться во время горячей прокатки, является недостаточной, и рекристаллизация аустенита развивается неудовлетворительно. Поэтому развивается текстура, и ухудшается изотропность. Когда общая степень обжатия составляет 70% или более, достаточная изотропность может быть получена, даже если предполагаются вариации, обусловленные колебаниями температуры или тому подобным. С другой стороны, когда общая степень обжатия превышает 90%, становится затруднительным получение температурного диапазона Т1+200°С или ниже вследствие выделения теплоты при обработке, и, кроме того, возрастает нагрузка от прокатных валков, обусловливая опасность того, что становится затруднительным выполнение прокатки.
[0065] При чистовой прокатке, чтобы содействовать однородной рекристаллизации, которая стимулируется накопленной деформацией, выполняют прокатку при обжатии 30% или более в одном проходе по меньшей мере один раз при температуре не ниже Т1+30°С и не выше Т1+200°С.
[0066] Между тем, для содействия однородной рекристаллизации, обусловленной высвобождением накопленной деформации, необходимо снижать уровень обработки в температурном диапазоне ниже Т1+30°С до такого малого значения, насколько возможно. Для достижения этого степень обжатия при температуре ниже Т1+30°С желательно составляет 30% или менее. В плане точности толщины листа и формы листа, желательна степень обжатия 10% или менее. Когда дополнительно считают важным пригодность к раздаче отверстия, степень обжатия в температурном диапазоне ниже Т1+30°С желательно составляет 0%.
[0067] Чистовую прокатку желательно завершают при температуре Т1+30°С или выше. Если степень обжатия в температурном диапазоне Т1 или выше и ниже, чем Т1+30°С, велика, то рекристаллизованные зерна аустенита удлиняются, и если продолжительность выдержки является короткой, рекристаллизация развивается недостаточно, тем самым ухудшая пригодность к раздаче отверстия. То есть в отношении условий изготовления согласно изобретению в настоящей заявке, делая аустенит рекристаллизованным однородно и тонко при чистовой прокатке, контролируют текстуру продукта, и улучшают пригодность к раздаче отверстия.
[0068] Степень обжатия при прокатке может быть получена измерением фактических характеристик или расчетами по нагрузке при прокатке, измерению толщины листа или/и тому подобного. Температура может быть реально измерена термометром между прокатными клетями, или может быть получена модельным расчетом с учетом выделения тепла при обработке по скорости технологической линии, степени обжатия или/и тому подобному. Тем самым можно без труда подтвердить, выполняется ли или нет прокатка, предписанная настоящим изобретением.
[0069] Горячую прокатку, выполняемую, как указано выше (первую и вторую горячие прокатки) завершают при температуре точки Ar3 превращения или выше. Когда горячую прокатку завершают при точке Ar3 или ниже, горячая прокатка становится прокаткой в двухфазной области из аустенита и феррита, и становится существенным накопление группы ориентаций от {100}<011> до {223}<110>. В результате этого значительно ухудшается пригодность к раздаче отверстия.
[0070] Для получения лучшей прочности и для удовлетворения условия «раздача отверстия ≥30000» регулированием значения rL в направлении прокатки и r60 в направлении под углом 60° к направлению прокатки до величин rL≥0,70 и r60≤1,10, соответственно, максимальное количество теплоты, генерируемой при обработке во время обжатия при температуре не ниже Т1+30°С и не выше Т1+200°С, а именно, предел (°С) повышения температуры вследствие обжатия, желательно снижают до 18°С или менее. Для достижения этого желательно применение межклетевого охлаждения или тому подобного.
[0071] (Охлаждение перед холодной прокаткой)
После выполнения конечного обжатия при 30%-ной или более степени обжатия в чистовой прокатке, начинают охлаждение перед холодной прокаткой таким образом, чтобы время выдержки t секунд удовлетворяло нижеприведенному Выражению (2),
t≤2,5×t1 Выражение (2).
Здесь t1 получается согласно нижеприведенному Выражению (3),
t1=0,001×((Tf-T1)×P1/100)2-0,109×((Tf-T1)×Р1/100)+3,1
Выражение (3).
Здесь, в вышеуказанном Выражении (3), Tf представляет температуру стальной заготовки, полученной после конечного обжатия при степени обжатия 30% или более, и Р1 представляет степень обжатия при конечном обжатии 30% или более.
[0072] Между прочим, «конечное обжатие при степени обжатия 30% или более» обозначает прокатку, выполненную последней среди проходов прокатки, степень обжатия в которых достигает 30% или более, среди прокаток в многочисленных проходах, проведенных при чистовой прокатке. Например, когда среди прокаток в многочисленных проходах, выполненных при чистовой прокатке, степень обжатия при прокатке, выполненной на конечной стадии, составляет 30% или более, прокатка, проведенная на конечной стадии, представляет собой «конечное обжатие при степени обжатия 30% или более». Кроме того, когда среди прокаток в многочисленных проходах, выполненных при чистовой прокатке, степень обжатия при прокатке, выполненной перед конечной стадией, составляет 30% или более, и достигается после прокатки, проведенной перед конечной стадией (прокатки со степенью обжатия 30% или более), прокатка, выполненная перед конечной стадией (прокатка со степенью обжатия 30% или более), представляет собой «конечное обжатие при степени обжатия 30% или более».
[0073] В чистовой прокатке огромное влияние на диаметр аустенитного зерна оказывает время выдержки t секунд до того, как начинают охлаждение перед холодной прокаткой, после выполнения конечного обжатия при степени обжатия 30% или более. То есть оно в значительной мере влияет на долю равноосных зерен и долю площади крупных зерен в стальном листе.
[0074] Когда время t выдержки превышает t1×2,5, рекристаллизация уже почти завершается, но является значительным рост кристаллических зерен, и развивается укрупнение зерен, и тем самым снижаются коэффициенты r и относительное удлинение.
[0075] Время выдержки t секунд дополнительно удовлетворяет нижеприведенному Выражению (2а), тем самым обеспечивая возможность предпочтительно подавлять рост кристаллических зерен. Следовательно, даже если рекристаллизация не происходит в достаточной мере, вполне можно повысить относительное удлинение стального листа и одновременно улучшить усталостную характеристику.
t<t1 Выражение (2а)
[0076] Вместе с тем, время выдержки t секунд дополнительно удовлетворяет нижеприведенному Выражению (2b), и тем самым рекристаллизация развивается в достаточной степени, и кристаллографические ориентации приобретают случайный характер. Поэтому можно в достаточной мере повысить относительное удлинение стального листа и одновременно значительно улучшить изотропность.
t1≤t≤t1×2,5 Выражение (2b)
[0077] Здесь, как показано на фиг.12, на технологической линии 1 непрерывной горячей прокатки стальную заготовку (сляб), нагретую до предварительно заданной температуры в нагревательной печи, последовательно прокатывают в группе 2 клетей стана черновой прокатки и в группе 3 клетей стана чистовой прокатки с образованием горячекатаного стального листа 4, имеющего предварительно заданную толщину, и горячекатаный стальной лист 4 переносят на выпускной рольганг 5. В способе изготовления согласно настоящему изобретению, в процессе черновой прокатки (первой горячей прокатки), выполняемом на стане 2 черновой прокатки, проводят прокатку стальной заготовки (сляба) со степенью обжатия 40% или более один раз или более в температурном диапазоне не ниже 1000°С и не выше 1200°С.
[0078] Черновую полосу, прокатанную этим путем до предварительно заданной толщины в стане 2 черновой прокатки, затем подвергают чистовой прокатке (выполняют вторую горячую прокатку) с помощью многочисленных прокатных клетей 6 стана 3 чистовой прокатки с образованием горячекатаного стального листа 4. Затем, в стане 3 чистовой прокатки, выполняют прокатку со степенью обжатия 30% или более в одном проходе по меньшей мере один раз в температурном диапазоне не ниже температуры Т1+30°С и не выше Т1+200°С. Кроме того, в стане 3 чистовой прокатки общая степень обжатия достигает 50% или более.
[0079] Кроме того, в процессе чистовой прокатки, после выполнения конечного обжатия до степени обжатия 30% или более, начинают первичное охлаждение перед холодной прокаткой таким образом, что время выдержки t секунд удовлетворяет вышеуказанному Выражению (2) или одному из вышеуказанных Выражений (2а) или (2b). Начало этого охлаждения перед холодной прокаткой проводят с помощью межклетевых охлаждающих сопел 10, размещенных между соответствующими двумя прокатными клетями 6 стана 3 чистовой прокатки, или охлаждающих сопел 11, размещенных на выпускном рольганге 5.
[0080] Например, когда конечное обжатие со степенью обжатия 30% или более выполняют только на прокатной клети 6, расположенной на входной стороне стана 3 чистовой прокатки (на левой стороне на фиг.12, на стороне выше по потоку в ходе прокатки), и прокатку, степень обжатия в которой достигает 30% или более, не выполняют на прокатной клети 6, расположенной на выходной стороне стана 3 чистовой прокатки (на правой стороне на фиг.12, на стороне ниже по потоку в ходе прокатки), то если охлаждение перед холодной прокаткой начинают с помощью охлаждающих сопел 11, размещенных на выпускном рольганге 5, иногда создается ситуация, что время выдержки t секунд не удовлетворяет вышеуказанному Выражению (2) или вышеуказанным Выражениям (2а) и (2b). В таком случае охлаждение перед холодной прокаткой начинают с помощью межклетевых охлаждающих сопел 10, размещенных между соответствующими двумя прокатными клетями 6 стана 3 чистовой прокатки.
[0081] Кроме того, например, когда конечное обжатие со степенью обжатия 30% или более выполняют на прокатной клети 6, расположенной на выходной стороне стана 3 чистовой прокатки (на правой стороне на фиг.12, на стороне ниже по потоку в ходе прокатки), то даже если охлаждение перед холодной прокаткой начинают с помощью охлаждающих сопел 11, размещенных на выпускном рольганге 5, иногда создается ситуация, что время выдержки t секунд может удовлетворять вышеуказанному Выражению (2) или вышеуказанным Выражениям (2а) и (2b). В таком случае охлаждение перед холодной прокаткой также может быть начато с использованием охлаждающих сопел 11, размещенных на выпускном рольганге 5. Разумеется, в той мере, насколько достигается характеристика конечного обжатия со степенью обжатия 30% или более, охлаждение перед холодной прокаткой также может быть начато с помощью межклетевых охлаждающих сопел 10, размещенных между соответствующими двумя прокатными клетями 6 стана 3 чистовой прокатки.
[0082] Затем, при этом охлаждении перед холодной прокаткой, выполняют охлаждение, которое происходит со средней скоростью охлаждения 50°С/секунду или более, причем изменение температуры (падение температуры) становится не менее, чем на 40°С, и не более, чем на 140°С.
[0083] Когда изменение температуры составляет менее, чем 40°С, происходит рост рекристаллизованных аустенитных зерен, и ухудшается низкотемпературная ударная вязкость. Изменение температуры регулируют на 40°С или более, тем самым делая возможным подавление укрупнения аустенитных зерен. Когда изменение температуры составляет менее 40°С, эффект не может быть достигнут. С другой стороны, когда изменение температуры превышает 140°С, рекристаллизация становится недостаточной, что делает затруднительным получение целевой беспорядочной текстуры. Кроме того, также не происходит легкое образование ферритной фазы, эффективно содействующей относительному удлинению, и становится высокой твердость ферритной фазы, и тем самым также ухудшается пригодность к раздаче отверстия. Кроме того, когда изменение температуры составляет более 140°С, это с высокой вероятностью вызывает превышение/отклонение от точки Ar3 превращения. В этом случае, даже при превращении из рекристаллизованного аустенита, в результате сужения вариантов выбора, формируется текстура, и тем самым снижается изотропность.
[0084] Когда средняя скорость охлаждения при охлаждении перед холодной прокаткой составляет менее 50°С/секунду, то, как ожидается, происходит рост рекристаллизованных аустенитных зерен, и ухудшается низкотемпературная ударная вязкость. Верхний предел средней скорости охлаждения не является конкретно определенным, но в плане формы стального листа, считается правильным уровень 200°С/секунду или менее.
[0085] Кроме того, как уже было разъяснено ранее, для стимулирования однородной рекристаллизации желательно, чтобы степень обработки в температурном диапазоне ниже Т1+30°С была настолько малой, насколько возможно, и степень обжатия в температурном диапазоне ниже Т1+30°С желательно составляет 30% или менее. Например, в случае, что в стане 3 чистовой прокатки на технологической линии 1 непрерывной горячей прокатки, показанной на фиг.12, в проходах через одну или две или более прокатных клетей 6, расположенных на стороне входной клети (на левой стороне на фиг.12, на стороне выше по потоку в ходе прокатки), стальной лист находится в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С и в проходах через одну или две или более прокатных клетей 6, расположенных на последующей стороне выходной клети (на правой стороне на фиг.12, на стороне ниже по потоку в ходе прокатки), стальной лист находится в температурном диапазоне ниже Т1+30°С, то когда стальной лист проходит через одну или две или более прокатных клетей 6, размещенных на последующей стороне выходной клети (на правой стороне на фиг.12, на стороне ниже по потоку в ходе прокатки), даже если обжатие не выполняют или выполняют, степень обжатия при температуре ниже Т1+30°С желательно составляет 30% или менее в целом. В плане точности толщины листа и формы листа, степень обжатия при температуре ниже Т1+30°С желательна на уровне степени обжатия 10% или менее в целом. Когда дополнительно получают изотропность, степень обжатия в температурном диапазоне ниже Т1+30°С желательно составляет 0%.
[0086] В способе изготовления согласно настоящему изобретению, скорость прокатки не является конкретно ограниченной. Однако, когда скорость прокатки на стороне выходной клети при чистовой прокатке составляет менее 400 м/мин, происходит рост γ-зерен с их укрупнением, сокращаются области, в которых феррит может образовывать выделившуюся фазу для обеспечения относительного удлинения, и тем самым может ухудшаться относительное удлинение. Даже если верхний предел скорости прокатки не является конкретно ограниченным, эффект настоящего изобретения может быть получен, но на практике скорость прокатки составляет 1800 м/мин или менее вследствие технических ограничений оборудования. Поэтому в процессе чистовой прокатки скорость прокатки желательно составляет не менее 400 м/мин и не более 1800 м/мин. Кроме того, при горячей прокатке листовые полосы также могут быть соединены после черновой прокатки, чтобы подвергаться чистовой прокатке непрерывно. На этот случай черновые полосы также могут быть однократно намотаны в рулон, по необходимости оставлены на хранение в оболочке, исполняющей теплоизолирующую функцию, и опять размотаны для соединения.
[0087] (Намотка в рулон)
После получения этим путем горячекатаный стальной лист может быть намотан в рулон при температуре 650°С или ниже. Когда температура намотки превышает 650°С, возрастает доля площади ферритной структуры, и доля площади перлита не становится больше, чем 5%.
[0088] (Холодная прокатка)
Исходный горячекатаный лист, изготовленный, как было описано выше, при необходимости подвергают декапированию для выполнения холодной прокатки со степенью обжатия не менее 40% и не более 80%. Когда степень обжатия составляет 40% или менее, становится затруднительным обеспечить рекристаллизацию при последующих нагреве и выдерживании, вследствие чего сокращается фракция равноосных зерен, и, кроме того, кристаллические зерна после нагрева становятся более крупными. Когда прокатку выполняют с обжатием более 80%, во время нагрева развивается текстура, и тем самым становится высокой анизотропия. Поэтому степень обжатия регулируют на величину не менее 40% и не более 80%.
[0089] (Нагрев и выдерживание)
Стальной лист, который был подвергнут холодной прокатке (холоднокатаный стальной лист), после этого нагревают до температурного диапазона от 750 до 900°С и выдерживают в течение не короче 1 секунды и не дольше 300 секунд в температурном диапазоне от 750 до 900°С. Когда температура является более низкой, чем эта, или продолжительность короче, чем эта, не развивается в достаточной степени обратное превращение из феррита в аустенит, и в процессе последующего охлаждения не может быть получена вторая фаза, приводя к тому, что не может быть получена достаточная прочность. С другой стороны, когда температура является более высокой, чем эта, или выдерживание продолжают в течение 300 секунд или дольше, укрупняются кристаллические зерна.
[0090] Когда стальной лист после холодной прокатки нагревают до температурного диапазона от 750 до 900°С этим путем, среднюю скорость нагрева от температуры не ниже комнатной температуры и не выше температуры 650°С регулируют на значение HR1 (°С/секунду), согласно нижеприведенному Выражению (5), и среднюю скорость нагрева от температуры выше 650°С до температурного диапазона от 750 до 900°С регулируют на значение HR2 (ºС/секунду), согласно нижеприведенному Выражению (6),
HR1≥0,3 Выражение (5),
HR2≤0,5×HR1 Выражение (6).
[0091] В вышеописанных условиях выполняют горячую прокатку и далее проводят охлаждение перед холодной прокаткой и тем самым делают кристаллические зерна тонкодисперсными, и достигается рандомизация кристаллографических ориентаций. Однако при выполняемой после этого холодной прокатке развивается интенсивная текстура, и текстура, скорее всего, будет оставаться в стальном листе. В результате этого коэффициенты r и относительное удлинение стального листа сокращаются, и снижается изотропность. Таким образом, желательно обеспечивать исчезновение текстуры, которая образовалась при холодной прокатке, насколько это возможно, путем надлежащего выполнения нагрева, проводимого после холодной прокатки. Для достижения этого необходимо подразделять среднюю скорость нагревания при нагреве на две стадии, описываемые вышеуказанными Выражениями (5) и (6).
[0092] Подробное обоснование того, почему текстура и характеристики стального листа улучшаются посредством этого двухстадийного нагрева, является неясным, но этот эффект, как представляется, следует отнести на счет устранения дислокаций, введенных во время холодной прокатки и рекристаллизации. То есть движущей силой рекристаллизации, происходящей в стальном листе при нагреве, является деформация, накопленная в стальном листе при холодной прокатке. Когда средняя скорость нагрева HR1 в температурном диапазоне от температуры не ниже комнатной температуры и не выше 650°С является низкой, дислокации, введенные холодной прокаткой, восстанавливаются, и рекристаллизация не происходит. В результате этого текстура, сформировавшаяся во время холодной прокатки, остается как таковая, и ухудшаются такие свойства, как изотропность. Когда средняя скорость нагрева HR1 в температурном диапазоне от температуры не ниже комнатной температуры и не выше 650°С составляет менее 0,3°С/секунду, восстанавливаются дислокации, созданные холодной прокаткой, приводя к тому, что сохраняется развитая текстура, сформированная во время холодной прокатки. Поэтому необходимо регулировать среднюю скорость нагрева HR1 в температурном диапазоне от температуры не ниже комнатной температуры и не выше 650°С на величину 0,3 (°С/секунду) или более.
[0093] С другой стороны, когда средняя скорость нагрева HR2 от температуры выше 650°С до температурного диапазона от 750 до 900°С является высокой, феррит, присутствующий в стальном листе после холодной прокатки, не рекристаллизуется, и нерекристаллизованный феррит остается в состоянии, как после обработки. Когда сталь, содержащая углерод (С), в частности, в количестве 0,01% или более, нагревают до двухфазной области из феррита и аустенита, сформированные аустенитные блоки растут из рекристаллизованного феррита, и тем самым нерекристаллизованный феррит, скорее всего, остается неизмененным. Этот нерекристаллизованный феррит имеет развитую текстуру, тем самым оказывая вредное влияние на такие свойства, как коэффициенты r и изотропность, и этот нерекристаллизованный феррит содержит многочисленные дислокации, тем самым резко ухудшая относительное удлинение. Поэтому в температурном диапазоне от температуры выше 650°С до температурного диапазона от 750 до 900°С средняя скорость нагрева HR2 должна составлять 0,5×HR1 (°С/секунду) или менее.
[0094] (Первичное охлаждение после холодной прокатки)
После выдерживания в течение предварительно заданного времени в вышеописанном температурном диапазоне выполняют первичное охлаждение после холодной прокатки до температурного диапазона не ниже 580°С и не выше 750°С, со средней скоростью охлаждения не менее 1°С/сек и не более 10°С/сек.
[0095] (Выдерживание)
После того, как завершено первичное охлаждение после холодной прокатки, проводят выдерживание в течение времени не короче 1 секунды и не дольше 1000 секунд, при условии, что скорость снижения температуры становится 1°С/сек или менее.
[0096] (Вторичное охлаждение после холодной прокатки)
После вышеописанного выдерживания проводят вторичное охлаждение после холодной прокатки со средней скоростью охлаждения от 5°С/сек или менее. Когда средняя скорость охлаждения при вторичном охлаждении после холодной прокатки составляет более 5°С/сек, сумма бейнита и мартенсита становится равной 5% или более, и снижается прецизионная перфорируемость, что является неблагоприятным.
[0097] Согласно необходимости на холоднокатаном стальном листе, изготовленном, как описано выше, может быть также выполнена обработка горячей гальванизацией погружением, и дополнительно, после обработки гальванизацией - легирующая обработка. Обработка горячей гальванизацией погружением может быть проведена в ходе охлаждения после выдерживания в температурном диапазоне не ниже 750°С и не выше 900°С, описанном выше, или также может быть выполнена после охлаждения. В этом случае обработка горячей гальванизацией погружением и легирующая обработка могут быть проведены обычными способами. Например, легирующую обработку выполняют в температурном диапазоне от 450 до 600°С. Когда температура легирующей обработки составляет ниже 450°С, легирование не происходит в достаточной степени, и когда она превышает 600°С, с другой стороны, легирование развивается слишком сильно, и ухудшается коррозионная стойкость.
Пример
[0098] Далее будут разъяснены примеры настоящего изобретения. Между прочим, условия примеров представляют собой примерные условия, использованные для подтверждения применимости и эффектов настоящего изобретения, и настоящее изобретение не ограничивается этими примерами условий. В настоящем изобретении могут быть применены разнообразные условия в такой мере, насколько цель настоящего изобретения достигается без выхода за пределы смысла изобретения. Химические компоненты соответствующих сталей, использованных в примерах, показаны в таблице 1. Соответственные условия изготовления показаны в таблице 2. Кроме того, структурные конфигурации и механические характеристики соответствующих типов сталей в условиях изготовления согласно таблице 2 показаны в таблице 3. Между тем, каждое подчеркнутое значение в каждой таблице указывает, что численное значение находится за пределами диапазона согласно настоящему изобретению, или вне диапазона предпочтительных величин согласно настоящему изобретению.
[0099] Будут разъяснены результаты исследований с использованием Соответствующих изобретению сталей «А-U», и сравнительных сталей «a-g», каждая из которых имеет химический состав, показанный в таблице 1. При этом, в таблице 1, каждое численное значение химических составов означает «% по массе». В таблицах 2 и 3 английские буквы от А до U, и английские буквы от «a» до «g», которые добавлены к обозначениям типов сталей, показывают компоненты соответствующих изобретению сталей от А до U и сравнительных сталей от «a» до «g» в таблице 1, соответственно.
[0100] Эти стали (соответствующие изобретению стали от А до U и сравнительные стали от «a» до «g») были отлиты и затем были нагреты до температурного диапазона от 1000 до 1300°С или были отлиты, чтобы затем быть нагретыми до температурного диапазона от 1000 до 1300°С, после того, как были однократно охлаждены до комнатной температуры, и после этого были подвергнуты горячей прокатке, холодной прокатке и охлаждению в условиях, показанных в таблице 2.
[0101] При горячей прокатке, прежде всего в черновой прокатке, представляющей собой первую горячую прокатку, прокатку выполняли один раз или более со степенью обжатия 40% или более, в температурном диапазоне не ниже 1000°С и не выше 1200°С. Однако, в отношении сталей типов А3, Е3 и М2, при черновой прокатке прокатку со степенью обжатия 40% или более в одном проходе не проводили. Таблица 2 показывает, при черновой прокатке, число циклов обжатия при степени обжатия 40% или более, каждую степень обжатия (%) при черной прокатке, и диаметр аустенитного зерна (мкм) после черновой прокатки (перед чистовой прокаткой). При этом температура Т1 (°С) и температура Ас1 (°С) соответствующих типов сталей показаны в таблице 2.
[0102] По завершении черновой прокатки выполняли чистовую прокатку в качестве второй горячей прокатки. В чистовой прокатке прокатку выполняли со степенью обжатия 30% или более в одном проходе по меньшей мере один раз, в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С и в температурном диапазоне ниже Т1+30°С общую степень обжатия регулировали на 30% или менее. Между прочим, при чистовой прокатке прокатку выполняли при степени обжатия 30% или более в одном проходе, при конечном проходе в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С.
[0103] Однако в отношении сталей типов А9 и С3, прокатку при степени обжатия 30% или более не выполняли в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С. Кроме того, в отношении стали типа А7, общая степень обжатия в температурном диапазоне ниже Т1+30°С составляла свыше 30%.
[0104] Кроме того, при чистовой прокатке общую степень обжатия регулировали на 50% или более. Однако в отношении стали типа С3, общая степень обжатия в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С составляла менее 50%.
[0105] Таблица 2 показывает, для чистовой прокатки, степень обжатия (%) при конечном проходе в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С и степень обжатия при проходе по меньшей мере в одной клети ранее конечного прохода (степень обжатия в проходе перед выходом) (%). Кроме того, таблица 2 показывает, для чистовой прокатки, общую степень обжатия (%) в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С, температуру (°С) после обжатия в конечном проходе в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С, максимальную степень тепловыделения при обработке (°С) во время обжатия в температурном диапазоне ниже Т1+30°С и степень обжатия (%) во время обжатия в температурном диапазоне ниже Т1+30°С.
[0106] После того, как в чистовой прокатке выполнили конечное обжатие в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С, начинали охлаждение перед холодной прокаткой перед временем выдержки t секунд, превышающим 2,5×t1. При охлаждении перед холодной прокаткой среднюю скорость охлаждения регулировали на 50°С/секунду или более. Кроме того, изменение температуры (величину температуры охлаждения) при охлаждении перед холодной прокаткой регулировали на снижение в пределах диапазона не менее, чем на 40°С, и не более, чем на 140°С.
[0107] Однако, в отношении сталей типов А9 и J2, охлаждение перед холодной прокаткой начинали после времени выдержки t секунд, превышающего 2,5×t1, сразу после конечного обжатия в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С в чистовой прокатке. В отношении стали типа А3 изменение температуры (величина температуры охлаждения) при первичном охлаждении перед холодной прокаткой составляло менее 40°С, и в отношении стали типа В3 изменение температуры (величина температуры охлаждения) при охлаждении перед холодной прокаткой составляло более 140°С. В отношении стали типа А8, средняя скорость охлаждения при охлаждении перед холодной прокаткой была менее 50°С/секунду.
[0108] Таблица 2 показывает значение t1 (секунд) для соответствующих типов сталей, время t выдержки (секунд) от конечного обжатия в температурном диапазоне не ниже Т1+30°С и не выше Т1+200°С до начала охлаждения перед холодной прокаткой в чистовой прокатке, t/t1, изменение температуры (величину охлаждения) (°С) в охлаждении перед холодной прокаткой, и среднюю скорость охлаждения (°С,/секунду) в охлаждении перед холодной прокаткой.
[0109] Вслед за охлаждением перед холодной прокаткой выполняли намотку в рулон при температуре 650°С или ниже, и получили исходные горячекатаные листы, каждый из которых имел толщину от 2 до 5 мм.
[0110] Однако, в отношении сталей типов А6 и Е3, температура намотки была выше 650°С. Таблица 2 показывает, в отношении соответствующих типов сталей, температуру (°С) прекращения охлаждения перед холодной прокаткой (температуру намотки в рулон).
[0111] Затем каждый из горячекатаных исходных листов подвергли декапированию, и затем подвергли холодной прокатке со степенью обжатия не менее 40% и не более 80%. Однако, в отношении сталей типов А2, Е3, I3 и М2, степень обжатия при холодной прокатке составляла менее 40%. Кроме того, в отношении стали типа С4, степень обжатия при холодной прокатке была свыше 80%. Таблица 2 показывает степень обжатия (%) при холодной прокатке соответствующих типов сталей.
[0112] После холодной прокатки выполняли нагрев до температурного диапазона от 750 до 900°С и проводили выдерживание в течение не короче 1 секунды и не дольше 300 секунд. Кроме того, когда нагрев выполняли до температурного диапазона от 750 до 900°С, среднюю скорость нагрева HR1 (°С/секунду) от температуры не ниже комнатной температуры и до температуры не выше 650°С регулировали на 0,3 или более (HR1≥0,3), и среднюю скорость нагрева HR2 (°С/секунду) от температуры выше 650°С до температуры от 750 до 900°С регулировали на 0,5×HR1 или менее (HR2≤0,5×HR1). Таблица 2 показывает для соответствующих типов сталей температуру нагрева (температуру отжига), продолжительность нагрева и выдерживания (времени до начала первичного охлаждения после холодной прокатки) (секунд), и средние скорости нагрева HR1 и HR2 (°С/секунду).
[0113] Однако, в отношении стали типа F3, температура нагрева была выше 900°С. В отношении стали типа N2, температура нагрева составляла ниже 750°С. В отношении стали типа С5, продолжительность нагрева и выдерживания была короче одной секунды. В отношении стали типа F2, продолжительность нагрева и выдерживания была дольше 300 секунд. Кроме того, в отношении стали типа В4, средняя скорость нагрева HR1 составляла менее 0,3 (°С/секунду). В отношении стали типа В5, средняя скорость нагрева HR2 (°С/секунду) составляла свыше 0,5×HR1.
[0114] После нагрева и выдерживания проводили первичное охлаждение после холодной прокатки до температурного диапазона от 580 до 750°С, при средней скорости охлаждения не менее 1°С/сек и не более 10°С/сек. Однако, в отношении стали типа А2, средняя скорость охлаждения при первичном охлаждении после холодной прокатки была свыше 10°С/сек. Кроме того, в отношении стали типа С6, средняя скорость охлаждения при первичном охлаждении после холодной прокатки была менее 1°С/сек. Кроме того, в отношении сталей типов А2 и А5, температура прекращения первичного охлаждения после холодной прокатки была ниже 580°С, и, в отношении сталей типов А3, А4 и М2, температура прекращения первичного охлаждения после холодной прокатки была выше 750°С. Таблица 2 показывает, для соответствующих типов сталей, среднюю скорость охлаждения (°С/секунду) и температуру (°С) прекращения охлаждения при первичном охлаждении после холодной прокатки.
[0115] После того, как было выполнено первичное охлаждение после холодной прокатки, выполняли выдерживание не короче 1 секунды и не дольше 1000 секунд, при условии, что скорость снижения температуры становится 1°С/сек или менее. Таблица 2 показывает продолжительность выдерживания (время до начала первичного охлаждения после холодной прокатки) для соответствующих сталей.
[0116] После выдерживания выполняли вторичное охлаждение после холодной прокатки со средней скоростью охлаждения 5°С/сек или менее. Однако, в отношении стали типа А5, средняя скорость охлаждения при вторичном охлаждении после холодной прокатки составляла менее 5°С/секунду. Таблица 2 показывает среднюю скорость охлаждения (°С/секунду) при вторичном охлаждении после холодной прокатки для соответствующих типов сталей.
[0117] После этого выполняли дрессировку при степени обжатия 0,5%, и провели оценку материала. При этом, для стали типа Т1, выполнили обработку способом горячей гальванизации погружением. На стали типа U1 выполнили легирующую обработку в температурном диапазоне от 450 до 600°С после гальванизации.
[0118] Таблица 3 показывает доли площади (структурные фракции) (%) феррита, перлита и бейнита + мартенсита в структуре соответствующих типов сталей, и, для соответствующих типов сталей, среднее значение полюсных плотностей группы ориентаций от {100}<011> до {223}<110>, и полюсную плотность кристаллографической ориентации {332}<113>, в диапазоне от 5/8 до 3/8 толщины листа от поверхности стального листа. Между тем, структурную фракцию оценивали по структурной фракции перед дрессировкой. Кроме того, таблица 3 показывает, в качестве механических характеристик соответствующих типов сталей, значения rC, rL, r30 и r60, представляющие соответствующие коэффициенты r, предел прочности на растяжение TS (МПа), относительное удлинение EI в процентах (%), коэффициент раздачи отверстия λ (%) как показатель локальной пластичности, TS×λ, твердость по Виккерсу перлита в единицах HVp, и процентную долю поверхности среза (%). Кроме того, она показывала присутствие или отсутствие обработки гальванизацией.
[0119] Между прочим, испытание на растяжение основывалось на Японском промышленном стандарте JIS Z 2241. Испытание на раздачу отверстия основывалось на стандарте Японской федерации чугуна и стали JFS Т1001. Полюсную плотность каждой из кристаллографических ориентаций измеряли с использованием описанного ранее метода EBSP с шагом 0,5 мкм в области от 3/8 до 5/8 толщины листа в поперечном сечении параллельно направлению прокатки. Кроме того, коэффициент r в каждом из направлений измеряли вышеописанным методом. В отношении процентной доли поверхности среза, каждый из стальных листов, толщина листа которых была доведена до 1,2 мм, перфорировали с помощью круглого пуансона с диаметром ϕ 10 мм и круглой матрицы с 1%-ным зазором, и затем измеряли каждую поверхность кромки пробитого отверстия. Значение vTrs (температура перехода к разрыву по Шарпи) измеряли методом испытания ударной вязкости по Шарпи на основе стандарта JIS Z 2241. Пригодность к отбортовке-вытяжке определяли как превосходную в случае TS×λ≥30000, и прецизионную перфорируемость определяли как превосходную в случае процентной доли поверхности среза на уровне 90% или более. Низкотемпературную ударную вязкость определяли как плохую в случае vTrs = выше -40.
[0120] Как показано на фиг.14, найдено, что только те образцы, которые удовлетворяют предписанным согласно настоящему изобретению условиям, имеют превосходные прецизионную перфорируемость и пригодность к отбортовке-вытяжке.

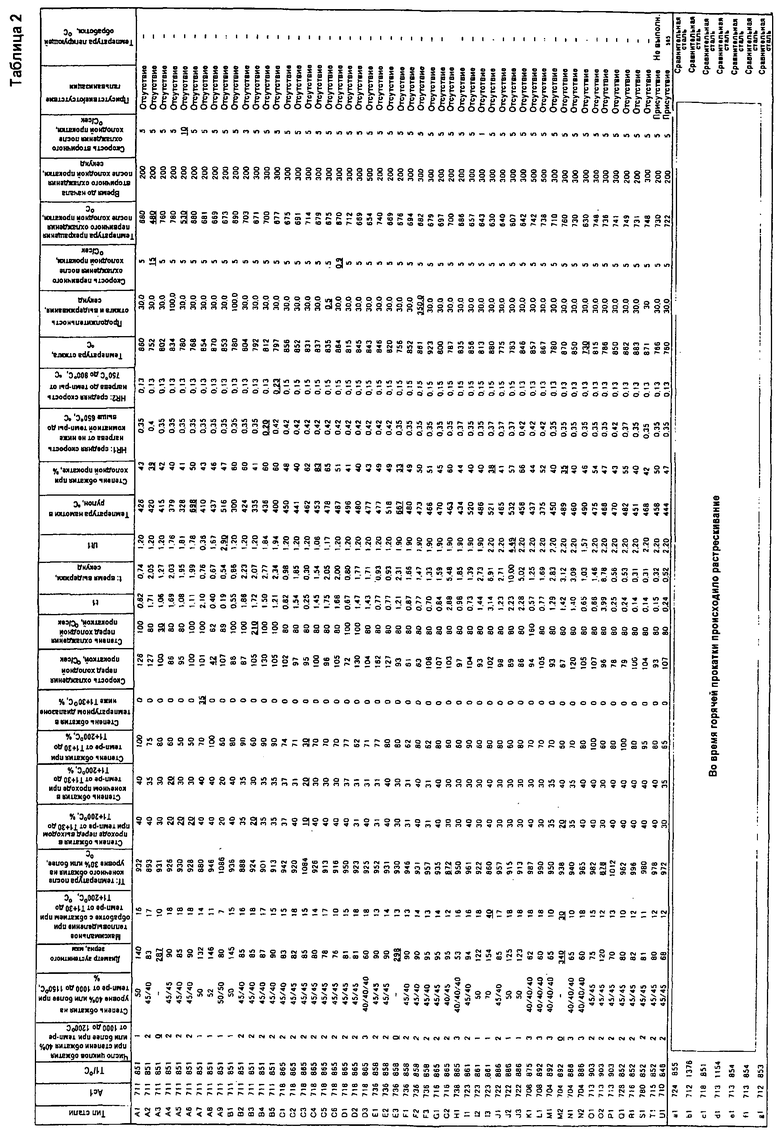
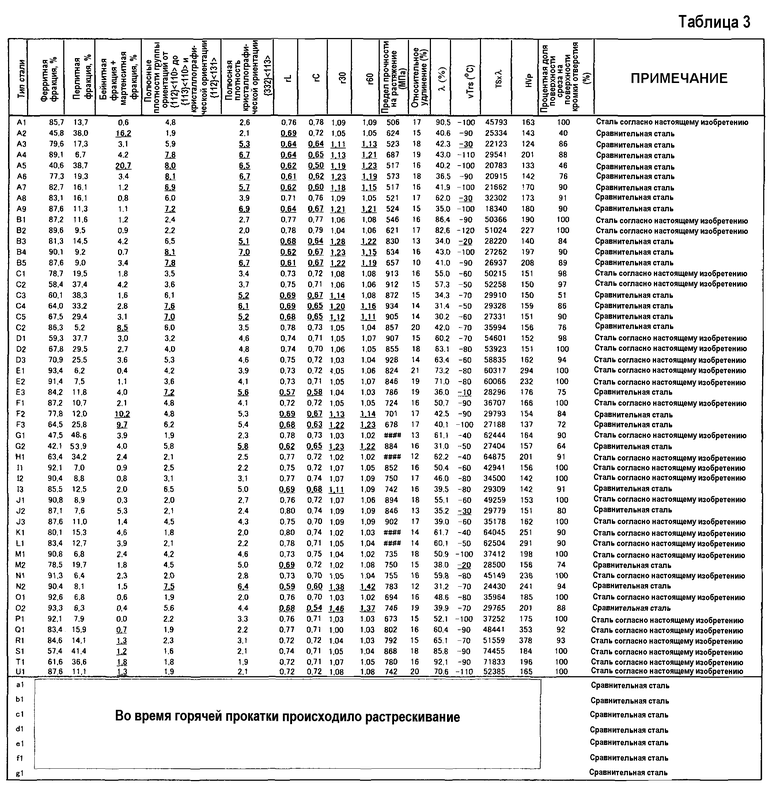

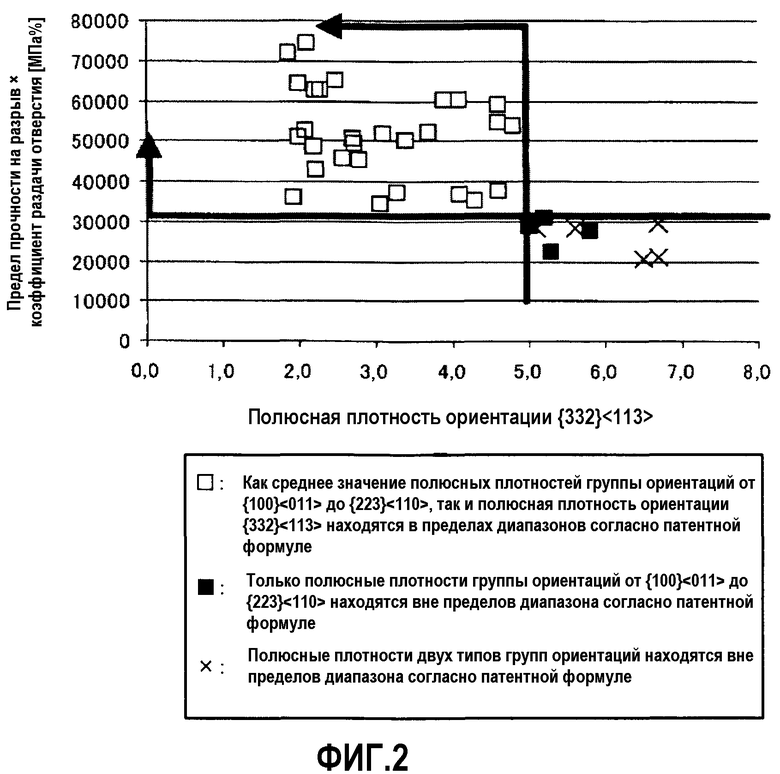
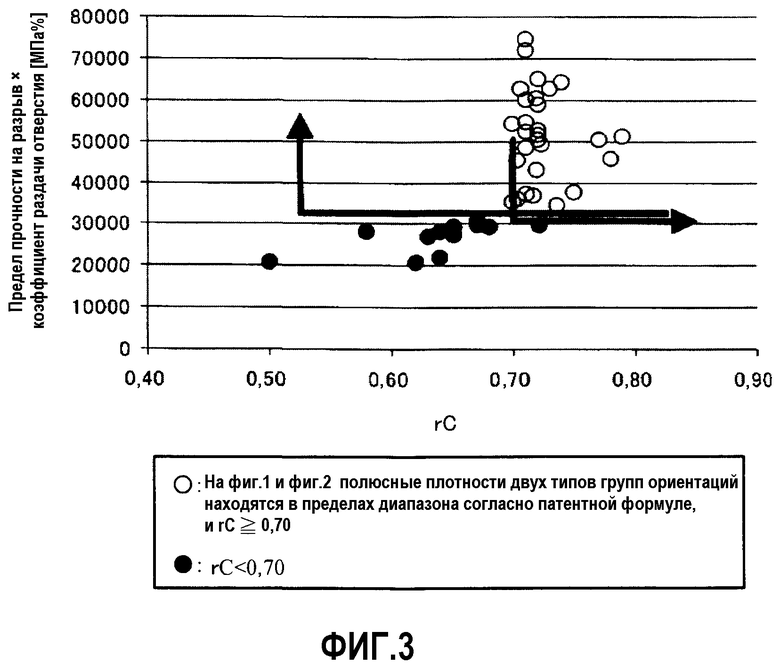
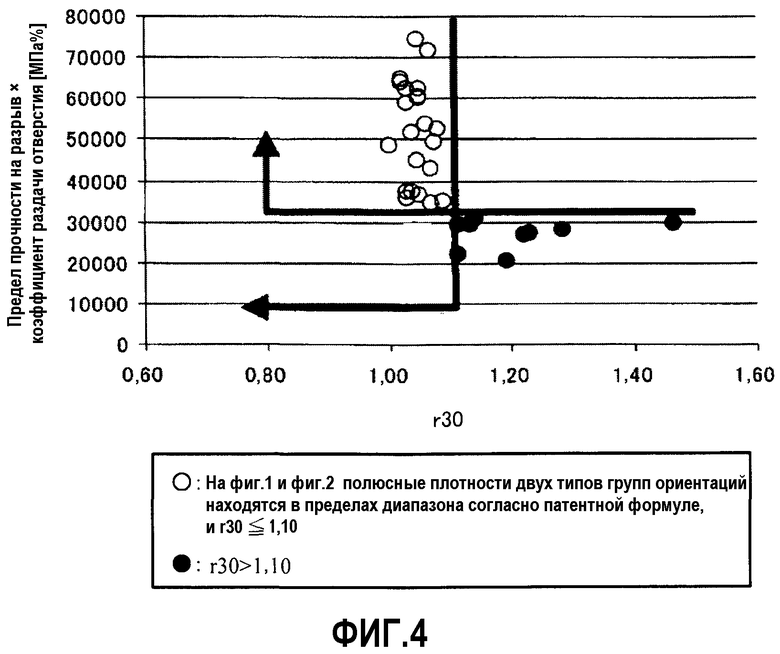




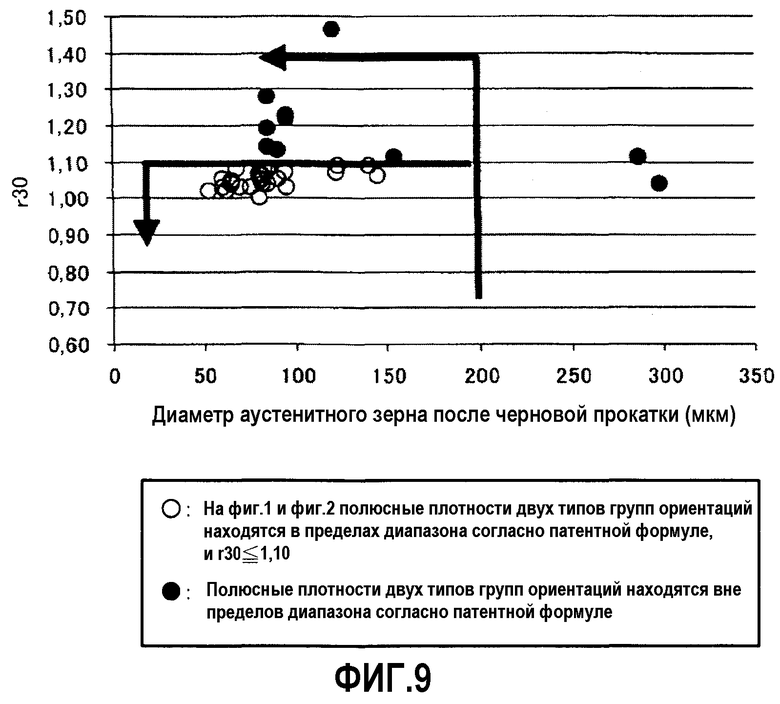
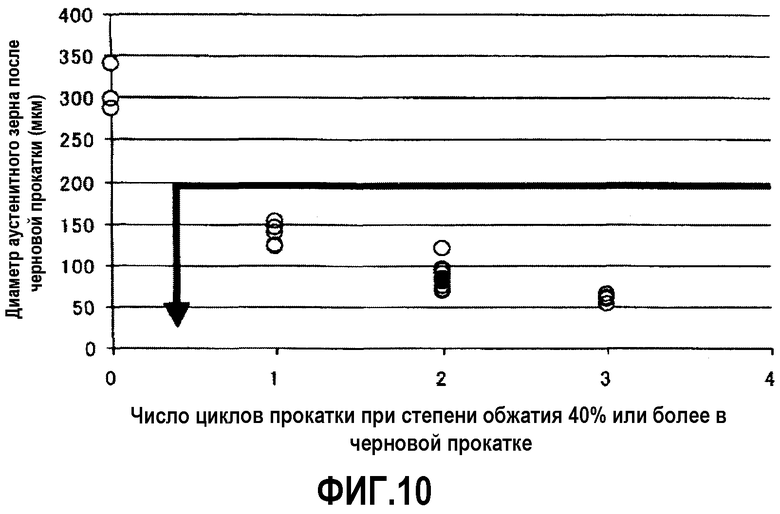


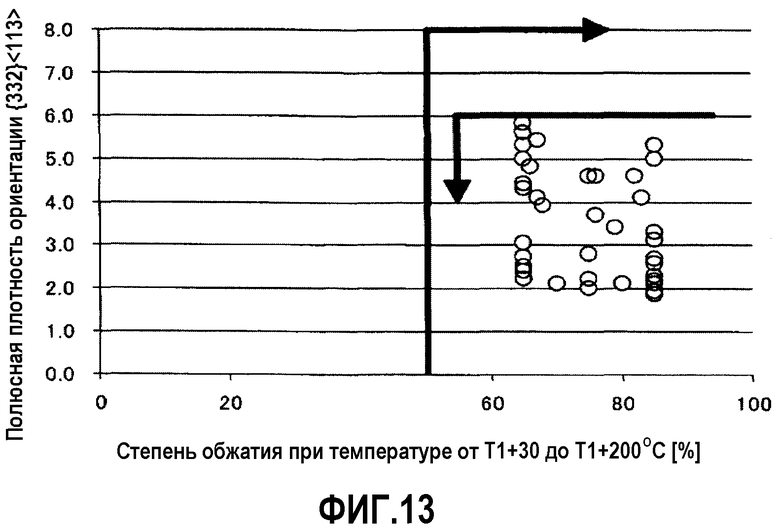

Изобретение относится к области металлургии, а именно к высокопрочному холоднокатаному стальному листу. Сталь содержит, в мас.%: С от более 0,01 до 0,4, Si не менее 0,001 и не более 2,5, Mn не менее 0,001 и не более 4,0, Р от 0,001 до 0,15, S от 0,0005 до 0,03, Al не менее 0,001 и не более 2,0, N от 0,0005 до 0,01, при необходимости по меньшей мере один элемент из: Ti, Nb, В, Mg, REM, Са, Мо, Cr, V, Ni, Cu, Zr, W, As, Со, Sn, Pb, Y и Hf, остальное железо и неизбежные примеси. В диапазоне от 5/8 до 3/8 толщины листа от поверхности среднее значение полюсных плотностей группы ориентаций от {100}<011> до {223}<110> составляет 6,5 или менее, и полюсная плотность кристаллографической ориентации {332}<113> составляет 5,0 или менее. Структура, в единицах доли площади, содержит более 5% перлита, сумма бейнита и мартенсита ограничена до величины менее 5%, и остальное количество составлено ферритом. Обеспечиваются высокая пригодность к отбортовке-вытяжке и прецизионная перфорируемость. 2 н. и 12 з.п. ф-лы, 14 ил., 3 табл., 1 пр.
1. Высокопрочный холоднокатаный стальной лист, имеющий повышенные способность к отбортовке-вытяжке и прецизионную перфорируемость, выполненный из стали, содержащей, в мас.%:
С: от более 0,01 до 0,4
Si: не менее 0,001 и не более 2,5
Mn: не менее 0,001 и не более 4,0
Р: от 0,001 до 0,15
S: от 0,0005 до 0,03
Al: не менее 0,001 и не более 2,0
N: от 0,0005 до 0,01
при необходимости по меньшей мере один элемент из:
Ti: не менее 0,001 и не более 0,2
Nb: не менее 0,001 и не более 0,2
В: не менее 0,0001 и не более 0,005
Mg: не менее 0,0001 и не более 0,01
REM: не менее 0,0001 и не более 0,1
Са: не менее 0,0001 и не более 0,01
Мо: не менее 0,001 и не более 1,0
Cr: не менее 0,001 и не более 2,0
V: не менее 0,001 и не более 1,0
Ni: не менее 0,001 и не более 2,0
Cu: не менее 0,001 и не более 2,0
Zr: не менее 0,0001 и не более 0,2
W: не менее 0,001 и не более 1,0
As: не менее 0,0001 и не более 0,5
Со: не менее 0,0001 и не более 1,0
Sn: не менее 0,0001 и не более 0,2
Pb: не менее 0,001 и не более 0,1
Y: не менее 0,001, и не более 0,10 и
Hf: не менее 0,001 и не более 0,10
остальное железо и неизбежные примеси,
причем структура стали, в единицах доли площади листа, содержит более 5% перлита, менее 5% в сумме бейнита и мартенсита, остальное феррит, а в центральной по толщине части листа, отстоящей от поверхности на расстояние от 5/8 до 3/8 толщины листа, среднее значение полюсных плотностей группы ориентаций от {100}<011> до {223}<110>, представленной соответствующими кристаллографическими ориентациями {100}<011>, {116}<110>, {114}<110>, {113}<110>, {112}<110>, {335}<110> и {223}<110>, составляет 6,5 или менее, и полюсная плотность кристаллографической ориентации {332}<113> составляет 5,0 или менее.
2. Лист по п. 1, в котором твердость по Виккерсу перлитной фазы составляет не менее 150 единиц HV и не более 300 единиц HV.
3. Лист по п. 1, в котором показатель Лэнгфорда «r» в направлении, перпендикулярном направлению прокатки (rC), составляет 0,70 или более, показатель «r» в направлении под углом 30° к направлению прокатки (r30) составляет 1,10 или менее, показатель «r» по направлению прокатки (rL) составляет 0,70 или более, а показатель «r» в направлении под углом 60° к направлению прокатки (r60) составляет 1,10 или менее.
4. Лист по п. 1, в котором процентная доля поверхности среза на поверхности кромки отверстия, полученного в центральной части листа толщиной 1,2 или менее перфорированием с использованием круглого пуансона диаметром ⌀ 10 мм и круглой матрицы с 1%-ным зазором, составляет 90% или более.
5. Лист по п. 1, который имеет на поверхности слой гальванического покрытия или легированного гальванического покрытия, полученный погружением в горячую ванну.
6. Способ изготовления высокопрочного холоднокатаного стального листа, имеющего повышенные способность к отбортовке-вытяжке и прецизионную перфорируемость, в котором заготовку, выполненную из стали, содержащей, в мас.%:
С: от более 0,01 до 0,4
Si: не менее 0,001 и не более 2,5
Mn: не менее 0,001 и не более 4,0
Р: от 0,001 до 0,15
S: от 0,0005 до 0,03
Al: не менее 0,001 и не более 2,0
N: от 0,0005 до 0,01
при необходимости по меньшей мере один элемент из:
Ti: не менее 0,001 и не более 0,2
Nb: не менее 0,001 и не более 0,2
В: не менее 0,0001 и не более 0,005
Mg: не менее 0,0001 и не более 0,01
REM: не менее 0,0001 и не более 0,1
Са: не менее 0,0001 и не более 0,01
Мо: не менее 0,001 и не более 1,0
Cr: не менее 0,001 и не более 2,0
V: не менее 0,001 и не более 1,0
Ni: не менее 0,001 и не более 2,0
Cu: не менее 0,001 и не более 2,0
Zr: не менее 0,0001 и не более 0,2
W: не менее 0,001 и не более 1,0
As: не менее 0,0001 и не более 0,5
Со: не менее 0,0001 и не более 1,0
Sn: не менее 0,0001 и не более 0,2
Pb: не менее 0,001 и не более 0,1
Y: не менее 0,001, и не более 0,10 и
Hf: не менее 0,001 и не более 0,10
остальное железо и неизбежные примеси, подвергают стадиям обработки, включающим:
первую горячую прокатку, включая прокатку со степенью обжатия 40% или выше один или более раз в температурном диапазоне не ниже 1000°С и не выше 1200°С, с получением диаметра аустенитных зерен 200 мкм или меньше,
вторую горячую прокатку, включая прокатку по меньшей мере один раз со степенью обжатия 30% или более в один проход в температурном диапазоне не ниже (Т1+30°С) и не выше (Т1+200°С), где температуру Т1 определяют по выражению: T1(°С)=850+10×(C+N)×Mn+350×Nb+250×Ti+40×B+10×Cr+100×Mo+100×V,
причем каждый из С, N, Mn, Nb, Ti, В, Cr, Мо и V представляет содержание элемента (в мас.%),
установку общей степени обжатия при второй горячей прокатке 50% или больше;
конечное обжатие на второй горячей прокатке со степенью обжатия 30% или больше,
и затем охлаждение таким образом, чтобы время выдержки t (сек) после конечного обжатия и началом охлаждения удовлетворяло выражению:
t≤2,5×t1, причем t1 определяют из выражения:
t1=0,001×((Tf-T1)×P1/100)2-0,109×((Tf-T1)×Р1/100)+3,1, где
Tf означает температуру стальной заготовки, полученной после конечного обжатия при степени обжатия 30% или более, и Р1 означает степень обжатия при конечном обжатии на 30% или более;
установку средней скорости охлаждения на 50°С/сек или более и проведение охлаждения так, чтобы изменение температуры составляло не менее 40°С и не более 140°С;
холодную прокатку со степенью обжатия не менее 40% и не более 80%;
нагрев до температурной области от 750 до 900°С и выдержку в течение 1-300 сек;
первичное охлаждение после холодной прокатки до температуры в диапазоне от 580°С до 750°С со средней скоростью охлаждения от не менее 1°С/сек до не более 10°С/сек;
выдержку в течение 1-1000 сек с обеспечением скорости снижения температуры 1°С/сек или менее;
вторичное охлаждение после холодной прокатки со средней скоростью охлаждения 5°С/сек или менее.
7. Способ по п. 6, в котором общая степень обжатия в температурном диапазоне ниже Т1+30°С составляет 30% или менее.
8. Способ по п. 6, в котором время выдержки t (сек) дополнительно удовлетворяет выражению: t<t1.
9. Способ по п. 6, в котором время выдержки t (сек) дополнительно удовлетворяет выражению: t1≤t≤t1×2,5.
10. Способ по п. 6, в котором охлаждение перед холодной прокаткой начинают между клетями прокатного стана.
11. Способ по п. 6, в котором дополнительно после выполнения охлаждения перед холодной прокаткой и перед холодной прокаткой выполняют намотку в рулон горячекатаного стального листа при температуре 650°С или ниже.
12. Способ по п. 6, в котором нагрев до температуры от 750 до 900°С после холодной прокатки проводят со средней скоростью нагрева HR1 (°С/сек) в интервале температур не ниже комнатной температуры и не выше 650°С и со средней скоростью нагрева HR2 (°С/сек) в интервале температур выше 650°С до температуры от 750 до 900°С, при этом значения HR1 и HR2 определяют по выражениям:
HR1≥0,3,
HR2≤0,5×HR1.
13. Способ по п. 6, который дополнительно включает стадию нанесения слоя гальванического покрытия на поверхность листа погружением.
14. Способ по п. 13, который дополнительно включает стадию обработки слоя гальванического покрытия при температуре от 450 до 600°С для легирования.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕДЕЛОМ ПРОЧНОСТИ НА РАЗРЫВ 780 МПа ИЛИ БОЛЕЕ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ ЛОКАЛЬНУЮ ДЕФОРМИРУЕМОСТЬ И ЗАМЕДЛЕННОЕ ПОВЫШЕНИЕ ТВЕРДОСТИ МЕСТА СВАРКИ | 2004 |
|
RU2312163C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ДЕТАЛИ С МНОГОФАЗНОЙ МИКРОСТРУКТУРОЙ | 2006 |
|
RU2403291C2 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

