Область техники
Настоящее изобретение относится к высокопрочному стальному листу и высокопрочному гальванизированному стальному листу, которые являются превосходными по формуемости, и способам их изготовления.
Уровень техники
В последние годы появились растущие потребности в более высокой прочности листовой стали, которую применяют для автомобилей и подобного. Конкретно, с целью улучшения аварийной безопасности и подобного, также используют высокопрочный стальной лист с максимальным усилием растяжения 900 МПа или более. Такой высокопрочный стальной лист, который недорого формуют в больших объемах путем его обработки прессованием точно также как лист из низкоуглеродистой стали, и применяют в качестве конструктивных элементов.
Однако в последние годы, наряду с быстрым увеличением прочности высокопрочного стального листа, в частности высокопрочного стального листа с максимальной прочностью при растяжении 900 МПа или более, возникает проблема формуемости, становящейся недостаточной, и затрудняется обработка, связанная с местной деформацией, такая как формуемость с вытяжкой. По этой причине в высокопрочном стальном листе с высоким усилием растяжения также стала востребованной реализация удовлетворительной обрабатываемости.
PLT 1 раскрывает в качестве способа улучшения сгибаемости высокопрочного стального листа, стальной лист с прочностью при растяжении 780-1470 МПа, хорошей формуемостью и превосходной сгибаемостью, которая получается при использовании стального листа, который имеет микроструктуру, состоящую в основном из бейнита или мартенсита отпуска, устанавливая количество кремния, который содержится в стали, в % масс., 0,6% или менее, охлаждаемый до температуры, по меньшей мере, на 50°C ниже, чем заданная температура бейнитного превращения, для облегчения превращение из аустенита в бейнит или мартенсит, и, таким образом, устанавливая объемную долю остаточного аустенита, который содержится в структуре и имеет точку мартенситного превращения -196°C или выше, на 2% или менее.
PLT 2 раскрывает в качестве способа улучшения формуемости высокопрочного стального листа, способ улучшения вязкости и пригодности к отбортовке-вытяжке путем охлаждения стального листа, который прокатали в горячем состоянии вплоть до 500°C или менее, сматывая его в рулон, затем повторно нагревая его до 550-700°C, затем последовательно осуществляя процесс холодной прокатки и процесс непрерывного отжига так, что вторая фаза, которая содержит остаточный аустенит и дополнительно содержит фазу низкотемпературного превращения, становится более мелкой по среднему размеру частиц, и так, что количество остаточного аустенита, количество в твердом растворе С в остаточном аустените и средний размер частиц удовлетворяют заданным формулам соотношения.
PLT 3 раскрывает в качестве способа улучшения пригодности к отбортовке-вытяжке высокопрочного стального листа, стальной лист, который имеет меньшее стандартное отклонение в твердости внутри стального листа и который имеет эквивалентную твердость во всей области стального листа.
PLT 4 раскрывает в качестве способа улучшения пригодности к отбортовке-вытяжке высокопрочного стального листа, стальной лист, который уменьшают в твердости твердых частей путем термообработки, и который уменьшают в разнице твердости с мягкими частями.
PLT 5 раскрывает в качестве способа улучшения пригодности к отбортовке-вытяжке высокопрочного стального листа преобразование твердых частей относительно мягкого бейнита так, чтобы уменьшить разницу в твердости от мягких частей.
PLT 6 раскрывает в качестве способа улучшения пригодности к отбортовке-вытяжке высокопрочного стального листа, стальной лист, который имеет структуру в соотношении по площади, состоящую из 40-70% мартенсита отпуска и остального - феррита, где уменьшена доля между величиной верхнего предела и величиной нижнего предела концентрации Mn в поперечном сечении по направлению толщины стального листа.
Перечень ссылок
Патентная литература
PLT 1: Японская патентная публикация No. 10-280090A
PLT 2 Японская патентная публикация № 2003-183775A
PLT 3: Японская патентная публикация № 2008-266779A
PLT 4: Японская патентная публикация № 2007-302918A
PLT 5: Японская патентная публикация № 2004-263270A
PLT 6: Японская патентная публикация № 2010-65307A
Сущность изобретения
Техническая проблема
В высокопрочном стальном листе, который описывается в PLT 1, проблема заключается в том, что в структуре стального листа имеется мало феррита и остаточного аустенита для улучшения вязкости и, следовательно, не может быть получена достаточная вязкость.
Способ изготовления высокопрочного стального листа согласно PLT 2 требует крупномасштабного агрегата для повторного нагревания, так что есть проблема, что увеличивается стоимость изготовления.
В способах, которые описываются также в PLT3-PLT6, обрабатываемость высокопрочного стального листа с максимальной прочностью при растяжении 900 МПа или более является недостаточной.
Настоящее изобретение было сделано, принимая во внимание вышеуказанные проблемы, и имеет своей целью обеспечение высокопрочного стального листа и высокопрочного гальванизированного стального листа, которые являются превосходными по формуемости, и способов их изготовления, с помощью которых сохраняется максимальная прочность при растяжении 900 МПа, или более высокая прочность, наряду с тем, что получаются превосходные вязкость и пригодность к отбортовке-вытяжке.
Решение проблемы
Авторы изобретения занимались интенсивными исследованиями структуры стального листа и способа изготовления для получения превосходных вязкости и пригодности к отбортовке-вытяжке в высокопрочном стальном листе. В результате, они открыли, что делая подходящие диапазоны ингредиентов стали и еще создавая подходящие условия отжига после холодной прокатки, возможно обеспечить диапазон доля остаточной аустенитной фазы в структуре стального листа в заданном интервале, при снижении начальной температуры мартенситного превращения остаточной аустенитной фазы, получая высокопрочный стальной лист при таких условиях и регулируя долю фазы остаточного аустенита в структуре стального листа и точки мартенситного превращения до подходящих интервалов, так что сохраняют максимальную прочность при растяжении 900 МПа или выше, наряду с тем, что улучшаются вязкость и пригодность к отбортовке-вытяжке (возможность расширения отверстия), и получают превосходную формуемость.
Настоящее изобретение было сделано в результате дополнительных исследований, основанных на вышеупомянутых открытиях, и имеет в качестве сущности следующее:
(1). Высокопрочный стальной лист с высокой формуемостью, содержащий, в % масс.:
C: 0,075-0,300%,
Si: 0,70-2,50%,
Mn: 1,30-3,50%,
P: 0,001-0,030%,
S: 0,0001-0,0100%,
Al: 0,005-1,500%,
N: 0,0001-0,0100%, и
O: 0,0001-0,0100%, и
содержащий в качестве необязательных элементов один или более элементов из:
Ti: 0,005-0,150%,
Nb: 0,005-0,150%,
B: 0,0001-0,0100%,
Cr: 0,01-2,00%,
Ni: 0,01-2,00%,
Cu: 0,01-2,00%,
Mo: 0,01-1,00%,
V: 0,005-0,150% и
одно или более из Ca, Ce, Mg, Zr, Hf, а также РЗМ: в сумме 0,0001-0,5000%, причем
остальное - железо и неизбежные примеси,
при этом
структура стального листа содержит, в объемных долях, 2-20% остаточной аустенитной фазы, а упомянутая остаточная аустенитная фаза имеет точку мартенситного превращения -60°C или менее.
(2). Стальной лист по (1), отличающийся тем, что доля упомянутой остаточной аустенитной фазы, которая превращается в мартенсит при -198°C составляет, в объемных долях, 2% или менее от общей фазы остаточного аустенита.
(3) Стальной лист по (1) или (2), отличающийся тем, что упомянутая фаза остаточного аустенита имеет точку мартенситного превращения -198°C или менее.
(4) Стальной лист по (1) или (2), отличающийся тем, что структура стального листа дополнительно содержит в объемных долях:
ферритную фазу: 10-75%,
фазу бейнитного феррита и/или бейнитную фазу: 10-50%,
фазу мартенсита отпуска: 10-50% и
фазу свежего мартенсита: 10% или менее.
(5) Высокопрочный гальванизированный стальной лист с высокой формуемостью, отличающийся тем, что содержит высокопрочный стальной лист по п.(1) или (2), на поверхности которого сформирован слой гальванического покрытия.
(6). Способ изготовления высокопрочного стального листа с высокой формуемостью, отличающийся тем, что включает в себя:
процесс горячей прокатки с нагревом сляба, который содержит в % масс.:
C: 0,075-0,300%,
Si: 0,70-2,50%,
Mn: 1,30-3,50%,
P: 0,001-0,030%,
S: 0,0001-0,0100%,
Al: 0,005-1,500%,
N: 0,0001-0,0100% и
О: 0,0001-0,0100%, и
который содержит в качестве необязательных элементов один или более элементов из:
Ti: 0,005-0,150%,
Nb: 0,005-0,150%,
B: 0,0001-0,0100%,
Cr: 0,01-2,00%,
Ni: 0,01-2,00%,
Cu: 0,01-2,00%,
Mo: 0,01-1,00%,
V: 0,005-0,150%, и
одно или более из Ca, Ce, Mg, Zr, Hf, а также РЗМ: в сумме 0,0001-0,5000%, и остальное - железо и примеси,
непосредственно или после однократного охлаждения, до 1050°C или более, окончание прокатки при температуре Ar3 или более для получения стального листа, и его охлаждение при температуре от 500 до 750°C,
процесс холодной прокатки, включающий травление смотанного в рулон стального листа с последующей холодной прокаткой с обжатием в 35-75%, и
процесс отжига, включающий нагрев стального листа после процесса холодной прокатки до максимальной температуры нагрева от 740 до 1000°C, с последующим охлаждением со средней скоростью охлаждения 1,0-10,0°C/с от упомянутой максимальной температуры нагрева до 700°C, и со средней скоростью охлаждения 5,0-200°C/с от 700 до 500°C, последующую выдержку при 350-450°C в течение 30-1000 секунд, последующее охлаждение до комнатной температуры и, при охлаждении от упомянутой максимальной температуры нагрева до комнатной температуры, повторный нагрев от точки Bs или менее чем 500°C, до 500°C или более, по меньшей мере, однократно, и повторный нагрев от точки Ms или менее чем 350°C, до 350°C или более, по меньшей мере, однократно.
(7). Способ изготовления высокопрочного гальванизированного стального листа с высокой формуемостью, отличающийся тем, что изготавливают высокопрочный стальной лист способом по (6) и осуществляют последующую гальванизацию.
(8). Способ изготовления высокопрочного гальванизированного стального листа с высокой формуемостью, отличающийся тем, что изготавливают высокопрочный стальной лист способом по (6), причем во время процесса отжига в течение охлаждения от упомянутой максимальной температуры нагрева до комнатной температуры, холоднокатаный стальной лист погружают в ванну для цинкования для горячей гальванизации погружением стального листа.
(9). Способ изготовления высокопрочного гальванизированного стального листа с высокой формуемостью, отличающийся тем, что изготавливают высокопрочный стальной лист способом по п.(6), причем после процесса отжига листа осуществляя горячую гальванизацию погружением.
(10). Способ по (8) или (9), отличающийся тем, что осуществляют обработку легированием при температуре 470-650°C после упомянутой горячей гальванизации погружением.
Полезные эффекты изобретения
Согласно настоящему изобретению можно получать высокопрочный стальной лист, у которого сохраняется максимальная прочность при растяжении 900 МПа или выше и обеспечивается превосходная формуемость.
Краткое описание чертежей
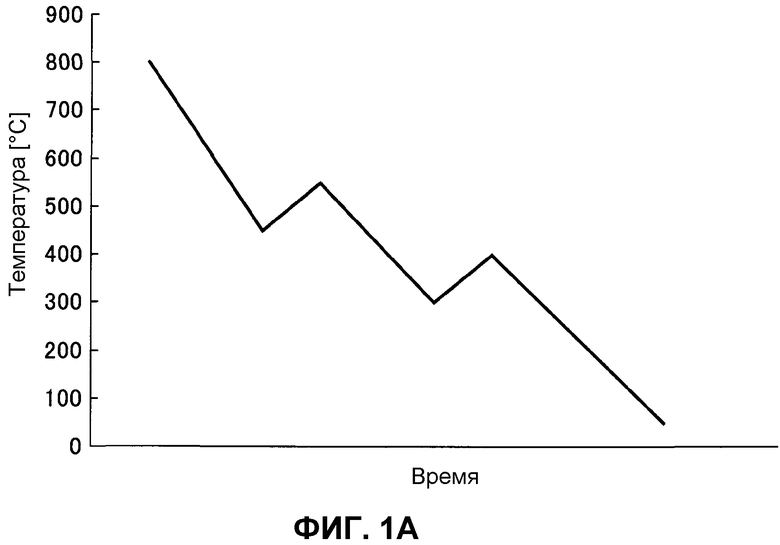
Фиг.1А представляет собой изображение, которое показывает пример режима охлаждения при обработке отжигом в способе изготовления по настоящему изобретению.
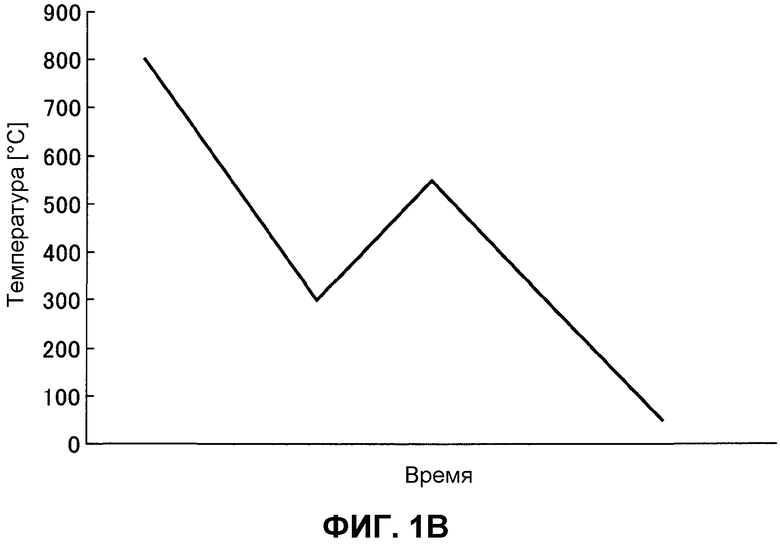
Фиг.1B представляет собой изображение, которое показывает другой пример режима охлаждения при обработке отжигом в способе изготовления по настоящему изобретению.
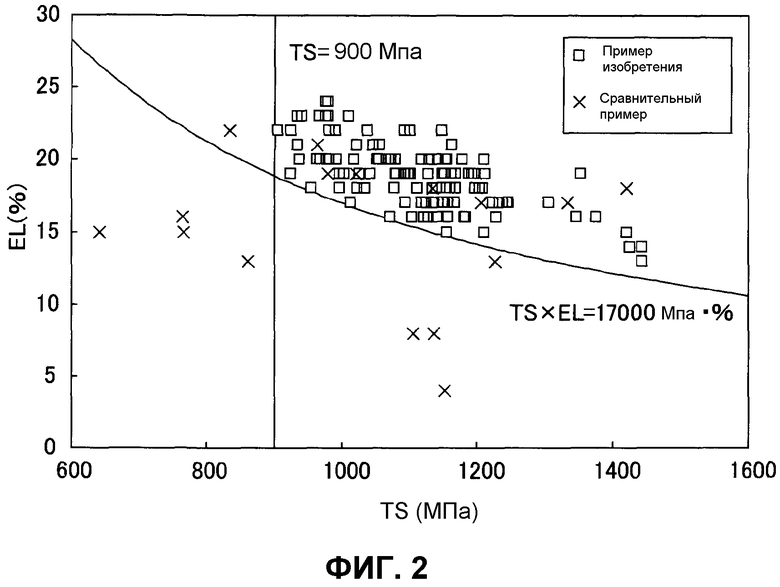
Фиг.2 представляет собой изображение, которое объясняет вариант осуществления настоящего изобретения и изображение, которое показывает взаимосвязь между пределом прочности при растяжении TS и общим удлинением EL.
Фиг.3 представляет собой изображение, которое объясняет вариант осуществления настоящего изобретения, и график, который показывает взаимосвязь предела прочности при растяжении TS со степенью расширения отверстия λ.
Описание вариантов осуществления
Ниже будут пояснены высокопрочный стальной лист и высокопрочный гальванизированный стальной лист, которые являются превосходными по формуемости, и способы их изготовления, на вариантах осуществления настоящего изобретения. Следует отметить, что следующие варианты осуществления объясняются подробно для предоставления возможности лучше понять сущность настоящего изобретения, до тех пор, пока не указано иначе, и не ограничивают настоящее изобретение.
Следует отметить, что в следующем объяснении начальная температура, при которой аустенит (γ-железо) превращается в мартенсит в процессе падения температуры при изготовлении стального листа будет называться как "точка Ms", наряду с тем, что начальная температура, при которой остаточный аустенит в структуре высокопрочного стального листа по настоящему изобретению, который изготавливают, превращается в мартенсит будет называться "точка Msr".
Первое, будет объяснена структура высокопрочного стального листа по настоящему изобретению.
Структура стального листа высокопрочного стального листа по настоящему изобретению содержит 2-20% фазы остаточного аустенита. Фаза остаточного аустенита имеет точку Msr -60°C или менее. Фаза остаточного аустенита, которая содержится в такой структуре высокопрочного стального листа по настоящему изобретению является стабильной даже при множестве обработок глубоким охлаждением.
Структура, отличная от фазы остаточного аустенита, особенно не ограничивается, поскольку максимальная прочность при растяжении 900 МПа или выше в прочности может сохраняться, но предпочтительно содержит, в объемной доле в структуре стального листа, ферритную фазу: 10-75%, фазу бейнитного феррита и/или бейнитную фазу: 10-50%, фазу мартенсита отпуска: 10-50%, а также фазу свежего мартенсита: 10% или менее. Из-за того, что имеется такая структура стального листа, в результате обеспечивается высокопрочный стальной лист, который имеет более превосходную формуемость.
Фазы, которые могут получаться в структуре стального листа, будут объяснены ниже:
Фаза остаточного аустенита
Фаза остаточного аустенита имеет свойство значительно улучшать прочность и вязкость, тем не менее, обычно образуя начальные точки разрушения и значительно ухудшая пригодность к отбортовке-вытяжке.
В структуре настоящего стального листа из-за двухкратного нагревания, как объяснено далее, дефекты, которые присутствовали в фазе остаточного аустенита и были склонны образовывать начальные места для мартенситного превращения, уже израсходованы и селективно остается только аустенитная фаза с ее высокой степенью чистоты. В результате получается чрезвычайно устойчивая аустенитная фаза. Такая остаточная аустенитная фаза постепенно превращается в мартенсит наряду с деформацией, так что достигается свойство легко не образовывать начальные точки разрушения и вызывать чрезвычайно малое ухудшение пригодности к отбортовке-вытяжке.
В качестве индикатора вышеупомянутой стабильности может считаться начальная температура мартенситного превращения (точка Msr) фазы остаточного аустенита. Стабильный остаточный аустенит, в котором остается аустенитная фаза с высокой степенью чистоты, не изменяется по количеству остаточного аустенита даже с погружением в жидкий азот на 1 час, то есть, используя так называемую обработку глубоким охлаждением. Точка Msr является температурой жидкого азота (-198°C) или менее и является экстремально стабильной. Кроме того, обычно путем неоднократного применения обработки глубоким охлаждением остаточный аустенит постепенно уменьшается, но в высокопрочном стальном листе согласно настоящему изобретению остаточный аустенит не уменьшается и является чрезвычайно стабильным, даже если обработан глубоким охлаждением пять раз.
Стальной лист по настоящему изобретению является высокопрочным стальным листом с прочностью и вязкостью, которые значительно улучшены и с пригодностью к отбортовке-вытяжке, которая является чрезвычайно малой ухудшаемой из-за фазы остаточного аустенита с точкой Msr -60°C или менее, присутствующего в объемной доле 2% или более.
С точки зрения прочности и вязкости, объемная доля фазы остаточного аустенита в структуре стального листа составляет предпочтительно 4% или более, более предпочтительно 6% или более. С другой стороны, чтобы сделать объемную долю фазы остаточного аустенита в структуре стального листа свыше 20%, необходимо добавлять элементы, такие как С или Mn в более чем подходящем количестве, в результате чего ухудшается свариваемость, так что верхний предел фазы остаточного аустенита устанавливают 20%.
В настоящем изобретении доля фазы остаточного аустенита, которая превращается в мартенсит при -198°C составляет предпочтительно, в объемной доле, 2% или менее. Благодаря этому получается более стабильная фаза остаточного аустенита, так что вязкость и пригодность к отбортовке-вытяжке замечательно улучшаются и достигается превосходная формуемость.
Кроме того, если точка Msr остаточного аустенита в структуре стального листа составляет -198°C или менее, то результатом становится более стабильная аустенитная фаза, вязкость и пригодность к отбортовке-вытяжке еще улучшаются, и достигается превосходная формуемость при гибке, так что это является предпочтительным.
Объемную долю фазы остаточного аустенита определяют путем исследования стального листа в плоскости параллельно поверхности на 1/4 толщины с помощью рентгенографического анализа, рассчитывая площадь фазы и считая это объемной долей. Однако плоскость на 1/4 толщины листа получают шлифовкой и химической полировкой основного материала снова после обработки глубоким охлаждением для получения зеркальной полировки.
Кроме того, с учетом погрешности измерения, фаза остаточного аустенита, как полагают, превращается в мартенсит в момент времени, когда удовлетворяется взаимосвязь, показанная ниже:
Vγ(n)/Vγ(0)<0,90
где "n" - число раз обработки глубоким охлаждением, "Vγ(n)" - процент остаточного аустенита после n-ой обработки глубоким охлаждением и Vγ(0) - процент остаточного аустенита в основном материале.
Ферритная фаза
Ферритная фаза представляет собой структуру, которая является эффективной для улучшения вязкости и предпочтительно содержится в структуре стального листа в объемной доле 10-75%. Если объемная доля ферритной фазы в структуре стального листа составляет менее чем 10%, то не достигается достаточная вязкость. Объемная доля ферритной фазы в структуре, с точки зрения вязкости, более предпочтительно 15% или более, еще более предпочтительно 20% или более. Ферритная фаза является мягкой структурой, так что если объемная доля превышает 75%, иногда не будет достигаться достаточная прочность. Чтобы достаточно поднять предел прочности при растяжении стального листа, объемную фракцию ферритной фазы в структуре стального листа устанавливают более предпочтительно 65% или менее, еще более предпочтительно - 50% или менее.
Фаза бейнитного феррита и/или бейнитная фаза
Фаза бейнитного феррита и/или бейнитная фаза представляет собой структуру с хорошим балансом прочности и вязкости и содержится преимущественно в структуре стального листа в объемной доле 10-50%. Фаза бейнитного феррита и/или бейнита представляет собой микроструктуру, которая имеет прочность, промежуточную между прочностью мягкой ферритной фазы и твердой мартенситной фазы и фазы мартенсита отпуска и остаточной аустенитной фазы. С точки зрения пригодности к отбортовке-вытяжке, включение 15% или более является более предпочтительным, и включение 20% или более является еще более предпочтительным. Если объемная доля фазы бейнитного феррита и/или бейнита превышает 50%, то напряжение текучести будет избыточно расти и пригодность формы к отбортовке-вытяжке будет ухудшаться, так что это не является предпочтительным.
Фаза мартенсита отпуска
Фазой мартенсита отпуска является структура, которая значительно улучшает предел прочности при растяжении и может заключаться в структуре стального листа до объемной доли 50% или менее. С точки зрения предела прочности при растяжении объемная доля мартенсита отпуска составляет предпочтительно 10% или более. Если объемная доля мартенсита отпуска, который содержится в структуре стального листа, превышает 50%, то предел текучести будет избыточно подниматься и ухудшается замораживаемость формы, так что это не является предпочтительным.
Фаза свежего мартенсита
Фаза свежего мартенсита имеет эффект значительно улучшать предел прочности при растяжении. Однако она образует начальные точки разрушения и значительно ухудшает пригодность к отбортовке-вытяжке, так что она предпочтительно ограничивается объемной долей 15% в структуре стального листа. Для увеличения пригодности к отбортовке-вытяжке более предпочтительно устанавливать объемную долю фазы свежего мартенсита в структуре стального листа 10% или менее, еще более предпочтительно 5% или менее.
Другое
Структура стального листа, высокопрочного стального листа по настоящему изобретению может дополнительно содержать перлитную фазу и/или крупнозернистую фазу цементита, или другую структуру. Однако если структура высокопрочного стального листа содержит большое количество перлитной фазы и/или крупнозернистой фазы цементита, то возникает проблема ухудшения сгибаемости. Отсюда, объемная доля перлитной фазы и/или крупнозернистой фазы цементита, которая содержится в структуре стального листа, составляет предпочтительно в сумме 10% или менее, более предпочтительно 5% или менее.
Объемные доли различных структур, которые содержатся в структуре высокопрочного стального листа по настоящему изобретению, могут быть измерены, например, следующим методом:
В измерении объемных долей ферритной фазы, фазы бейнитного феррита, бейнитной фазы, фазы мартенсита отпуска, а также фазы свежего мартенсита, которые содержатся в структуре стального листа высокопрочного стального листа по настоящему изобретению, сначала отбирают образец, содержащий в сечении по толщине листа, параллельно направлению прокатки стального листа, в качестве исследуемой поверхности. К тому же, исследуемую поверхность этого образца полируют и травят ниталем, и наблюдают интервал от 1/8 до 3/8 толщины листа с помощью сканирующего электронного микроскопа с автоэлектронной эмиссией (FE-SEM), чтобы измерить площадь доли. Это квалифицировали как объемную долю.
Далее будет объяснен состав ингредиентов высокопрочного стального листа по настоящему изобретению. Следует отметить, что в следующем объяснении, до тех пор пока не будет указано иначе, % указывает "% масс."
C: 0,075-0,300%
C является элементом, который требуется для получения фазы остаточного аустенита. Он содержится для достижения и превосходной формуемости и высокой прочности. Если содержание C превышает 0,300%, то свариваемость становится неудовлетворительной. С этой точки зрения, содержание С составляет более предпочтительно 0,250% или менее, еще более предпочтительно 0,220% или менее. Если содержание С составляет менее чем 0,075%, то становится затруднительным получать достаточное количество фазы остаточного аустенита, и прочность и формуемость падают. С точки зрения прочности и формуемости содержание С составляет более предпочтительно 0,090% или более, еще более предпочтительно 0,100% или более.
Si: 0,70-2,50%
Si является элементом, который делает возможным то, что аустенитная фаза легко должна получаться путем подавления образования карбидов на основе железа в стальном листе, и является элементом, который является необходимым для повышения прочности и формуемости. Если содержание Si превышает 2,50%, то стальной лист становится хрупким и вязкость ухудшается. С точки зрения вязкости содержание Si составляет более предпочтительно 2,20% или менее, еще более предпочтительно 2,00% или менее. Если содержание Si составляет менее чем 0,70%, то карбиды на основе железа образуются после отжига при остывании до комнатной температуры, остаточный аустенит не может получаться достаточно, и прочность и формуемость ухудшаются. С точки зрения прочности и формуемости, величина нижнего предела Si составляет более предпочтительно 0,90% или более, еще более предпочтительно 1,00% или более.
Mn: 1,30-3,50%
Mn добавляют для повышения прочности стального листа. Если содержание Mn превышает 3,50%, то образуются крупнозернистые, сконцентрированные по Mn, части в середине толщины стального листа, легко происходит охрупчивание и легко возникает растрескивание литого сляба или другая проблема. Кроме того, если содержание Mn превышает 3,50%, то есть проблема, что ухудшается также свариваемость. Следовательно, содержание Mn следует делать 3,5% или менее. С точки зрения свариваемости содержание Mn составляет предпочтительно 3,20% или менее, еще более предпочтительно 3,00% или менее. Если содержание Mn составляет менее чем 1,30%, то большое количество мягких структур образуется во время охлаждения после отжига, так что становится затруднительным сохранение максимальной прочности при растяжении 900 МПа или более. Следовательно, содержание Mn следует делать 1,30% или более. Кроме того, для повышения прочности стального листа содержание Mn составляет более предпочтительно 1,50% или более, еще более предпочтительно 1,70% или более.
P: 0,001-0,030%
P имеет тенденцию к сегрегации в середине толщины стального листа и имеет вероятность того, что вызывает охрупчивание зоны сварки. Если содержание P имеет превышает 0,30%, то зона сварки становится сильно хрупкой, так что содержание P ограничивается 0,030% или менее. Более низкий предел по P особенно не устанавливается, до тех пор, пока проявляется эффект настоящего изобретения, но если содержание P делается менее чем 0,001%, то сильно возрастают производственные затраты, так что нижним пределом устанавливают 0,001%.
S: 0,0001-0,0100%
S имеет отрицательное воздействие на свариваемость и обрабатываемость во время литья и во время горячей прокатки. Следовательно, величиной верхнего предела содержания S устанавливают 0,0100% или менее. Кроме того, S связывается с Mn с образованием крупнозернистого MnS, который вызывает снижение вязкости и пригодности к отбортовке-вытяжке, так что содержание составляет более предпочтительно делать 0,0050% или менее, еще более предпочтительно 0,0025% или менее. Нижний предел содержания S особенно не устанавливается, до тех пор пока проявляется эффект настоящего изобретения, но если содержание S делается менее чем 0,0001%, то сильно возрастают производственные затраты, так что нижним пределом устанавливают 0,0001%.
Al: 0,005-1,500%
Al является элементом, который подавляет образование карбидов на основе железа и делает возможным то, что легко образуется остаточный аустенит. Он повышает прочность и формуемость стального листа. Если содержание Al превышает 1,500%, то свариваемость ухудшается, так что верхним пределом устанавливают 1,500%. С точки зрения свариваемости, содержание Al составляет предпочтительно 1,200% или менее, еще более предпочтительно 0,900% или менее. Al является элементом, который также эффективен как раскисляющий материал, но если содержание Al составляет менее, чем 0,005%, то эффекта, как раскисляющего материала не достигается, так что нижним пределом содержания Al делают 0,005%. Для того чтобы в достаточной степени получить эффект от раскисления, количество Al устанавливают более предпочтительно 0,010% или более.
N: 0,0001-0,0100%
N образует нитриды, которые вызывают ухудшение вязкости и пригодности к отбортовке-вытяжке, так что количество добавки должно ограничиваться. Если содержание N превышает 0,0100%, то эта тенденция становится более заметной, так что верхним пределом содержания N делают 0,0100%. N становится причиной образования газовых раковин во время сварки, так что чем меньше содержание, тем лучше. Нижний предел содержания N особенно не устанавливается, до тех пор пока проявляется эффект настоящего изобретения, но если содержание N делается менее чем 0,0001%, то сильно возрастают производственные затраты, так что нижним пределом делают 0,0001%.
О: 0,0001-0,0100%
О образует оксиды, которые вызывают ухудшение вязкости и пригодности к отбортовке-вытяжке, так что содержание должно ограничиваться. Если содержание О превышает 0,0100%, то ухудшение пригодности к отбортовке-вытяжке становится существенным, так что верхний предел содержания О устанавливают 0,0100% или менее. Содержание О составляет предпочтительно 0,0080% или менее, еще более предпочтительно 0,0060% или менее. Нижний предел содержания О особенно не устанавливается, до тех пор, пока проявляется эффект настоящего изобретения, но если содержание О делается менее чем 0,0001%, то сильно возрастают производственные затраты, так что нижним пределом делают 0,0001%.
Высокопрочный стальной лист по настоящему изобретению может дополнительно, в соответствии с необходимостью, содержать элементы, которые приведены ниже:
Ti: 0,005-0,150%
Ti является элементом, который способствует повышению прочности стального листа посредством дисперсионного твердения, мелкозернистого твердения, путем подавления роста ферритных кристаллических зерен и дислокационного упрочнения посредством подавления рекристаллизации. Если содержание Ti превышает 0,150% выделение карбонитридов увеличивается и формуемость ухудшается, так что содержание Ti устанавливают 0,150% или менее. С точки зрения формуемости содержание Ti составляет более предпочтительно 0,100% или менее, еще более предпочтительно 0,070% или менее. Чтобы получить достаточно эффект увеличения по прочности за счет Ti, содержание Ti должно составлять 0,005% или более. Чтобы поднять прочность стального листа, содержание Ti составляет предпочтительно 0,010% или более предпочтительно 0,015% или более.
Nb: 0,005-0,150%
Nb является элементом, который способствует увеличению прочности стального листа посредством дисперсионного твердения, мелкозернистого твердения, путем подавления роста ферритных кристаллических зерен, а также дислокационному упрочнению посредством подавления рекристаллизации. Если содержание Nb превышает 0,150%, выделение карбонитридов увеличивается и формуемость ухудшается, так что содержание Nb устанавливают 0,150% или менее. С точки зрения формуемости, содержание Nb составляет более предпочтительно 0,100% или менее, еще более предпочтительно 0,060% или менее. Чтобы обеспечить достаточный эффект роста прочности за счет Nb, содержание Nb устанавливают 0,005% или более. Чтобы повысить прочность стального листа, содержание Nb составляет предпочтительно 0,010% или более, более предпочтительно 0,015% или более.
V: 0,005-0,150%
V является элементом, который способствует увеличению прочности стального листа путем дисперсионного твердения, мелкозернистого твердения, путем подавления роста ферритных кристаллических зерен, а также дислокационного упрочнения посредством подавления рекристаллизации. Если содержание V превышает 0,150%, выделение карбонитридов увеличивается и формуемость ухудшается, так что содержание устанавливают 0,150% или менее. Чтобы обеспечить эффект повышения прочности за счет V, содержание должно быть 0,005% или более.
B: 0,0001-0,0100%
B является элементом, который подавляет фазовое превращение при высокой температуре и является эффективным для повышения прочности и может добавляться вместо части С и/или Mn. Если содержание B превышает 0,0100%, то обрабатываемость в горячем состоянии ухудшается и производительность падает, так что содержание B делают 0,0100% или менее. С точки зрения производительности, содержание B составляет предпочтительно 0,0050% или менее, более предпочтительно 0,0030% или менее. Чтобы в достаточной мере получить более высокую прочность за счет B, его содержание должно составлять 0,0001% или более. Чтобы эффективно увеличить прочность стального листа, содержание B составляет предпочтительно 0,0003% или более, более предпочтительно 0,0005 или более.
Mo: 0,01-1,00%
Mo является элементом, который подавляет фазовое превращение при высокой температуре и является эффективным для увеличения прочности и может добавляться вместо части С и/или Mn. Если содержание Mo превышает 1,00%, то обрабатываемость в горячем состоянии ухудшается и производительность падает, так что содержание Mo устанавливают 1,00% или менее. Чтобы в достаточной степени получить более высокую прочность за счет Mo, его содержание должно быть 0,01% или более.
W: 0,01-1,00%
W является элементом, который подавляет фазовое превращение при высокой температуре и является эффективным для увеличения прочности и может добавляться вместо части С и/или Mn. Если содержание W превышает 1,00%, то обрабатываемость в горячем состоянии ухудшается и производительность падает, так что содержание W делают 1,00% или менее. Чтобы в достаточной степени получить более высокую прочность за счет W, его содержание должно быть 0,01% или более.
Cr: 0,01-2,00%
Cr является элементом, который подавляет фазовое превращение при высокой температуре и является эффективным для увеличения прочности и может добавляться вместо части С и/или Mn. Если содержание Cr превышает 2,00%, то обрабатываемость в горячем состоянии ухудшается и производительность падает, так что содержание Cr устанавливают 2,00% или менее. Чтобы в достаточной степени получить более высокую прочность за счет Cr, его содержание должно быть 0,01% или более.
Ni: 0,01-2,00%
Ni является элементом, который подавляет фазовое превращение при высокой температуре и является эффективным для увеличения прочности и может добавляться вместо части С и/или Mn. Если содержание Ni превышает 2,00%, то свариваемость ухудшается и производительность падает, так что содержание Ni делают 2,00% или менее. Чтобы в достаточной степени получить более высокую прочность за счет Ni, его содержание должно быть 0,01% или более.
Cu: 0,01-2,00%
Cu является элементом, который повышает прочность за счет присутствия мелких частиц в стали и может добавляться вместо части С и/или Mn. Если содержание Cu превышает 2,00%, то свариваемость ухудшается и производительность падает, так что содержание устанавливают 2,00% или менее. Чтобы в достаточной степени получить более высокую прочность за счет Cu, ее содержание должно быть 0,01% или более.
Одно или более из Ca, Ce, Mg, Zr, Hf и РЗМ:
в сумме 0,0001-0,5000%
Ca, Ce, Mg, Zr, Hf и РЗМ являются элементами, которые являются эффективными для улучшения формуемости. Могут быть добавлены один или более. Если содержание одного или более из Ca, Ce, Mg, Zr, Hf и РЗМ превышает в сумме 0,5000%, то наоборот вязкость подвержена ухудшению, так что сумму содержаний элементов делают 0,5000% или менее. Чтобы достаточно получить эффект улучшения формуемости стального листа, сумма содержаний этих элементов должно быть 0,0001% или более. С точки зрения формуемости сумма содержаний этих элементов составляет предпочтительно 0,0005% или более, более предпочтительно 0,0010% или более. Здесь "РЗМ" является аббревиатурой для "редкоземельного металла" и указывает элементы, которые принадлежат к семейству лантаноидов. В настоящем изобретении РЗМ или Ce часто добавляют как мишметалл. Иногда в смеси содержатся элементы семейства лантаноидов вдобавок к La или Ce. К тому же, даже когда содержатся элементы семейства лантаноидов, кроме La и Ce, проявляются эффекты настоящего изобретения. Кроме того, даже если добавляют металлические La и Ce, то проявляются эффекты изобретения.
Выше объяснен состав ингредиентов по настоящему изобретению, но если не ухудшаются свойства стального листа по настоящему изобретению, например, элементы отличные от основных добавленных элементов, могут также включаться в качестве примесей, которые поступают из исходных материалов.
Высокопрочный стальной лист по настоящему изобретению может быть изготовлен как высокопрочный гальванизированный стальной лист, на поверхности которого имеется слой гальванического покрытия или слой отожженного гальванического покрытия. Путем формирования слоя гальванического покрытия на поверхности высокопрочного стального листа получается в результате стальной лист, который имеет превосходную сопротивляемость коррозии. К тому же, путем формирования слоя отожженного гальванического покрытия на поверхности высокопрочного стального листа получается стальной лист, который имеет превосходное сцепление покрытия.
Далее будет объяснен способ изготовления высокопрочного стального листа по настоящему изобретению.
Чтобы изготовить высокопрочный стальной лист по настоящему изобретению сначала отливают сляб, который имеет вышеуказанный состав ингредиентов. В качестве сляба, который используется для горячей прокатки, например, возможно использовать непрерывнолитой сляб или сляб, который получается с помощью машины для непрерывного литья тонких слябов и подобного. Для способа изготовления высокопрочного стального листа по настоящему изобретению предпочтительно использовать процесс, такой как процесс непрерывной разливки и прямой прокатки - CC-DR (continuous casting-direct rolling), в котором сталь отливают, затем сразу прокатывают в горячем состоянии.
Температура нагрева сляба в процессе горячей прокатки должна быть 1050°C или более. Если температура нагревания сляба является низкой, то конечная температура прокатки падает ниже точки Ar3. В результате, следует прокатка в двухфазной области ферритной фазы и аустенитной фазы, так что структура горячекатаного листа, становится неравномерной смешанной зернистой структурой. Неравномерная структура не устраняется даже после холодной прокатки и процесса отжига и, следовательно, вязкость и сгибаемость ухудшаются. Кроме того, если конечная температура прокатки падает, то увеличивается усилие при прокатке и прокатка затрудняется или образуются дефекты формы, которые склонны вызываться в стальном листе после прокатки. Верхний предел температуры нагрева сляба особенно не устанавливается, до тех пор пока проявляется эффект настоящего изобретения, но не является экономически предпочтительным устанавливать температуру нагревания до избыточно высокой температуры, так что верхний предел температуры нагрева сляба выбирают предпочтительно 1350°C или менее.
Точка Ar3 может быть рассчитана по следующей формуле:
Ar3 (°C)=901-325×C+33×Si-
92×(Mn+Ni/2+Cr/2+Cu/2+Mo/2)+52xAl
В вышеприведенной формуле C, Si, Mn, Ni, Cr, Cu, Mo и Al представляют собой содержания различных элементов (% масс.)
Температуру чистовой горячей прокатки устанавливают выше 800°C, или точку Ar3 как нижний предел, и 1000°C как верхний предел. Если температура чистовой прокатки составляет менее чем 800°C, то усилие прокатки во время чистовой прокатки становится высоким, прокатка затрудняется, а дефекты формы склонны появляться в горячекатаном стальном листе, который получается после прокатки. Если температура чистовой прокатки меньше, чем точка Ar3, то горячая прокатка становится прокаткой в двухфазной области ферритной фазы и аустенитной фазы, и структура горячекатаного стального листа будет иногда становиться неравномерной смешанной зернистой структурой.
Верхний предел температуры чистовой прокатки особенно не устанавливается, поскольку проявляется эффект настоящего изобретения, но если температуру чистовой прокатки делают избыточно высокой, то, чтобы сохранить такую температуру, температуру нагревания сляба должны делать избыточно высокой. Следовательно, верхний предел температуры чистовой прокатки устанавливают 1000°C или меньше.
Стальной лист после прокатки сматывают в рулон при 500-750°C. При сматывании стального листа при температуре, превышающей 750°C, оксиды, которые образуются на поверхности стального листа, избыточно увеличиваются по толщине, и способность поддаваться травлению ухудшается. Чтобы увеличить способность поддаваться травлению температура сматывания в рулон составляет предпочтительно 720°C или менее. Более предпочтительно 700°C или менее. Если температура при сматывании в рулон становится менее чем 500°C, то горячекатаный стальной лист становится избыточно высоким по прочности и холодная прокатка затрудняется. С точки зрения уменьшения усилия при холодной прокатке температуру при сматывании в рулон выбирают предпочтительно 550°C или более, еще предпочтительней 600°C или более.
Изготовленный таким образом горячекатаный лист подвергают травлению. Благодаря травлению могут удаляться оксиды на поверхности стального листа. Это важно с точки зрения улучшения способности к химической конверсии холоднокатаного высокопрочного стального листа как конечного продукта или покрываемости методом горячего погружения холоднокатаного стального листа для горячей гальванизации или горячей гальванизации с отжигом стального листа. Травление может быть именно единственной обработкой или может разделяться на ряд обработок.
Травленный стальной лист может поставляться как есть в процесс отжига, но путем его холодной прокатки со степенью обжатия 35-75% получается стальной лист с высокой точностью по толщине и превосходной формой. Если степень обжатия составляет менее чем 35%, то трудно выдерживать форму плоской и конечный продукт становится плохим по вязкости, так что степень обжатия устанавливают 35% или более. Если степень обжатия превышает 75%, то усилие холодной прокатки становится слишком большим и холодная прокатка затрудняется.
Отсюда, верхним пределом степени обжатия делают 75%. Число проходов прокатки и степень обжатия для каждого прохода особенно не регламентируются, поскольку проявляется эффект изобретения.
Далее, полученный горячекатаный стальной лист или холоднокатаный стальной лист подвергают воздействию следующей обработке отжигом.
Сначала катаный стальной лист нагревают до максимальной температуры нагрева в интервале 740-1000°C. Если максимальная температура нагрева составляет менее чем 740°C, то количество аустенитной фазы становится недостаточным и становится трудным сохранять достаточное количество твердых структур при фазовом превращении во время последующего охлаждения. Если максимальная температура нагревания превышает 1000°C, то аустенитная фаза становится крупнозернистой по размеру частиц, превращение легко не протекает во время охлаждения, и, в частности, становится трудно получать мягкую ферритную структуру в достаточном количестве.
Нагрева вплоть до максимальной температуры нагрева предпочтительно осуществляют со скоростью нагревания 0,1-0,8°C/с от (максимальной температуры нагрева -20°C до максимальной температуры нагрева, то есть на протяжении 20°C. Осуществлением режима нагрева на 20°C вплоть до максимальной температуры нагрева как поэтапного нагрева в вышеуказанном интервале получаются такие эффекты, что скорость обратного превращения аустенитной фазы становится медленней и дефекты в первоначальной аустенитной фазе уменьшаются.
Время выдержки во время нагрева до максимальной температуры нагрева может быть соответствующим образом определено в соответствии с максимальной температурой нагрева и подобным и особенно не ограничивается, но предпочтительным является 10 секунд или более, наряду с тем, что более предпочтительным является 40-540 секунд.
Далее, первичное охлаждение осуществляют со средней скоростью охлаждения 1,0-10,0°C/с от максимальной температуры нагрев до 700°C. Путем этого первичного охлаждения возможно вызвать ферритное превращение и превращение до бейнитного феррита и/или бейнита соответственно, при оставлении непревращенной аустенитной фазы до точки Ms и полного или частичного превращения в мартенсит.
Если средняя скорость охлаждения в вышеуказанном температурном интервале охлаждения составляет менее чем 1,0°C/с, то происходит перлитное превращение во время охлаждения, таким образом, уменьшается фаза непревращенного аустенита и не может получиться достаточно твердая структура. В результате, иногда не является возможным сохранить максимальную прочность при растяжении 900 МПа или большую прочность. Если средняя скорость охлаждения превышает 10,0°C/с, то иногда не может в достаточной степени образовываться мягкая ферритная структура.
Время выдержки в температурной области ферритного превращения непосредственно после нагревания, до тех пор пока температура стального листа достигает 700°C, особенно не ограничивается, но составляет предпочтительно 20-1000 секунд. Чтобы вызвать достаточное образование мягкой ферритной фазы, необходимо выдерживать сталь в течение 20 секунд или более в температурной области ферритного превращения непосредственно от конца отжига до тех пор, когда температура стального листа достигает 700°C, предпочтительно выдерживать его в этой области в течение 30 секунд или более, более предпочтительно в течение 50 секунд или более. Если время, в течение которого сталь выдерживают в температурной области ферритного превращения, превышает 1000 секунд, то ферритное превращение протекает избыточно, непревращенный аустенит уменьшается, и не может получаться достаточная твердая структура.
Кроме того, после вышеуказанного первичного охлаждения осуществляют вторичное охлаждение со средней скоростью охлаждения 5,0-200°C/с от 700 до 500°C. Благодаря вторичному охлаждению надежно происходит превращение из аустенита в феррит после отжига. Если охлаждение проходит со средней скоростью 1°C/с-10,0°C/с подобно первичному охлаждению от температурной области, превышающей 700°C, то ферритная фаза образуется недостаточно и не может сохраняться вязкость высокопрочного стального листа.
В способе изготовления по настоящему изобретению стальной лист, который обработали, чтобы охладить в вышеуказанные два этапа, выдерживают при температуре 350-450°C в течение времени 30-1000 с. Если температура выдержки в это время составляет менее чем 350°C, то образуются мелкие карбиды на основе железа и концентрация С в аустенитной фазе не обеспечивается, обуславливая нестабильную аустенитную фазу. Если превышается 450°C, то предел С в твердом растворе в аустенитной фазе становится ниже и С достигает насыщения даже при малом количестве, так что концентрация С не рассматривается обуславливающей нестабильную аустенитную фазу.
Если время выдержки составляет менее чем 30 секунд, бейнитное превращение достаточно не протекает, количество С (углерода), которое выделяется из бейнитной фазы в аустенитную фазу, является малым, концентрация С в аустенитной фазе становится недостаточной, и получается в результате нестабильная аустенитная фаза. Если время выдержки превышает 1000 секунд, то начинают образовываться крупнозернистые карбиды на основе железа и концентрация С в аустените обратно падает, так что получается в результате нестабильная аустенитная фаза.
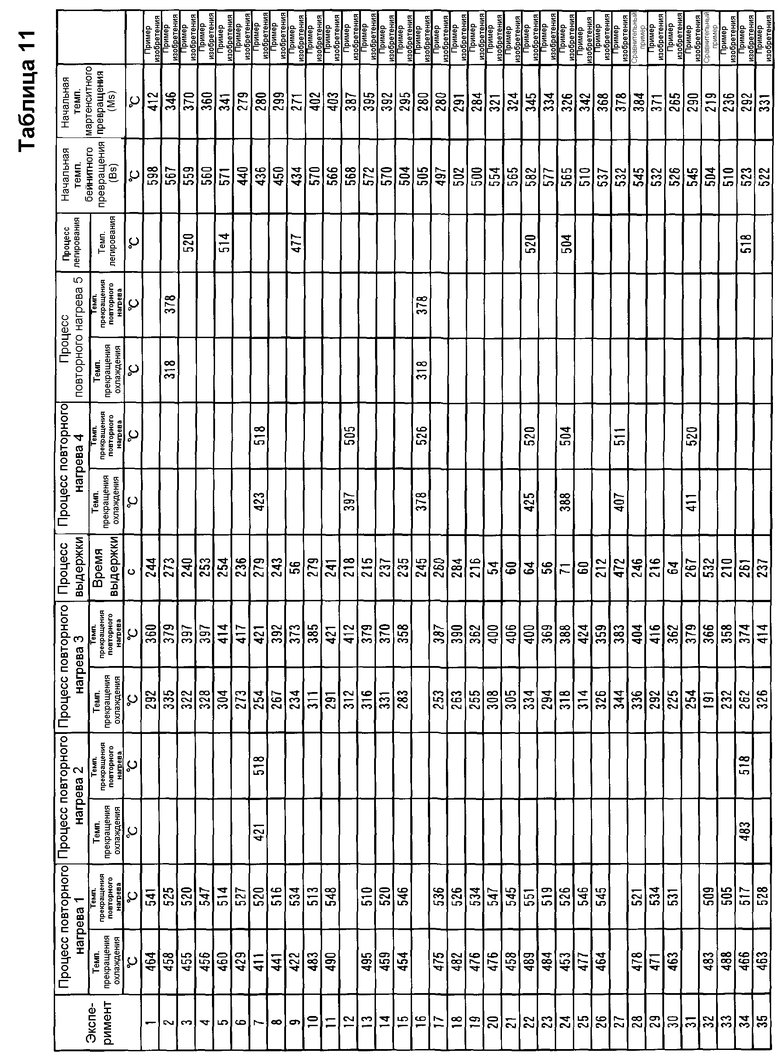
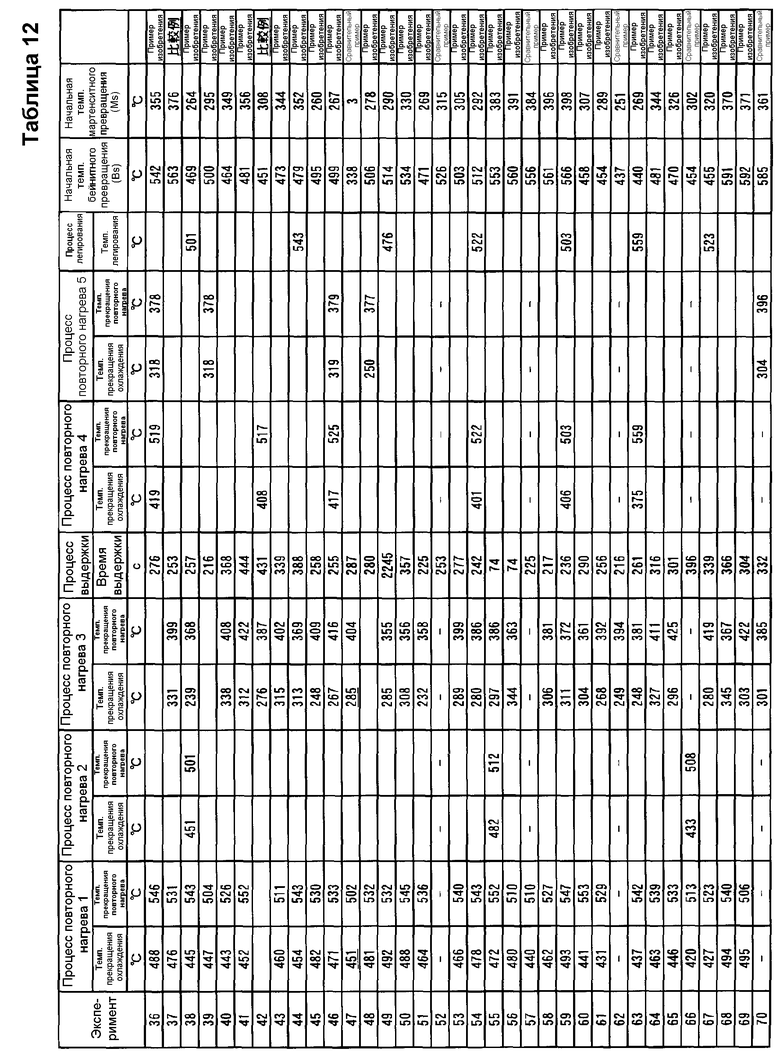
Более того, в процессе отжига по настоящему изобретению, как показано на фиг.1А, при охлаждении от максимальной температуры нагрева до комнатной температуры, сталь повторно нагревают от точки Bs (начальная температура бейнитного превращения) или менее чем 500°C, до 500°C или более, по меньшей мере, однократно, и повторно нагревают от точки Ms или менее чем 350°C, до 350°C или более, по меньшей мере, однократно. Путем осуществления обработки повторным нагревом с помощью таких двух типов условий возможно обеспечить аустенитную фазу, которая имеет внутренние дефекты и легко превращается в другие структуры в фазе непревращенного остаточного аустенита, то есть нестабильная аустенитная фаза предпочтительно превращается и получается бейнитная фаза, фаза бейнитного феррита или фаза мартенсита отпуска.
Следует отметить, например, как показано на фиг.1В, даже если охлаждают до точки Ms или менее чем 350°C, затем повторно нагревают до 500°C или более, то предполагается, что повторный нагрев осуществили от точки Bs или менее чем 500°C, до 500°C или более. Такой режим обработки повторным нагревом также может быть осуществлен.
Кроме того, возможно выдерживать сталь в вышеуказанном температурном интервале 350-450°C между повторным нагревом от точки Ms или менее чем 350°C, до 350°C и повторным нагревом от точки Bs или менее чем 500°C, до 500°C или более.
Точка Bs (начальная температура бейнитного превращения) может быть рассчитана с помощью следующей формулы:
Bs (°C)=820-290C/(1-VF)-37Si-90Mn-65Cr-50Ni+70Al
В вышеприведенной формуле VF представляет собой объемную долю феррита, наряду с тем, что C, Mn, Cr, Ni, Al и Si являются количествами добавления этих элементов (% масс.).
Точка Ms (начальная температура мартенситного превращения) может быть рассчитана с помощью следующей формулы:
Ms (°C)=541-474C/(1-VF)-15Si-35Mn-17Cr-17Ni+19Al
В вышеприведенной формуле VF представляет собой объемную долю феррита, наряду с тем, что C, Mn, Cr, Ni, Al и Si являются количествами добавления этих элементов (% масс.).
Следует отметить, что трудно измерять объемную долю ферритной фазы во время изготовления высокопрочного стального листа, так что в настоящем изобретении маленький образец холоднокатаного стального листа отрезают перед прохождением листа через линию непрерывного отжига, этот образец отжигают в таком же температурном режиме, как в случае его прохождения через линию непрерывного отжига, измеряют изменение в объеме ферритной фазы образца, результат используют для расчета численного значения и эту величину используют в качестве объемной доли VF феррита. Это измерение может осуществляться с использованием результата операции первого измерения при изготовлении стального листа в тех же самых условиях. Величину не нужно измерять каждый раз. Измерение осуществляют повторно при значительном изменении производственных условий. Несомненно, что также возможно наблюдать микроструктуру фактически изготовленного стального листа и возвращать результаты в производство следующий раз и далее.
В вышеупомянутом повторном нагреве от точки Bs или менее чем 500°C, до 500°C или более, начальной температурой делают точку Bs или менее 500°C, так чтобы вызвать образование бейнитных зародышей для поглощения дефектов в аустените. Температуру повторного нагревания устанавливали 500°C или более, чтобы отменить превращение зародышей и избежать образования карбидов на основе железа, порожденных превращением, избыточно протекающим в высокотемпературной области.
В вышеупомянутом повторном нагреве от точки Ms или менее чем 350°C, до 350°C или более, начальной температурой делают точку Ms или менее чем 350°C, так чтобы вызвать образование мартенситных зародышей для поглощения дефектов в аустените. Температуру повторного нагревания делали 350°C или более, так чтобы избежать образования мелкозернистых карбидов на основе железа, препятствующих концентрации С в аустенитной фазе в мартенсите и/или бейните, в случае нахождения при менее чем 350°C.
Причина, почему осуществление вышеупомянутого двухэтапного повторного нагревания в различных температурных областях дает в результате фазу остаточного аустенита, поразительно возрастающую, полностью не ясна, но считают, что бейнитные зародыши и мартенситные зародыши поглощают соответственно различные типы дефектов.
Благодаря вышеупомянутым процессам, дефекты, которые могут образовывать начальные места мартенситного превращения, которые присутствуют в остаточном аустените, поглощаются, селективно остается только аустенитная фаза с ее высокой степенью чистоты и получается чрезвычайно стабильная фаза остаточного аустенита. В результате получается высокопрочный стальной лист, который имеет высокую вязкость и пригодность к отбортовке-вытяжке и который является превосходным по формуемости.
Отожженный стальной лист может быть прокатан в холодном состоянии на примерно 0,03-0,80% с целью корректирования формы. В то же время, если степень холодной прокатки после отжига является слишком высокой, то фаза мягкого феррита будет упрочняться и вязкость будет значительно ухудшаться, так что обжатие прокатки устанавливают предпочтительно в вышеприведенном интервале.
Отожженный стальной лист может быть электролитически гальванизирован с целью получения высокопрочного гальванизированного стального листа. Кроме того, отожженный стальной лист может быть гальванизирован горячим способом, чтобы получить высокопрочный гальванизированный стальной лист. В таком случае, например, возможно охлаждать от максимальной температуры нагревания до комнатной температуры в процессе отжига, например, вплоть до 500°C, использовать дополнительный повторный нагрев, затем погружать в ванну для горячей гальванизации.
Кроме того, во время вторичного охлаждения в течение вышеупомянутой обработки отжигом и при выдержке в пределах 350-450°C или после выдержки при 350-45°C стальной лист может быть погружен в ванну для горячей гальванизации для изготовления высокопрочного гальванизированного стального листа.
После горячей гальванизации возможно дополнительно обрабатывать слой покрытия поверхности стального листа для его легирования при температуре 470-650°C. Путем осуществления такой легирующей обработки сплав Zn-Fe, полученный легированием гальванизированного слоя, образуется на поверхности и получается высокопрочный гальванизированный стальной лист, который является превосходным по антикоррозийности.
Это нагрев при легирующей обработке может осуществляться вместо повторного нагрева от точки Bs или менее чем 500°C, до 500°C или более, или вместо повторного нагрева от точки Ms или менее чем 350°C, до 350°C или более.
При осуществлении обработки нанесением покрытия для улучшения прилипания покрытия, например, возможно наносить покрытие на стальной лист перед процессом отжига путем нанесения покрытия, содержащего один или более элементов, выбранных из Ni, Cu, Co и Fe. Путем осуществления такой обработки нанесением покрытия этим способом получается высокопрочный гальванизированный стальной лист, который слой гальванического покрытия на его поверхности, имеет высокую вязкость и пригодность к отбортовке-вытяжке, и имеет превосходную формуемость.
Высокопрочный стальной лист, на поверхности которого образуется слой гальванического покрытия, может дополнительно снабжаться пленкой, содержащей оксид P и/или P-содержащий смешанный оксид.
ПРИМЕРЫ
Ниже будут более подробно объяснены с использованием примеров высокопрочный стальной лист и высокопрочный гальванизированный стальной лист, которые являются превосходными по формуемости и способы их изготовления по настоящему изобретению. Настоящее изобретение, несомненно, не ограничивается следующими примерами, и может быть изменено соответствующим образом в диапазоне, попадающем в рамки настоящего изобретения. Это все заключается в области действия настоящего изобретения.
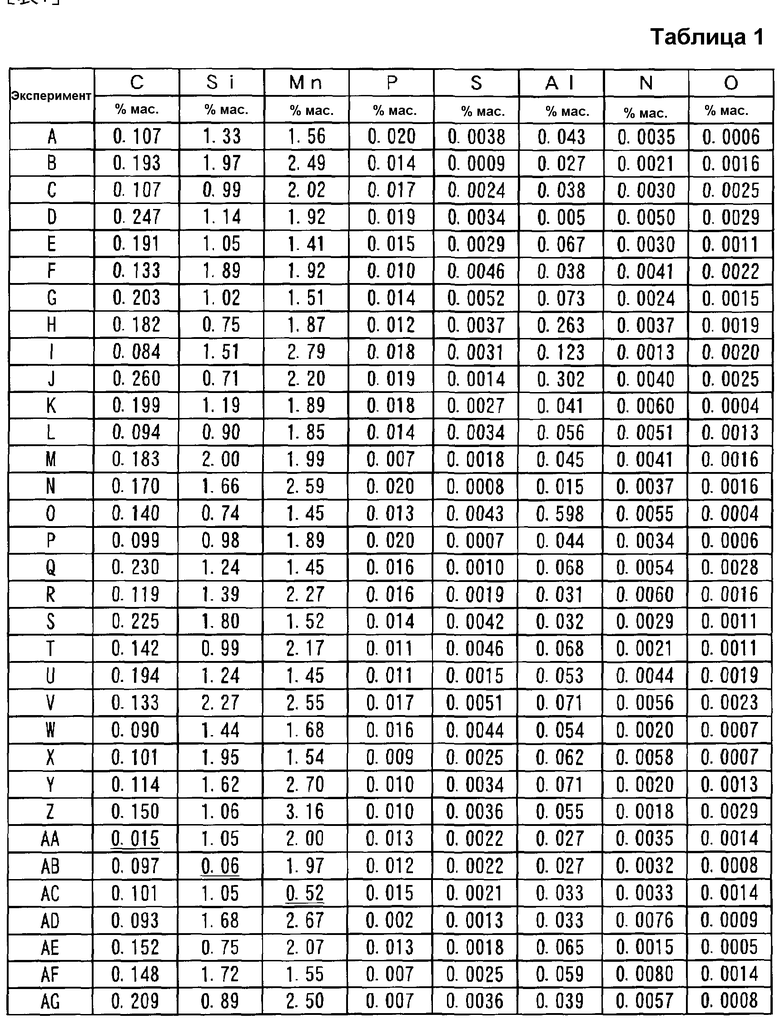
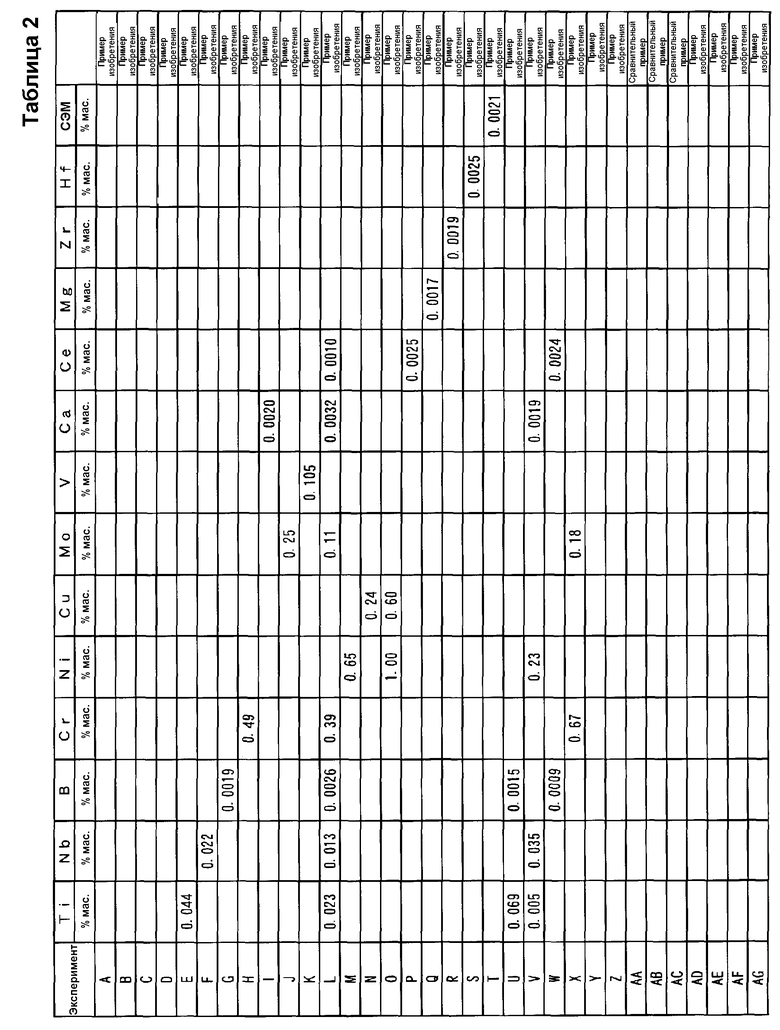
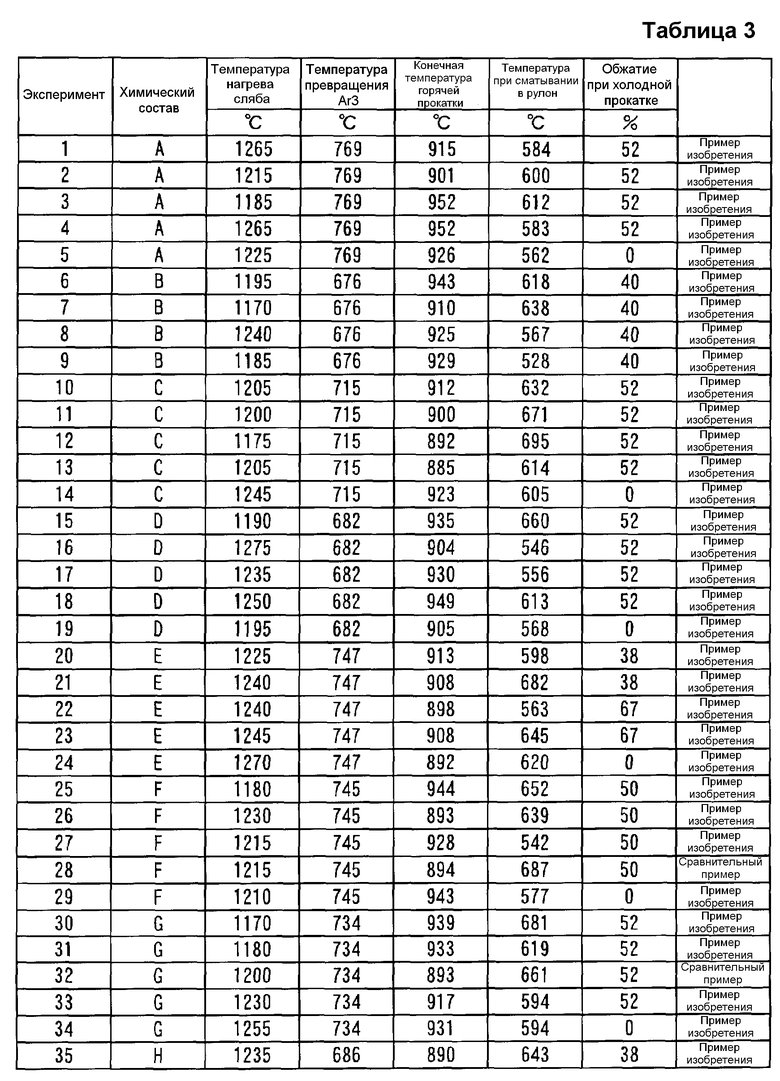
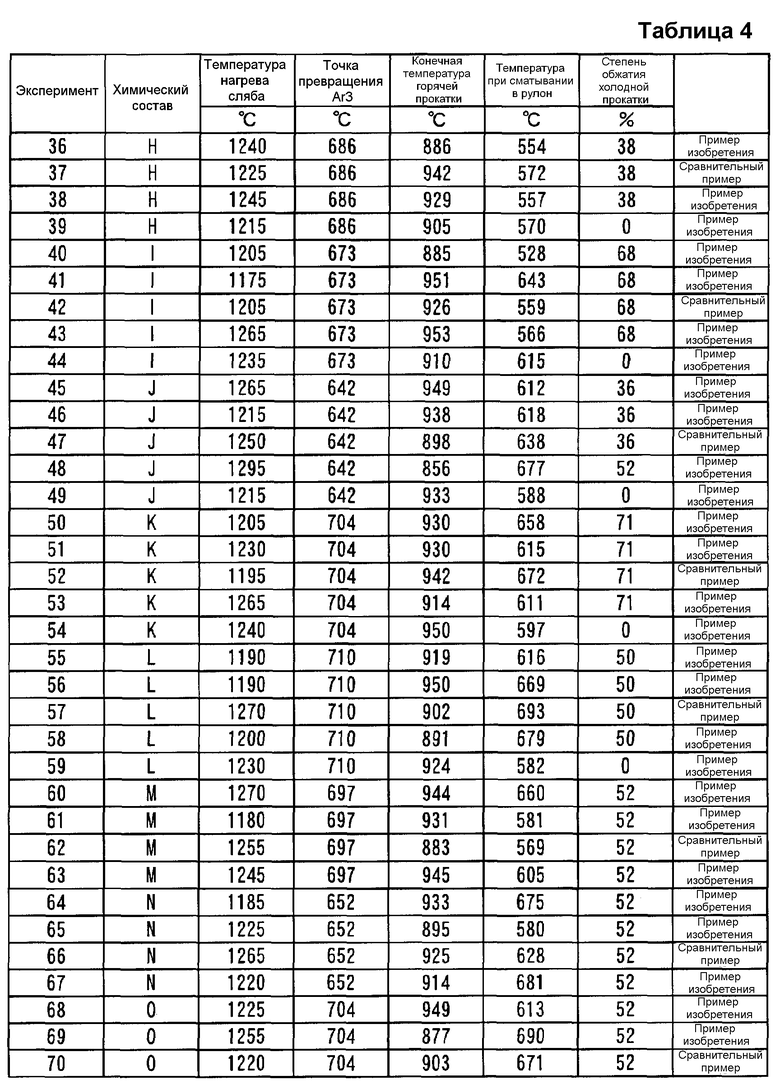
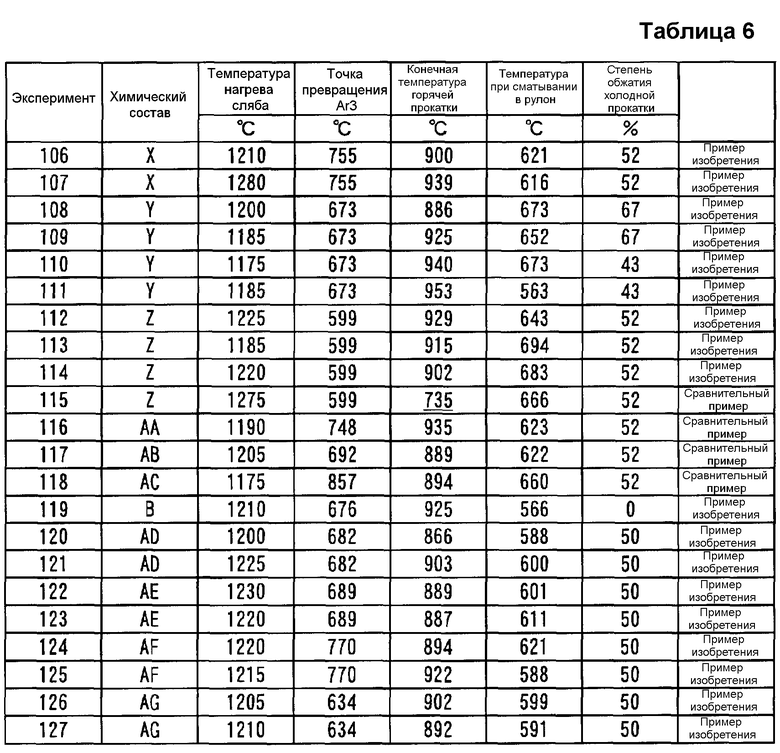
Были отлиты слябы, которые имеют химические составы (компоненты) от A до AG, которые показаны в таблицах 1 и 2, затем сразу после литья прокатаны в горячем состоянии, охлаждены, смотаны в рулон и протравлены в условиях, которые показаны в таблицах 3-5. Затем в экспериментах 5, 14, 19, 24, 29, 34, 39, 44, 49, 54, 59, 98, 102 и 119 оставляли горячекатаные стальные листы такими, как они были, наряду с тем, что в других экспериментах осуществляли прокатку в холодном состоянии в условиях, которые описаны в таблицах 3-6 после травления. Затем использовали процесс отжига в условиях, которые показаны в таблицах 7-14, для получения стальных листов экспериментов 1-127.
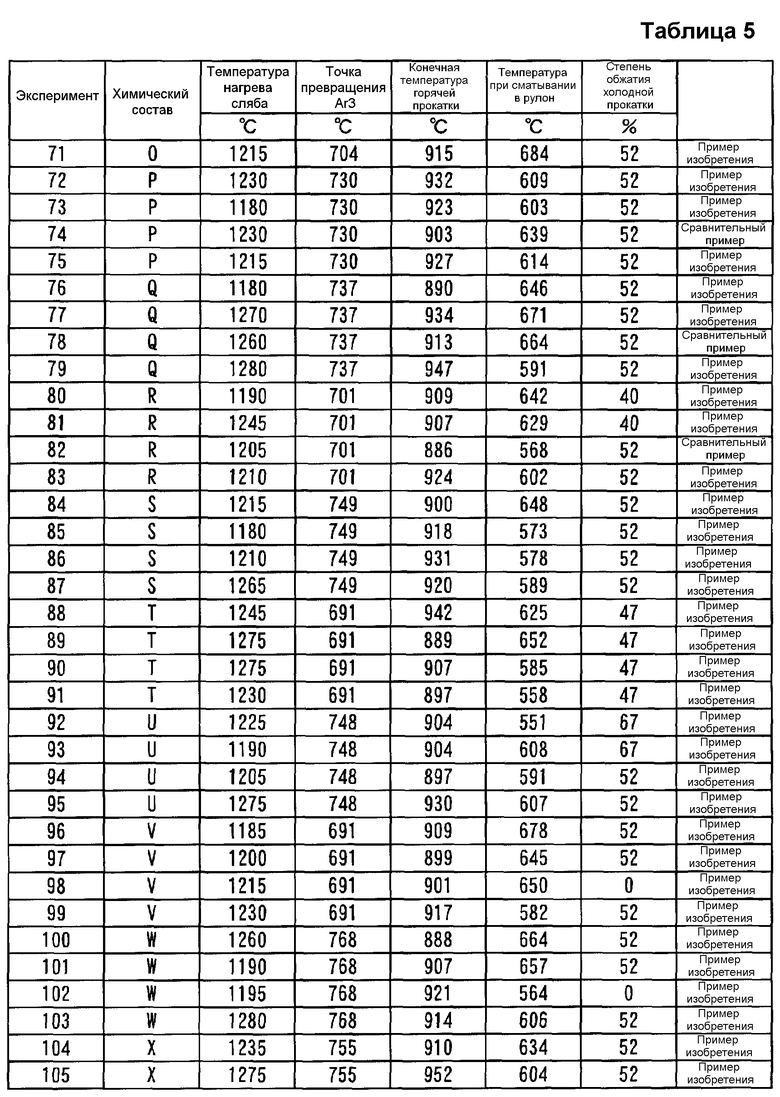
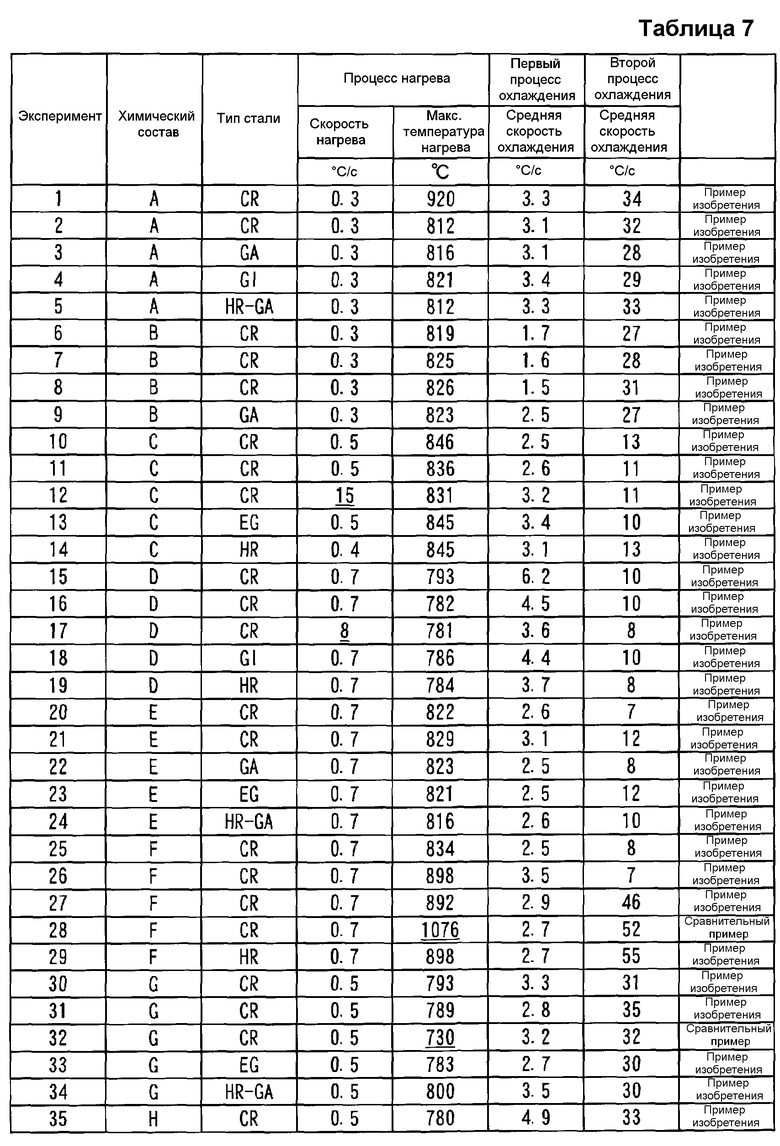
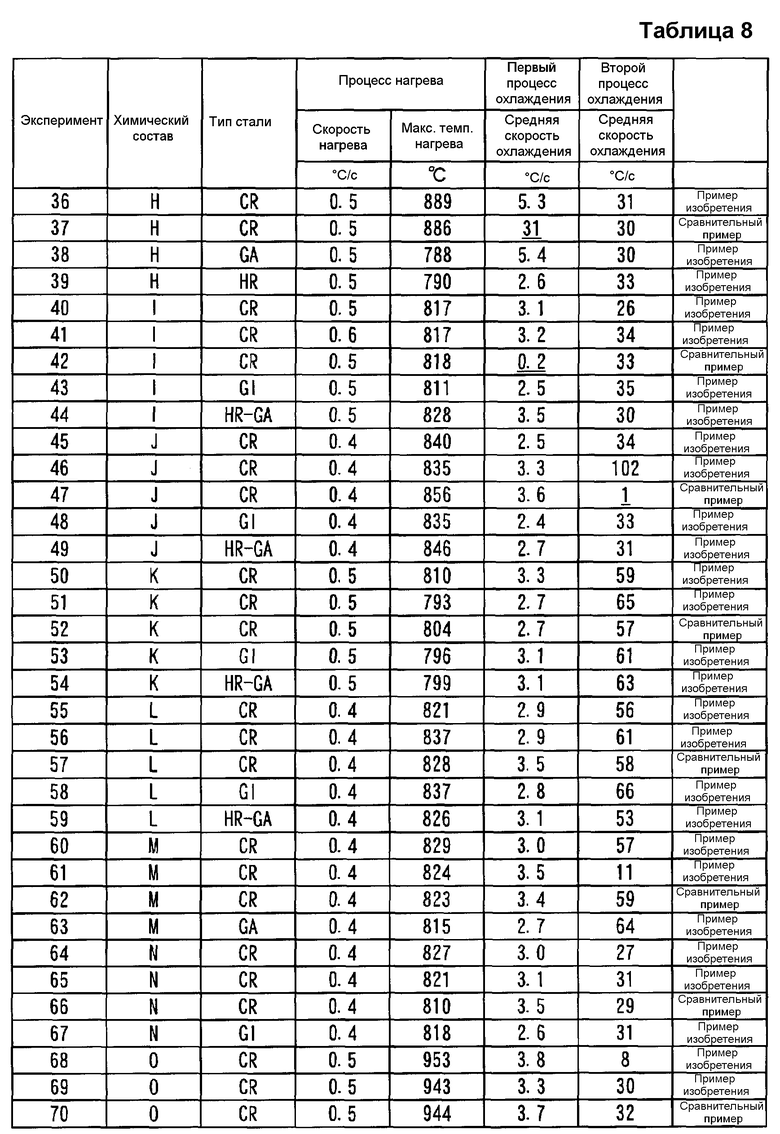
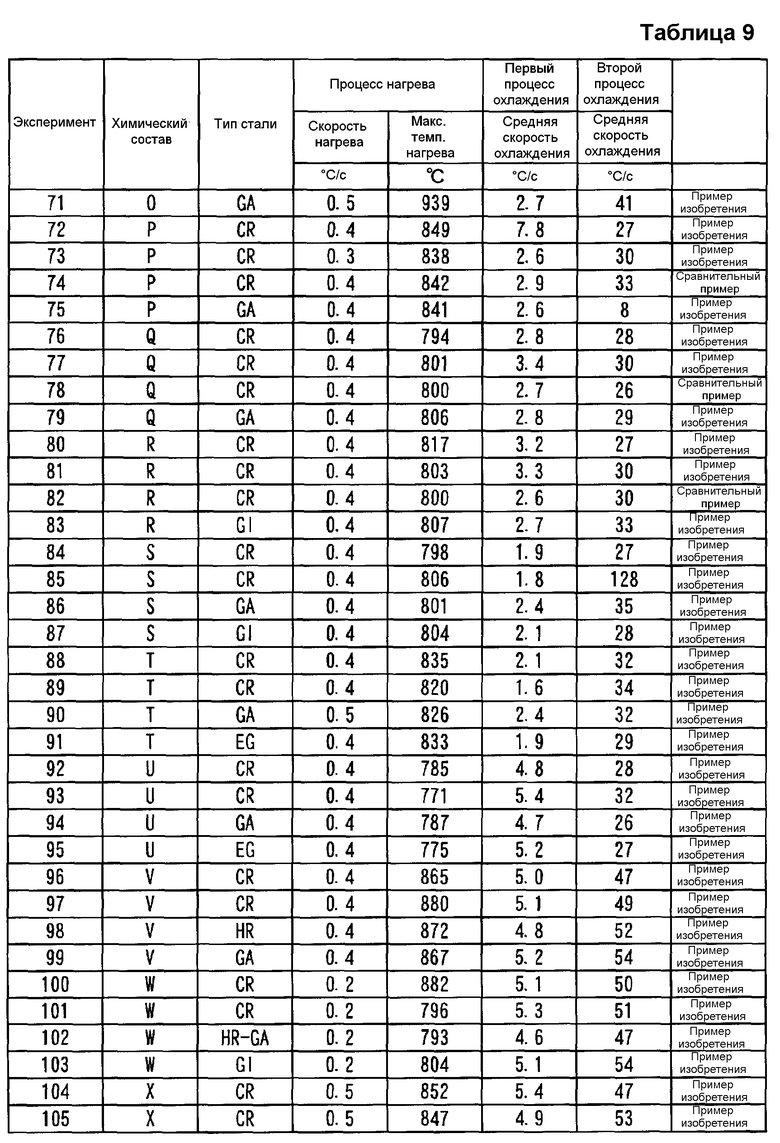
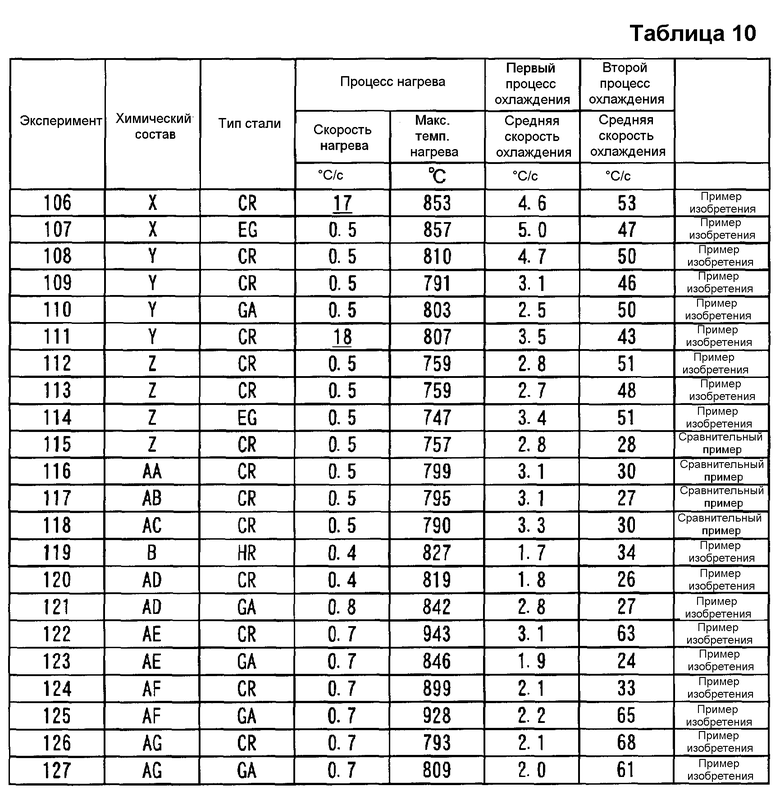
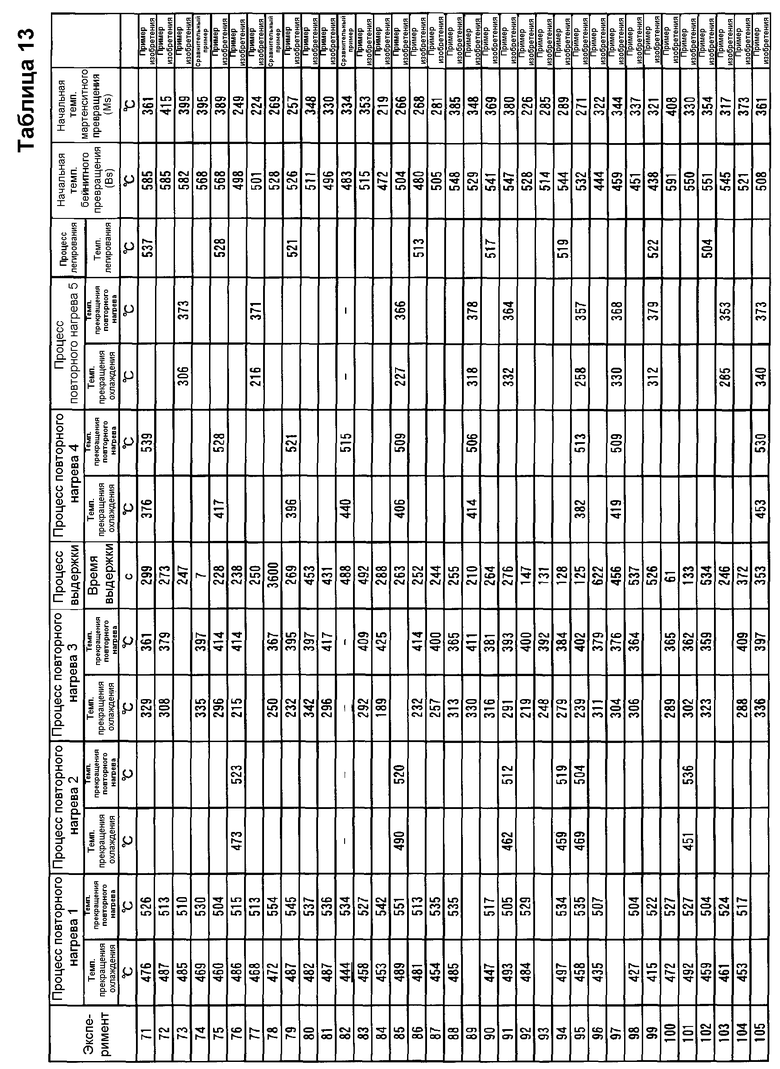
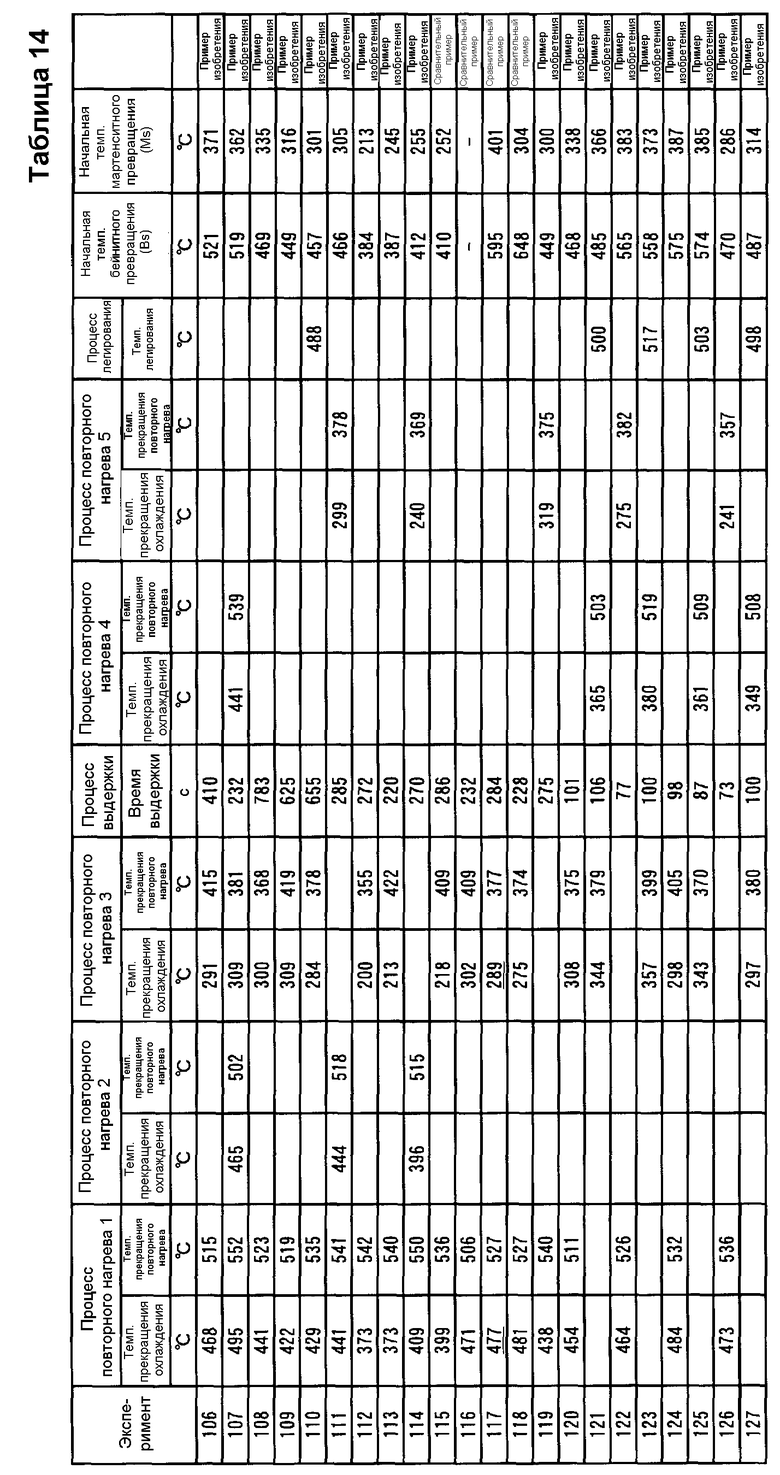
В процесс отжига, сначала стальные листы нагревали до максимальных температур нагревания, описанных в таблицах 7-10, со средними скоростями нагрева между (максимальной температуры нагрева -20°C) до максимальной температуры нагрева средних скоростей нагрева, описанными в таблицах 7-10. Далее, в процессе первого охлаждения (первичного охлаждения) от максимальной температуры нагрева до 700°C их охлаждали со средними скоростями охлаждения, описанными в таблицах 7-10. Более того, во втором процессе охлаждения (вторичное охлаждение) от 700° до 500°C их охлаждали со средними скоростями охлаждения, описанными в таблицах 7-10.
Затем, стальные листы повторно нагревали от точки Bs или 480°C или менее, до 500°C или более 1-3 раза (процессы повторного нагрева 1, 2 и 4) и, кроме того, повторно нагревали от точки Ms или 350°C или менее, до 350°C или более 1 или 2 раза (процессы повторного нагрева 3 и 5).
После процесса повторного нагрева 3 стальные листы выдерживали при 300-450°C точно в интервале времени, как представлено в таблицах 11-14, затем обрабатывали с помощью процессов повторного нагрева 4 и 5 и охлаждали до комнатной температуры.
Стальные листы, после того как охладились до комнатной температуры, прокатывали в холодном состоянии на 0,15% в экспериментах 6-49, стальные листы прокатывали в холодном состоянии на 0,30% в экспериментах 60-83, листовая сталь была прокатана в холодном состоянии на 1,50% в эксперименте 89, листовая сталь была прокатана в холодном состоянии на 1,00% в эксперименте 93, а также стальные листы были прокатаны в холодном состоянии на 0,25% в экспериментах 96-118 и 120-127.
Типы сталей в экспериментах показаны в таблицах как холоднокатаный стальной лист (CR), горячекатаный стальной лист (HR), электролитически гальванизированный стальной лист (EG), гальванизированный горячим способом с погружением стальной лист (GI), гальванизированный горячим способом погружением и с отжигом стальной лист (GA), и горячекатаный и гальванизированный горячим способом с погружением и отжигом стальной лист (HR-GA) (то же самое в таблицах, показанных ниже).
Эксперименты 13, 23, 33, 91, 95, 107 и 114 представляют собой примеры, в которых на стальные листы наносили электро-гальваническое покрытие после процесса отжига, чтобы получить гальванизированные стальные листы (EG).
Эксперименты 4, 18, 43, 83 и 87 представляют собой примеры, в которых после процесса второго охлаждения стальные листы погружают в ванну для гальванизации до обработки выдержкой при 350-450°C, чтобы получить гальванизированные горячим способом погружением стальные листы (GI).
Эксперименты 48, 53, 58, 98 и 103 представляют собой примеры, в которых после обработки выдержкой при 300-450°C стальные листы погружают в ванну для гальванизации, затем охлаждают до комнатной температуры, чтобы получить гальванизированные горячим способом погружением стальные листы (GI).
Эксперименты 3, 5, 9, 34, 38, 44, 49, 67, 86, 90, 94, 99, 102 и 110 представляют собой примеры, в которых после процесса второго охлаждения стальные листы погружают в ванну для гальванизации до обработки выдержкой при 350-450°C, и затем обрабатывают для легирования при описанных температурах, чтобы получить отожженные гальванизированные горячим способом с погружением стальные листы (GA).
Эксперименты 22, 24, 54, 59, 63, 71, 75, 79, 121, 123, 125 и 127 представляют собой примеры, в которых после обработки выдержкой при 300-450°C стальные листы погружают в ванну для гальванизации и обрабатывают для легирования при описанных температурах, чтобы получить отожженные и гальванизированные горячим способом с погружением стальные листы (GA).
Эксперименты 9, 63, и 90 представляют собой примеры, в которых поверхности слоев покрытия представляют собой пленки, состоящие из смешанных оксидов на основе P.
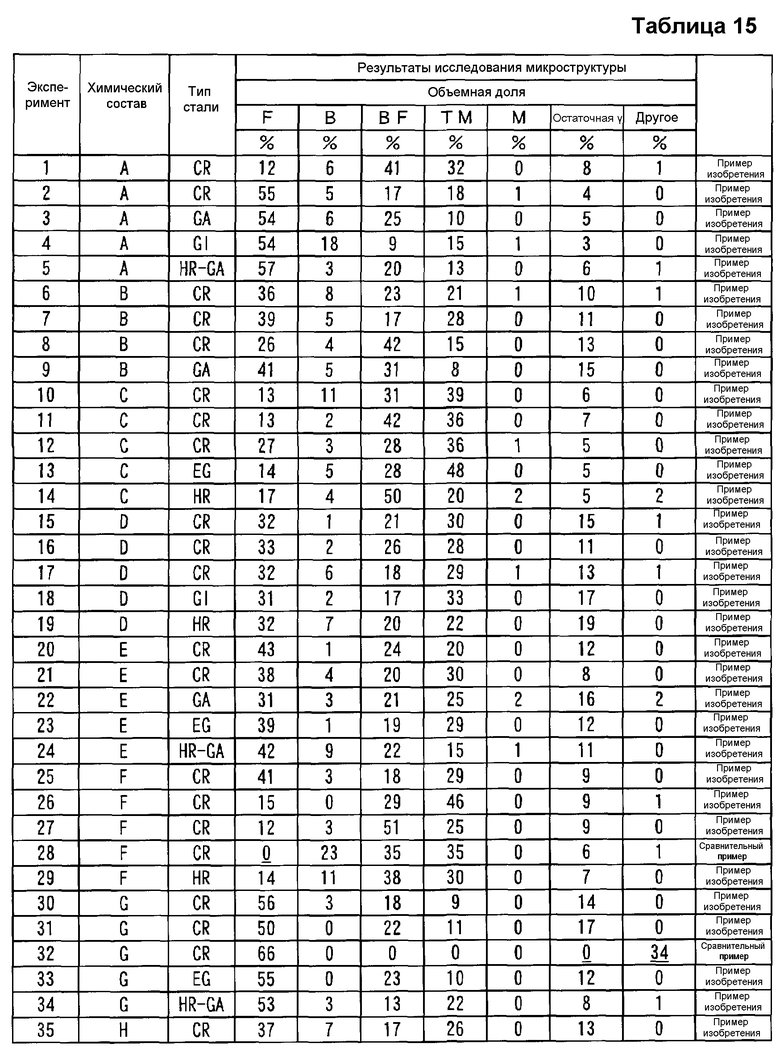
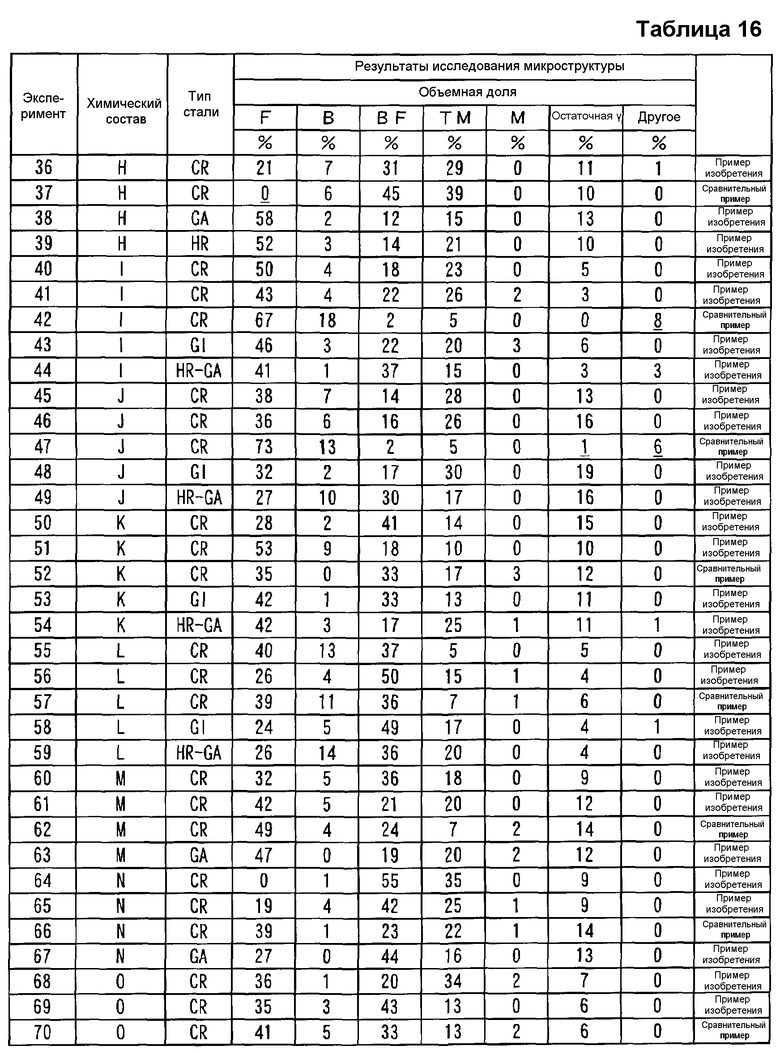
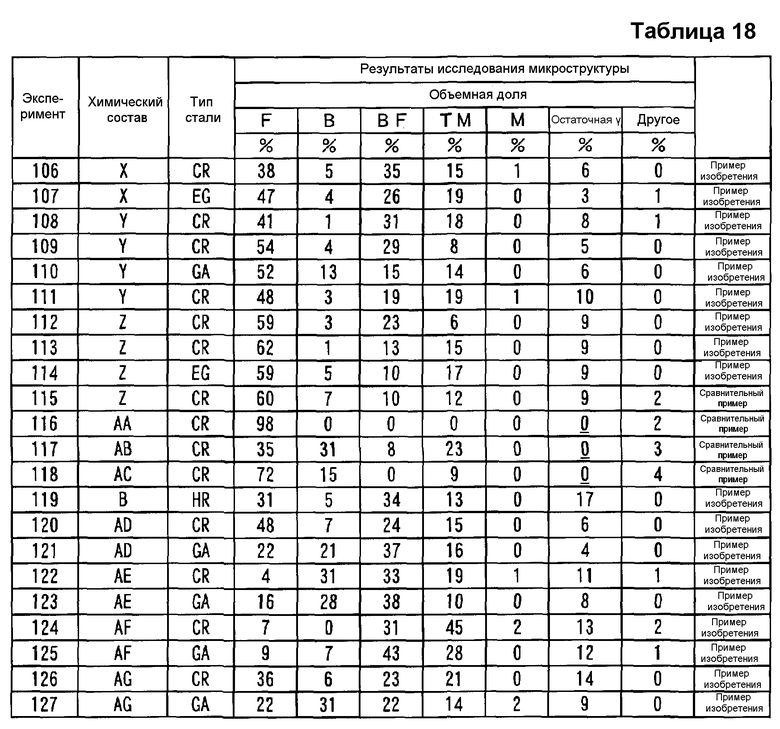
Таблицы 15-18 представляют результаты анализа микроструктур стальных листов экспериментов 1-127. Во фракциях микроструктуры измеряли количество остаточного аустенита (остаточная γ) методом рентгеновской дифракции в плоскостях параллельных толщине листа на 1\4 толщины. Остальное представляет собой результаты измерения фракций микроструктуры в интервале 1/8 толщины-3/8 толщины. Анализировали сечения по толщине параллельно направлению прокатки, полировали до зеркальных поверхностей, травили ниталем, затем исследовали, используя сканирующий электронный микроскоп с автоэлектронной эмиссией FE-SEM (field emission scanning electron microscope).

Таблицы 19-22 показывают результаты измерения фракций остаточного аустенита и количеств С в твердом растворе в остаточном аустените после испытаний обработки глубоким охлаждением. Они были измерены с помощью метода рентгеновской дифракции в плоскостях, параллельных толщине листа на 1/4 толщины. Точки Msr измеряли с помощью приготовления жидкого азота (-198°C) и этанола, охлажденного с использованием возрастания по 20°C от 0°C до -100°C, выдерживая стальные листы при этих температурах в течение 1 часа, затем измеряя доли остаточного аустенита, и используя максимальные температуры, при которых аустенитные доли падают, как точки Msr фазы остаточного аустенита.
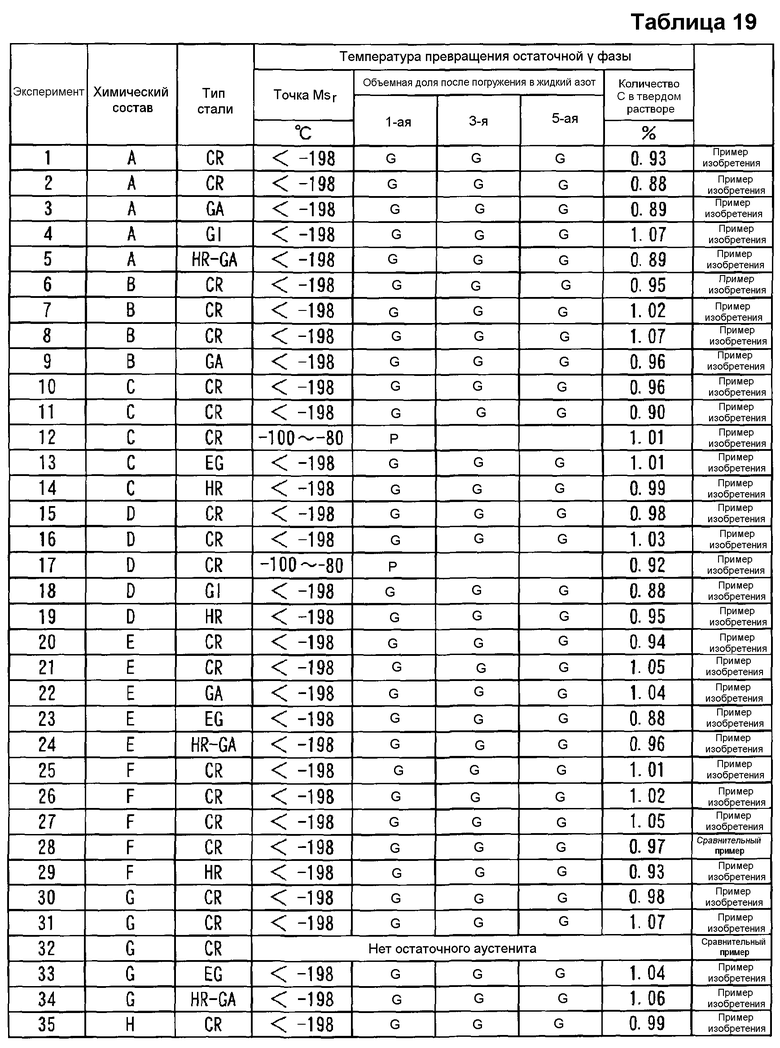
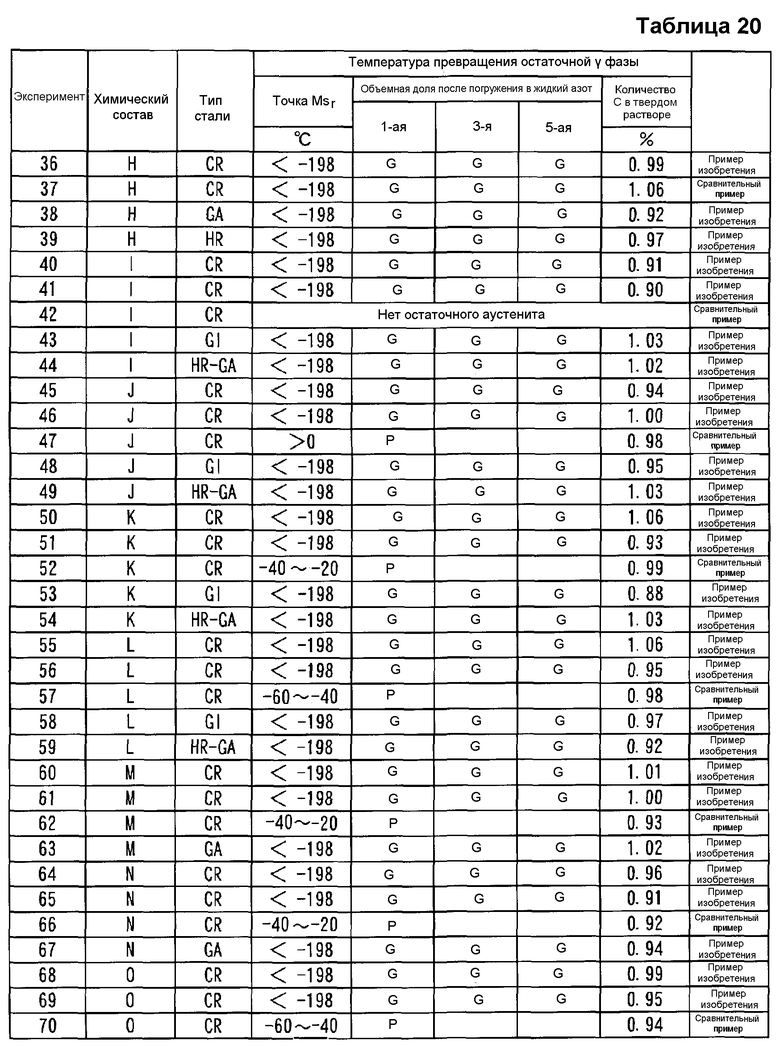
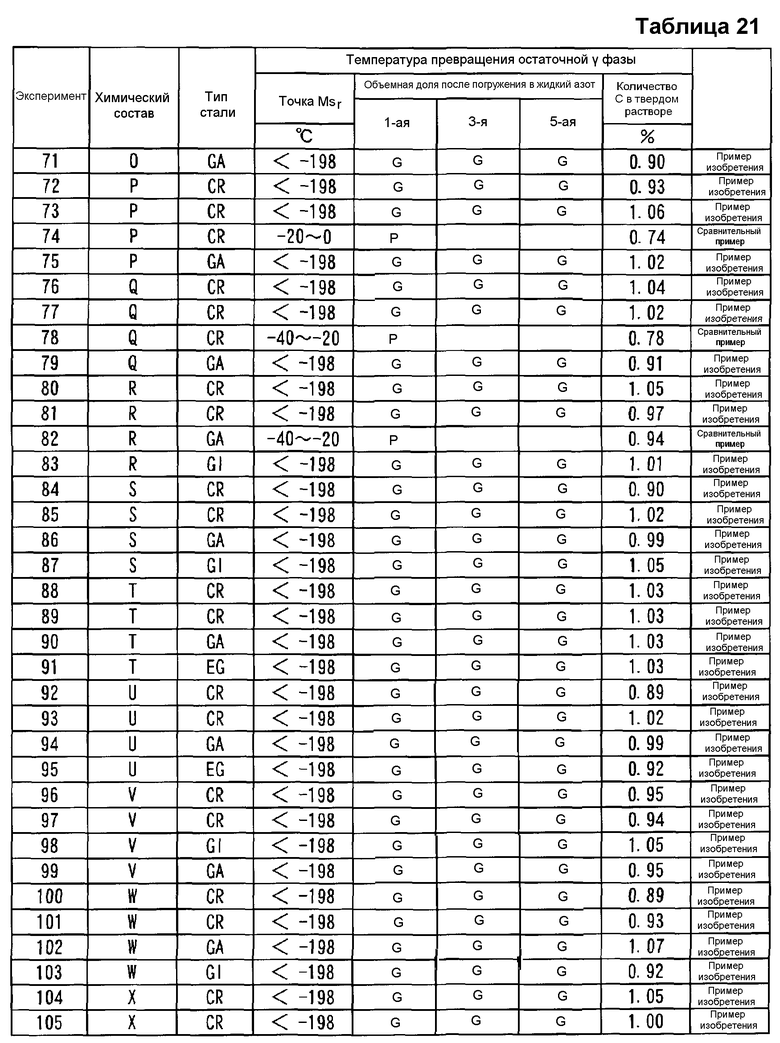
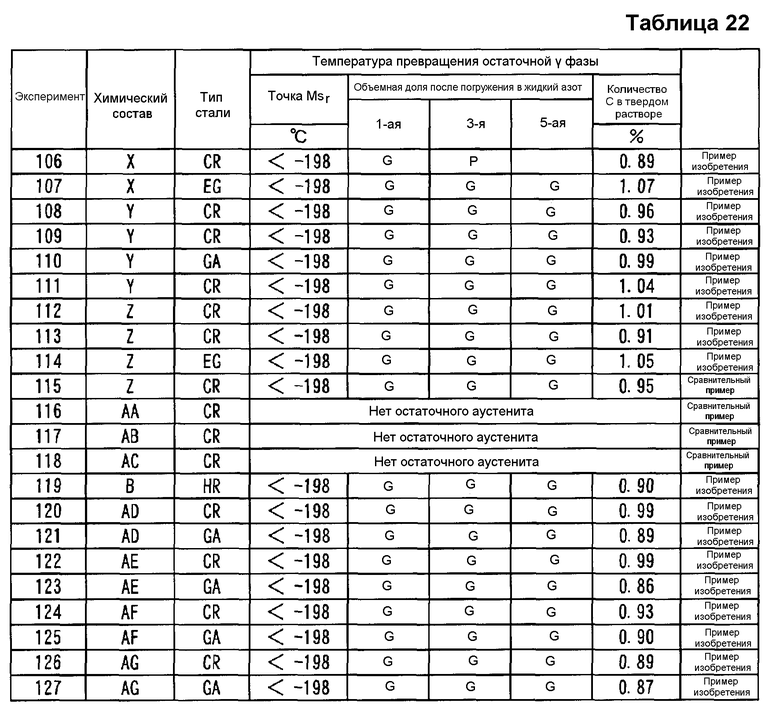
В обработке погружением в жидкий азот операция от погружения стального листа в жидкий азот в течение 1 часа, затем вынимая его и давая возможность ему стоять на воздухе до достижения комнатной температуры, считается как одна обработка. Объемные доли остаточного аустенита измеряли в моменты времени окончаний первой, третьей и 10-ой обработок. Стальные листы с объемными долями остаточного аустенита, которые не изменяются, оценивали как "G (good)-хорошие", наряду с тем, что стальные листы с объемными долями остаточного аустенита, которые уменьшались, оценивали как "P (poor)-плохие".
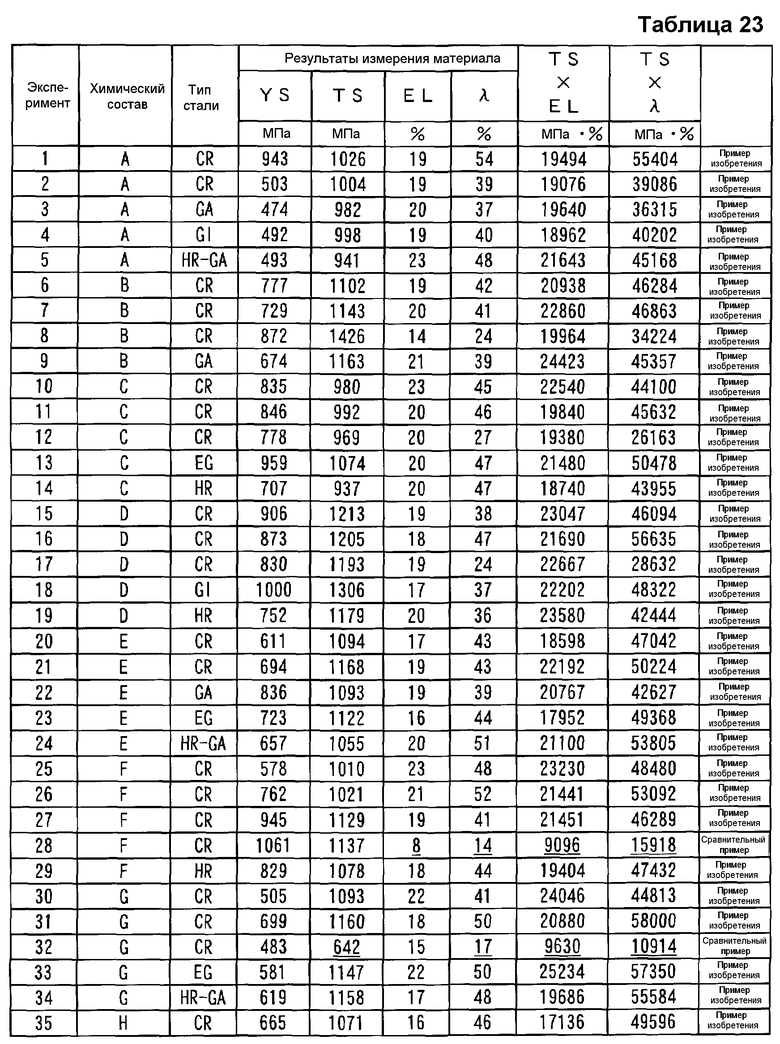
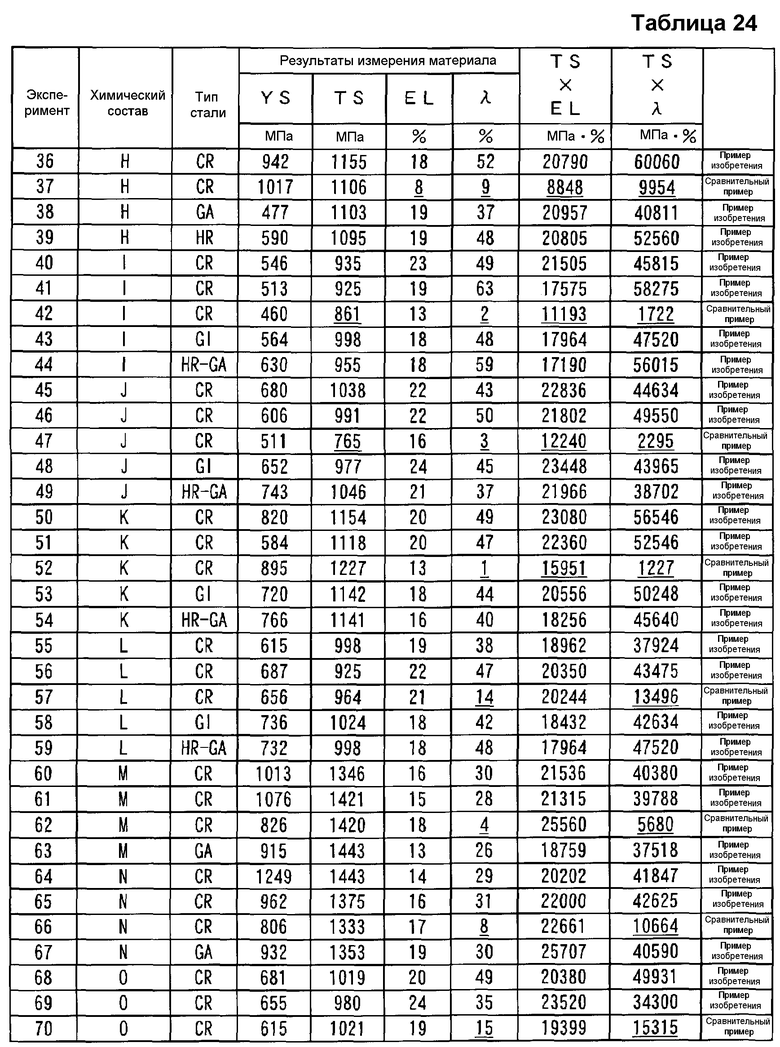
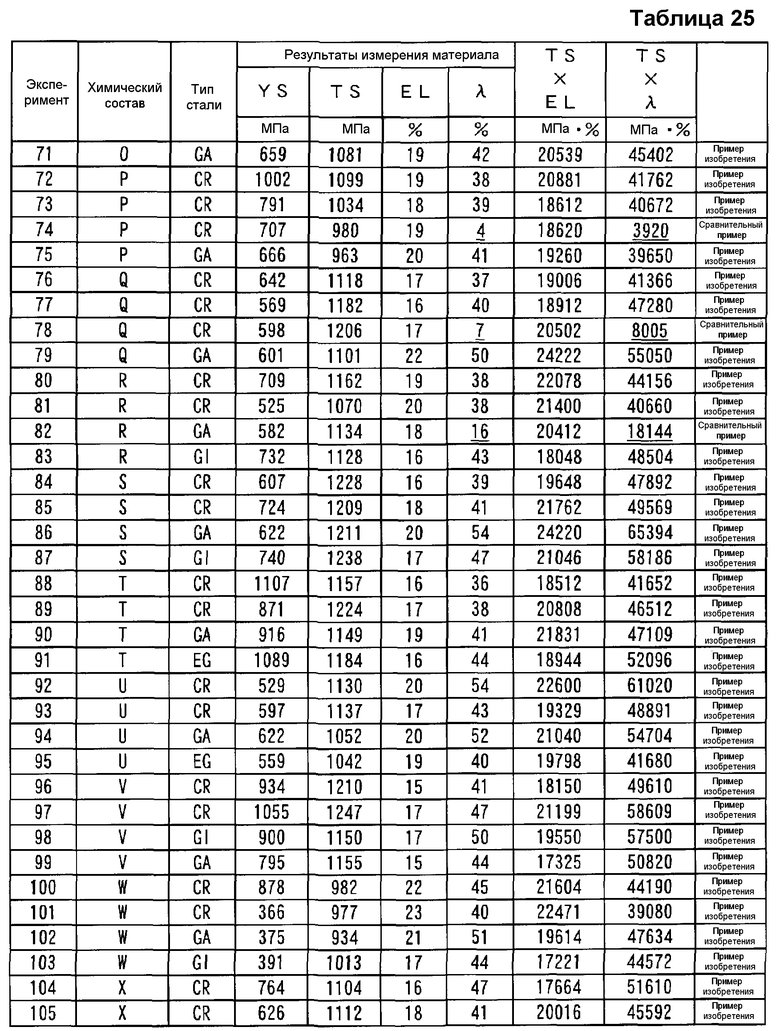
Таблицы 23-26 показывают оценку свойств стальных листов экспериментов 1-127. В то же время, образцы для испытания на растяжение на основе JIS Z 2201 отбирали от стальных листов экспериментов 1-127 и подвергали воздействию испытаний на растяжение на основе JIS Z 2241 для измерения предела текучести (YS), предела прочности на растяжение (TS), а также общее удлинение (EL).
Фиг.2 показывает взаимосвязь между пределом прочности на растяжение (TS) и общем удлинением (EL), наряду с тем что фиг.3 показывает взаимосвязь между пределом прочности на растяжение (TS) и степенью расширения отверстия (λ), которая служит в качестве показателя способности к отбортовке-вытяжке. Стальные листы настоящего изобретения удовлетворяют все TS≥900 МПа, TS×EL≥17000 МПа·%, TS×λ≥24000 МПа·%. Стальные листы сравнительных примеров не являются стальными листами, которые все удовлетворяют этому.

Эксперимент 115 представляет собой пример, в котором конечная температура горячей прокатки является низкой. Микроструктура растянута в одном направлении, делая ее неровной, так что вязкость и пригодность к отбортовке-вытяжке являются плохими.
Эксперименты 12, 17, 106 и 111 представляют собой примеры, в которых скорость нагревания от (максимальной температуры нагрева -20°C) в процессе нагрева является большой. Фаза остаточного аустенита является нестабильной и пригодность к отбортовке-вытяжке является плохой.
Эксперименты 28 представляет собой пример, в котором максимальная температура нагрева в процессе отжига является высокой. Мягкая структура достаточно не образуется, и вязкость является плохой.
Эксперимент 32 представляет собой пример, в котором максимальная температура нагрева в процессе отжига является низкой. Содержится большое число крупнозернистых карбидов на основе железа, которые образуют начальные точки трещин, так что вязкость и пригодность к отбортовке-вытяжке являются плохими.
Эксперимент 37 представляет собой пример, в котором средняя скорость охлаждения в процессе первого охлаждения (первичного охлаждения) является высокой. Мягкие структуры достаточно не образуются, так что вязкость и пригодность к отбортовке-вытяжке являются плохими.
Эксперимент 42 представляет собой пример, в котором средняя скорость охлаждения в процессе первого охлаждения (первичного охлаждения) является низкой. Образуются крупнозернистые карбиды на основе железа и пригодность к отбортовке-вытяжке является плохой.
Эксперимент 47 представляет собой пример, в котором скорость охлаждения в процессе второго охлаждения (вторичного охлаждения) является низкой. Образуются крупнозернистые карбиды на основе железа, и пригодность к отбортовке-вытяжке является плохой.
Эксперимент 52 представляет собой пример, где никакой обработки повторным нагревом не осуществляется. Фаза остаточного аустенита является нестабильной и пригодность к отбортовке-вытяжке является плохой.
Эксперименты 57, 66 и 82 представляют собой примеры, где осуществляют только повторный нагрев от точки Bs или 480°C или менее до 500°C или более. Фаза остаточного аустенита является нестабильной и пригодность к отбортовке-вытяжке является плохой.
Эксперименты 62 и 70 представляют собой примеры, где осуществляют только повторный нагрев от точки Ms или 350°C или менее до 350°C или более. Фаза остаточного аустенита является нестабильной и пригодность к отбортовке-вытяжке является плохой.
Эксперимент 74 представляет собой пример, где время обработки при 300-450°C в интервале является коротким. Углерод не концентрируется в остаточном аустените, фаза остаточного аустенита является нестабильной и пригодность к отбортовке-вытяжке является плохой.
Далее, эксперимент 78 представляет собой пример, где время выдержки при 300-450°C в интервале является длительным. Образуются карбиды на основе железа, количество С твердого раствора в остаточном аустените падает, фаза остаточного аустенита является нестабильной и пригодность к отбортовке-вытяжке является плохой.
Далее, эксперименты 116-118 представляют собой примеры, где состав ингредиентов отклонялся от заданного интервала. В каждом случае не могли быть получены надлежащие свойства.
Из результатов примеров, которые объяснялись выше, ясно, что применительно к высокопрочному стальному листу и высокопрочному гальванизированному стальному листу, которые являются превосходными по формуемости, и способам их изготовления по настоящему изобретению получают высокопрочный стальной лист, который сохраняет максимальную прочность при растяжении 900 МПа или более в высокой прочности, наряду с тем что получается превосходная вязкость и пригодность к отбортовке-вытяжке, и имеется достаточно высокая формуемость.
Промышленная применимость
Согласно настоящему изобретению, например, в применениях таких как элементы, которые получают путем придания формы стальному листу с помощью обработки штамповкой и подобным, максимальная прочность при растяжении 900 МПа или более высокой прочности сохраняется, наряду с тем, что получаются превосходная вязкость и пригодность к отбортовке-вытяжке, и одновременно получаются превосходная прочность и формуемость. Благодаря этому, например, в частности, при использовании настоящего изобретения в области автомобильных деталей и подобного, в частности, при использовании его в области автомобилей возможно полностью пользоваться достоинствами усиленной безопасности наряду с повышенной прочностью ходовой части, улучшенной формуемостью во время обработки элементов и подобным. Вклад в развитие общества неизмерим.
Изобретение относится к области металлургии, а именно к получению высокопрочного стального листа, используемого в автомобилестроении. Лист изготовлен из стали, содержащей в мас.%: C: 0,075-0,30, Si: 0,70-2,50, Mn: 1,30-3,50, P: 0,001-0,03, S: 0,0001-0,01, Al: 0,005-1,50, N: 0,0001-0,01, O: 0,0001-0,01 и в качестве необязательных элементов один или более элементов из: Ti: 0,005-0,15, Nb: 0,005-0,15, B: 0,0001-0,010, Cr: 0,01-2,0, Ni: 0,01-2,0, Cu: 0,01-2,0, Mo: 0,01-1,0, V: 0,005-0,15 и один или более из Ca, Ce, Mg, Zr, Hf и РЗМ: в сумме 0,0001-0,5, причем остальное - железо и неизбежные примеси. Микроструктура листа содержит фазу остаточного аустенита в количестве 1-20 об.%, которая имеет точку мартенситного превращения -60°C или менее. Лист обладает высокой формуемостью при сохранении, максимальной прочностью при растяжении 900 МПа или более и высокой вязкостью и пригодностью к отбортовке-вытяжке. 6 н. и 5 з.п. ф-лы, 3 ил., 26 табл., 1 пр.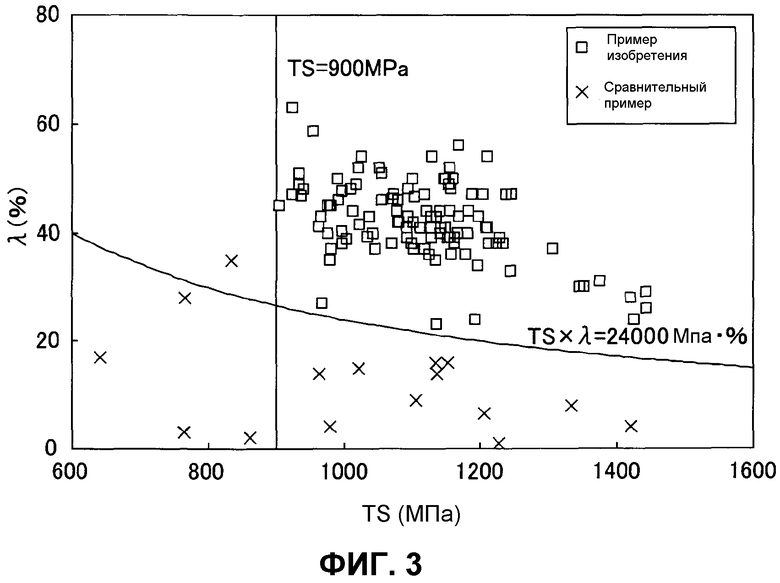
1. Высокопрочный стальной лист с высокой формуемостью, содержащий, в мас.%:
C: 0,075-0,30
Si: 0,70-2,50
Mn: 1,30-3,50
P: 0,001-0,03
S: 0,0001-0,01
Al: 0,005-1,50
N: 0,0001-0,01
O: 0,0001-0,01 и
содержащий в качестве необязательных элементов один или более элементов из:
Ti: 0,005-0,15
Nb: 0,005-0,15
B: 0,0001-0,010
Cr: 0,01-2,0
Ni: 0,01-2,0
Cu: 0,01-2,0
Mo: 0,01-1,0
V: 0,005-0,15 и
один или более из Ca, Ce, Mg, Zr, Hf и РЗМ: в сумме 0,0001-0,5, причем
остальное - железо и неизбежные примеси,
при этом структура стального листа содержит, в объемных долях, 2-20% остаточной аустенитной фазы, которая имеет точку мартенситного превращения -60°C или менее.
2. Стальной лист по п.1, отличающийся тем, что доля упомянутой остаточной аустенитной фазы, которая превращается в мартенсит при -198°C, составляет, в объемных долях, 2% или менее от общей фазы остаточного аустенита.
3. Стальной лист по п.1 или 2, отличающийся тем, что упомянутая фаза остаточного аустенита имеет точку мартенситного превращения -198°C или менее.
4. Стальной лист по п.1 или 2, отличающийся тем, что структура стального листа дополнительно содержит в объемных долях:
ферритную фазу: 10-75%
фазу бейнитного феррита и/или бейнитную фазу: 10-50%
фазу мартенсита отпуска: 10-50% и
фазу свежего мартенсита: 10% или менее.
5. Высокопрочный гальванизированный стальной лист с высокой формуемостью, отличающийся тем, что он содержит высокопрочный стальной лист по п.1 или 2, на поверхности которого сформирован слой гальванического покрытия.
6. Способ изготовления высокопрочного стального листа с высокой формуемостью, отличающийся тем, что он включает в себя:
процесс горячей прокатки с нагревом сляба, который содержит в мас.%:
C: 0,075-0,30
Si: 0,70-2,50
Mn: 1,30-3,50
P: 0,001-0,03
S: 0,0001-0,01
Al: 0,005-1,50
N: 0,0001-0,01
О: 0,0001-0,01 и
и содержащий в качестве необязательных элементов один или более элементов из:
Ti: 0,005-0,15
Nb: 0,005-0,15
B: 0,0001-0,01
Cr: 0,01-2,0
Ni: 0,01-2,0
Cu: 0,01-2,0
Mo: 0,01-1,0
V: 0,005-0,15 и
один или более из Ca, Ce, Mg, Zr, Hf и РЗМ: в сумме 0,0001-0,5, и остальное - железо и примеси,
непосредственно или после однократного охлаждения, до 1050°C или более, окончание прокатки при температуре Ar3 или более для получения стального листа, и его охлаждение при температуре 500 до 750°C,
процесс холодной прокатки, включающий травление смотанного в рулон стального листа с последующей холодной прокаткой с обжатием в 35-75%, и
процесс отжига, включающий нагрев стального листа после процесса холодной прокатки до максимальной температуры нагрева от 740 до 1000°C, с последующим охлаждением со средней скоростью охлаждения 1,0-10,0°C/с от упомянутой максимальной температуры нагрева до 700°C, и со средней скоростью охлаждения 5,0-200°C/с от 700 до 500°C, последующую выдержку при 350-450°C в течение 30-1000 секунд, последующее охлаждение до комнатной температуры и, при охлаждении от упомянутой максимальной температуры нагрева до комнатной температуры, повторный нагрев от точки Bs или менее чем 500°C, до 500°C или более, по меньшей мере, однократно, и повторный нагрев от точки Ms или менее чем 350°C, до 350°C или более, по меньшей мере, однократно.
7. Способ изготовления высокопрочного гальванизированного стального листа с высокой формуемостью, характеризующийся тем, что он включает этапы, в соответствии с которыми изготавливают высокопрочный стальной лист способом по п.6, и этап последующей гальванизации.
8. Способ изготовления высокопрочного гальванизированного стального листа с высокой формуемостью, характеризующийся тем, что он включает этапы, в соответствии с которыми изготавливают высокопрочный стальной лист способом по п.6, при этом во время процесса отжига в течение охлаждения от упомянутой максимальной температуры нагрева до комнатной температуры холоднокатаный стальной лист погружают в ванну для цинкования для горячей гальванизации погружением стального листа.
9. Способ по п.8, отличающийся тем, что осуществляют обработку легированием при температуре 470-650°C после упомянутой горячей гальванизации погружением.
10. Способ изготовления высокопрочного гальванизированного стального листа с высокой формуемостью, характеризующийся тем, что он включает этапы, в соответствии с которыми изготавливают высокопрочный стальной лист способом по п.6, и этап горячей гальванизации погружением после процесса отжига листа.
11. Способ по п.10, отличающийся тем, что осуществляют обработку легированием при температуре 470-650°C после упомянутой горячей гальванизации погружением.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕДЕЛОМ ПРОЧНОСТИ НА РАЗРЫВ 780 МПа ИЛИ БОЛЕЕ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ ЛОКАЛЬНУЮ ДЕФОРМИРУЕМОСТЬ И ЗАМЕДЛЕННОЕ ПОВЫШЕНИЕ ТВЕРДОСТИ МЕСТА СВАРКИ | 2004 |
|
RU2312163C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2235792C2 |
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ИЗ РАСПЛАВЛЕННОГО ЦИНКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2312162C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2005 |
|
RU2277594C1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

