Область техники
Настоящее изобретение относится к листу двухфазной стали, состоящему из феррита и продуктов низкотемпературного превращения, и способу его изготовления. Настоящая заявка основана на предшествующей японской патентной заявке № 2012-212783, поданной 26 сентября 2012 г., содержание которой полностью включено в настоящую заявку путем отсылки, и испрашивает приоритет по упомянутой заявке.
Обзор состояния техники
В последние годы стремились снижать вес различных частей, составляющих автомобиль, чтобы уменьшать расход топлива автомобилем. Снижение веса означает разные решения в зависимости от каждой требуемой рабочей характеристики частей, и, например, для детали фермы выполняют уменьшение толщины, достигаемое путем повышения прочности стального листа, и для панельной части выполняют нанесение легкого металла, например, сплава Al на стальной лист и т.п. Однако, в сравнении со сталью, легкий металл, например, сплав Al, является дорогим, и поэтому, на практике, его используют, главным образом, в дорогих автомобилях.
С другой стороны, спрос на автомобили из развитых стран сдвигается в развивающиеся страны, и ожидается, что впредь будут обеспечивать как снижение веса, так и снижение цены. Для любых частей из стали нужно обеспечивать повышение прочности и снижение веса, достигаемое за счет уменьшения толщины.
Алюминиевые литье и поковки оказались предпочтительными для колесных дисков пассажирских автомобилей с точки зрения дизайна. Однако, хотя стальные штампованные изделия лишь недавно используют для дисков пассажирских автомобилей, благодаря разработкам материалов и способов появляются изделия, имеющие дизайн, равноценный дизайну алюминиевого диска.
В частности, в дополнение к высокой усталостной долговечности и коррозионной стойкости, которые до сих пор требовались конечному пользователю от колесного диска, от стального диска требуются также дизайн и красивый внешний вид, равноценные таким же качествам алюминиевого диска. Аналогично, от стального листа для колесного диска требуется также улучшение обрабатываемости для совершенствования дизайна детали и повышение характеристик поверхности для обеспечения красивого внешнего вида, в дополнение к повышению прочности, которое обеспечивает уменьшение толщины, и усталостной долговечности и коррозионной стойкости, которые требовались до сих пор.
В качестве свойств, которые требовались до сих пор от стального листа для колесного диска, особенно важными считались пригодность для обработки выдавливанием, способность к глубокой вытяжке и усталостная долговечность. Причина в том, что получение участка корытообразной формы является сложной задачей среди этапов формования диска колеса, и усталостная долговечность контролируется самым строгим стандартом среди свойств элементов колесного диска.
В настоящее время, для акцентирования на усталостной долговечности элемента из высокопрочного горячекатаного стального листа для колесного диска применяли листы из ферритно-мартенситной двухфазной стали класса прочности 590 МПа, с высокой усталостной характеристикой (называемые двухфазной сталью). Однако, уровень прочности, требующийся в данных стальных листах, повышается до класса прочности 780 МПа от класса прочности 590 МПа, и прочность имеет тенденцию повышаться дополнительно.
В непатентном документе 1 раскрывается способ обеспечения равномерного относительного удлинения даже при той же самой прочности, при превращении микроструктуры стального листа в композиционную структуру, например, двухфазную сталь, состоящую из феррита и мартенсита (обозначаемую далее как DP-сталь в описании).
С другой стороны, выяснилось, что локальная деформируемость двухфазной стали, характеризуемая гибочной штамповкой, раздачей и отбортовкой отверстий, является невысокой. Причина состоит в том, что различие в прочности между ферритом и мартенситом велико, и поэтому в феррите в окрестности мартенсита происходит большая концентрация деформаций и напряжения при формовке, и возникает трещина.
На основе упомянутых сведений был разработан высокопрочный стальной лист, коэффициент раздачи для которого увеличен посредством уменьшения различия в прочности между структурами. В патентном документе 1 предложен стальной лист, в котором прочность обеспечивается применением бейнита или бейнитного феррита в качестве его основной фазы, чтобы значительно повысить способность к деформации при раздаче. Сталь предполагается состоящей из единственной структуры, и поэтому предотвращается возникновение вышеописанной концентрации деформаций и напряжений, и можно получить высокий коэффициент раздачи.
Однако, сталь разработана состоящей из единственной фазы бейнита или бейнитного феррита, и поэтому относительное удлинение значительно ухудшается, и достижение относительного удлинения и способности к деформации при раздаче становится невозможным.
Кроме того, в последние годы предлагались высокопрочные стальные листы, в которых в качестве структуры однофазной стали применяется феррит с высоким относительным удлинением, и повышение прочности достигается использованием карбида Ti, Mo или чего-то подобного (см., например, патентные документы 2-4).
Однако стальной лист, предложенный в патентном документе 2, содержит большое количество Mo. Стальной лист, предложенный в патентном документе 3, содержит большое количество V. Кроме того, стальной лист, предложенный в патентном документе 4, нуждается в охлаждении в середине прокатки для образования мелких кристаллических зерен. Поэтому существует проблема в том, что стоимость сплава и стоимость производства повышаются. Кроме того, даже в упомянутом стальном листе феррит сам по себе значительно упрочняется, и поэтому относительное удлинение ухудшается. Относительное удлинение однофазной стали, состоящей из бейнита или бейнитного феррита, оказывается очень высоким, но соотношение между относительным удлинением и способностью к деформации при раздаче необязательно является достаточным.
Кроме того, в патентном документе 5 предложен лист двухфазной стали, в котором, в двухфазной стали, бейнит используют вместо мартенсита, и различие в прочности между структурами феррита и бейнита уменьшено для повышения, тем самым, способности к деформации при раздаче.
Однако, в результате того, что долю площади бейнитной структуры увеличивали для обеспечения прочности, относительное удлинение становилось хуже, и соотношение между относительным удлинением и способностью к деформации при раздаче было недостаточным.
Кроме того, в патентных документах 7-9 предложены также стальные листы, в которых феррит в двухфазной стали дисперсионно упрочняют, и, таким образом, уменьшают различие в прочности между ферритом и твердой структурой.
Однако при данном методе важным элементом является Mo, который создает проблему с тем, что повышается стоимость производства. Кроме того, даже если феррит дисперсионно упрочняют, различие в прочности между ферритом и мартенситом, представляющим собой твердую структуру, является значительным, приводящим к тому, что эффекта значительного повышения способности к деформации при раздаче не получают.
С другой стороны, чтобы превратить микроструктуру в двухфазную, состоящую из феррита и мартенсита, в данные двухфазные стали часто вводят Si с целью промотирования превращения феррита. Однако когда содержится Si, на поверхности стального листа образуется узорчатая окалина в виде тигровых полос, называемая красной окалиной, (Si-содержащая окалина), и поэтому двухфазную сталь трудно применять в различных стальных листах, используемых для колесных дисков с улучшенным дизайном, необходимым для красивого внешнего вида.
В патентном документе 10 раскрыт метод, относящийся к стальному листу, допускающий получение очень хорошего соотношения между относительным удлинением и способностью к деформации при раздаче посредством выдерживания доли мартенсита в двухфазной стали в диапазоне от 3 до 10% в стальном листе класса прочности 780 МПа или выше. Однако вводят не менее 0,5% Si, что затрудняет устранение Si-содержащей узорчатой окалины, и поэтому метод трудно применить к различным стальным листам, используемым для колесных дисков с улучшенным дизайном, необходимым для красивого внешнего вида.
Принимая во внимание упомянутую проблему, раскрыт метод изготовления горячекатаного стального листа с высоким сопротивлением разрыву, способный предотвращать возникновение красной окалины посредством уменьшения количества введенного Si до не более, чем 0,3% и дополнительно получать высокую прочность и очень высокую пригодность для отбортовки внутренних кромок посредством введения Mo и образования мелкодисперсных выделений (см., например, патентные документы 11 и 12).
Однако в стальных листах, к которым применяли вышеописанный метод, раскрытый в патентных документах 11 и 12, введенное количество Si составляет, приблизительно, не более 0,3%, но достаточное устранение красной окалины затруднительно, и необходимо дополнительно вводить не менее 0,07% Mo, являющегося дорогим легирующим элементом, вследствие чего возникает проблема в том, что стоимость производства становится высокой.
Кроме того, в патентном документе 13 раскрыт метод предотвращения образования красной окалины посредством установления верхнего предела содержания Si. Однако в приведенном документе отсутствует техническая информация о характеристике усталости при надрезе.
Кроме того, в патентном документе 14 раскрыт метод улучшения характеристики малоцикловой усталости посредством введения Al. Однако в приведенном документе отсутствует техническая информация о характеристике усталости при надрезе, являющейся усталостной характеристикой в условиях концентрации напряжений.
Документы для ссылки на известный уровень техники
Патентный документ
Патентный документ 1: Японская выложенная патентная публикация № 2003-193190
Патентный документ 2: Японская выложенная патентная публикация № 2003-089848
Патентный документ 3: Японская выложенная патентная публикация № 2007-063668
Патентный документ 4: Японская выложенная патентная публикация № 2004-143518
Патентный документ 5: Японская выложенная патентная публикация № 2004-204326
Патентный документ 6: Японская выложенная патентная публикация № 2007-302918
Патентный документ 7: Японская выложенная патентная публикация № 2003-321737
Патентный документ 8: Японская выложенная патентная публикация № 2003-321738
Патентный документ 9: Японская выложенная патентная публикация № 2003-321739
Патентный документ 10: Японская выложенная патентная публикация № 2011-184788
Патентный документ 11: Японская выложенная патентная публикация № 2002-322540
Патентный документ 12: Японская выложенная патентная публикация № 2002-322541
Патентный документ 13: Японская патентная публикация № 2007-082567
Патентный документ 14: Японская патентная публикация № 2010-150581
Непатентный документ
Непатентный документ 1: O. Matsumura et al, Trans. ISIJ(1987) vol. 27, p. 570
Раскрытие изобретения
Цели изобретения
Целью настоящего изобретения является создание листа высокопрочной двухфазной стали с повышенной пригодностью для отбортовки отверстий, с прочностью на разрыв 540 МПа или выше и обладающего очень высокими характеристикой поверхности и характеристикой усталости при надрезе, и способа изготовления упомянутого листа.
Средства для достижения целей
Авторы настоящего изобретения повторили важные исследования по взаимосвязи между структурным составом двухфазной стали, имеющей высокую пластичность, а также обладающей высокой прочностью и равномерным относительным удлинением, пригодностью для отбортовки отверстий, и характеристикой усталости при надрезе, исходя из условия, что компоненты стали не содержат Si с целью предотвращения Si-содержащей узорчатой окалины. В результате, авторы настоящего изобретения нашли способ приведения характеристик равномерного относительного удлинения, пригодности для отбортовки отверстий и усталости при надрезе к равновесному соотношению на высоком уровне путем контроля компонентов стали, дисперсного состояния, формы, размеров и нанотвердости продукта низкотемпературного превращения, являющегося второй фазой. То есть, вместо Si соответственно вводили Al, чтобы предотвратить Si-содержащую узорчатую окалину, и промотировалось образование структурного композита, в котором полигональный феррит формируется как основная фаза, и продукт низкотемпературного превращения формируется как вторая фаза. Кроме того, авторы настоящего изобретения нашли оптимальные диапазоны изменения доли, размера и т.п. продукта низкотемпературного превращения, которые могут обеспечить относительное удлинение, пригодность для отбортовки отверстий и характеристику усталости при надрезе. Кроме того, авторы настоящего изобретения выяснили, что путем разработки не только компонентов стали, но также способа горячей прокатки, упомянутые оптимальные диапазоны можно получать с высокой повторяемостью. Настоящее изобретение создано на основании упомянутых полученных данных, и его сущность состоит в следующем.
[1] Лист двухфазной стали, содержащий:
масс. %,
C: 0,01-0,1%;
Mn: 0,2-3%;
Al: 0,04-1,5%;
Ti: 0,015-0,2%;
Si: 0-0,5%;
Nb: 0-0,06%;
Cu: 0-1,2%;
Ni: 0-0,6%;
Mo: 0-1%;
V: 0-0,2%;
Cr: 0-2%;
W: 0-0,5%;
Mg: 0-0,01%;
Ca: 0-0,01%;
REM (редкоземельные металлы): 0-0,1%;
B: 0-0,002%;
P: 0,01% или меньше;
S: 0,005% или меньше;
N: 0,01% или меньше,
в котором выполняется условие [Ti] - 48/14×[N]-48/32×[S]≥0%, и когда определено Ex.C (%) = [C]-12/48×{[Ti]+48/93×[Nb]-48/14×[N]-48/32×[S]}, то выполняется условие 0,001≤Ex.C (%)/fsd (%)≤0,01, и
остальное состоит из Fe и примесей, при этом
в положении 1/4 толщины от толщины листа, микроструктура является двухфазной, с ее основной фазой, состоящей из полигонального феррита, дисперсионно упрочненного карбидом Ti, и ее второй фазой, состоящей на 1-10% по доле площади (fsd (%)) из множественно диспергированных продуктов низкотемпературного превращения, и
средний диаметр кристаллов продуктов низкотемпературного превращения составляет 3-15 мкм, и среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения составляет 10-20 мкм.
[2] Лист двухфазной стали по п. [1], содержащий:
масс. %,
Si: 0,02-0,5%.
[3] Лист двухфазной стали по п. [1] или [2], содержащий:
один или два или больше из следующих элементов в отношении,
масс. %,
Nb: 0,005-0,06%;
Cu: 0,02-1,2%;
Ni: 0,01-0,6%;
Mo: 0,01-1%;
V: 0,01-0,2%;
Cr: 0,01-2%; и
W: 0,01-0,5%.
[4] Лист двухфазной стали по любому из пп. [1]-[3], содержащий:
один или два или больше из следующих элементов в отношении,
масс. %,
Mg: 0,0005-0,01%;
Ca: 0,0005-0,01%; и
REM (редкоземельные металлы): 0,0005-0,1%.
[5] Лист двухфазной стали по любому из пп. [1]-[4], содержащий:
масс. %,
B: 0,0002-0,002%.
[6] Лист двухфазной стали по любому из пп. [1]-[5], в котором
по поверхности стали выполнена гальванизация.
[7] Способ изготовления листа двухфазной стали, включающий в себя следующие этапы:
сляб, содержащий:
масс. %,
C: 0,01-0,1%;
Mn: 0,2-3%;
Al: 0,04-1,5%;
Ti: 0,015-0,2% или меньше;
Si: 0-0,5%;
Nb: 0-0,06%;
Cu: 0-1,2%;
Ni: 0-0,6%;
Mo: 0-1%;
V: 0-0,2%;
Cr: 0-2%;
W: 0-0,5%;
Mg: 0-0,01%;
Ca: 0-0,01%;
REM (редкоземельные металлы): 0-0,1%;
B: 0-0,002%;
P: 0,01% или меньше;
S: 0,005% или меньше;
N: 0,01% или меньше,
в котором выполняется условие [Ti] - 48/14×[N]-48/32×[S]≥0%, и когда определено Ex.C (%) = [C]-12/48×{[Ti]+48/93×[Nb]-48/14×[N]-48/32×[S]}, то выполняется условие 0,001≤Ex.C (%)/fsd (%)≤0,01, и
остальное состоит из Fe и примесей, подвергают нагреву до температуры SRTmin (°C) или выше, которая задана нижеприведенным уравнением (1), и затем, в процессе горячей прокатки, подвергают черновой прокатке с коэффициентом обжатия 20% или выше в температурной зоне не ниже, чем 1050°C, но не выше, чем 1150°C, для, по меньшей мере, одного прохода, и затем начинают чистовую прокатку в течение 150 секунд в температурной зоне 1000°C или выше и ниже, чем 1080°C, и заканчивают чистовую прокатку при общем обжатии за множество проходов не менее, чем 75%, но не более, чем 95% в температурной зоне не ниже, чем температура точки превращения Ar3+50°C, но не выше, чем 1000°C; и, в течение 3 секунд, подвергают охлаждению до температуры ниже, чем температура точки превращения Ar3 со средней скоростью охлаждения не менее 15°C/сек, и затем подвергают охлаждению до температурной зоны выше, чем 600°C со средней скоростью охлаждения не более 10°C/сек в течение периода времени 1 секунда или продолжительнее, и короче, чем 100 секунд, и затем подвергают охлаждению до температурной зоны 350°C или ниже со скоростью охлаждения не менее 15°C/сек, и производят сматывание в рулон, где
SRTmin = 10780/{5,13-log([Ti]×[C])}-273 … Выражение (1).
[8] Способ изготовления листа двухфазной стали по п. [7], дополнительно содержащий следующий этап:
в процессе горячей прокатки, выполняют черновую прокатку с коэффициентом обжатия 20% или выше в температурной зоне не ниже, чем 1050°C, но не выше, чем 1150°C для множества проходов, при этом
общее обжатие черновой прокатки составляет не менее, чем 60%, но не более, чем 90%.
[9] Способ изготовления листа двухфазной стали по п. [7] или [8], дополнительно содержащий следующие этапы:
выполняют охлаждение до температурной зоны 100°C или ниже и производят сматывание в рулон.
[10] Способ изготовления листа двухфазной стали по любому из пп. [7]-[9], в котором
в процессе выполнения охлаждения до температурной зоны выше, чем 600°C со средней скоростью охлаждения не более 10°C/сек в течение периода времени не менее 1 секунды, и короче, чем 100 секунд, когда общая накопленная диффузионная длина Ltotal для Ti в феррите представляется нижеприведенным выражением (3) посредством суммирования диффузионной длины L для Ti в феррите, представляемой нижеприведенным выражением (2), в течение очень короткого периода времени Δt/сек от температуры окончания охлаждения до сматывания в рулон, выполняется условие 0,15≤Ltotal=0,5.
L=√D(T+273)t … Выражение (2)
Ltotal=∑√(D(T+273)Δt) … Выражение (3),
где D(T+273) является коэффициентом объемной диффузии при T°C, t означает период времени диффузии,
D(T) представляется нижеприведенным выражением (4) с использованием коэффициента D0 диффузии Ti, энергии Q активации и газовой постоянной R,
D(T)=D0×Exp(-Q/R·(T+273)) … Выражение (4).
[11] Способ изготовления листа двухфазной стали по любому из пп. [7]-[10], в котором
в процессе выполнения охлаждения до температурной зоны выше, чем 600°C со средней скоростью охлаждения не более 10°C/сек в течение периода времени не менее 1 секунды, и короче, чем 100 секунд, стальной лист погружают в ванну для гальванизации его поверхности.
[12] Способ изготовления листа двухфазной стали по п. [11], дополнительно содержащий следующий этап:
гальванизированный лист двухфазной стали подвергают легирующей обработке в диапазоне температур от 450 до 600°C.
Эффекты изобретения
В соответствии с настоящим изобретением можно получить лист высокопрочной двухфазной стали, имеющего очень высокие характеристики относительного удлинения, пригодности для обработки выдавливанием и усталости при надрезе, и дополнительно также очень высокую характеристику поверхности, а также имеющего прочность на разрыв 540 МПа или выше, и усовершенствование производства является очень значительным.
Краткое описание чертежей
Фиг. 1 - изображение образца для испытаний на усталость с надрезом.
Вариант осуществления изобретения
Лист двухфазной стали является стальным листом, в котором твердые продукты низкотемпературного превращения типа мартенсита диспергированы в мягком феррите, и достигается высокое равномерное относительное удлинение, а также высокая прочность. Однако во время деформации возникает концентрация деформаций и напряжений, вызываемая различием в прочности между ферритом и мартенситом, и, по-видимому, должен активизироваться рост пустот, вызывающих вязкий излом, и поэтому, в общем, локальная деформируемость, имеющая отношение к пригодности для отбортовки отверстий является, по сути, низкой.
С другой стороны, в отношении характеристики усталости при надрезе для оценки усталостной характеристики в условиях концентрации напряжений известно, что долговечность до разрушения, в основном, выводится из распространения усталостной трещины. Как можно представить, когда в двухфазной стали, в которой твердые продукты низкотемпературного превращения типа мартенсита диспергированы в мягком феррите, усталостная трещина распространяется сквозь мягкий феррит, твердый продукт низкотемпературного превращения становится препятствием для распространения усталостной трещины, скорость распространения замедляется, и характеристика усталости при надрезе повышается.
Однако, подробных исследований доли, размеров и т.п. твердого продукта низкотемпературного превращения в листе двухфазной стали, режима образования и роста пустот, вызывающих вязкий излом, и скорости распространения усталостной трещины не проводили. Оптимальная микроструктура, способная обеспечить совершенствование локальной деформируемости, имеющей отношение к пригодности листа двухфазной стали для отбортовки отверстий, и снижение скорости распространения усталостной трещины, не обязательно является четко определенной.
Кроме того, необязательно четко определенными являются компоненты и способ изготовления стального листа, способного удовлетворить всем условиям устранения Si-содержащей узорчатой окалины, имеющей отношение к характеристике поверхности стального листа, с целью достижения в стальном колесе дизайна и красивого внешнего вида, равноценных таким же качествам алюминиевого колеса, надежной коррозионной стойкости после покрытия, пригодности для отбортовки отверстий и характеристики усталости при надрезе.
Поэтому авторы настоящего изобретения повторили важные исследования по взаимосвязи между структурным составом двухфазной стали, имеющей высокую пластичность, а также обладающей высокой прочностью и равномерным относительным удлинением, пригодностью для отбортовки отверстий и характеристикой усталости при надрезе, исходя из условия, что компоненты стали не содержат Si с целью предотвращения Si-содержащей узорчатой окалины. В результате, авторы настоящего изобретения нашли способ приведения характеристик равномерного относительного удлинения, пригодности для отбортовки отверстий и усталости при надрезе к равновесному соотношению на высоком уровне путем контроля компонентов стали, дисперсного состояния, формы, размеров и нанотвердости продукта низкотемпературного превращения, являющегося второй фазой.
В конкретном случае, содержание Si выдерживали на уровне 0,5% или ниже, чтобы тем самым исключать Si-содержащую узорчатую окалину. Кроме того, для приведения доли площади (fsd (%)), размера и т.п. продукта низкотемпературного превращения в надлежащие диапазоны, величину Ex.C выдерживали в диапазоне, удовлетворяющем условию 0,001≤Ex.C (%)/fsd (%)≤0,01 (где Ex.C (%)=[C]-12/48×{[Ti]+48/93×[Nb]-48/14×[N]-48/32×[S]}). Кроме того, в положении 1/4 толщины от толщины листа, микроструктура была сформирована двухфазной, с ее основной фазой, состоящей из полигонального феррита, дисперсионно упрочненного карбидом Ti, и ее второй фазой, состоящей на 1-10% по доле площади (fsd (%)) из множественно диспергированных продуктов низкотемпературного превращения. В таком случае, средний диаметр кристаллов вышеупомянутого продукта низкотемпературного превращения установился в диапазоне 3-15 мкм, и среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения установилось в диапазоне 10-20 мкм. В результате, выяснилось, что характеристики равномерного относительного удлинения, пригодности для отбортовки отверстий и усталости при надрезе можно к равновесному соотношению на высоком уровне.
В качестве способа испытаний, при котором отчетливо проявляется различие в пригодности для отбортовки отверстий, предлагается испытание на раздачу. Показатель способности к раздаче отверстий, получаемый путем данного испытания, широко применяется как показатель для оценки локальной деформируемости, имеющей отношение к пригодности для отбортовки отверстий. Возникновение и развитие трещины при раздаче обусловлены вязким изломом с образованием, ростом и объединением пустот, установленных в качестве элементарных этапов. В структуре, характеризующейся большим различием в прочности, как в листе двухфазной стали, возникает высокая концентрация деформаций и напряжений из-за твердых продуктов низкотемпературного превращения, и поэтому имеет место быстрый рост пустот, и показатель способности к раздаче является небольшим.
Однако когда взаимосвязь между структурой и режимом образования и роста пустот и взаимосвязь между ними и раздачей исследовали подробно, выяснилось, что, в зависимости от дисперсного состояния продукта низкотемпературного превращения, являющегося твердой второй фазой, образование, рост и объединение пустот иногда сдерживается, что делает возможным получение очень высокого показателя способности к раздаче.
В конкретном случае, когда для продуктов низкотемпературного превращения, диспергированных в островной форме, доля площади fsd составляет не более 10%, средний диаметр кристаллов составляет не более 15 мкм, и среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения составляет не более 20 мкм, то образование, рост и объединение пустот сдерживается, что делает возможным получение очень высокого показателя способности к раздаче.
Вышеописанный результат получается потому, что, когда продукты низкотемпературного превращения делаются мелкими, и их число на единицу объема уменьшается, то продукты низкотемпературного превращения, являющиеся центрами возникновения самих пустот, или окрестности границ между ферритом и продуктами низкотемпературного превращения сокращаются, и соответствующие промежутки между продуктами низкотемпературного превращения увеличиваются, и, в связи с этим, пустотам сложнее объединяться, и рост пустот замедляется. Кроме того, твердость продукта низкотемпературного превращения ограничена некоторым диапазоном, и тем самым предотвращается локальное возникновение пустот, являющееся начальной стадией деформации, и замедляется неравномерный рост пустот.
С другой стороны, характеристику усталости при надрезе можно повысить путем диспергирования твердого продукта низкотемпературного превращения и снижения скорости распространения усталостной трещины. В случае двухфазной стали известно, что скорость распространения усталостной трещины изменяется в зависимости от дисперсного состояния продукта низкотемпературного превращения, являющегося твердой второй фазой, и данный эффект обнаруживается при оптимизации дисперсного состояния.
В конкретном случае, если для продуктов низкотемпературного превращения, диспергированных в островной форме, доля площади fsd составляет не менее 1%, средний диаметр кристаллов составляет не менее 3 мкм, и среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения составляет не менее 10 мкм, усталостная трещина, проходящая сквозь мягкий феррит, задерживается на продукте низкотемпературного превращения, являющимся твердой второй фазой, или обходит данный продукт, и благодаря этому скорость распространения усталостной трещины снижается, и предел усталости при надрезе повышается.
Кроме того, если продукты низкотемпературного превращения, являющиеся второй фазой, имеют средний диаметр кристаллов 3-15 мкм и имеют среднее значение расстояния максимального сближения между данными продуктами 10-20 мкм, и находятся в состоянии диспергирования в островной форме, при доле площади 1-10%, то можно получить очень высокое равномерное относительное удлинение, которое демонстрирует двухфазная сталь.
Выше характеристики настоящего изобретения раскрыты в принципе, и далее последовательно поясняются требования, определяющие настоящее изобретение, и предпочтительные требования. Сначала будут подробно раскрыты составляющие настоящего изобретения. В этой связи, % в отношении компонента означает масс. %.
C: 0,01-0,1%
Элемент С является одним из существенных элементов в настоящем изобретении. Элемент С не только формирует продукты низкотемпературного превращения, чтобы вносить вклад в прочность посредством структурного упрочнения, но также формирует выделения с Ti для внесения вклада в прочность посредством дисперсионного упрочнения. Однако, когда С содержится менее, чем 0,01%, упомянутые эффекты обеспечения прочности 540 МПа или выше получить невозможно. Когда С содержится более, чем 0,1%, то доля площади продукта низкотемпературного превращения, являющегося твердой второй фазой, увеличивается, и способность к деформации при раздаче снижается. Таким образом, содержание С устанавливают от 0,01% до 0,1%.
Кроме того, если удовлетворяется 0,001≤Ex.C (%)/fsd (%)≤0,01 (Ex.C (%)= [С]-12/48×{[Ti]+48/93×[Nb]-48/14×[N]-48/32×[S]}), при условии, что доля площади второй фазы установлена fsd (%), то дисперсное состояние, твердость и т.п. продукта низкотемпературного превращения, являющегося твердой второй фазой, оптимизируются, образование, рост и объединение пустот задерживаются, и можно получить очень высокий показатель способности к раздаче, и вершина усталостной трещины останавливается или делает обход, и вследствие этого скорость распространения усталостной трещины снижается, и можно получить очень высокий предел усталости при надрезе. В этой связи, в выражении для Ex.C (%), [C] означает содержание С (масс. %), [Ti] означает содержание Ti (масс. %), [Nb] означает содержание Nb (масс. %), [N] означает содержание N (масс. %), и [S] означает содержание S (масс. %).
Mn: 0,2-3%
Элемент Mn не только участвует в упрочнении феррита, но также является элементом, раздвигающим температуру аустенитной области в сторону низких температур для расширения температурной зоны двухфазной области феррита и аустенита, при увеличении его содержания. Чтобы получить двухфазную сталь по настоящему изобретению, необходимо промотировать разделение на две фазы феррита и аустенита в процессе охлаждения после чистовой прокатки. Для получения данного эффекта содержание Mn должно быть не менее 0,2%. С другой стороны, когда содержание Mn превышает 3%, имеет место значительное растрескивание сляба во время литья, поэтому содержание устанавливают не больше 3%.
Кроме того, когда содержание Mn более, чем 2,5%, прокаливаемость становится слишком высокой, приводящей к тому, что заданную микроструктуру нельзя получить обычным способом. Чтобы получить заданную микроструктуру, требуется воздушное охлаждение и длительная выдержка для выделения феррита в процессе охлаждения после чистовой прокатки, и производительность снижается, и поэтому желательно содержание не больше 2,5%. Более того, желательно содержание не больше 2,2%. Кроме того, когда, помимо Mn, не вводят достаточно других элементов с целью сдерживания образования горячих трещин, вызываемого присутствием S, требуется, чтобы Mn содержался в количестве, которое обеспечивает, что содержание Mn ([Mn]) и содержание S ([S]) удовлетворяют условию [Mn]/[S]≥20 масс.%.
Al: 0,04-1,5%.
Элемент Al участвует в образовании феррита подобно Si в качестве одного из существенных элементов в настоящем изобретении, а также является раскисляющим элементом. Кроме того, Al является элементом, который, при увеличении его содержания, раздвигает температуру ферритной области в сторону высоких температур для расширения температурной зоны двухфазной области феррита и аустенита, и поэтому его эффективно включают как заменитель Si в настоящем изобретении. Для получения эффекта требуется, чтобы содержание Al было не менее 0,04%, но, когда содержание данного элемента больше, чем 1,5%, температура ферритной области чрезмерно раздвигается в сторону высоких температур, что затрудняет окончание чистовой прокатки в аустенитной области, и в товарном листе остается деформированный феррит, и пластичность снижается. Поэтому, содержание Al устанавливают не менее, чем 0,04%, но не более, чем 1,5%. Более того, когда содержание Al превышает 1%, возникает риск, что неметаллических включений, например, оксида алюминия, снижающих локальную пластичность, станет больше и поэтому желательно содержание Al не больше 1%.
Ti: 0,015-0,2%.
Элемент Ti является одним из наиболее важных элементов в настоящем изобретении. Одновременно с развитием ферритного превращения в процессе охлаждения после окончания горячей прокатки, остаток Ti после выделения в форме TiN в аустенитной области во время горячей прокатки выделяется в форме мелкодисперсного карбида, например, TiC, для дисперсионного упрочнения ферритных зерен двухфазной стали по настоящему изобретению, и, вследствие этого, прочность повышается. Для получения данного эффекта требуется, чтобы содержание Ti было не менее 0,015% и удовлетворяло условию [Ti]-48/14×[N]-48/32×[S]≥0%.
С другой стороны, когда содержание Ti даже более, чем 0,2%, данные эффекты насыщаются. Кроме того, устанавливается, что 0,001≤Ex.C (%)/fsd (%)≤0,01 (Ex.C (%)=[C]-12/48×{[Ti]+48/93×[Nb]-48/14×[N]-48/32×[S]}), при условии, что доля площади второй фазы установлена fsd (%), и, тем самым, дисперсное состояние, твердость и т.п. продукта низкотемпературного превращения, являющегося твердой второй фазой, оптимизируются, образование, рост и объединение пустот задерживаются, и можно получить очень высокий показатель способности к раздаче. Более того, вершина усталостной трещины стопорится на продукте низкотемпературного превращения или обходит продукт низкотемпературного превращения, и вследствие этого скорость распространения усталостной трещины снижается, и можно получить очень высокий предел усталости при надрезе. Кроме того, когда содержание Ti превышает 0,15%, возникает риск, что разливочный стакан промежуточного устройства может закупориться во время разливки, и поэтому желательно содержание Ti не больше 0,15%.
Сталь, используемая для стального листа по настоящему изобретению, содержит вышеприведенные элементы в качестве существенных компонентов и дополнительно может также содержать Si, Nb, Cu, Ni, Mo, V, Cr, W, Mg, Ca, REM (редкоземельные металлы) и В в соответствии с потребностью. Упомянутые соответствующие элементы описаны ниже.
Si: 0-0,5%
В настоящем изобретении Si не относится к существенным элементам. Si участвует в образовании феррита, а также является раскисляющим элементом и элементом, который, при увеличении его содержания, раздвигает температуру ферритной области в сторону высоких температур для расширения температурной зоны двухфазной области феррита и аустенита. Для получения двухфазной стали по настоящему изобретению, первоначально желательно, чтобы содержался Si. Однако, как было замечено, Si образует Si-содержащую узорчатую окалину в виде тигровых полос на поверхности стального листа, значительно ухудшающую характеристику поверхности. Кроме того, в некоторых случаях данный элемент значительно снижает производительность этапа удаления окалины (травление и т.п.) на линии точной регулировки.
Когда содержание Si более, чем 0,07%, то на поверхности стального листа местами начинает обнаруживаться Si-содержащая узорчатая окалина. Когда содержание Si более, чем 0,5%, характеристика поверхности значительно ухудшается, и производительность этапа травления резко снижается. Даже если выполняют какой-нибудь способ удаления окалины, пригодность к конверсионной обработке ухудшается, и коррозионная стойкость после покрытия снижается. Поэтому содержание Si устанавливают не выше 0,5%.
С другой стороны, Si является элементом, влияющим на предотвращение появления дефектов, связанных с окалиной, например, плен и вкатанной окалины, и, когда содержание составляет не менее 0,02%, данный эффект можно получить. Однако, если содержание Si превышает 0,1%, то эффект насыщается, и, более того, ухудшается пригодность к конверсионной обработке, и снижается коррозионная стойкость после покрытия. Таким образом, когда вводят Si, содержание Si устанавливают не менее, чем 0,02%, но не более, чем 0,5%, и, желательно, не больше 0,1%. Кроме того, чтобы добиться отсутствия Si-содержащей узорчатой окалины, содержание Si желательно не больше 0,07%. Однако, дефекты, связанные с окалиной, например, плены и вкатанная окалина, изменяются по качеству в зависимости от потребностей, и содержание Si может быть также менее, чем 0.02%. Компоненты стали, не содержащей Si, также находятся в пределах объема настоящего изобретения.
Один или два или больше из элементов Nb, Cu, Ni, Mo, V, Cr и W
В настоящем изобретении, Nb, Cu, Ni, Mo, V, Cr и W являются несущественными элементами. Элементы Nb, Cu, Ni, Mo, V, Cr и W полезны для повышения прочности стального листа посредством дисперсионного упрочнения или упрочнения твердого раствора. Поэтому, один или два или более из элементов Nb, Cu, Ni, Mo, V, Cr и W содержатся в соответствии с потребностью. Когда содержание Nb менее, чем 0,005%, содержание Cu менее, чем 0,02%, содержание Ni менее, чем 0,01%o, содержание Mo менее, чем 0,01%, содержание V менее, чем 0,01%, содержание Cr менее, чем 0,01%, и содержание W менее, чем 0.01%, вышеописанный эффект нельзя получить в достаточной мере. Кроме того, даже когда вводят каждый элемент, при содержании Nb больше, чем 0,06%, содержании Cu больше, чем 1,2%, содержании Ni больше, чем 0,6%, содержании Mo больше, чем 1%, содержании V больше, чем 0,2%, содержании Cr больше, чем 2%, и содержании W больше, чем 0,5%, вышеописанный эффект насыщается, и экономическая эффективность снижается.
Таким образом, когда вышеприведенные элементы содержатся в соответствии с потребностью, содержание Nb желательно не менее, чем 0,005%, но не более, чем 0,06%, содержание Cu желательно не менее, чем 0,02%, но не более, чем 1,2%, содержание Ni желательно не менее, чем 0,01%, но не более, чем 0,6%, содержание Mo желательно не менее, чем 0,01%, но не более, чем 1%, содержание V желательно не менее, чем 0,01%, но не более, чем 0,2%, содержание Cr желательно не менее, чем 0,01%, но не более, чем 2%, и содержание W желательно не менее, чем 0,01%, но не более, чем 0,5%.
Один или два или более из элементов Mg, Ca и REM
В настоящем изобретении, Mg, Ca и REM являются несущественными элементами. Mg, Ca и REM (редкоземельные металлы) являются элементами, которые контролируют форму неметаллических включений, являющихся точкой начала излома и вызывающих ухудшение пригодности к обработке, и повышают пригодность к обработке. Поэтому, один или два или более из элементов Mg, Ca и REM содержатся в соответствии с потребностью. Хотя, когда содержится менее, чем 0,0005% каждого из Ca, REM и Mg, вышеописанный эффект не проявляется. Кроме того, когда содержание Mg устанавливают больше, чем 0,01%, содержание Ca устанавливают больше, чем 0,01%, и содержание REM устанавливают больше, чем 0,1%, вышеописанный эффект насыщается, и экономическая эффективность снижается.
Таким образом, когда упомянутые элементы содержатся в соответствии с потребностью, содержание Mg желательно не менее, чем 0,0005%, но не более, чем 0,01%, содержание Ca желательно не менее, чем 0,0005%, но не более, чем 0,01%, и содержание REM желательно не менее, чем 0,0005%, но не более, чем 0,1%. В этой связи, в настоящем изобретении REM относится к элементу La и семейству лантаноидов, часто вводится в форме мишметалла и содержит такие элементы семейства, как La и Ce в форме комплексов. Металлы La и Ce также могут содержаться.
B: 0,0002-0,002%
В настоящем изобретении, элемент В является несущественным элементом. Элемент В влияет на повышение прокаливаемости для увеличения структурной доли фазы, порождающей продукт низкотемпературного превращения, являющийся твердой фазой, и поэтому должен содержаться в соответствии с потребностью. Однако, когда содержание В менее, чем 0,0002%, эффект получить невозможно, а когда В содержится свыше 0,002%, эффект насыщается. Следовательно, содержание В желательно не менее, чем 0,0002%, но не больше, чем 0,002%. С другой стороны, В является элементом, который создает проблему растрескивание сляба на этапе охлаждения после непрерывной разливки, и, с данной точки зрения, содержание желательно не больше 0,0015%. То есть, содержание B желательно не менее, чем 0,001%, но не более, чем 0,0015%.
Что касается компонентов стали горячекатаного стального листа по настоящему изобретению, ее остальная часть, кроме вышеописанных элементов, приходится на Fe и примеси. В качестве примесей можно привести для примера примесь, содержащуюся в сырье в форме руды, лома и т.п., и примесь, поступающую на этапе изготовления. Допускается, чтобы соответствующие элементы-примеси содержались, при необходимости, в диапазоне, в котором не создается препятствий для работы и результата настоящего изобретения.
P: 0,01% или меньше
Элемент P является примесью, и, когда его больше, чем 0,01%, становится заметной сегрегация в границы кристаллических зерен, промотируется охрупчивание границ зерен, и ухудшается локальная пластичность. Кроме того, охрупчивание сварного участка также становится заметным, и поэтому верхний предел устанавливают 0,01% или ниже. Нижнее предельное значение P специально не задается, но его установка меньше, чем 0,0001% экономически невыгодно.
S: 0,005% или меньше
Элемент S является примесью и отрицательно влияет на свариваемость и производственную технологичность при разливке и производственную технологичность при горячей прокатке, и поэтому верхний предел устанавливают не более 0,005%. Кроме того, когда содержится излишне много S, формируются крупные включения MnS, снижающие способность к деформации при раздаче, и поэтому, для повышения способности к деформации при раздаче, содержание предпочтительно уменьшают. Нижнее предельное значение для S специально не задают, но его задание меньше 0,0001% является экономически невыгодным, и поэтому данное значение устанавливают предпочтительно как нижнее предельное значение.
N: 0,01% или меньше
Элемент N представляет собой примесь, неизбежно примешивающуюся во время рафинирования стали и формирующую нитрид при объединении с Ti, Nb или подобным элементом. Когда содержание N больше, чем 0,01%, упомянутый нитрид выделяется при относительно высокой температуре, и поэтому кристаллические зерна, вероятно, должны становиться крупными, и крупное кристаллическое зерно может стать точкой начала трещины при отбортовке отверстия. Кроме того, упомянутого нитрида, предпочтительно, должно быть меньше, чтобы эффективно использовать Nb и Ti, как поясняется впоследствии. Поэтому, верхний предел содержания N устанавливают 0,01%.
В этой связи, когда содержание N больше, чем 0,006%, при применении настоящего изобретения к элементу, в отношении которого возникает проблема ухудшения свойств при старении, ухудшение свойств при старении становится значительным, и поэтому желательно содержание не более 0,006%. Кроме того, когда настоящее изобретение применяют к элементу, исходя из условия, что элемент выдерживают при комнатной температуре в течение двух недель или более после изготовления до того, как затем подвергнуть обработке, желательно, чтобы содержание N было не более 0,005% в связи с мерами против ухудшения свойств при старении. Более того, когда предполагается, что элемент выдерживают в условиях летней высокой температуры или используют в условиях экспорта в регионы, расположенные за экватором, на кораблях, судах и т.п., то желательно, чтобы содержание N было менее, чем 0,004%.
В отношении других примесей, содержание может быть также не больше 1% в сумме Zr, Sn, Co и Zn. Однако, желательно, чтобы содержание Sn было не больше 0,05%, так как во время горячей прокатки возможно появление дефектов.
В дальнейшем подробно поясняется микроструктура листа двухфазной фазы по настоящему изобретению. Микроструктура листа двухфазной фазы по настоящему изобретению ограничена следующим образом.
В положении 1/4 толщины от толщины листа, микроструктура является двухфазной, с ее основной фазой, состоящей из полигонального феррита, дисперсионно упрочненного карбидом Ti, и ее второй фазой, состоящей на 1-10% по доле площади (fsd (%)) из множественно диспергированных продуктов низкотемпературного превращения. Средний диаметр кристаллов вышеупомянутого продукта низкотемпературного превращения составляет 3-15 мкм. Среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения составляет 10-20 мкм. В этой связи, микроструктура определяется в положении 1/4 толщины от толщины листа, где проявляются средние характеристики.
Феррит является наиболее важной структурой для обеспечения равномерного относительного удлинения. Чтобы получить класс прочности 540 MPa или выше, даже когда доля площади продукта низкотемпературного превращения, являющегося твердой второй фазой, составляет не более 10%, ферритная структура нуждается в упрочнении посредством дисперсионного упрочнения. Кроме того, чтобы обеспечить относительное удлинение, важно, чтобы основная фаза микроструктуры была не бейнитным ферритом, имеющим высокую плотность дислокаций, а полигональным ферритом, имеющим низкую плотность дислокаций и имеющим достаточную вязкость. Таким образом, основная фаза стали по настоящему изобретению формируется в виде полигонального феррита, дисперсионно упрочненного карбидом Ti. В этой связи, упомянутый здесь карбид Ti является соединением, содержащим элементы Ti и С, вносящие вклад в дисперсионное упрочнение ферритной структуры в качестве ее основного компонента, и допускается также, чтобы она содержала, например, N, V, Mo и т.п. в дополнение к Ti и C.
Если компонент фиксируется, то средний диаметр зерна и плотность (штук/см3) выделений, содержащих TiC, по существу, связаны обратной зависимостью. Чтобы увеличенный запас по пределу прочности за счет дисперсионного упрочнения достигал не менее 100 МПа с точки зрения сопротивления разрыву, для выделений, содержащих TiC, средний диаметр зерна должен быть не более 3 нм, и плотность должна быть не менее 1×1016 штук/см3.
В настоящем изобретении, продукт низкотемпературного превращения, являющийся твердой второй фазой, представляет собой, в основном, мартенсит или бейнит (αB), не содержащий крупнозернистый карбид между рейками. Однако, допускается суммарное содержание менее, чем 3% по отношению площадей остаточной аустенитной (γr) и мартенситно-аустенитной составляющей (MA). Кроме того, мартенсит, который упоминается в настоящем изобретении, является свежим мартенситом (M), когда сматывание в рулон выполняется в температурной зоне 100°C или ниже, в которой скорость диффузии углерода является достаточно малой. Мартенсит является мартенситом отпуска (tM), когда температура сматывания в рулон выше, чем 100°C и не выше точки Ms (точки Ms (начала мартенситного превращения) оставшегося аустенита, получаемого после того, как происходит ферритное превращение во время охлаждения после чистовой прокатки). Продукт низкотемпературного превращения в последнем случае является структурой, смешанной с мартенситом отпуска и бейнита.
Отношение мартенсита отпуска и бейнита в данной смешанной структуре (продукте низкотемпературного превращения в последнем случае) зависит от температуры сматывания в рулон и соотношения между температурой сматывания в рулон и вышеописанной температурой точки Ms. В этой связи, когда точка Ms ниже, чем 350°C, большая часть продукта низкотемпературного превращения является бейнитом, не содержащим крупнозернистого карбида между рейками, который превращается при температуре выше, чем точка Ms и не выше 350°C. Однако в металлографии сложно различить мартенсит отпуска и бейнит, упоминаемый в настоящем описании, и в настоящем изобретении данные структуры называются мартенситом отпуска (tM).
Продукт низкотемпературного превращения нуждается в диспергировании в островной форме в вершине, на краю и на границе зерна ферритного зерна. Это объясняется тем, что, применительно к вязкому излому, который, как полагают, влияет на пригодность для отбортовки отверстий, в механизме, в котором пустоты возникают и затем растут до объединения, форма самого продукта низкотемпературного превращения, который, как полагают, является местом возникновения пустоты, является островной формой, и, вследствие этого, снижается концентрация напряжений, и предотвращается возникновение пустот, вызывающих излом продукта низкотемпературного превращения.
В этой связи, островная форма указывает на состояние, в котором продукты низкотемпературного превращения не расположены непрерывно ориентированным образом, и, кроме того, их индивидуальная форма, желательно, должна быть близкой к сфере с небольшим числом мест концентрации напряжений. Если средний диаметр кристаллов продукта низкотемпературного превращения составляет 3-15 мкм, и среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения составляет 10-20 мкм, то продукты низкотемпературного превращения имеют, каждый, подходящий размер и соответственно диспергированы, чтобы находиться в «островной форме».
Кроме того, продукт низкотемпературного превращения, являющийся твердой второй фазой, представляет собой важную структуру с точки зрения обеспечения равномерного относительного удлинения. Когда доля площади (fsd (%)) продуктов низкотемпературного превращения, диспергированных в островной форме, становится менее, чем 1%, то оказывается трудно обеспечить равномерное относительное удлинение не менее 15%, при классе прочности, например, 540 МПа. Кроме того, утрачивается эффект задержки распространения усталостной трещины. С другой стороны, когда доля площади становится больше, чем 10%, укорачиваются интервалы между продуктами низкотемпературного превращения, которые, как полагают, являются местами возникновения пустот, вероятно, объединяются пустоты, вероятно, вызывается вязкий излом, и ухудшается пригодность для отбортовки отверстий. Поэтому, доля площади (fsd (%>)) продукта низкотемпературного превращения в микроструктуре ограничена диапазоном 1-10%.
Средний диаметр кристаллов продукта низкотемпературного превращения требуется ограничивать диапазоном 3-15 мкм в пересчете на диаметр эквивалентной окружности. Это объясняется тем, что, когда средний диаметр кристаллов продукта низкотемпературного превращения меньше, чем 3 мкм, эффект, состоящий в том, что продукт низкотемпературного превращения становится препятствием распространению усталостной трещины и задерживает скорость распространения, утрачивается, и, когда средний диаметр больше, чем 15 мкм, форма естественно усложняется, создаются участки концентрации напряжений, излом крупнозернистого продукта низкотемпературного превращения вызывается легко, и локальный вязкий излом, вызываемый возникновением пустот, отрицательно сказывается на пригодности для отбортовки отверстий. Желательно, чтобы средний диаметр был не более 12 мкм.
Кроме того, среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения требуется ограничивать диапазоном 10-20 мкм. Когда среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения меньше, чем 10 мкм, укорачиваются интервалы между продуктами низкотемпературного превращения, вероятно, объединяются пустоты, вероятно, вызывается вязкий излом, и ухудшается пригодность для отбортовки отверстий. С другой стороны, когда среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения больше, чем 20 мкм, усталостная трещина избирательно распространяется сквозь мягкий полигональный феррит, и эффект задержки распространения усталостной трещины утрачивается.
Средняя нанотвердость продукта низкотемпературного превращения составляет, желательно, 7-18 ГПа. Причина в том, что, когда средняя нанотвердость меньше, чем 7 ГПа, различие в твердости между продуктом низкотемпературного превращения и мягкой ферритной фазой уменьшается, и высокое равномерное относительное удлинение, являющееся характеристикой двухфазной стали, не проявляется. С другой стороны, когда средняя нанотвердость больше, чем 18 ГПа, различие в твердости между продуктом низкотемпературного превращения и мягкой ферритной фазой, напротив, увеличивается, и в начальной стадии деформации локально возникают пустоты, и, вследствие этого, по-видимому, развивается вязкий излом, и локальная деформируемость снижается. Кроме того, диапазон нанотвердостей становится не более 1,2 ГПа в значениях стандартного отклонения, и, тем самым, предотвращается локальное возникновение пустот в начальной стадии деформации.
В последующем поясняется по порядку способ изготовления стального листа по настоящему изобретению.
В настоящем изобретении способ изготовления стальной заготовки (сляба), содержащей вышеописанные компоненты, который должен выполняться до этапа горячей прокатки, конкретно не ограничен. То есть, в качестве способа изготовления стальной заготовки (сляба), содержащей вышеописанные компоненты, можно также назначить, чтобы после этапа плавки в шахтной печи, конверторе, электропечи или подобной печи, выполняли различным образом регулирование компонентов для получения заданных содержаний компонентов на вспомогательном этапе рафинирования, и затем выполняли этап разливки посредством обычной непрерывной разливки, способом обычной разливки в слитки или способом разливки тонких слябов или подобным способом. В этой связи, лом также можно использовать в качестве сырья. Кроме того, когда сляб получают посредством непрерывной разливки, исходный сляб, отлитый при высокой температуре, можно непосредственно превращать в горячий прокат, или сляб можно также подвергать горячей прокатке после охлаждения до комнатной температуры и, затем, повторного нагрева в нагревательной печи.
Сляб, полученный вышеописанным способом изготовления, нагревают в нагревательной печи при минимальной температуре повторного нагрева сляба (= SRTmin) или выше, которую вычисляют на основании выражения (1), на этапе нагрева сляба перед горячей прокаткой.
SRTmin =10780/{5,13-log([Ti]×[C])}-273 … Выражение (1)
Когда температура ниже, чем данная температура, карбонитрид Ti недостаточно расплавляется в основном материала. В таком случае, невозможно получить эффект повышения прочности за счет использования дисперсионного упрочнения, получаемый путем мелкодисперсного выделения Ti в форме карбида в процессе охлаждения после выполнения чистовой прокатки или после сматывания в рулон. Таким образом, температуру нагревания на этапе нагрева сляба устанавливают не ниже минимальной температуры повторного нагрева сляба (=SRTmin), которую вычисляют из выражения (1). В этой связи, когда температура нагревания ниже, чем 1100°C, производительность по режиму значительно снижается, и поэтому требуется температура нагревания не ниже 1100°C.
Кроме того, время нагрева на этапе нагрева сляба конкретно не задается, но, чтобы достаточно промотировать расплавление карбонитрида Ti, сляб после достижения температурой вышеописанной температуры нагревания желательно выдерживать в течение не менее 30 минут. Кроме того, когда сляб достаточно равномерно нагревают в направлении толщины сляба, его желательно выдерживать в течение не менее 60 минут. С другой стороны, по причине снижения производственного выхода, обусловленного удалением окалины, выдержка составляет не более 240 минут. Однако, когда отлитый сляб, полученный после разливки, непосредственно передается на прокатку в высокотемпературном состоянии, вышеописанные условия не применимы.
После этапа нагрева сляба, со слябом, извлеченным из нагревательной печи, начинают выполнять этап черновой прокатки горячей прокатки, с исключением, в частности, времени ожидания, и получают раскат. На данном этапе черновой прокатки, требуется выполнение черновой прокатки со степенью обжатия, по меньшей мере, не менее 20% для по меньшей мере, одного прохода в температурной зоне не ниже, чем 1050°C, но не выше, чем 1150°С.
Когда температура окончания черновой прокатки ниже, чем 1050°C, сопротивление горячей деформации в процесс черновой прокатки возрастает, в результате чего возможно нарушение рабочего процесса горячей прокатки. Когда упомянутая температура выше, чем 1150°C, нарастает слишком много вторичной окалины, образующейся в процессе черновой прокатки, в результате чего удаление окалины, выполняемое в последующем, и удаление плен в процессе чистовой прокатки может быть трудной задачей.
Кроме того, хотя прокатку выполняют со степенью обжатия не менее 20% в ходе черновой прокатки в приведенной температурной зоне, нельзя ожидать измельчения кристаллических зерен с помощью деформирования и последующей рекристаллизации аустенита, и нельзя ожидать решения проблемы анизотропии, вызываемой затвердевшей структурой. В связи с этим, режим превращения после чистовой прокатки нарушается, форма продукта низкотемпературного превращения, являющегося второй фазой в микроструктуре листа двухфазной стали видоизменяется из островной формы в пленочную форму, и пригодность для отбортовки отверстий ухудшается. Кроме того, когда отлитый сляб, полученный после разливки, непосредственно передается на прокатку в высокотемпературном состоянии, сохраняется литая структура, и может быть заметным изменение формы продукта низкотемпературного превращения, являющегося второй фазой, на пленочную форму.
Число проходов при прокатке в процессе черновой прокатки составляет, предпочтительно, множество проходов, что означает два или более проходов. Когда применяют множество проходов, деформирование и рекристаллизация в аустените выполняются многократно, и средние аустенитные зерна перед чистовой прокаткой измельчаются до не более 100 мкм, в результате чего средний диаметр зерна продукта низкотемпературного превращения, являющегося твердой второй фазой стабильно становится не более 12 мкм.
Кроме того, общее обжатие при черновой прокатке составляет не менее 60%. Когда общее обжатие меньше, чем 60%, достаточный вышеописанный эффект измельчения аустенитных зерен получить невозможно. Однако, когда общее обжатие при черновой прокатке даже больше, чем 90%, эффект насыщается, дальнейшее увеличение числа проходов снижает производительность и может приводить к снижению температуры. Кроме того, по сходной причине, число проходов желательно не превышает 11.
Чистовую прокатку выполняют после окончания черновой прокатки. Период времени до начала чистовой прокатки после окончания черновой прокатки находится в пределах 150 секунд.
Когда данный период времени больше, чем 150 секунд, Ti в аустените раската выделяется в виде крупнозернистого карбида TiC. В результате, количество TiC для мелкодисперсного выделения в феррите во время аустенитно/ферритного превращения в процессе охлаждения, подлежащего выполнению позднее или во время окончания ферритного превращения после сматывания в рулон, и для участия в упрочнении посредством дисперсионного упрочнения уменьшается, и прочность снижается. Кроме того, происходит рост зерен аустенита, и, вследствие этого, средние аустенитные зерна перед чистовой прокаткой укрупняются до более, чем 100 мкм, в результате чего средний диаметр зерна продукта низкотемпературного превращения, являющегося твердой второй фазой, формируется иногда больше, чем 15 мкм.
С другой стороны, нижнее предельное значение периода времени до начала чистовой прокатки после окончания черновой прокатки не нуждается в конкретном ограничении. Однако, когда упомянутый период короче, чем 30 секунд, температура начала чистовой прокатки не опускается ниже, чем 1080°C, если не применять специальное устройство охлаждения, и между поверхностью основного железа стального листа и пленами возникают пузыри, являющиеся точками начала дефектов плен и вкатанной окалины, перед чистовой прокаткой и во время проходов, и поэтому вероятно образование упомянутых дефектов, связанных с окалиной. Следовательно, желательно, чтобы упомянутый период был не менее 30 секунд.
Температуру начала прокатки чистовой прокатки устанавливают не ниже 1000°C и ниже, чем 1080°C.
Когда упомянутая температура ниже, чем 1000°C, Ti в аустените выделяется в виде крупнозернистого карбида TiC посредством индуцированного деформацией выделения во время чистовой прокатки. В результате, количество TiC для мелкодисперсного выделения в феррите во время аустенитно/ферритного превращения в процессе охлаждения, подлежащего выполнению позднее или во время окончания ферритного превращения после сматывания в рулон, и для участия в упрочнении посредством дисперсионного упрочнения уменьшается, и прочность снижается.
С другой стороны, когда упомянутая температура выше, чем 1080°C, между поверхностью основного железа стального листа и пленами возникают пузыри, являющиеся точками начала дефектов плен и вкатанной окалины, перед чистовой прокаткой и во время проходов, и поэтому вероятно образование упомянутых дефектов, связанных с окалиной.
Температуру окончания чистовой прокатки устанавливают не ниже, чем температура точки превращения Ar3+50°C, но не выше, чем 1000°C.
Температура точки превращения Ar3 выражается просто, например, посредством следующего расчетного выражения для компонентов стали. То есть, упомянутая температура определяется нижеприведенным выражением (5).
Ar3=910-310×[C]+25×{[Si]+2×[Al]}-80×[Mneq] … Выражение (5)
В данном выражении, когда В не вводят, [Mneq] определяется нижеприведенным выражением (6).
[Mneq]=[Mn]+[Cr]+[Cu]+[Mo]+[Ni]/2+10([Nb]-0,02) … Выражение (6)
Кроме того, когда В вводят, [Mneq] определяется нижеприведенным выражением (7).
[Mneq]=[Mn]+[Cr]+[Cu]+[Mo]+[Ni]/2+10([Nb]-0,02)+1 … Выражение (7)
В этой связи, [C] означает содержание С (масс. %), [Si] означает содержание Si (масс. %), [Al] означает содержание Al (масс. %), [Cr] означает содержание Cr (масс. %), [Cu] означает содержание Cu (масс. %), [Mo] означает содержание Mo (масс. %), [Ni] означает содержание Ni (масс. %), и [Nb] означает содержание Nb (масс. %).
Когда температура окончания чистовой прокатки ниже, чем температура точки превращения Ar3+50°C, продукты низкотемпературного превращения в микроструктуре листа двухфазной стали приводятся в дисперсное состояние, в котором они расположены непрерывно ориентированным образом. Кроме того, среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения становится меньше, чем 10 мкм, вероятно, пустоты объединяются, вероятно, вызывается вязкий излом, и ухудшается пригодность для отбортовки отверстий.
С другой стороны, когда упомянутая температура выше, чем 1000°C, даже когда режимом охлаждения после прокатки управляют каким-либо образом, ферритное превращение становится недостаточным, и доля площади продукта низкотемпературного превращения в микроструктуре становится больше, чем 10%, и пригодность для отбортовки отверстий в конце концов ухудшается.
Кроме того, чистовая прокатка является многопроходной прокаткой посредством стана тандем, и общее обжатие составляет не менее, чем 75%, но не более, чем 95%.
Если чистовую прокатку выполняют в стане тандем, допускающем многопроходную прокатку, обжатие выполняется за множество проходов в процессе прокатки, и, тем самым, исключение рекристаллизации в течение прокатки и рекристаллизация в период времени между проходами до будущего прохода повторяются множество раз. В результате, аустенитные зерна измельчаются, и средний диаметр зерна продукта низкотемпературного превращения в микроструктуре листа двухфазной стали можно сделать не больше 15 мкм. Однако, когда общее обжатие меньше, чем 75%, аустенитные зерна нельзя измельчить достаточно, и средний диаметр зерна продукта низкотемпературного превращения в микроструктуре листа двухфазной стали нельзя сделать 15 мкм или менее.
С другой стороны, когда общее обжатие больше, чем 95%, эффект насыщается, и, кроме того, на прокатный стан подается чрезмерная нагрузка, и поэтому такое обжатие нежелательно с производственной точки зрения.
Кроме того, желательно, чтобы коэффициент обжатия при каждом проходе был не менее 10%. Когда коэффициент обжатия при каждом проходе меньше, чем 10% для трех проходов, в частности, в последней клети чистового прокатного стана, и средняя степень обжатия для трех проходов меньше, чем 10%, происходит значительный рост зерна во время трех проходов и по окончании чистовой прокатки, и существует риск, что средний диаметр зерна продукта низкотемпературного превращения в микроструктуре листа двухфазной стали больше не может становиться 12 мкм или меньше.
В этой связи, в настоящем изобретении, скорость прокатки конкретно не ограничена. Однако, когда скорость прокатки в последней чистовой клети меньше, чем 400 м/мин, период времени каждого прохода чистовой прокатки растягивается. В результате, аустенитные зерна вырастают крупными, и существует риск, что средний диаметр зерна продукта низкотемпературного превращения в микроструктуре товарного листа больше не может стабильно становится не более 12 мкм. Поэтому, желательна скорость прокатки не менее 400 м/мин. Кроме того, когда упомянутая скорость равна 650 м/мин, средний диаметр зерна продукта низкотемпературного превращения может стабильно становиться не более 12 мкм, и поэтому дополнительно требуется скорость 650 м/мин. Кроме того, даже если верхний предел конкретно не ограничен, эффект настоящего изобретения достигается, но на практике скорость не выше 1800 м/мин из-за ограничений оборудования.
По окончании чистовой прокатки, для усовершенствования микроструктуры продукта, выполняется охлаждение, оптимизируемое под управлением выходного рольганга.
Во-первых, период времени до начала охлаждения после окончания чистовой прокатки не превышает трех секунд. Когда данный период времени до начала охлаждения больше трех секунд, в аустените перед превращением происходит выделение крупных и неориентированных зерен карбонитрида Ti, выделяемое количество мелких и ориентированных зерен карбида Ti для выделения в феррите во время охлаждения, подлежащего выполнению позднее, уменьшается, и прочность может снижаться. Кроме того, аустенитные зерна вырастают крупными, и существует риск, что средний диаметр зерна продукта низкотемпературного превращения в микроструктуре товарного листа больше не может становиться 15 мкм или меньше.
Нижнее предельное значение периода времени до начала упомянутого охлаждения не нуждается в конкретном ограничении в настоящем изобретении, но, когда данное значение короче, чем 0,4 секунды, охлаждение выполняется в состоянии, в котором остается пластинчатая деформированная структура, полученная прокаткой, даже в товарном листе, получают продукт низкотемпературного превращения, непрерывно расположенный ориентированным образом, и пригодность для отбортовки отверстий может ухудшаться.
В отношении этапа первой ступени охлаждения, подлежащего выполнению в первую очередь после окончания прокатки, требуется средняя скорость охлаждения не менее 15°C/сек. Когда данная скорость охлаждения меньше, чем 15°C/сек, во время охлаждения формируется перлит, и можно не получить заданную микроструктуру. В этой связи, даже если верхний предел скорости охлаждения на этапе первой ступени охлаждения конкретно не ограничен, эффект настоящего изобретения можно получить. Однако, когда скорость охлаждения больше, чем 150°C/сек, управление температурой окончания охлаждения является очень трудной задачей, что затрудняет совершенствование микроструктуры, и поэтому упомянутую скорость желательно установить не более 150°C/сек.
Температура прекращения охлаждения на этапе первой ступени охлаждения ниже, чем температура точки превращения Ar3. Когда температура прекращения охлаждения не ниже температуры точки превращения Ar3, то невозможно выполнять регулирование выделения TiC для мелкодисперсного выделения в феррите во время аустенитно/ферритного превращения в процессе охлаждения на последующем этапе охлаждения второй ступени и для повышения прочности. С другой стороны, нижний предел температуры прекращения охлаждения этапа первой ступени охлаждения конкретно не ограничен. Однако, температура прекращения охлаждения последующего этапа охлаждения второй ступени, подлежащего выполнению для проявления дисперсионного упрочнения феррита, выше, чем 600°C в качестве условия проявления дисперсионного упрочнения феррита. Следовательно, если температура прекращения охлаждения на этапе первой ступени охлаждения не превышает 600°C, то дисперсионное упрочнение получить невозможно. Кроме того, когда данная температура становится не выше точки Ar1, феррит получить невозможно, что, следовательно, делает невозможным получение заданной микроструктуры.
На этапе второй ступени охлаждения, подлежащем выполнению впоследствии, средняя скорость охлаждения не выше 10°C/сек, и, в настоящем изобретении подразумевается воздушное охлаждение (выдерживание до охлаждения). Во время охлаждения в данной температурной зоне промотируется превращение из аустенита в феррит, и одновременно с превращением, в феррите выделяется карбид Ti, и получают заданную прочность стального листа. Когда упомянутая скорость охлаждения больше, чем 10°C/сек, скорость перемещения границы между данными двумя фазами во время превращения из аустенита в феррит становится слишком большой, и поэтому выделение карбида Ti на границе между фазами нельзя поддерживать наравне с ней, и достаточное дисперсионное упрочнение получить невозможно.
Кроме того, когда упомянутая скорость больше, чем 10°C/сек, превращение в феррит из аустенита запаздывает, и заданную микроструктуру получить невозможно. С другой стороны, нижний предел скорости охлаждения на этапе второй ступени охлаждения не обязательно конкретно ограничивать в настоящем изобретении. Однако пока подвод тепла осуществляется извне нагревательным устройством или подобным образом, скорость охлаждения при воздушном охлаждении составляет 3°C/сек или около того, даже если толщина листа составляет полдюйма или около того, что является верхней предельной толщиной листа, предполагаемой в настоящем изобретении.
Кроме того, период времени охлаждения на этапе второй ступени охлаждения составляет не менее 1 секунды и короче, чем 100 секунд. Данный этап является очень важным этапом не только для промотирования двухфазного разделения феррита и аустенита с целью получения заданной доли второй фазы, но также для промотирования дисперсионного упрочнения посредством мелкодисперсного карбида Ti в феррите, получаемом после окончания превращения. Когда упомянутый период времени короче, чем 1 секунда, ферритное превращение не протекает, и заданную микроструктуру получить невозможно, и, кроме того, не протекает выделение карбида Ti в феррите, получаемом после превращения, и поэтому заданные прочность и пригодность для отбортовки отверстий стального листа получить невозможно. Когда упомянутый период времени короче, чем 3 секунды, ферритное превращение и выделение карбида протекают в недостаточной мере, и поэтому желательно, чтобы упомянутый период времени был не менее 3 секунд, так как существует риск, что продукты низкотемпературного превращения и прочность феррита можно не получить в достаточной мере.
С другой стороны, даже когда упомянутый период времени составляет 100 секунд или больше, вышеописанный эффект насыщается, и, кроме того, производительность значительно снижается. Когда упомянутый период времени составляет 15 секунд и больше, средний диаметр кристаллов продукта низкотемпературного превращения листа двухфазной стали становится укрупненным, и, кроме того, существует проблема, что в микроструктуру примешивается перлит, и поэтому желательно, чтобы упомянутый период времени был короче, чем 15 секунд.
Температура прекращения охлаждения на этапе второй ступени охлаждения выше, чем 600°C. Когда упомянутая температура не выше 600°C, выделение карбида Ti в феррите, получаемом после превращения, не протекает, и поэтому прочность снижается.
С другой стороны, верхний предел температуры прекращения охлаждения на этапе второй ступени охлаждения конкретно не задан, но когда упомянутая температура выше, чем 700°C, двухфазное разделение феррита и аустенита становится недостаточным, и заданную долю продукта низкотемпературного превращения получить невозможно, и, кроме того, выделение карбида Ti в феррите перестаривается, и прочность снижается.
На этапе третьей ступени охлаждения, который должен выполняться в последующем, охлаждение выполняют со скоростью охлаждения не менее 15°C/сек. Когда скорость данного охлаждения меньше, чем 15°C/сек, в микроструктуру примешивается перлит, и вследствие этого можно не получить заданную микроструктуру. В этой связи, температура окончания этапа третьей ступени охлаждения является температурой сматывания в рулон. Даже если верхний предел скорости охлаждения на этапе третьей ступени охлаждения конкретно не ограничивают, эффект настоящего изобретения можно получить, но когда учитывают коробление листа, вызываемое тепловой деформацией, упомянутый предел желательно установить не более 300°C/сек.
На этапе третьей ступени охлаждения, стальной лист охлаждают до температурной зоны 350°C или ниже для сматывания в рулон. Когда упомянутая температура выше, чем 350°C, заданные продукты низкотемпературного превращения не могут быть получены. А именно, крупнозернистый карбид формируется между рейками бейнита, составляющего продукт низкотемпературного превращения, являющийся точкой начала возникновения трещины во время отбортовки отверстия, и пригодность для отбортовки отверстий ухудшается.
С другой стороны, нижнее предельное значение температуры сматывания в рулон не требуется конкретно ограничивать, но когда рулон длительно находится в состоянии контакта с водой, возникает проблема дефектов внешнего вида, вызываемых ржавчиной, и поэтому желательно, чтобы упомянутая температура была 50°C или выше. Кроме того, когда упомянутая температура не превышает 100°C, большая часть продукта низкотемпературного превращения превращается в свежий мартенсит, и равномерное относительное удлинение улучшается, что полезно для формирования преобладающего показателя способности к раздаче, например, выдавливанию.
Для более эффективного проявления дисперсионного упрочнения при посредстве карбида Ti на этапе охлаждения после чистовой прокатки, необходимо регулировать режим охлаждения вплоть до самого сматывания в рулон. А именно, общую накопленную диффузионную длину Ltotal для Ti в феррите, представляемую нижеприведенным выражением (2), регулируют в диапазоне не менее, чем 0,15, но не более, чем 0,5.
То есть, когда общая накопленная диффузионная длина Ltotal для Ti в феррите представляется нижеприведенным выражением (3) посредством суммирования диффузионной длины L для Ti в феррите, представляемой нижеприведенным выражением (2), в течение очень короткого периода времени Δt/сек от температуры окончания охлаждения до сматывания в рулон, выполняется условие 0,15≤Ltotal=0,5.
L=√D(T+273)t … Выражение (2)
Ltotal=∑√(D(T+273)Δt) … Выражение (3)
Здесь D(T+273) является коэффициентом объемной диффузии при T°C, и t означает период времени диффузии, и D(T) представляется нижеприведенным выражением (4) с использованием коэффициента D0 диффузии Ti, энергии Q активации и газовой постоянной R.
D(T)=D0×Exp(-Q/R∙(T+273)) … Выражение (4)
Когда данное значение Ltotal меньше, чем 0,15 мкм, выделение карбида Ti не протекает во время охлаждения, что имеет следствием недостаривание, приводящее к тому, что невозможно эффективно получить способность к дисперсионному упрочнению. С другой стороны, когда упомянутое значение больше, чем 0,5 мкм, выделение карбида Ti протекает во время охлаждения слишком интенсивно, что имеет следствием перестаривание, приводящее к тому, что, в конечном счете, невозможно эффективно получить способность к дисперсионному упрочнению.
В этой связи, с целью обеспечения повышения вязкости посредством коррекции формы стального листа и введения подвижной дислокации, желательно выполнять дрессировку с коэффициентом обжатия не менее, чем 0,1%, но не более, чем 2% после того, как все этапы завершены. Кроме того, с целью удаления окалины, присоединенной к поверхности полученного горячекатаного стального листа, можно также выполнить травление полученного горячекатаного стального листа в соответствии с потребностью после того, как все этапы завершены. Кроме того, после травления полученный горячекатаный стальной лист можно также подвергнуть дрессировке с коэффициентом обжатия не более 10% на технологической линии или отдельно или можно подвергнуть холодной прокатке с коэффициентом обжатия вплоть до 40% или около того.
Кроме того, до или после дрессировки удаляют окалину с поверхности. Этап удаления окалины конкретно не определяется. Например, можно применить обычное травление с помощью соляной кислоты или серной кислоты или устройство, соответствующее линии, например, плоское шлифование посредством шлифовально-ленточного станка или чего-то подобного, или зачистку поверхности с использованием плазмы, газовой горелки или чего-то подобного.
Кроме того, после разливки, после горячей прокатки или после охлаждения можно выполнять горячую обработку горячекатаного стального листа по настоящему изобретению, применяемую к данному листу на линии горячей гальванизации, и в дальнейшем можно также дополнительно выполнять обработку поверхности на горячекатаном стальном листе. Гальванизацию производят на линии горячей гальванизации, и, тем самым, повышают коррозионную стойкость горячекатаного стального листа.
В этой связи, когда выполняют гальванизацию горячекатаного стального листа, полученного после травления, полученный стальной лист можно также погружать в ванну для гальванизации и легирующей обработки в соответствии с потребностью. При выполнении легирующей обработки, горячекатаной стальной лист приобретает более высокую характеристику сопротивления свариваемого изделия при различных сварочных работах, например, точечной сварке, в дополнение к повышению коррозионной стойкости.
ПРИМЕР
Стали A-Z и a-d, имеющие химические компоненты, показанные в таблице 1, выплавляли на этапе конвертерного рафинирования и вторичного рафинирования, стальные заготовки (слябы), изготовленные методом непрерывной разливки, каждую повторно нагревали и обжимали до толщины листа 2,3-3,4 мм посредством чистовой прокатки после черновой прокатки, и каждую охлаждали на выходном рольганге для последующего сматывания в рулон, и готовили горячекатаные стальные листы. В частности, в соответствии с режимом изготовления, показанным в таблицах 2 и 3, были приготовлены горячекатаные стальные листы. В этой связи, все химические составы в таблице 1 приведены в масс. %.
В таблице 1, Ti* представляет [Ti]-48/14[N]-48/32[S], в таблицах 1 и 2, Ex.C представляет [C]-12/48×([Ti]+48/93[Nb]-48/14[N]-48/32[S]), и, в таблице 1, Mn/S представляет [Mn]/[S]. Кроме того, остаток компонентов в таблице 1 составляют Fe и примеси, каждое подчеркивание в таблицах 1 и 2 указывает, что численное значение находится за пределами диапазона настоящего изобретения. Стали К и R, каждая, преднамеренно не содержат Si. В таблице 1, «-» указывает, что преднамеренное содержание не обеспечивается.
В таблице 2, «СТАЛЬ» означает сталь, содержащую компоненты, соответствующие каждому символу, приведенному в таблице 1. «ТЕМПЕРАТУРА обработки НА ТВЕРДЫЙ РАСТВОР» означает минимальную температуру повторного нагрева сляба (=SRTmin), вычисленную из выражения (1). «ТЕМПЕРАТУРА ТОЧКИ ПРЕВРАЩЕНИЯ Ar3» означает температуру, вычисленную из выражения (5), (6) или (7). «Ex.C» означает значение, вычисленное из выражения [C]-12/48×([Ti]+48/93[Nb]-48/14[N]-48/32[S]).
В режиме изготовления, приведенном в таблицах 2 и 3, на этапе нагревания «ТЕМПЕРАТУРА НАГРЕВАНИЯ» означает максимальную конечную температуру при повторном нагреве сляба, и «ПЕРИОД ВРЕМЕНИ ВЫДЕРЖКИ» означает период времени выдержки при предварительно заданной температуре нагревания. При черновой прокатке, «СУММАРНОЕ ЧИСЛО ПРОХОДОВ» означает суммарное значения числа проходов при прокатке при черновой прокатке, «ОБЩЕЕ ОБЖАТИЕ» означает коэффициент обжатия при черновой прокатке от начала до окончания черновой прокатки, «ЧИСЛО ПРОХОДОВ ПРИ 1050-1150°C ПРИ 20% ИЛИ БОЛЕЕ» означает число проходов, при которых прокатка выполнялась со степенью обжатия 20% или выше в температурной зоне от 1050 до 1150°C, «ПЕРИОД ВРЕМЕНИ ДО НАЧАЛА ЧИСТОВОЙ ПРОКАТКИ» означает период времени до начала чистовой прокатки после окончания черновой прокатки, и «СРЕДНИЙ ДИАМЕТР АУСТЕНИТНОГО ЗЕРНА НЕПОСРЕДСТВЕННО ПЕРЕД ЧИСТОВОЙ ПРОКАТКОЙ» означает средний диаметр зерна аустенитного зерна непосредственно перед тем, как раскат захватывается в первую клеть чистовой прокатки. Идентификация упомянутого диаметра аустенитного зерна можно получить методом, по которому краевую часть слитка, получаемую разрезанием раската перед осуществлением чистовой прокатки с помощью ножниц для отрезания краевой части или подобного устройства охлаждают как можно интенсивнее для охлаждения до комнатной температуры или около того, и сечение, параллельное направлению прокатки травят, чтобы сделать границы аустенитных зерен видимыми для измерения диаметров аустенитных зерен оптическим микроскопом. В данном случае, 20 или более полей зрения в положении 1/4 толщины стали измеряют с увеличением не менее 50 крат методом анализа изображений, методом подсчета точек или подобным методом.
При чистовой прокатке, «ТЕМПЕРАТУРА НАЧАЛА ПРОКАТКИ» означает температуру непосредственно перед тем, как раскат захватывается первой клетью чистовой прокатки, «ОБЩЕЕ ОБЖАТИЕ» означает коэффициент обжатия во время чистовой прокатки от начала до окончания чистовой прокатки, «СРЕДНИЙ КОЭФФИЦИЕНТ ОБЖАТИЯ ЗА ТРИ ПРОХОДА В ЗАДНЕЙ КЛЕТИ» означает среднее значение коэффициентов обжатия с последнего прохода, включая проходы от последнего прохода до третьего прохода при чистовой прокатке, при которой обычно выполняется непрерывная прокатка с множеством проходов, «СКОРОСТЬ НА ВЫХОДНОЙ СТОРОНЕ ЧИСТОВОЙ ПРОКАТКИ» означает скорость пропуска листа на выходной стороне в клети прокатного стана после того, как окончен последний обжимной проход чистовой прокатки, и «КОНЕЧНАЯ ТЕМПЕРАТУРА» означает температуру непосредственно после выходной стороны клети прокатного стана последнего прохода чистовой прокатки. В этой связи, коэффициент обжатия может быть фактической рабочей характеристикой, вычисленной на основании толщины листа, или может быть также значением установки клети прокатного стана. Кроме того, температуру желательно измерять в индексируемом положении радиационном пирометром или контактным термометром, но может быть также оценочным значением, полученным с помощью температурной модели или подобным образом.
Этап охлаждения, выполняемый на выходном рольганге, делится на этапы с первой по третью ступени охлаждения с точки зрения регулирования выделения и регулирования структуры. Сначала, на «ЭТАПЕ ПЕРВОЙ СТУПЕНИ ОХЛАЖДЕНИЯ», «ПЕРИОД ВРЕМЕНИ ДО НАЧАЛА ОХЛАЖДЕНИЯ» означает период времени до начала охлаждения на выходном рольганге после пропуска через клеть прокатного стана последнего прохода чистовой прокатки, «СКОРОСТЬ ОХЛАЖДЕНИЯ» означает среднюю скорость охлаждения путем водяного охлаждения, и «ТЕМПЕРАТУРА ПРЕКРАЩЕНИЯ ОХЛАЖДЕНИЯ» означает температуру, при которой прекращается водяное охлаждение на этапе охлаждения первой ступени. На «ЭТАПЕ ВТОРОЙ СТУПЕНИ ОХЛАЖДЕНИЯ», «СКОРОСТЬ ОХЛАЖДЕНИЯ» означает среднюю скорость охлаждения путем воздушного охлаждения, в основном, без полива водой, «ПЕРИОД ВРЕМЕНИ ВЫДЕРЖИВАНИЯ» означает период времени выдерживания воздушного охлаждения без полива водой, и «ТЕМПЕРАТУРА ПРЕКРАЩЕНИЯ ОХЛАЖДЕНИЯ» означает температуру, при которой заканчивается поддержка воздушного охлаждения без полива водой. На «ЭТАПЕ ТРЕТЬЕЙ СТУПЕНИ ОХЛАЖДЕНИЯ», «СКОРОСТЬ ОХЛАЖДЕНИЯ» означает среднюю скорость охлаждения до возобновления водяного охлаждения и сматывания в рулон после воздушного охлаждения и выдерживания, и «ТЕМПЕРАТУРА СМАТЫВАНИЯ В РУЛОН» означает температуру непосредственно перед тем, как стальной лист сматывается в форму рулона посредством моталки после прекращения водяного охлаждения. В этой связи, «ОБЩАЯ НАКОПЛЕННАЯ ДИФФУЗИОННАЯ ДЛИНА» означает общую накопленную диффузионную длину Ltotal для Ti в феррите и определяется из выражения (3) посредством суммирования диффузионной длины L для Ti в феррите, представляемой выражением (2), в течение очень короткого периода времени Δt/сек от температуры окончания охлаждения до сматывания в рулон.
Микроструктуры стальных листов, полученных с помощью способов изготовления, представленных в таблицах 2 и 3, показаны в таблице 4, и механическая характеристика, характеристика поверхности и коррозионная стойкость показаны в таблице 5.
Сначала, образец брали из положения 1/4 ширины или положения 3/4 ширины от ширины листа каждого из полученных стальных листов, и с помощью оптического микроскопа наблюдали каждую микроструктуру в положении 1/4 толщины от толщины листа. Для доводки образцов, сечение по толщине листа в направлении прокатки полировали как поверхность наблюдения, подлежащую травлению реактивом из ниталя и реактивом Ле Пера. По каждой оптической микрофотографии, полученной с увеличением 500 крат для сечения по толщине листа, протравленного реактивом из ниталя и реактивом Ле Пера, классифицировали «МИКРОСТРУКТУРУ».
Кроме того, по каждой из оптических микрофотографий, полученных с увеличением 500 крат для сечений по толщине листа, протравленных реактивом Ле Пера, «ХАРАКТЕРИСТИКУ ВТОРОЙ ФАЗЫ», являющуюся состоянием распределения продукта низкотемпературного превращения, являющегося второй фазой, распознавали методом анализа изображений. В данном случае, дисперсное состояние продукта низкотемпературного превращения классифицировали как состояние, в котором продукты низкотемпературного превращения диспергированы в островной форме в вершине, на краю и на граничной поверхности зерна ферритного зерна, под названием «ОСТРОВНАЯ ФОРМА», состояние, в котором упомянутые продукты имеют островную форму, но распределены непрерывно параллельно направлению прокатки, под названием «ОРИЕНТИРОВАННОЕ СОСТОЯНИЕ», и состояние, в котором упомянутые продукты диспергированы в основном вокруг граничной поверхности зерна ферритного зерна, под названием «ПЛЕНОЧНАЯ ФОРМА».
Кроме того, посредством анализа изображений получали «ДОЛЮ ВТОРОЙ ФАЗЫ», являющуюся долей площади продукта низкотемпературного превращения, являющегося второй фазой, и «СРЕДНИЙ ДИАМЕТР ЗЕРНА ВТОРОЙ ФАЗЫ», являющийся средним диаметром зерна продукта низкотемпературного превращения. «Ex.C (%)/fsd (%)» является значением «Ex.C (%)» в таблице 2, деленным на «ДОЛЮ ВТОРОЙ ФАЗЫ». В этой связи, средний диаметр кристаллов продукта низкотемпературного превращения является среднечисленным диаметром эквивалентных окружностей. Кроме того, произвольно выбирали множественные продукты низкотемпературного превращения, получали соответствующие расстояния их максимального сближения, и среднее значение из 20 точек устанавливали как «СРЕДНЕЕ ЗНАЧЕНИЕ РАССТОЯНИЯ МАКСИМАЛЬНОГО СБЛИЖЕНИЯ МЕЖДУ ВТОРЫМИ ФАЗАМИ».
Нанотвердость Hn измеряли с помощью прибора TriboScope/TriboIndenter от компании Hysitron. По условию измерения, твердость продукта низкотемпературного превращения измеряли в 20 или более точках с нагрузкой 1 мН, и для данных точек вычисляли среднее арифметическое и стандартное отклонение.
Измерение «ПЛОТНОСТИ TiC В ФЕРРИТЕ», являющейся плотностью выделения TiC, выполняли способом измерения трехмерным атомным зондом. Сначала подготавливали игольчатый образец из образца, подлежащего измерению, посредством разрезания и электролитической полировки и посредством травления сфокусированным ионным пучком вместе с электролитической полировкой в соответствии с потребностью. При измерении трехмерным атомным зондом, интегральные данные можно реконструировать для получения фактического изображения распределения атомов в реальном пространстве. Численную плотность выделений TiC получают на основании объема изображения трехмерного распределения выделений TiC и числа выделений TiC. В этой связи, измерение выполняли методом, по которому определяют ферритные зерна, и используют не менее пяти ферритных зерен для каждого образца. Кроме того, что касается размера вышеописанных выделений TiC, в качестве размера устанавливают диаметр, вычисленный по числу атомов, составляющих наблюдаемые выделения TiC, и постоянной кристаллической решетки TiC, в предположении, что выделения являются сферическими. Произвольно измерили диаметры 30 или выделений TiC. Среднее значение диаметров составляло от 2 до 30 нм или около того.
В части, касающейся механической характеристики, характеристики сопротивления разрыву (YP (предел текучести), TS (сопротивление разрыву) и El (относительное удлинение)) оценивали по стандарту JIS Z 2241-1998 с использованием образца № 5 для испытаний по стандарту JIS Z 2201-1998, взятого из положения 1/4 ширины или положения 3/4 ширины от ширины листа в направлении, вертикальном относительно направления прокатки. Для показателя пригодности для отбортовки отверстий применили испытание на раздачу. Для испытания на раздачу, образец для испытаний брали из такого же положения, как положение, в котором брали образец для испытания на разрыв, и пригодность для отбортовки отверстий оценивали на основании способа испытаний, описанного в спецификации JFS T 1001-1996 Японской федерации производителей чугуна и стали.
Затем, для исследования предела усталости при надрезе, образец для испытания на усталость, имеющий форму, показанную на фиг. 1, брали из такого же положения, как положение, в котором брали образец для испытания на разрыв, таким образом, что сторона в направлении прокатки может быть длинной стороной, и подвергали испытанию на усталость. В данном случае, образец для испытания на усталость, описанный на фиг. 1, является образцом для испытаний с надрезом для получения предела усталости при надрезе. Угловые участки боковой поверхности (участки, окруженные, каждый, штриховой линией на фиг. 1) данного образца для испытаний с надрезом закруглены, каждый, радиусом 1R и подлежат полировке в продольном направлении со степенью полировки 600.
Для получения оценки усталостной характеристики при фактическом применении автомобильной части, надрез выполняли продавливанием цилиндрическим штампом таким же образом, как образец для испытания на раздачу. В этой связи, просвет продавливания устанавливали 12,5%. Однако, на образце для испытания на усталость выполняли шлифовку с низкой шероховатостью на глубину 0,05 мм или около того от верхнего поверхностного слоя. Для испытания на усталость использовали испытательную машину Шенка для определения сопротивления усталости, и способ испытаний был основан на стандарте JIS Z 2273-1978 и стандарте JIS Z 2275-1978. Показатель «σwk/TS», представляющий определение характеристики усталости при надрезе в таблице 3, является значением предела усталости на базе 2 миллионов циклов, полученным посредством данного испытания, деленным на сопротивление разрыву.
Характеристику поверхности оценивали по «ДЕФЕКТУ ПОВЕРХНОСТИ» и «ШЕРОХОВАТОСТИ» до травления. Когда данная оценка равна или меньше, чем эталон, иногда имеет место ситуация, в которой качество поверхности оценивается по профилю и неровности поверхности, вызванным дефектом, обусловленным окалиной, последующими инстанциями и потребителями даже после травления. При этом, «ДЕФЕКТ ПОВЕРХНОСТИ» означает результат, полученный визуальным распознаванием присутствия/отсутствия дефектов, обусловленных окалиной, например, Si-содержащую окалину, плены и вкатанную окалину, и ситуация присутствия дефектов, обусловленных окалиной, обозначена символом «×», и ситуация отсутствия дефектов, обусловленных окалиной, обозначена символом «O». В этой связи, ситуация с дефектами, в которой упомянутые дефекты являются местными или равными эталону или меньше, считается «НЕЗНАЧИТЕЛЬНОЙ», обозначаемой «Δ». «ШЕРОХОВАТОСТЬ» оценивается по Rz и указывает значение, полученное способом измерения, описанным в стандарте JIS В 0601-2001. В этой связи, если Rz составляет 20 мкм или меньше, качество поверхности определяется как плоское, при отсутствии проблем.
Коррозионную стойкость оценивали по «ПРИГОДНОСТИ К КОНВЕРСИОННОЙ ОБРАБОТКЕ» и «КОРРОЗИОННОЙ СТОЙКОСТИ ПОСЛЕ ПОКРЫТИЯ». Сначала изготовленный стальной лист травили и затем подвергали конверсионной обработке, в ходе которой создавали пленку 2 г/м2 цинк-фосфатного покрытия. На данной стадии, измерения наличия/отсутствия недостаточной укрывистости и отношения P выполняли как «ПРИГОДНОСТЬ К КОНВЕРСИОННОЙ ОБРАБОТКЕ».
Конверсионная обработка фосфорной кислотой является обработкой с использованием химического раствора, содержащего фосфорную кислоту и ионы Zn в качестве его основного компонента, и является химической реакцией для формирования кристалла, называемого фосфофиллитом: FeZn2(PO4)3·4H2O между ионами Fe, переходящими в жидкое состояние из стального листа. Технические особенности конверсионной обработки фосфорной кислотой состоят в том, чтобы (1) вынуждать переход ионов Fe в жидкое состояние для промотирования реакции и (2) плотно формировать кристаллы фосфофиллита на поверхности стального листа. В частности, в отношении пункта (1), когда оксиды, вызываемые формированием Si-содержащей окалины, остаются на поверхности стального листа, то переход Fe в жидкое состояние предотвращается, и возникает участок, к которому не пристает пленка конверсионного покрытия, который называется недостаточной укрывистостью, вследствие отсутствия перехода Fe в жидкое состояние, при этом формируется аномальная пленка покрытия конверсионной обработки, которая не сформирована нормальным образом на поверхности железа, называемая гопеитом: Zn3(PO4)3·4H2O, и, вследствие этого, характеристика после покрытия иногда снижается. Следовательно, важно нормально готовить поверхность таким образом, чтобы за счет перехода Fe в жидкое состояние на поверхности стального листа под действием фосфорной кислоты, ионы Fe могли обеспечиваться в достаточном количестве.
Данную недостаточную укрывистость можно обнаруживать наблюдением с помощью сканирующего электронного микроскопа, при этом 20 или около того полей зрения наблюдают с увеличением 1000 крат, и ситуация, в которой пленка конверсионного покрытия равномерно закрепляется на всей поверхности, и никакой недостаточной укрывистости обнаружить нельзя, считается отсутствием недостаточной укрывистости и обозначается символом «O». Кроме того, ситуация, в которой поле зрения с обнаруженной недостаточной укрывистостью составляет не более 5%, считается незначительной, обозначаемой символом «Δ». Кроме того, ситуация, в которой упомянутое поле зрения больше, чем 5%, считается наличием недостаточной укрывистости, оцениваемой символом «×».
С другой стороны, отношение P можно измерить с использованием рентгеновского дифракционного устройства, при этом получают отношение интенсивности P дифракции рентгеновского излучения от плоскости фосфофиллита (100) и интенсивности H дифракции рентгеновского излучения от плоскости гопеита (020), и отношение P оценивается по отношению P=P/(P+H). То есть, отношение P представляет отношение гопеита и фосфофиллита в пленке покрытия, полученной выполнением конверсионной обработки, и это означает, что чем выше отношение P, тем больше содержится фосфофиллита, и кристаллы фосфофиллита плотно формируются на поверхности стального листа. В общем, требуется отношение P≥0,80, чтобы удовлетворять антикоррозионной характеристике и характеристике покрытия, и в жесткой агрессивной среде, например, в регионе разбрасывания противообледенительной соли, требуется отношение P≥0,85.
Затем, для обеспечения коррозионной стойкости, после конверсионного покрытия наносили электролитическое покрытие толщиной 25 мкм, и покрытие и покрытие горячей сушки при 170°C выполняли по 20 минут, и затем делали разрез длиной 130 мм в пленке электролитического покрытия для достижения основного железа с помощью ножа, имеющего острый конец, и в условиях солевого тумана, описанных в стандарте JIS Z 2371, в течение 700 часов непрерывно выполняли распыление 5% соли при температуре 35°C, и, после этого, наклеивали ленту (Nichiban Co., Ltd. 405A-24 JIS Z 1552), имеющую ширину 24 мм и длину 130 мм на участок разреза, параллельно участку разреза, и измеряли максимальную ширину отслоенной пленки покрытия, получаемую после того, как ленту отрывали. При максимальной ширине отслоенной пленки покрытия больше, чем 4 мм определяли, что коррозионная стойкость является недостаточной.
В последующем приведено пояснение результатов. В этой связи, что касается сталей под номерами 32, 36 и 46, лист пропускали по линии горячей гальванизации с обработкой специальными присадками после травления, и при температуре Zn-ванны 430-460°C, выполняли погружение в ванну для нанесения электролитического покрытия, и стали 32 и 46 из перечисленных сталей дополнительно подвергали обработке специальными присадками при температуре легирования 500-600 °C.
Стали под номерами 1, 4, 9, 10, 11, 20, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38 и 39 соответствуют настоящему изобретению.
Приведенные стальные листы являются стальными листами с классами прочности, равными классу прочности 540 МПа и выше, которые содержат предварительно заданные количества компонентов стали, и в которых, в положении 1/4 толщины от толщины листа, микроструктура является двухфазной, с ее основной фазой, состоящей из полигонального феррита, дисперсионно упрочненного карбидом Ti, и ее второй фазой, состоящей на 1-10% по доле площади (fsd (%)) из продуктов низкотемпературного превращения, диспергированных в островной форме, выполняется условие 0,001≤Ex.C (%)/fsd (%)≤0,01, (Ex.C(%)=[C]-12/48×{[Ti]+48/93×[Nb]-48/14×[N]-48/32×[S]}), средний диаметр кристаллов продукта низкотемпературного превращения составляет 3-15 мкм, и среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения составляет 10-20 мкм, и можно получить высокопрочные стальные листы, имеющие показатель способности к раздаче λ≥70%, имеющие характеристику усталости при надрезе σWK/TS≥0,35 и имеющие незначительные дефекты поверхности или не имеющие дефектов поверхности.
Стали под номерами 32 и 39 содержат стали К и R, намеренно не содержащие Si, соответственно, и содержание Si в них равно 0 или уровню примесей. Однако стали под номерами 32 и 39 также соответствуют механической характеристике по настоящему изобретению.
Стали, отличающиеся от вышеприведенных, не входят в пределы объема настоящего изобретения по следующим причинам.
То есть, в отношении стали под номером 2, температура нагревания выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и сопротивление разрыву является низким.
В отношении стали под номером 3, общее обжатие при черновой прокатке выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и показатель способности к раздаче является низким.
В отношении стали под номером 5, число проходов при 1050-1150°C и с обжатием не менее 20% выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и показатель способности к раздаче является низким.
В отношении стали под номером 6, период времени до начала чистовой прокатки выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и сопротивление разрыву и показатель способности к раздаче являются низкими.
В отношении стали под номером 7, температура начала чистовой прокатки выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и сопротивление разрыву является низким.
В отношении стали под номером 8, общее обжатие чистовой прокатки выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и показатель способности к раздаче является низким.
В отношении стали под номером 12, температура окончания чистовой прокатки выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и показатель способности к раздаче является низким.
В отношении стали под номером 13, температура окончания чистовой прокатки выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и показатель способности к раздаче является низким.
В отношении стали под номером 14, период времени до охлаждения выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и сопротивление разрыву и показатель способности к раздаче являются низкими.
В отношении стали под номером 15, скорость охлаждения при охлаждении (a) выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и показатель способности к раздаче и характеристика усталости при надрезе являются низкими.
В отношении стали под номером 16, температура прекращения охлаждения при охлаждении (a) выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и сопротивление разрыву и характеристика усталости при надрезе являются низкими.
В отношении стали под номером 17, температура прекращения охлаждения при охлаждении (a) выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и сопротивление разрыву и характеристика усталости при надрезе являются низкими.
В отношении стали под номером 18, скорость охлаждения при охлаждении (b) выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и сопротивление разрыву и показатель способности к раздаче являются низкими.
В отношении стали под номером 19, период времени выдержки при охлаждении (b) выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и сопротивление разрыву и характеристика усталости при надрезе являются низкими.
В отношении стали под номером 21, скорость охлаждения при охлаждении (c) выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и показатель способности к раздаче и характеристика усталости при надрезе являются низкими.
В отношении стали под номером 22, температура сматывания в рулон выходит за пределы диапазона способа изготовления стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и показатель способности к раздаче является низким.
В отношении стали под номером 40, содержание С выходит за пределы диапазона стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и показатель способности к раздаче является низким.
В отношении стали под номером 41, содержание С выходит за пределы диапазона стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и сопротивление разрыву является низким.
В отношении стали под номером 42, содержание Si выходит за пределы диапазона стали по настоящему изобретению, и поэтому характеристика поверхности является неудовлетворительной.
В отношении стали под номером 43, содержание Mn выходит за пределы диапазона стали по настоящему изобретению, и поэтому происходит растрескивание сляба, что исключает возможность прокатки.
В отношении стали под номером 44, содержание Mn выходит за пределы диапазона стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и сопротивление разрыву является низким.
В отношении стали под номером 45, содержание P выходит за пределы диапазона стали по настоящему изобретению, и поэтому относительное удлинение и характеристика усталости при надрезе являются низкими из-за охрупчивания.
В отношении стали под номером 46, содержание S выходит за пределы диапазона стали по настоящему изобретению, и поэтому MnS становится точкой начала трещины, и показатель способности к раздаче является низким.
В отношении стали под номером 47, содержание N выходит за пределы диапазона стали по настоящему изобретению, и поэтому крупнозернистый TiN становится точкой начала трещины, и показатель способности к раздаче является низким.
В отношении стали под номером 48, содержание Ti выходит за пределы диапазона стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и характеристика усталости при надрезе является низкой.
В отношении стали под номером 49, содержание Ti выходит за пределы диапазона стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и сопротивление разрыву является низким.
В отношении стали под номером 50, значение Ti* выходит за пределы диапазона стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и показатель способности к раздаче и характеристика усталости при надрезе являются низкими.
В отношении стали под номером 51, содержание Al выходит за пределы диапазона стали по настоящему изобретению, и поэтому предварительно заданную микроструктуру получить невозможно, и показатель способности к раздаче является низким.
Таблица 2
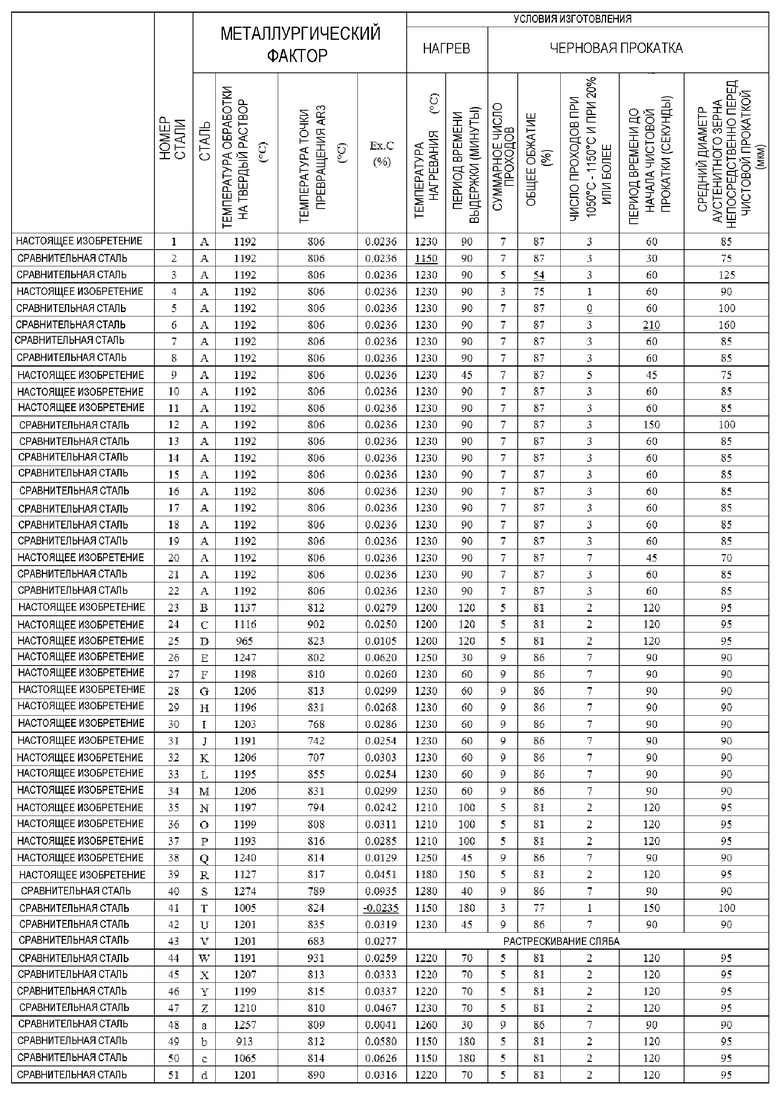
Таблица 3
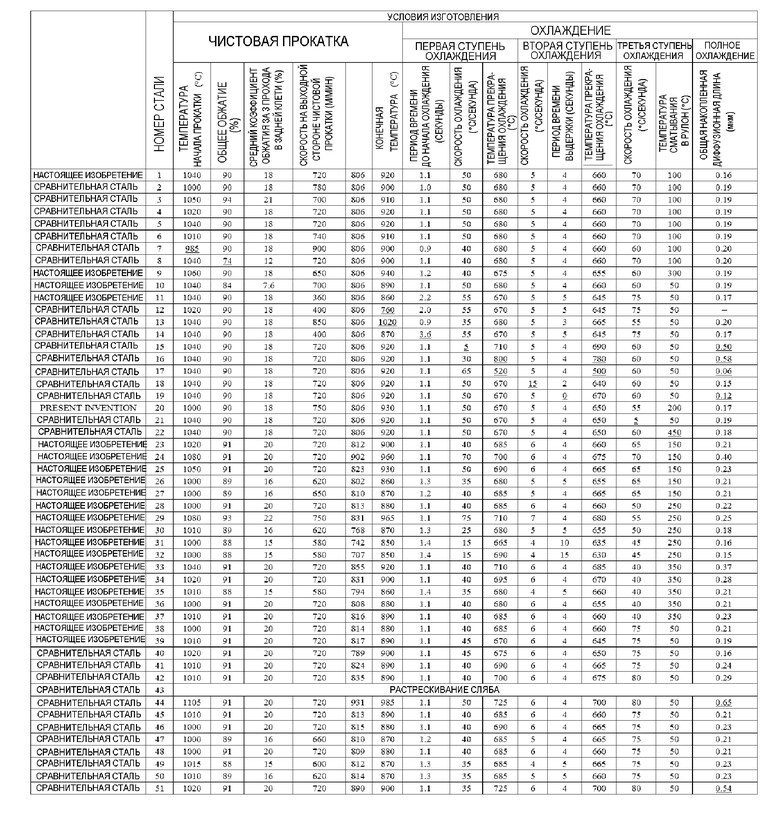
Таблица 4
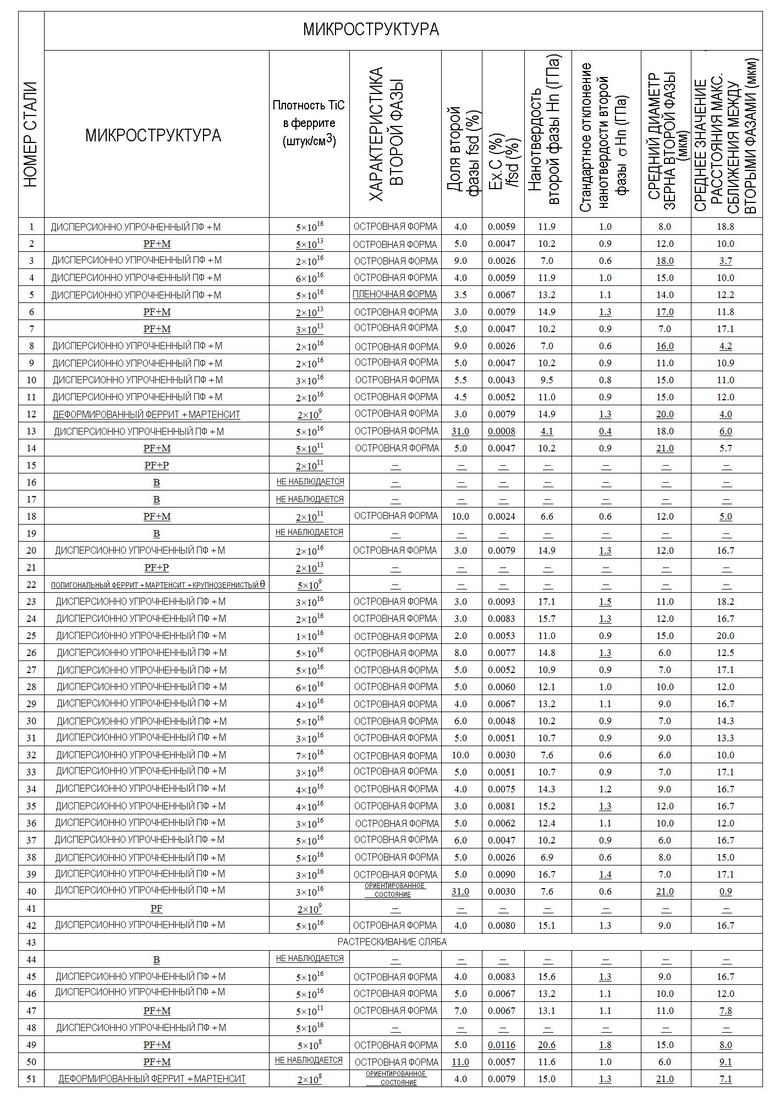
Таблица 5
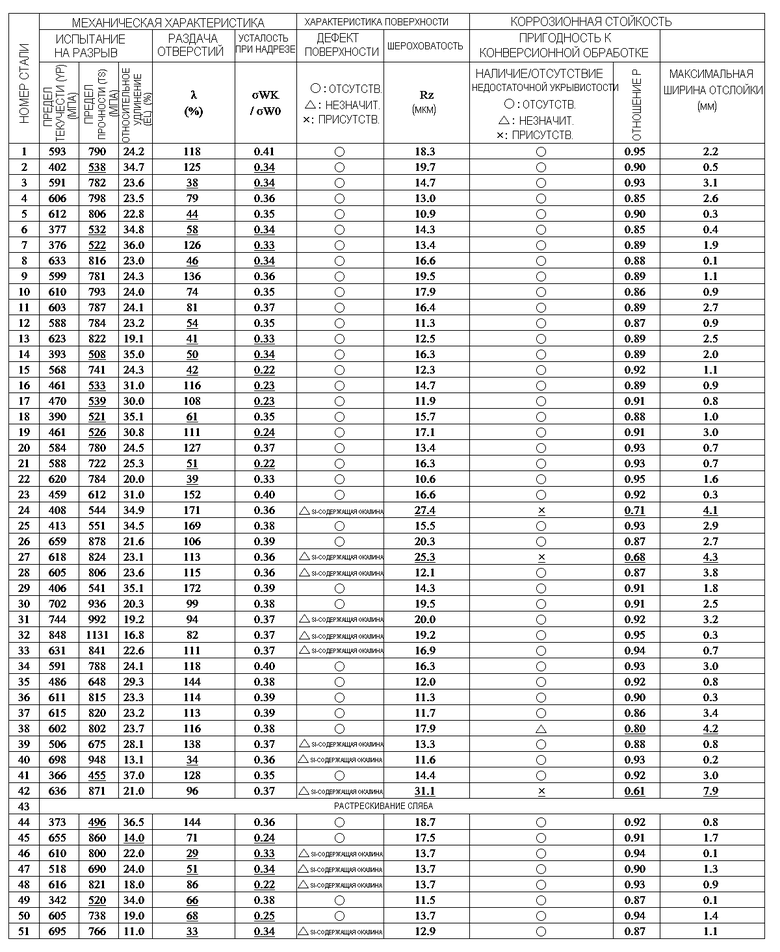
Промышленная применимость
Лист двухфазной стали по настоящему изобретению можно использовать в различных областях применения, например, в кораблестроении, строительстве, мостах, морских сооружениях, резервуарах высокого давления, магистральных трубопроводах и частях машин, в дополнение к элементам автомобилей, от которых требуются способность к обработке, способность к деформации при раздаче и сгибаемость, а также наличие высокой прочности, например, внутренним стальным элементам, конструктивным элементам и элементам низа кузова.
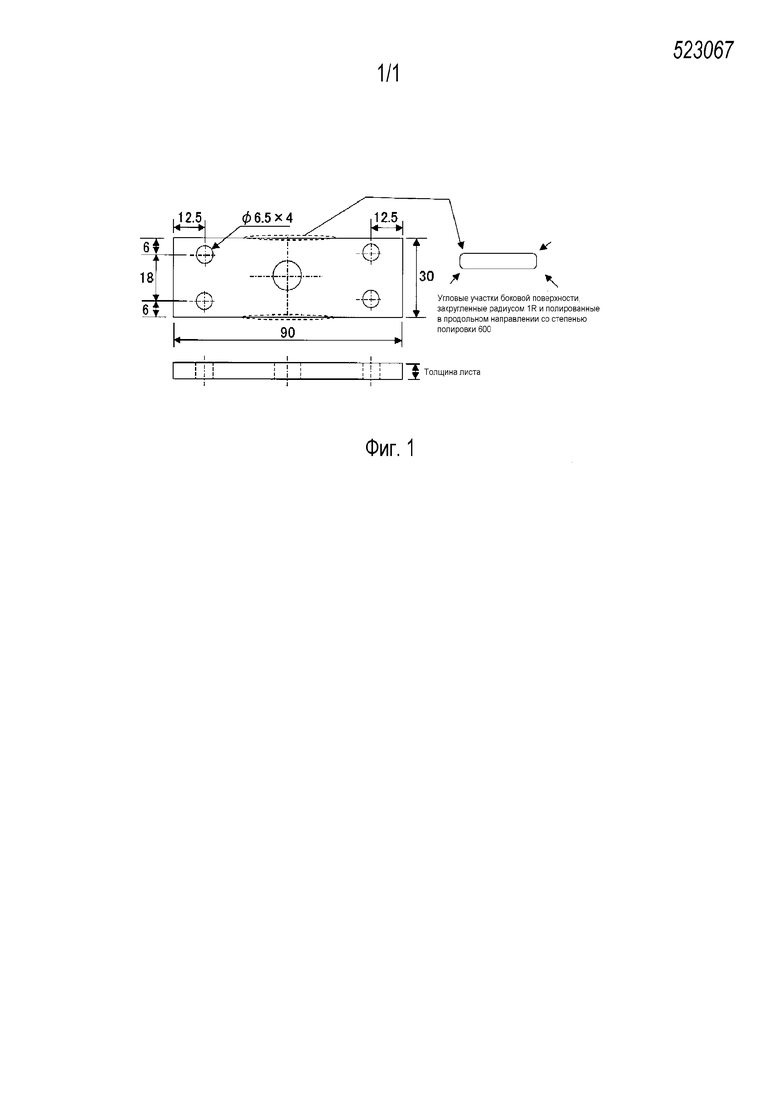
Изобретение относится к области металлургии. Для повышения пластичности и прочности с обеспечением равномерного относительного удлинения и пригодности для отбортовки отверстий получают лист из двухфазной стали, содержащей, мас. %, C 0,01-0,1, Mn 0,2-3, Al 0,04-1,5, Ti 0,015-0,2, P 0,01 или менее, S 0,005 или менее, N 0,01 или менее, при выполнении условия [Ti] - 48/14 × [N] - 48/32 × [S] ≥ 0%, и когда установлено Ex.C (%) = [C] - 12/48 × {[Ti]+48/93 × [Nb] - 48/14 × [N] - 48/32 × [S]}, то выполняется условие 0,001 ≤ Ex.C (%)/fsd (%) ≤ 0,01, Fe и примесей остальное, при этом на глубине 1/4 толщины листа микроструктура является двухфазной, с ее основной фазой, состоящей из полигонального феррита, дисперсионно упрочненного карбидом Ti, и ее второй фазой, состоящей на 1-10% по доле площади (fsd (%)) из множественно диспергированных продуктов низкотемпературного превращения, и средний диаметр кристаллов продуктов низкотемпературного превращения составляет 3-15 мкм, и среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения составляет 10-20 мкм. 2 н. и 10 з.п. ф-лы, 5 табл., 1 ил.
1. Лист двухфазной стали, содержащий:
мас. %:
С 0,01-0,1
Mn 0,2-3
Al 0,04-1,5
Ti 0,015-0,2
Si 0-0,5
Nb 0-0,06
Cu 0-1,2
Ni 0-0,6
Mo 0-1
V 0-0,2
Cr 0-2
W 0-0,5
Mg 0-0,01
Ca 0-0,01
REM (редкоземельные металлы) 0-0,1
В 0-0,002
P 0,01 или менее
S 0,005 или менее
N 0,01 или менее,
при выполнении условия [Ti]-48/14×[N]-48/32×[S]≥0%, и когда определено
Ex.С(%)=[С]-12/48×{[Ti]+48/93×[Nb]-48/14×[N]-48/32×[S]}, то выполняется условие 0,001≤Ех.С (%)/fsd (%)≤0,01, и
Fe и примеси - остальное,
при этом на глубине 1/4 толщины листа микроструктура является двухфазной, включающей ее основную фазу, состоящую из полигонального феррита, дисперсионно упрочненного карбидом Ti, и ее вторую фазу, состоящую на 1-10% по доле площади (fsd (%)) из множественно диспергированных продуктов низкотемпературного превращения, и
средний диаметр кристаллов продуктов низкотемпературного превращения составляет 3-15 мкм, и среднее значение расстояния максимального сближения между продуктами низкотемпературного превращения составляет 10-20 мкм.
2. Лист двухфазной стали по п. 1, который содержит Si 0,02-0,5 мас. %,
3. Лист двухфазной стали по п. 1, который содержит
один или два или более из следующих элементов,
мас. %:
Nb 0,005-0,06
Cu 0,02-1,2
Ni 0,01-0,6
Mo 0,01-1
V 0,01-0,2
Cr 0,01-2 и
W 0,01-0,5.
4. Лист двухфазной стали по любому из пп. 1-3, который содержит
один или два или более из следующих элементов,
мас. %:
Mg 0,0005-0,01;
Са 0,0005-0,01 и
REM (редкоземельные металлы) 0,0005-0,1.
5. Лист двухфазной стали по п. 1, который содержит В 0,0002-0,002 мас. %.
6. Лист двухфазной стали по п. 1, в котором
по поверхности стали выполнена гальванизация.
7. Способ изготовления листа двухфазной стали, включающий следующие этапы:
сляб, содержащий, мас. %:
С 0,01-0,1;
Mn 0,2-3
Al 0,04-1,5
Ti 0,015-0,2 или менее
Si 0-0,5
Nb 0-0,06
Cu 0-1,2
Ni 0-0,6
Mo 0-1
V 0-0,2
Cr 0-2
W 0-0,5
Mg 0-0,01
Ca 0-0,01
REM (редкоземельные металлы) 0-0,1
В 0-0,002
P 0,01 или менее
S 0,005 или менее
N 0,01 или менее,
при выполнении условия [Ti]-48/14×[N]-48/32×[S]≥0%, и когда определено Ex.С (%)=[С]-12/48×{[Ti]+48/93×[Nb]-48/14×[N]-48/32×[S]}, то выполняется условие 0,001≤Ех.С (%)/fsd (%)≤0,01, и
Fe и примеси - остальное,
подвергают нагреву до температуры SRTmin (°С) или выше, которая задана нижеприведенным выражением (1), и затем в процессе горячей прокатки подвергают черновой прокатке с коэффициентом обжатия 20% или выше в температурной зоне не ниже 1050°С и не выше 1150°С для, по меньшей мере, одного прохода, и затем начинают чистовую прокатку в течение 150 секунд в температурной зоне 1000°С или выше и ниже 1080°С, и заканчивают чистовую прокатку при общем обжатии за множество проходов не менее 75% и не более 95%, в температурной зоне не ниже температуры точки превращения Ar3+50°С, причем не выше 1000°С, и
в течение 3 секунд подвергают охлаждению до температуры ниже температуры точки превращения Ar3 со средней скоростью охлаждения не менее 15°С/сек, и затем подвергают охлаждению до температурной зоны выше 600°С со средней скоростью охлаждения не более 10°С/сек в течение периода времени 1 секунда или продолжительнее, причем менее 100 секунд, и затем подвергают охлаждению до температурной зоны 350°С или ниже со скоростью охлаждения не менее 15°С/сек, и производят сматывание в рулон, причем

8. Способ по п. 7, в котором
в процессе горячей прокатки выполняют черновую прокатку с коэффициентом обжатия 20% или выше в температурной зоне не ниже 1050°С и не выше 1150°С для множества проходов, при этом
общее обжатие черновой прокатки составляет не менее 60%, причем не более 90%.
9. Способ по п. 7, в котором
охлаждение осуществляют до температурной зоны 100°С или ниже и производят сматывание в рулон.
10. Способ по п. 7, в котором
в процессе охлаждения до температурной зоны выше 600°С со средней скоростью охлаждения не более 10°С/сек в течение периода времени не менее 1 секунды и менее 100 секунд, когда общая накопленная диффузионная длина Ltotal для Ti в феррите представляется нижеприведенным выражением (3) посредством суммирования диффузионной длины L для Ti в феррите, представляемой нижеприведенным выражением (2), в течение очень короткого периода времени Δt/сек от температуры окончания охлаждения до сматывания в рулон, выполняется условие 0,15 ≤ Ltotal ≤ 0,5,



где D(T+273) - коэффициент объемной диффузии при Т°С,
t - период времени диффузии,
D(T) представляется нижеприведенным выражением (4) с использованием коэффициента D0 диффузии Ti, энергии Q активации и газовой постоянной R, и

11. Способ по п. 7, в котором
в процессе выполнения охлаждения до температурной зоны выше чем 600°С со средней скоростью охлаждения не более 10°С/сек в течение периода времени не менее 1 секунды и менее 100 секунд стальной лист погружают в ванну для гальванизации поверхности.
12. Способ по п. 11, который дополнительно содержит следующий этап:
гальванизированный лист двухфазной стали подвергают легирующей обработке в диапазоне температур от 450 до 600°С.
| JP 2011184788 A, 22.09.2011 | |||
| JP 2010150581 A, 08.07.2010 | |||
| Видоизменение химического огнетушителя | 1926 |
|
SU19056A1 |
| СВЕРХВЫСОКОПРОЧНАЯ ДВУХФАЗНАЯ СТАЛЬ С ВЫСОКОЙ УДАРНОЙ ВЯЗКОСТЬЮ ПРИ КРИОГЕННОЙ ТЕМПЕРАТУРЕ | 1998 |
|
RU2216599C2 |
| ДВУХФАЗНАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2151214C1 |
| ВЫСОКОПРОЧНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНЫЙ ОТОЖЖЕННЫЙ ПОСЛЕ ЦИНКОВАНИЯ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНЫМИ ФОРМУЕМОСТЬЮ И СПОСОБНОСТЬЮ К НАНЕСЕНИЮ ГАЛЬВАНОПОКРЫТИЯ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКИХ ЛИСТОВ | 2006 |
|
RU2418094C2 |

