Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к высокопрочному горячекатаному стальному листу, реализующему превосходную равномерную деформируемость, способствующую растяжимости, способности к вытяжке или подобному, и превосходную локальную деформируемость, способствующую сгибаемости, способности к загибанию кромки при растяжении, формуемости при отбортовке отверстий или подобному; а также относится к способу его получения. В частности, настоящее изобретение относится к стальному листу, включающему двухфазную (DP-Dual Phase) структуру.
Испрашивается приоритет заявки на патент Японии 2011-117432, поданной 25 мая 2011 г., содержание которой включено в настоящее описание посредством ссылки.
Предпосылки изобретения
[0002] С целью подавления выделения газообразного диоксида углерода из автомобиля делались попытки снижения массы кузова автомобиля благодаря использованию высокопрочного стального листа. Более того, с точки зрения обеспечения безопасности пассажира предпринимались попытки использовать высокопрочный стальной лист для кузова автомобиля вдобавок к листу из мягкой стали. Однако для дальнейшего снижения массы кузова автомобиля в будущем приемлемый уровень прочности высокопрочного стального листа должен быть повышен по сравнению с традиционным уровнем. Более того, с целью использования высокопрочного стального листа для деталей подвески или подобного кузова автомобиля, помимо равномерной деформируемости, должна быть также улучшена локальная деформируемость, способствующая формуемости при отбортовке отверстий или подобному.
[0003] Однако, в целом, при повышении прочности стального листа формуемость (деформируемость) снижается. Например, в непатентном Документе 1 описано, что равномерное удлинение, которое является важным для вытяжки или растяжения, снижается в результате упрочнения стального листа.
[0004] В непатентном Документе 2, напротив, описан способ, который обеспечивает равномерное удлинение посредством создания металлографической структуры стального листа даже при одинаковой прочности.
[0005] Кроме того, в непатентном Документе 3 описан способ контроля металлографической структуры, который улучшает локальную пластичность, представляющую сгибаемость, расширяемость отверстий или формуемость при отбортовке отверстий, посредством контроля над включениями, контроля над микроструктурой до одной фазы и снижения разницы в твердости между микроструктурами. Согласно непатентному Документу 3 микроструктуру стального листа контролируют до одной фазы посредством контроля над микроструктурой, улучшая таким образом локальную деформируемость, способствующую расширяемости отверстий или подобному. Однако с целью контроля над микроструктурой до одной фазы термическая обработка из аустенитной единой фазы является основным способом получения, как описано в непатентном Документе 4.
[0006] Кроме того, в непатентном Документе 4 описана методика, удовлетворяющая требованиям как к прочности, так и к пластичности стального листа посредством регулирования охлаждения после горячей прокатки с целью контроля над металлографической микроструктурой, в частности, с целью получения желаемой морфологии выделяющихся фаз и трансформирующихся структур и получения соответствующей фракции феррита и бейнита. Однако все методики, описанные выше, представляют собой способы улучшения локальной деформируемости, которые основаны на контроле над микроструктурой и на которые в большой степени влияет формирование микроструктуры основы.
[0007] В качестве релевантного способа известен также способ, который улучшает свойства материала стального листа посредством повышения обжатия при непрерывной горячей прокатке с целью уменьшения размера зерен. Например, в непатентном Документе 5 описана методика улучшения прочности и вязкости стального листа посредством сильного обжатия при прокатке в рамках сравнительно низкого температурного диапазона с целью уменьшения размера зерен феррита, который является первичной фазой продукта, в результате трансформирования нерекристаллизованного аустенита в феррит. Однако в непатентном Документе 5 способ улучшения локальной деформируемости, обеспечиваемый настоящим изобретением, не обсуждается вовсе.
Документы, относящиеся к предшествующему уровню техники
Непатентные документы
[0008] [Непатентный документ 1] Kishida: Nippon Steel Technical Report No.371 (1999), p.13.
[Непатентный документ 2] O. Matsumura et al: Trans. ISIJ, vol.27 (1987), p.570.
[Непатентный документ 3] Katoh et al: Steel-manufacturing Studies, vol.312 (1984), p.41.
[Непатентный документ 4] K. Sugimoto et al: ISIJ International vol.40 (2000), p.920.
[Непатентный документ 5] NFG product introduction by NAKAYMA STEEL WORKS, LTD.
Раскрытие изобретения
Техническая задача
[0009] Как упомянуто выше, фактом является то, что методика, которая одновременно обеспечивала бы высокую прочность стального листа и два таких ее свойства, как равномерная деформируемость и локальная деформируемость, не найдена. Например, для того, чтобы улучшить локальную деформируемость высокопрочного стального листа, необходимо установить контроль над микроструктурой, в том числе над включениями. Однако, поскольку такое улучшение основано на контроле над микроструктурой, необходимо проконтролировать фракцию или морфологию микроструктуры, такую как выделяющиеся фазы, феррит или бейнит, поэтому металлографическая структура основы ограничена. Поскольку металлографическая структура основы ограничена, затруднительным является не только улучшение локальной деформируемости, но и одновременное улучшение прочности и локальной деформируемости.
[0010] Целью настоящего изобретения является разработка горячекатаного стального листа, реализующего высокую прочность, превосходную равномерную деформируемость, превосходную локальную деформируемость и небольшую ориентационную зависимость (анизотропию) формуемости в результате контроля над текстурой и контроля размера или морфологии зерен, помимо металлографической структуры основы; а также разработка способа его получения. Здесь, в настоящем описании, прочность в основном представляет собой прочность на растяжение, при этом высокая прочность означает прочность, составляющую 440 МПа или более, при указании прочности на растяжение (TS). Кроме того, в настоящем изобретении получение высокой прочности, превосходной равномерной деформируемости и превосходной локальной деформируемости означает одновременное удовлетворение всем следующим условиям: TS≥440 (единицы: МПа), TS×u-EL≥7000 (единицы: МПа·%), TS×λ≥30000 (единицы: МПа·%) и d/RmC≥1 (безразмерная величина) с использованием характеристических значений прочности на растяжение (TS), равномерного удлинения (u-EL), соотношения (λ) расширения отверстия и d/RmC, который представляет собой отношение толщины d к минимальному радиусу RmC сгибания в направлении С.
Решение поставленной задачи
[0011] Как описано выше, в релевантных способах улучшение локальной деформируемости, способствующее расширяемости отверстий, сгибаемости или подобному, обеспечивалось контролем над включениями, измельчением выделяющихся фаз, гомогенизированием микроструктуры, контролем над микроструктурой до одной фазы, уменьшением разницы в твердости между микроструктурами или подобным. Однако основная составляющая микроструктуры должна быть ограничена только вышеописанными способами. Кроме того, введение элемента, в значительной степени способствующего повышению прочности, такого как соответственно Nb или Ti, с целью улучшения прочности может привести к существенному повышению анизотропии. Соответственно, другие факторы формуемости должны быть отменены или направления должны отсутствовать до ограничения формования, в результате чего такое применение сужается. С другой стороны, равномерная деформируемость может быть улучшена посредством диспергирования твердых фаз, таких как мартенсит, в металлографической структуре.
[0012] Для получения высокой прочности и улучшения как равномерной деформируемости, способствующей растяжимости или подобному, так и локальной деформируемости, способствующей расширяемости отверстий, сгибаемости или подобному, авторы настоящего изобретения заново сосредоточились на влиянии текстуры стального листа, помимо контроля над фракцией или морфологией металлографических структур стального листа, и подробно изучили и исследовали их действие и эффективность. В результате, авторы настоящего изобретения обнаружили, что, контролируя химический состав, металлографическую структуру и текстуру, представленную полюсными плотностями каждой ориентации специфической группы ориентаций кристаллов в стальном листе, можно получить высокую прочность; локальная деформируемость существенно улучшается благодаря балансу величин Лэнкфорда (Lankford) (величины r) в направлении прокатки, в направлении (направление С) под углом 90° к направлению прокатки, в направлении под углом 30° к направлению прокатки или в направлении под углом 60° к направлению прокатки, при этом равномерная деформируемость также сохраняется благодаря дисперсии твердых фаз, таких как мартенсит.
[0013] Настоящее изобретение включает следующие аспекты.
(1) Горячекатаный стальной лист согласно одному аспекту настоящего изобретения включает, в качестве химического состава стального листа, в масс.%: С: от 0,01% до 0,4%; Si: от 0,001% до 2,5%; Mn: от 0,001% до 4,0%; Al: от 0,001% до 2,0%; P: ограничен до 0,15% или менее; S: ограничен до 0,03% или менее; N ограничен до 0,01% или менее; O: ограничен до 0,01% или менее, а баланс состоит из Fe и неизбежных загрязняющих примесей, при этом: средняя полюсная плотность ориентационной группы от {100}<011> до {223}<110>, которая представляет собой полюсную плотность, представленную средним арифметическим полюсных плотностей каждой ориентации кристаллов {100}<011>, {116}<110>, {114}<110>, {112}<110> и {223}<110>, составляет от 1,0 до 5,0, а полюсная плотность ориентации кристалла {332}<013> составляет от 1,0 до 4,0 на центральном участке толщины с диапазоном толщины от 5/8 до 3/8, исходя от поверхности стального листа; при этом стальной лист включает, в виде металлографической структуры, множество зерен и включает, в % по площади, в целом от 30% до 99% феррита и бейнита, и от 1% до 70% мартенсита; а при определении доли площади мартенсита в виде fM в % по площади средний размер зерен мартенсита обозначен как dia в мкм, среднее расстояние между зернами мартенсита обозначено как dis в мкм, и прочность на растяжение стального листа обозначена как TS в МПа, удовлетворяются следующее выражение 1 и следующее выражение 2:
dia≤13 мкм
TS/fM×dis/dia≥500
(2) Горячекатаный стальной лист по п.(1) может дополнительно включать, в качестве химического состава, в масс.%, по меньшей мере один элемент, выбранный из группы, состоящей из Mo: от 0,001% до 1,0%; Cr: от 0,001% до 2,0%; Ni: от 0,001% до 2,0%; Cu: от 0,001% до 2,0%; B: от 0,0001% до 0,005%; Nb: от 0,001% до 0,2%; Ti: от 0,001% до 0,2%; V: от 0,001% до 1,0%; W: от 0,001% до 1,0%; Ca: от 0,0001% до 0,01%; Mg: от 0,0001% до 0,01%; Zr: от 0,0001% до 0,2%; редкоземельный металл (РЗМ): от 0,0001% до 0,1%; As: от 0,0001% до 0,5%; Co: от 0,0001% до 1,0%; Sn: от 0,0001% до 0,2%; Pb: от 0,0001% до 0,2%; Y: от 0,0001% до 0,2% и Hf: от 0,0001% до 0,2%.
(3) В горячекатаном стальном листе по п.(1) или (2) среднеобъемный диаметр зерен может составлять от 5 мкм до 30 мкм.
(4) В горячекатаном стальном листе по п.(1) или (2) средняя полюсная плотность ориентационной группы от {100}<011> до {223}<110> может составлять от 1,0 до 4,0, а полюсная плотность ориентации кристаллов {332}<113> может составлять от 1,0 до 3,0.
(5) В горячекатаном стальном листе по любому из пп.(1)-(4) при обозначении большой оси мартенсита как La, а малой оси мартенсита как Lb, доля площади мартенсита, удовлетворяющая следующему выражению 3, может составлять от 50% до 100% по сравнению с долей площади fM мартенсита:
La/Lb≤5,0
(6) В горячекатаном стальном листе по любому из пп.(1)-(5) стальной лист может включать, в виде металлографической структуры, в % по площади, от 30% до 99% феррита.
(7) В горячекатаном стальном листе по любому из пп.(1)-(6) стальной лист может включать, в виде металлографической структуры, в % по площади, от 5% до 80% бейнита.
(8) В горячекатаном стальном листе по любому из пп.(1)-(7) стальной лист может содержать отпущенный мартенсит в мартенсите.
(9) В горячекатаном стальном листе по любому из пп.(1)-(8) доля площади крупных зерен, имеющих размер более 35 мкм, может составлять от 0% до 10% среди зерен в металлографической структуре стального листа.
(10) В горячекатаном стальном листе по любому из пп.(1)-(9) твердость Н феррита может удовлетворять следующему выражению 4:
H<200+30×[Si]+21×[Mn]+270[P]+78×[Nb]1/2+108×[Ti]1/2
(выражение 4).
(11) В горячекатаном стальном листе по любому из пп.(1)-(10) при измерении твердости феррита или бейнита, который является основной фазой, в 100 точках или более результат деления стандартного отклонения твердости на среднюю твердость может составлять 0,2 или менее.
(12) Способ получения горячекатаного стального листа согласно аспекту настоящего изобретения включает: первую горячую прокатку стали в температурном диапазоне от 1000°С до 1200°С при условии, что прокатка включает в себя по меньшей мере один проход, степень обжатия при котором составляет 40% или более, таким образом, чтобы контролировать средний размер зерен аустенита в стали до 200 мкм или менее, при этом сталь включает, в качестве химического состава, в масс.%: С: от 0,01% до 0,4%; Si: от 0,001% до 2,5%; Mn: от 0,001% до 4,0%; Al: от 0,001% до 2,0%; P: ограничен до 0,15% или менее; S: ограничен до 0,03% или менее; N ограничен до 0,01% или менее; O: ограничен до 0,01% или менее, а баланс состоит из Fe и неизбежных загрязняющих примесей; вторую горячую прокатку стали в таких условиях, что при обозначении температуры, рассчитанной согласно следующему выражению 5, как Т1 в °С, и температуры ферритного превращения, рассчитанной согласно следующему выражению 6, как Ar3 в °С, предусмотрен проход с высоким обжатием, степень обжатия при котором составляет 30% или более, в температурном диапазоне от Т1+30°С до Т1+200°С, суммарное обжатие в температурном диапазоне от Т1+30°С до Т1+200°С составляет 50% или более, суммарное обжатие в интервале температур Ar3 до уровня ниже Т1+30°С ограничено до 30% или менее, а температура окончания прокатки равна Ar3 или выше; первое охлаждение стали в таких условиях, что при обозначении времени ожидания от окончания конечного прохода в проходе с высоким обжатием до начала охлаждения в виде t в секундах время ожидания t удовлетворяет приведенному ниже уравнению 7, средняя скорость охлаждения составляет 50°С/секунду или более, изменение температуры при охлаждении, которая представляет собой разницу между температурой стали в начале охлаждения и температурой стали в конце охлаждения, составляет 40°С-140°С, при этом температура стали по окончании охлаждения составляет Т1+100°С или менее; второе охлаждение стали до температурного диапазона от 600°С до 800° со средней скоростью охлаждения от 15°С/секунду до 300°С/секунду после окончания второй горячей прокатки; выдерживание стали в температурном диапазоне от 600°С до 800°С в течение от 1 секунды до 15 секунд; третье охлаждение стали до температуры в диапазоне от комнатной температуры до 350°С со средней скоростью охлаждения от 50°С/секунду до 300°С/секунду после окончания выдерживания; сматывание стали в рулон в температурном диапазоне от комнатной температуры до 350°С,
Т1=850+10×([C]+[N])×[Mn]
в котором [C], [N] и [Mn] представляют соответственно массовое процентное содержание С, N и Mn.
Ar3=879,4-516,1×[C]-65,7×[Mn]+38,0×[Si]+274,7×[P]
(выражение 6),
в котором [C], [Mn], [Si] и [P] представляют соответственно массовое процентное содержание С, Mn, Si и Р.
t≤2,5×t1
в котором t1 представлено следующим выражением 8:
t1=0,001×((Tf-T1)×P1/100)2-0,109×((Tf-T1)×P1/100)+3,1
(выражение 8),
в котором Tf представляет собой температуру по Цельсию стали в конце конечного прохода, а Р1 собой представляет процентную величину обжатия при конечном проходе.
(13) В способе получения горячекатаного стального листа по п.(12) сталь может дополнительно включать, в качестве химического состава, в масс.%, по меньшей мере один элемент, выбранный из группы, состоящей из Mo: от 0,001% до 1,0%; Cr: от 0,001% до 2,0%; Ni: от 0,001% до 2,0%; Cu: от 0,001% до 2,0%; B: от 0,0001% до 0,005%; Nb: от 0,001% до 0,2%; Ti: от 0,001% до 0,2%; V: от 0,001% до 1,0%; W: от 0,001% до 1,0%; Ca: от 0,0001% до 0,01%; Mg: от 0,0001% до 0,01%; Zr: от 0,0001% до 0,2%; РЗМ: от 0,0001% до 0,1%; As: от 0,0001% до 0,5%; Co: от 0,0001% до 1,0%; Sn: от 0,0001% до 0,2%; Pb: от 0,0001% до 0,2%; Y: от 0,0001% до 0,2% и Hf: от 0,0001% до 0,2%, при этом температура, рассчитанная в соответствии со следующим выражением 9, может быть заменена температурой, рассчитанной в соответствии с выражением 5 как Т1:
Т1=850+10×([C]+[N])×[Mn]+350×[Nb]+250×[Ti]+40×[B]+10×[Cr]+100×[Mo]+100×[V]
в котором [C], [N], [Mn], [Nb], [Ti], [B], [Cr], [Mo] и [V] представляют соответственно массовое процентное содержание С, N, Mn, Nb, Ti, B, Cr, Mo и V.
(14) В способе получения горячекатаного стального листа по п.(12) или (13) время ожидания t может дополнительно удовлетворять следующему выражению 10:
0≤t<t1
(15) В способе получения горячекатаного стального листа по п.(12) или (13) время ожидания t может дополнительно удовлетворять следующему выражению 11:
t1≤t≤t1×2,5
(16) В способе получения горячекатаного стального листа по любому из пп.(12)-(15) во время первой горячей прокатки могут быть осуществлены по меньшей мере две стадии прокатки, степень обжатия которых составляет 40% или более, а средний размер зерен аустенита может быть проконтролирован до 100 мкм или менее.
(17) В способе получения горячекатаного стального листа по любому из пп.(12)-(16) второе охлаждение может быть начато в течение 3 секунд после окончания второй горячей прокатки.
(18) В способе получения горячекатаного стального листа по любому из пп.(12)-(17) во время второй горячей прокатки повышение температуры стали между проходами может составлять 18°С или менее.
(19) В способе получения горячекатаного стального листа по любому из пп.(12)-(18) конечный проход прокатки листа в интервале температур от Т1+30°С до Т1+200°С может представлять собой проход с высоким обжатием.
(20) В способе получения горячекатаного стального листа по любому из пп.(12)-(19) во время выдерживания сталь может выдерживаться в температурном диапазоне от 600°С до 680°С в течение периода от 3 секунд до 15 секунд.
(21) В способе получения горячекатаного стального листа по любому из пп.(12)-(20) первое охлаждение может быть осуществлено в промежутке между клетями прокатного стана.
Предпочтительные эффекты изобретения
[0014] Согласно вышеизложенным аспектам настоящего изобретения может быть получен горячекатаный стальной лист, реализующий высокую прочность, превосходную равномерную деформируемость, превосходную локальную деформируемость и невысокую анизотропию даже при введении такого элемента, как Nb или Ti.
Краткое описание чертежей
[0015] ФИГ.1 показывает взаимосвязь между средней полюсной плотностью D1 ориентационной группы от {100}<011> до {223}<110> и d/RmC (толщина d/минимальный радиус изгиба RmC).
ФИГ.2 показывает взаимосвязь между полюсной плотностью D2 ориентации кристаллов и d/RmC.
Подробное описание предпочтительных вариантов осуществления изобретения
[0016] Далее горячекатаный стальной лист согласно варианту воплощения настоящего изобретения описан подробно. Вначале приведено описание полюсной плотности ориентации кристаллов горячекатаного стального листа.
[0017] Средняя полюсная плотность D1 ориентации кристаллов: от 1,0 до 5,0
Полюсная плотность D2 ориентации кристаллов: от 1,0 до 4,0
В горячекатаном стальном листе согласно варианту воплощения в качестве полюсных плотностей двух видов ориентации кристаллов контролируют среднюю полюсную плотность D1 ориентационной группы от {100}<011> до {223}<110> (в дальнейшем называемую «средней полюсной плотностью») и полюсную плотность D2 ориентации кристаллов {332}<113> на центральном участке толщины, представляющем собой диапазон толщины от 5/8 до 3/8 (в диапазоне от 5/8 до 3/8 толщины от поверхности стального листа вдоль нормального направления (направление глубины) стального листа), относительно сечения по толщине (его нормальный вектор соответствует нормальному направлению), которое параллельно направлению прокатки.
[0018] В данном варианте воплощения средняя полюсная плотность D1 является особенно важной характеристикой (интеграция ориентации и степень развития текстуры) текстуры (ориентация кристаллов зерен в металлографической структуре). Здесь средняя полюсная плотность D1 представляет собой плотность, которая представлена средним арифметическим полюсных плотностей каждой ориентацией кристаллов {100}<011>, {116}<110>, {114}<110>, {112}<110> и {223}<110>.
[0019] Отношение интенсивности дифракции электронов или интенсивности рентгеновской дифракции для каждой ориентации к интенсивности произвольно выбранного образца получают, осуществляя анализ картин дифракции обратно рассеянных электронов (EBSD) или рентгеновскую дифракцию центрального участка толщины вышеупомянутого сечения, диапазон толщины которого составляет от 5/8 до 3/8, при этом средняя полюсная плотность D1 ориентационной группы от {100}<011> до {223}<110> может быть получена на основании каждого соотношения интенсивности.
[0020] В том случае, если средняя полюсная плотность D1 ориентационной группы от {100}<011> до {223}<110> составляет 5,0 или менее, d/RmC (параметр, в котором толщину d делят на минимальный радиус изгиба RmC (изгиб в направлении С)) должен составлять 1,0 или более, что является минимальным требованием для работающих деталей подвески или деталей рамы. В частности, такое условие представляет собой требование о том, чтобы прочность на растяжение TS, степень расширения отверстия λ и полное удлинение EL предпочтительно удовлетворяли условиям TS×λ≥30000 и TS×EL≥14000, которые являются двумя условиями, необходимыми для деталей подвески кузова автомобиля.
[0021] Кроме того, в том случае, если средняя полюсная плотность D1 составляет 4,0 или менее, отношение (Rm45/RmC) минимального радиуса изгиба Rm45 в 45°-ном направлении к минимальному радиусу изгиба RmC в направлении С снижается, при этом данное соотношение является параметром ориентационной зависимости (изотропии) формуемости, причем может обеспечиваться превосходная локальная деформируемость, которая не зависит от направления изгиба. Как упомянуто выше, средняя полюсная плотность D1 может составлять 5,0 или менее, предпочтительно - 4,0 или менее. При необходимости получения еще более высокой расширяемости отверстий или малых величин критического изгиба средняя полюсная плотность D1 более предпочтительно может составлять менее 3,5, а еще более предпочтительно - менее 3,0.
[0022] В том случае, если средняя полюсная плотность D1 ориентационной группы от {100}<011> до {223}<110> составляет более 5,0, анизотропия механических свойств стального листа существенно повышается. В результате, несмотря на то, что локальная деформируемость улучшается только в специфическом направлении, локальная деформируемость в направлении, отличном от специфического направления, существенно снижается. Поэтому в таком случае стальной лист не может удовлетворять выражению d/RmC≥1,0.
[0023] С другой стороны, в том случае, если средняя полюсная плотность D1 составляет менее 1,0, локальная деформируемость может быть снижена. Соответственно, средняя полюсная плотность D1 может предпочтительно составлять 1,0 или более.
[0024] Кроме того, по таким же причинам полюсная плотность D2 ориентации кристаллов {333}<113> на центральном участке толщины, которая равна диапазону толщины от 5/8 до 3/8, может составлять 4,0 или менее. Такое условие необходимо для того, чтобы стальной лист удовлетворял выражению d/RmC≥1,0 и, в частности, чтобы прочность на растяжение TS, степень расширения отверстия λ и полное удлинение EL предпочтительно удовлетворяли выражениям TS×λ≥30000 и TS×EL≥14000, которые являются двумя условиями, необходимыми для деталей подвески кузова автомобиля.
[0025] Более того, в том случае, если полюсная плотность D2 составляет 3,0 или менее, TS×λ или d/RmC может быть улучшена еще больше. Полюсная плотность D2 может предпочтительно составлять 2,5 или менее, более предпочтительно - 2,0 или менее. В том случае, если полюсная плотность D2 составляет более 4,0, анизотропия механических свойств стального листа существенно повышается. В результате, несмотря на то, что локальная деформируемость улучшается только в специфическом направлении, локальная деформируемость в направлении, отличном от специфического направления, существенно снижается. Поэтому в таком случае стальной лист не может удовлетворять выражению d/RmC≥1,0.
[0026] С другой стороны, в том случае, если средняя полюсная плотность D2 составляет менее 1,0, локальная деформируемость может быть снижена. Соответственно, полюсная плотность D2 ориентации кристаллов {332}<113> может предпочтительно составлять 1,0 или более.
[0027] Полюсная плотность синонимична рентгеновскому отношению интенсивности в произвольном направлении. Рентгеновское отношение интенсивности в произвольном направлении может быть получено следующим образом. Интенсивность дифракции (рентгеновской или электронной) стандартного образца, который не имеет текстуры специфической ориентации, и интенсивность дифракции испытуемого материала измеряют рентгеновским дифракционным способом в одинаковых условиях. Рентгеновское отношение интенсивности в произвольном направлении получают, деля интенсивность дифракции испытуемого материала на интенсивность дифракции стандартного образца. Полюсная плотность может быть измерена с помощью рентгеновской дифракции, дифракции обратно-рассеянных электронов (EBSD) или изображения картины каналирования электронов (ЕСР). Например, средняя полюсная плотность D1 ориентационной группы от {100}<011> до {223}<110> может быть получена следующим образом. Полюсную плотность каждой ориентации от {100}<110>, {116}<110>, {114}<110>, {112}<110> и {223}<110> получают, исходя из трехмерной текстуры (ODF: функции распределения ориентации), которую рассчитывают методом разложения в ряд, используя несколько полюсных фигур {100}, {100}, {211} и {310}, измеренных вышеупомянутыми способами. Среднюю полюсную плотность D1 получают, рассчитывая арифметическое среднее полюсных плотностей.
[0028] Что касается образцов, предназначенных для рентгеновской дифракции, EBSD и ЕСР, толщина стального листа может быть уменьшена до заданного уровня посредством механического полирования или подобного, механическое напряжение может быть снято химическим полированием, электролитическим полированием или подобным, образцы могут быть отобраны таким образом, чтобы соответствующая поверхность, имеющая диапазон толщины от 5/8 до 3/8, представляла собой поверхность измерения, после чего полюсная плотность может быть измерена вышеупомянутыми способами. Что касается поперечного направления, предпочтительно отбирать образцы поблизости от 1/4 или 3/4 положений толщины (точка, на 1/4 ширины стального листа удаленная от бокового края стального листа).
[0029] При достижении вышеуказанных полюсных плотностей на многих других участках толщины стального листа, помимо центрального участка толщины, локальная деформируемость улучшается еще больше. Однако, поскольку текстура на центральном участке толщины существенно влияет на анизотропию стального листа, свойства материала центрального участка толщины примерно представляют свойства материала всего стального листа. Соответственно, желательными являются средняя полюсная плотность D1 ориентационной группы от {100}<011> до {223}<110> и полюсная плотность D2 ориентации кристаллов {332}<113> на центральном участке толщины от 5/8 до 3/8.
[0030] В данном описании {hkl}<uvw> означает, что нормальное направление поверхности листа параллельно <hkl>, а направление прокатки параллельно <uvw> при отборе образца вышеописанным способом. Кроме того, в принципе, в ориентации кристалла ориентация, перпендикулярная поверхности листа, представлена как (hkl) или {hkl}, а ориентация, параллельная направлению прокатки, представлена как [uvw] или <uvw>. {hkl}<uvw> означает совместные эквивалентные плоскости, а (hkl)[uvw] означает каждую кристаллическую плоскость. В частности, поскольку данный вариант воплощения нацелен на объемно-центрированную кубическую (ОЦК) структуру, например, плоскости (111), (-111), (1-11), (11-1), (-1-11), (-11-1), (1-1-1) и (-1-1-1) являются эквивалентными и не могут быть классифицированы. В таком случае ориентацию обобщенно называют {111}. Поскольку выражение ODF также используют для выражения ориентаций других кристаллических структур, имеющих низкую симметрию, каждая ориентация обычно представлена как (hkl)[uvw] в выражении ODF. Однако в данном варианте воплощения {hkl}<uvw> и (hkl)[uvw] синонимичны.
[0031] Далее следует описание металлографической структуры горячекатаного стального листа согласно данному варианту воплощения.
[0032] Металлографическая структура горячекатаного стального листа согласно данному варианту воплощения по существу должна представлять собой двухфазную (DP) структуру, которая включает множество зерен, включает феррит и/или бейнит в виде первичной (основой) фазы и включает мартенсит в виде вторичной (дополнительной) фазы. Прочность и равномерная деформируемость могут быть повышены посредством диспергирования мартенсита, который представляет собой вторичную фазу и твердую фазу, в феррите или бейните, которые представляют собой основную фазу и реализуют превосходную деформируемость. Улучшение равномерной деформируемости достигается за счет повышения уровня механического упрочнения благодаря тонкому диспергированию мартенсита, который представляет собой твердую фазу в металлографической структуре. Более того, в данном случае феррит или бейнит включают полигональный феррит и бейнитный феррит.
[0033] Горячекатаный стальной лист согласно данному варианту воплощения включает остаточный аустенит, перлит, цементит, многочисленные включения или подобное в микроструктуре, помимо феррита, бейнита и мартенсита. Предпочтительно, чтобы содержание структур, отличных от феррита, бейнита и мартенсита, было ограничено, в % по площади, до диапазона от 0% до 10%. Более того, при сохранении аустенита в микроструктуре охрупчивание при вторичной обработке или длительное разрушение усиливаются. Соответственно, за исключением остаточного аустенита, составляющего примерно 5% по площади, который неизбежно присутствует, предпочтительно по существу не вводить остаточный аустенит.
[0034] Доля площади феррита и бейнита, которые представляют собой основную фазу: от 30% до менее чем 99%
Феррит и бейнит, которые представляют собой основную фазу, являются сравнительно мягкими и реализуют превосходную деформируемость. В том случае, если доля площади феррита и бейнита составляет в целом 30% или более, достигаются как равномерная деформируемость, так и локальная деформируемость горячекатаного стального листа согласно данному варианту воплощения. Более предпочтительно, доля площади феррита и бейнита может в целом составлять, в % по площади, 50% или более. С другой стороны, в том случае, если доля площади феррита и бейнита в целом составляет 99% или более, прочность и равномерная деформируемость стального листа снижаются.
[0035] Доля площади феррита, который представляет собой основную фазу, может составлять от 30% до 99%. Контролируя долю площади феррита, который обеспечивает сравнительно высокую деформируемость, в диапазоне от 30% до 99%, предпочтительно может быть повышена пластичность (деформируемость) в балансе между прочностью и пластичностью (деформируемостью) стального листа. В частности, феррит способствует улучшению равномерной деформируемости.
[0036] В качестве альтернативы, доля площади бейнита, который представляет собой основную фазу, может составлять от 5% до 80%. Контролируя долю площади бейнита, который обеспечивает сравнительно высокую прочность, в диапазоне от 5% до 80%, предпочтительно можно повысить прочность в балансе между прочностью и пластичностью (деформируемостью) стального листа. Повышение доли площади бейнита, который представляет собой более твердую фазу, чем феррит, приводит к улучшению прочности стального листа. Кроме того, бейнит, твердость которого не сильно отличается от твердости мартенсита по сравнению с ферритом, подавляет возникновение пустот на границе между мягкой фазой и твердой фазой и улучшает расширяемость отверстий.
[0037] Доля площади fM мартенсита: от 1% до 70%
В результате диспергирования (распределения) мартенсита, который представляет собой дополнительную фазу и является твердой фазой, прочность и равномерная деформируемость металлографической структуры могут быть улучшены. В том случае, если доля площади мартенсита составляет менее 1%, диспергирование твердой фазы является недостаточным, уровень механического упрочнения повышается и равномерная деформируемость снижается. Доля площади мартенсита может предпочтительно составлять 3% или более. С другой стороны, в том случае, если доля площади мартенсита составляет более 70%, доля площади твердой фазы является избыточной, и деформируемость стального листа существенно снижается. В соответствии с балансом между прочностью и деформируемостью доля площади мартенсита может составлять 50% или менее. Доля площади мартенсита может предпочтительно составлять 30% или менее. Более предпочтительно, доля площади мартенсита может составлять 20% или менее.
[0038] Диаметр среднего размера зерен мартенсита: 13 мкм или менее
В том случае, если средний размер зерен мартенсита составляет более 13 мкм, равномерная деформируемость стального листа может быть снижена и локальная деформируемость может быть также снижена. Считается, что равномерное удлинение снижается из-за того, что вклад в механическое упрочнение снижается при крупном среднем размере зерен мартенсита, и что локальная деформируемость снижается из-за того, что поблизости от крупных зерен мартенсита легко возникают пустоты. Средний размер зерен мартенсита предпочтительно может составлять менее 10 мкм. Более предпочтительно, средний размер зерен мартенсита может составлять 7 мкм или менее.
[0039] Отношение TS/fM×dis/dia: 500 или более
Более того, в результате подробного исследования, проведенного авторами настоящего изобретения, было установлено, что при определении прочности на растяжение, обозначенной как TS (прочность на растяжение) в МПа, доли площади мартенсита, обозначенной как fM (доля мартенсита) в %, среднего расстояния между зернами мартенсита, обозначенного как dis (расстояние) в мкм, и среднего размера зерен мартенсита, обозначенного как dia (диаметр) в мкм, равномерная деформируемость стального листа может быть предпочтительно улучшена в том случае, если отношение между TS, fM, dis и dia удовлетворяет следующему выражению 1:
TS/fM×dis/dia≥500
[0040] В том случае, если соотношение TS/fM×dis/dia составляет менее 500, равномерная деформируемость стального листа может быть существенно снижена. Физический смысл выражения 1 остается неясным. Однако считается, что упрочнение при механической обработке происходит более эффективно при уменьшении среднего расстояния dis между зернами мартенсита и увеличении среднего размера dia зерен мартенсита. Более того, соотношение TS/fM×dis/dia не имеет конкретного верхнего предела. Однако, с промышленной точки зрения, поскольку соотношение TS/fM×dis/dia едва превышает 10000, верхний предел может составлять 10000 или менее.
[0041] Доля мартенсита, соотношение малой оси и большой оси которого составляет 5,0 или менее: 50% или более
Кроме того, при обозначении большой оси зерна мартенсита как La в мкм, а малой оси как Lb в мкм, локальная деформируемость может быть предпочтительно улучшена в том случае, если доля площади зерна мартенсита, удовлетворяющая следующему уравнению 2, составляет от 50% до 100% по сравнению с долей площади мартенсита:
La/Lb≤5,0
[0042] Подробности получения такого эффекта остаются непонятными. Однако считается, что локальная деформируемость улучшается благодаря тому факту, что форма мартенсита изменяется с игольчатой на сферическую и что избыточная концентрация напряжения в феррите или бейните поблизости от мартенсита снижается. Доля площади зерна мартенсита, La/Lb которого равно 3,0 или менее, предпочтительно может составлять 50% или более по сравнению с fM. Более предпочтительно, доля площади зерна мартенсита, La/Lb которого равно 2,0 или менее, может составлять 50% или более по сравнению с fM. Более того, в том случае, если доля равноосного мартенсита составляет менее 50% по сравнению с fM, локальная деформируемость может ухудшиться. Более того, нижний предел выражения 2 может составлять 1,0.
[0043] Более того, весь мартенсит или его часть может представлять собой отпущенный мартенсит. В том случае, если мартенсит представляет собой отпущенный мартенсит, то, несмотря на снижение прочности стального листа, расширяемость отверстий стального листа улучшается благодаря уменьшению разницы в твердости между основной фазой и дополнительной фазой. В соответствии с балансом между требуемой прочностью и требуемой деформируемостью, доля площади отпущенного мартенсита может быть проконтролирована по отношению к доле площади fM мартенсита.
[0044] Как описано выше, металлографическая структура, такая как феррит, бейнит или мартенсит, может быть исследована с помощью автоэлектронного сканирующего микроскопа (FE-SEM) в диапазоне толщины от 1/8 до 3/8 (диапазон толщины, при котором центр находится на 1/4 величины толщины). Вышеупомянутые характеристические величины могут быть определены на основании микрофотографий, полученных в результате исследования. Кроме того, данные характеристические величины могут быть определены с помощью EBSD, как описано ниже. Для исследований с помощью FE-SEM образцы отбирают таким образом, что исследуемый участок представляет собой разрез по толщине (нормальный вектор которого соответствует нормальному направлению), параллельный направлению прокатки стального листа, при этом исследуемый участок отполирован и вытравлен ниталем. Более того, металлографическая структура (составная часть) стального листа в направлении толщины может существенно отличаться от структуры, находящейся поблизости от поверхности стального листа и поблизости от центра стального листа из-за обезуглероживания и сегрегации Mn. Соответственно, в данном варианте воплощения исследуют металлографическую структуру, находящуюся на глубине, составляющей 1/4 от толщины.
[0045] Среднеобъемный диаметр зерен: от 5 мкм до 30 мкм
Более того, с целью дальнейшего улучшения деформируемости размер зерен в металлографической структуре, в частности, среднеобъемный диаметр, может быть уменьшен. Более того, в результате уменьшения среднеобъемного диаметра также улучшаются усталостные свойства (соотношение предела усталости), необходимые для автомобильного стального листа или подобного. Поскольку число крупных зерен существенно влияет на деформируемость по сравнению с числом мелких зерен, деформируемость существенно коррелирует со среднеобъемным диаметром, рассчитанным на основании средневзвешенной величины объема по сравнению со среднечисловым диаметром. Соответственно, с целью получения вышеописанного действия среднеобъемный диаметр зерен может составлять от 5 мкм до 30 мкм, более предпочтительно - от 5 мкм до 20 мкм, а еще более предпочтительно - от 5 мкм до 10 мкм.
[0046] Более того, считается, что при уменьшении среднеобъемного диаметра локальная концентрация напряжения, возникающая в микропорядке, подавляется, напряжение может быть распределено во время локальной деформации, а удлинение, в частности, равномерное удлинение, улучшается. Кроме того, при уменьшении среднеобъемного диаметра граница зерен, действующая как барьер движения дислокации, может быть соответствующим образом проконтролирована, граница зерен может повлиять на повторяющуюся пластическую деформацию (явление усталости), возникающую в результате движения дислокации, в результате чего усталостные свойства могут быть улучшены.
[0047] Более того, как описано ниже, может быть определен диаметр каждого зерна (единица измерения зерен). Перлит идентифицируют в результате металлографического исследования под оптическим микроскопом. Кроме того, единицы зерен феррита, аустенита, бейнита и мартенсита определяют методом EBSD. В том случае, если кристаллическая структура площади, измеряемой методом EBSD, представляет собой гранецентрированную кубическую структуру (ГЦК-структура (fcc structure)), такая площадь считается аустенитной. Более того, в том случае, если кристаллическая структура площади, измеряемой методом EBSD, представляет собой объемно-центрированную кубическую структуру (ОЦК-структура (bcc structure)), данная площадь считается одной из таких площадей, как ферритная, бейнитная и мартенситная. Феррит, бейнит и мартенсит могут быть идентифицированы с использованием метода средней разориентировки ядра (КАМ), который совмещают с исследованием картины дифракции обратно-рассеянных электронов - микроскопия ориентационного картирования (зарегистрированный торговый знак EBSP-OIM). Согласно методу КАМ, относительно первого приближения (в целом, 7 пикселей), использующего пиксел правильного шестиугольника (центральный пиксел) в данных измерений, и 6 пикселей, прилежащих к центральному пикселу, второе приближение (в целом, 19 пикселей), использующее 12 пикселей, помимо упомянутых 6 пикселей, или третье приближение (в целом, 37 пикселей), использующее 18 пикселей, помимо упомянутых 12 пикселей, разориентировку между каждым пикселем усредняют, полученное среднее принимают за величину центрального пикселя, при этом вышеописанной операции подвергают все пиксели. Расчет методом КАМ осуществляют таким образом, чтобы не перейти границу зерен, при этом может быть получена карта, представляющая внутризеренный поворот кристаллической решетки. Такая карта показывает распределение напряжения на основе внутризеренного локального поворота кристаллической решетки.
[0048] В данном варианте воплощения разориентировку между соседними пикселями рассчитывают, используя третье приближение в EBSP-OIM (зарегистрированный торговый знак). Например, вышеописанное измерение ориентации осуществляют с шагом измерения 0,5 мкм или менее при 1500-кратном увеличении, в позиции, при которой разориентировка между соседними точками измерения, составляющая более 15°, считается границей зерна (граница зерна не всегда является общей границей зерна), рассчитывают эквивалентный диаметр круга, получая в результате размеры зерен феррита, бейнита, мартенсита и аустенита. При включении перлита в металлографическую структуру размер зерен перлита может быть подсчитан с использованием метода обработки изображений, такого как бинаризационная обработка или метод секущих микрофотографии, полученной под оптическим микроскопом.
[0049] При обозначении эквивалентного радиуса окружности (половина величины эквивалентного диаметра окружности) описанного выше зерна (единицы зерен) в виде r объем каждого зерна получают в соответствии с формулой 4×π×r3/3, при этом среднеобъемный диаметр может быть получен на основании средневзвешенной величины объема. Кроме того, описанная ниже доля площади крупных зерен может быть получена в результате деления площади крупных зерен, полученной методом измерения площади. Более того, за исключением среднего объемного диаметра, используют эквивалентный диаметр окружности или размер зерен, полученный в результате бинаризационной обработки, метода секущих или подобного, например, в качестве среднего размера зерен dia мартенсита.
[0050] Среднее расстояние dis между зернами мартенсита может быть определено благодаря использованию границы между зерном мартенсита и зерном, отличным от мартенсита, установленной методом EBSD (но FE-SEM, в котором может быть проведена EBSD), помимо метода исследования FE-SEM.
[0051] Доля площади крупных зерен, размер которых составляет более 35 мкм: от 0% до 10%
Кроме того, с целью дальнейшего улучшения локальной деформируемости всех составляющих металлографической структуры доля фракции (доля фракции крупных зерен), занимаемая зернами (крупные зерна), размер которых составляет более 35 мкм, на единицу площади может быть ограничена диапазоном от 0% до 10%. При увеличении зерен, имеющих большой размер, прочность на растяжение может быть снижена и локальная деформируемость может быть также снижена. Соответственно, предпочтительным является измельчение зерен. Более того, поскольку локальная деформируемость улучшается в результате равномерного и эквивалентного растяжения всех зерен, локальное напряжение зерен может быть подавлено посредством ограничения доли крупных зерен.
[0052] Стандартное отклонение среднего расстояния dis между зернами мартенсита: 5 мкм или менее
Более того, с целью дальнейшего улучшения локальной деформируемости, такой как сгибаемость, способность к загибанию кромки при растяжении, формуемость при отбортовке отверстий или расширяемости отверстий предпочтительно, чтобы мартенсит, который представляет собой твердую фазу, был распределен в металлографической структуре. Поэтому предпочтительно, чтобы стандартное отклонение среднего расстояния dis между зернами мартенсита составляло от 0 мкм до 5 мкм или менее. В данном случае среднее расстояние dis и его стандартное отклонение может быть получено в результате измерения расстояния между зернами мартенсита в 100 точках или более.
[0053] Твердость Н феррита: предпочтительно удовлетворяет нижеприведенному выражению 3:
Феррит, который представляет собой основную фазу и мягкую фазу, способствует улучшению деформируемости стального листа. Соответственно, предпочтительно, чтобы средняя твердость Н феррита удовлетворяла нижеприведенному выражению 3. При содержании феррита, более твердого, чем согласно следующему выражению 3, действие по улучшению деформируемости стального листа может быть не достигнуто. Более того, среднюю твердость Н феррита определяют, измеряя твердость феррита в 100 точках или более при нагрузке 1 мН в наноинденторе.
H<200+30×[Si]+21×[Mn]+270×[P]+78×[Nb]1/2+108×[Ti]1/2
(выражение 3).
В данном случае [Si], [Mn], [P], [Nb] и [Ti] представляют соответственно массовое процентное содержание Si, Mn, P, Nb и Ti.
[0054] Стандартное отклонение/средняя твердость феррита или бейнита: 0,2 или менее
В результате проведенных авторами настоящего изобретения исследований, сфокусированных на гомогенности феррита или бейнита, которые составляют основную фазу, было установлено, что в том случае, если гомогенность основной фазы в микроструктуре является высокой, баланс между равномерной деформируемостью и локальной деформируемостью может быть предпочтительно улучшен. В частности, в том случае, если стандартное отклонение твердости феррита, разделенное на среднюю твердость феррита, составляет 0,2 или менее, нужный результат может быть предпочтительно получен. Более того, в том случае, если стандартное отклонение твердости бейнита, разделенное на среднюю твердость бейнита, составляет 0,2 или менее, нужный результат может быть предпочтительно получен. Гомогенность может быть определена посредством измерения твердости феррита или бейнита, представляющего собой основную фазу, в 100 точках или более при нагрузке 1 мН в наноинденторе и посредством использования полученного среднего и полученного стандартного отклонения. В частности, гомогенность повышается с понижением величины стандартного отклонения твердости/средней твердости, при этом нужное действие может быть получено при величине 0,2 или менее. В наноинденторе (например, UMIS-2000, изготовленный CSIRO corp), используя меньший индентор, чем размер зерен, можно измерить твердость одного зерна, которое не включает границы.
[0055] Ниже описан химический состав горячекатаного стального листа согласно варианту воплощения настоящего изобретения.
[0056] Далее следует описание базовых элементов горячекатаного стального листа согласно данному варианту воплощения настоящего изобретения и ограничивающего диапазона, а также причин ограничения. Более того, % в описании представляют собой масс.%.
[0057] С: от 0,01% до 0,4%
С (углерод) представляет собой элемент, который повышает прочность стального листа и является важным элементом для получения нужной доли площади мартенсита. Нижний предел содержания С должен составлять 0,01% для получения 1% или более мартенсита, в % по площади. С другой стороны, в том случае, если содержание С составляет более 0,40%, деформируемость стального листа ухудшается и свариваемость стального листа также ухудшается. Содержание С может предпочтительно составлять 0,30% или менее.
[0058] Si: от 0,001% до 2,5%
Si (кремний) представляет собой раскисляющий элемент стали и является элементом, который эффективен при повышении механической прочности стального листа. Более того, Si представляет собой элемент, который стабилизирует феррит во время температурного контроля после горячей прокатки и подавляет выделение цементита во время бейнитного превращения. Однако в том случае, если содержание Si составляет более 2,5%, деформируемость стального листа снижается и возникает тенденция появления на нем поверхностных вмятин. С другой стороны, в том случае, если содержание Si составляет менее 0,001%, достижение нужного действия затрудняется.
[0059] Mn: от 0,001% до 4,0%
Mn представляет собой элемент, который эффективен при повышении механической прочности стального листа. Однако в том случае, если содержание Mn составляет более 4,0%, деформируемость стального листа снижается. Содержание Mn предпочтительно может составлять 3,5% или менее. Более предпочтительно, содержание Mn может составлять 3,0% или менее. С другой стороны, в том случае, если содержание Mn составляет менее 0,001%, достижение нужного действия затрудняется. Кроме того, Mn представляет собой элемент, который подавляет возникновение трещин во время горячей прокатки, связывая S (серу) в стали. При недостаточном добавлении таких элементов, как Ti, которые подавляют возникновение трещин благодаря S во время горячей прокатки, за исключением Mn, предпочтительно, чтобы содержание Mn и содержание S удовлетворяли выражению Mn/S≥20 в масс.%.
[0060] Al: от 0,001% до 2,0%
Al (алюминий) представляет собой раскисляющий элемент стали. Более того, Al представляет собой элемент, который стабилизирует феррит во время температурного контроля после горячей прокатки и подавляет выделение цементита во время бейнитного превращения. Для получения нужного действия содержание Al должно составлять 0,001% или более. Однако в том случае, если содержание Al составляет более 2,0%, свариваемость ухудшается. Кроме того, несмотря на трудности количественной иллюстрации такого действия, Al представляет собой элемент, который существенно повышает температуру Ar3, при которой начинается превращение из γ (аустенита) в α (феррит) при охлаждении стали. Соответственно, Ar3 стали может быть проконтролирована посредством содержания Al.
[0061] Горячекатаный стальной лист согласно данному варианту воплощения включает неизбежные загрязняющие примеси, помимо вышеописанных основных элементов. В данном случае неизбежные загрязняющие примеси означают такие элементы, как P, S, N, O, Cd, Zn или Sb, которые неизбежно примешиваются из вспомогательного сырья, такого как скрап, или во время производственных процессов. Содержание P, S, N и O ограничивают следующим образом с целью предпочтительного получения нужного действия. Предпочтительно ограничивать содержание каждой из неизбежных загрязняющих примесей, отличных от P, S, N и O, до 0,02% или менее. Более того, даже содержание загрязняющих примесей 0,02% или менее не влияет на достижение нужного действия. Диапазон ограничения загрязняющих примесей включает 0%, однако достижение стабильных 0% является затруднительным с промышленной точки зрения. В данном случае описанные проценты представляют собой масс.%.
[0062] P: 0,15% или менее
Р (фосфор) представляет собой загрязняющую примесь и элемент, способствующий трещинообразованию во время горячей прокатки или холодной прокатки в том случае, если его содержание в стали является избыточным. Кроме того, Р представляет собой элемент, который ухудшает пластичность или свариваемость стального листа. Соответственно, содержание Р ограничено до 0,15% или менее. Содержание Р может быть предпочтительно ограничено до 0,05% или менее. Более того, поскольку Р действует как упрочняющий твердый раствор элемент и обязательно входит в состав стали, нет особой необходимости указывать нижний предел содержания Р. Нижний предел содержания Р может составлять 0%. Более того, с учетом современного общего рафинирования (включает вторичное рафинирование) нижний предел содержания Р может составлять 0,0005%.
[0063] S: 0,03% или менее
S (сера) представляет собой загрязняющую примесь и элемент, который ухудшает деформируемость стального листа, формируя MnS, растянутый при холодной прокатке в том случае, если его содержание в стали является избыточным. Соответственно, содержание S ограничено до 0,03% или менее. Более того, поскольку S обязательно входит в состав стали, нет особой необходимости указывать нижний предел содержания S. Нижний предел содержания S может составлять 0%. Более того, с учетом современного общего рафинирования (включает вторичное рафинирование) нижний предел содержания S может составлять 0,0005%.
[0064] N: 0,01% или менее
N (азот) представляет собой загрязняющую примесь и является элементом, который ухудшает деформируемость стального листа. Соответственно, содержание N ограничено до 0,01% или менее. Более того, поскольку N обязательно входит в состав стали, нет особой необходимости указывать нижний предел содержания N. Нижний предел содержания N может составлять 0%. Более того, с учетом современного общего уменьшения размера зерен (включает вторичное уменьшение размера зерен) нижний предел содержания N может составлять 0,0005%.
[0065] O: 0,01% или менее
О (кислород) представляет собой загрязняющую примесь и является элементом, который ухудшает деформируемость стального листа. Соответственно, содержание О ограничено до 0,01% или менее. Более того, поскольку О обязательно входит в состав стали, нет особой необходимости указывать нижний предел содержания О. Нижний предел содержания О может составлять 0%. Более того, с учетом современного общего уменьшения размера зерен (включает вторичное уменьшение размера зерен) нижний предел содержания О может составлять 0,0005%.
[0066] Вышеописанные химические элементы представляют собой базовые компоненты (базовые элементы) стали в данном варианте воплощения, а химический состав, в котором базовые элементы контролируются (включены или ограничены), причем баланс состоит из Fe и неизбежных загрязняющих примесей, представляет собой базовый состав данного варианта воплощения. Однако, помимо базовых элементов (вместо части Fe, который представляет собой баланс), согласно данному варианту воплощения в сталь, при необходимости могут быть дополнительно включены следующие химические элементы (необязательные элементы). Более того, даже при обязательном включении в сталь необязательных элементов (например, в количестве, меньшем, чем нижний предел каждого необязательного элемента), их действие в данном варианте воплощения не снижается.
[0067] В частности, горячекатаный стальной лист согласно данному варианту воплощения может дополнительно включать, в качестве необязательного элемента, по меньшей мере один элемент, выбранный из группы, состоящей из Mo, Cr, Ni, Cu, B, Nb, Ti, V, W, Ca, Mg, Zr, РЗМ, As, Co, Sn, Pb, Y и Hf, помимо базовых элементов и загрязняющих элементов. Далее описаны числовые ограничивающие диапазоны и причины ограничения необязательных элементов. В данном случае указанные процентные величины представляют собой масс.%.
[0068] Ti: от 0,001% до 0,2%
Nb: от 0,001% до 0,2%
B: от 0,001% до 0,005%
Ti (титан), Nb (ниобий) и В (бор) представляют собой необязательные элементы, которые формируют мелкие карбонитриды в результате связывания углерода и азота в стали и которые оказывают в стали такое действие, как дисперсионное упрочнение, контроль микроструктуры или упрочнение при измельчении зерна. Соответственно, при необходимости, по меньшей мере, один из Ti, Nb и В может быть введен в сталь. С целью получения нужного действия содержание Ti может предпочтительно составлять 0,001% или более, содержание Nb может составлять 0,001% или более, а содержание B может составлять 0,0001% или более. Однако при избыточном введении необязательных элементов в сталь их действие может оказаться насыщенным, а контроль ориентации кристаллов затрудняется из-за подавления перекристаллизации после горячей прокатки, при этом обрабатываемость (деформируемость) стального листа может ухудшиться. Соответственно, содержание Ti может предпочтительно составлять 0,2% или менее, содержание Nb может составлять 0,2% или менее, а содержание B может составлять 0,005% или менее. Более того, даже при включении в сталь необязательных элементов, количество которых меньше нижнего предела, их действие в данном варианте воплощения не снижается. Более того, поскольку намеренное введение в сталь необязательных элементов с целью снижения стоимости сплава является необязательным, нижние пределы необязательных элементов могут составлять 0%.
[0069] Mg: от 0,0001% до 0,01%
РЗМ: от 0,0001% до 0,1%
Ca: от 0,0001% до 0,01%
Mg (магний), РЗМ (редкоземельный металл) и Са (кальций) представляют собой необязательные элементы, которые важны для получения безвредных форм включений и улучшения локальной деформируемости стального листа. Соответственно, при необходимости, по меньшей мере, один из Mg, РЗМ и Са может быть введен в сталь. Для получения нужного действия содержание Mg может предпочтительно составлять 0,0001% или более, содержание РЗМ может составлять 0,0001% или более и содержание Са может составлять 0,0001% или более. С другой стороны, при избыточном введении в сталь необязательных элементов могут сформироваться включения, имеющие вытянутые формы, при этом деформируемость стального листа может ухудшиться. Соответственно, содержание Mg может предпочтительно составлять 0,01% или менее, содержание РЗМ может составлять 0,1% или менее, а содержание Са может составлять 0,01% или менее. Более того, даже при включении в сталь необязательных элементов в количестве, меньше нижнего предела, их действие в данном варианте воплощения не снижается. Более того, поскольку намеренное введение в сталь необязательных элементов с целью снижения стоимости сплава является необязательным, нижние пределы необязательных элементов могут составлять 0%.
[0070] Кроме того, в данном случае РЗМ в целом включает 16 элементов, которые представляют собой 15 элементов от лантана с атомным номером 57 до лютеции с атомным номером 71, в дополнение к скандию с атомным номером 21. Обычно РЗМ имеет вид мишметалла, который представляет собой смесь элементов, вводимых в сталь.
[0071] Mo: от 0,001% до 1,0%
Cr: от 0,001% до 2,0%
Ni: от 0,001% до 2,0%
W: от 0,001% до 1,0%
Zr: от 0,0001% до 0,2%
As: от 0,0001% до 0,5%
Mo (молибден), Cr (хром), Ni (никель), W (вольфрам), Zr (цирконий) и As (мышьяк) представляют собой необязательные элементы, которые повышают механическую прочность стального листа. Соответственно, при необходимости, по меньшей мере, один из Mo, Cr, Ni, W, Zr и As может быть введен в сталь. С целью получения нужного действия содержание Mo может предпочтительно составлять 0,001% или более, содержание Cr может составлять 0,001% или более, содержание Ni может составлять 0,001% или более, содержание W может составлять 0,001% или более, содержание Zr может составлять 0,0001% или более и содержание As может составлять 0,0001% или более. Однако при избыточном введении в сталь необязательных элементов деформируемость стального листа может ухудшиться. Соответственно, содержание Mo может предпочтительно составлять 1,0% или менее, содержание Cr может составлять 2,0% или менее, содержание Ni может составлять 2,0% или менее, содержание W может составлять 1,0% или менее, содержание Zr может составлять 0,2% или менее и содержание As может составлять 0,5% или менее. Более того, даже при включении в сталь необязательных элементов в количестве, меньше нижнего предела, их действие в данном варианте воплощения не снижается. Более того, поскольку намеренное введение в сталь необязательных элементов с целью снижения стоимости сплава является необязательным, нижние пределы необязательных элементов могут составлять 0%.
[0072] V: от 0,001% до 1,0%
Cu: от 0,001% до 2,0%
V (ванадий) и Cu (медь) представляют собой необязательные элементы, которые подобны Nb, Ti или подобным и которые оказывают действие по дисперсионному упрочнению. Кроме того, снижение уровня локальной деформируемости благодаря введению V и Cu является небольшим по сравнению с таким же уровнем при введении Nb, Ti или подобного. Соответственно, для получения высокой прочности и дальнейшего улучшения локальной деформируемости, такой как расширяемость отверстий или сгибаемость, V и Cu являются более эффективными необязательными элементами, чем Nb, Ti или подобное. Поэтому, при необходимости, по меньшей мере один из V и Cu может быть введен в сталь. Для получения нужного действия содержание V может предпочтительно составлять 0,001% или более и содержание Cu может составлять 0,001% или более. Однако при избыточном введении в сталь необязательных элементов деформируемость стального листа может ухудшиться. Соответственно, содержание V может предпочтительно составлять 1,0% или менее, а содержание Cu может составлять 2,0% или менее. Более того, даже при включении в сталь необязательных элементов в количестве, меньше нижнего предела, их действие в данном варианте воплощения не снижается. Кроме того, поскольку намеренное введение в сталь необязательных элементов с целью снижения стоимости сплава является необязательным, нижние пределы необязательных элементов могут составлять 0%.
[0073] Со: от 0,0001% до 1,0%
Несмотря на трудности количественной иллюстрации его эффективности Со (кобальт) представляет собой необязательный элемент, который существенно повышает температуру Ar3, при которой происходит превращение из γ (аустенита) в α (феррит) при охлаждении стали. Соответственно, Ar3 стали может быть проконтролирована посредством содержания Со. Кроме того, Со представляет собой необязательный элемент, который улучшает прочность стального листа. Для получения нужного действия содержание Со предпочтительно может составлять 0,0001% или более. Однако при избыточном введении Со в сталь свариваемость стального листа может ухудшиться и деформируемость стального листа может снизиться. Соответственно, содержание Со может предпочтительно составлять 1,0% или менее. Более того, даже при включении в сталь необязательных элементов в количестве, меньше нижнего предела, их действие в данном варианте воплощения не снижается. Кроме того, поскольку намеренное введение в сталь необязательных элементов с целью снижения стоимости сплава является необязательным, нижние пределы необязательных элементов могут составлять 0%.
[0074] Sn: от 0,0001% до 0,2%
Pb: от 0,0001% до 0,2%
Sn (олово) и Pb (свинец) представляют собой необязательные элементы, которые эффективно улучшают смачиваемость покрытия и адгезию покрытия. Соответственно, при необходимости, в сталь может быть введен по меньшей мере один из Sn и Pb. С целью получения нужного действия содержание Sn может предпочтительно составлять 0,0001% или более и содержание Pb также может составлять 0,0001% или более. Однако при избыточном введении в сталь необязательных элементов во время горячей обработки могут возникнуть трещины из-за высокотемпературного охрупчивания, а также может появиться тенденция к появлению поверхностных вмятин на стальном листе. Соответственно, содержание Sn может предпочтительно составлять 0,2% или менее и содержание Pb также может составлять 0,02% или менее. Более того, даже при включении в сталь необязательных элементов в количестве, меньше нижнего предела, их действие в данном варианте воплощения не снижается. Кроме того, поскольку намеренное введение в сталь необязательных элементов с целью снижения стоимости сплава является необязательным, нижние пределы необязательных элементов могут составлять 0%.
[0075] Y: от 0,0001% до 0,2%
Hf: от 0,0001% до 0,2%
Y (иттрий) и Hf (гафний) представляют собой необязательные элементы, которые эффективно повышают коррозионную стойкость стального листа. Соответственно, при необходимости, по меньшей мере, один из Y и Hf может быть введен в сталь. С целью получения нужного действия содержание Y может предпочтительно составлять 0,0001% или более, а содержание Hf может составлять 0,0001% или более. Однако при избыточном введении в сталь необязательных элементов локальная деформируемость, такая как расширяемость отверстий, может ухудшиться. Соответственно, содержание Y может предпочтительно составлять 0,20% или менее и содержание Hf может составлять 0,20% или менее. Более того, Y оказывает действие по формированию оксидов и адсорбированию водорода в стали. Соответственно, содержание диффундируемого водорода в стали снижается, благодаря чему можно ожидать улучшения сопротивления водородной хрупкости стального листа. Такое действие может быть также получено в рамках вышеуказанного диапазона содержания Y. Более того, даже при включении в сталь необязательных элементов в количестве, меньше нижнего предела, их действие в данном варианте воплощения не снижается. Кроме того, поскольку намеренное введение в сталь необязательных элементов с целью снижения стоимости сплава является необязательным, нижние пределы необязательных элементов могут составлять 0%.
[0076] Как описано выше, горячекатаный стальной лист согласно данному варианту его выполнения имеет химический состав, который включает вышеописанные основные элементы, при этом баланс состоит из Fe и неизбежных загрязняющих примесей, либо имеет химический состав, который включает вышеописанные основные элементы, по меньшей мере один из которых выбран из группы, состоящей из вышеописанных необязательных элементов, при этом баланс состоит из Fe и неизбежных загрязняющих примесей.
[0077] Более того, горячекатаный стальной лист согласно данному варианту его выполнения может быть подвергнут поверхностной обработке. Например, может быть использован такой вид поверхностной обработки, как нанесение электролитического покрытия, нанесение покрытия методом горячего окунания, нанесение покрытия методом напыления, легирующая обработка после нанесения покрытия, формирование органической пленки, ламинирование пленки, обработка органической солью и неорганической солью или обработка без использования хрома (нанесение нехроматных покрытий), после чего горячекатаный стальной лист может включать различные виды пленки (пленки или покрытия). Например, на поверхность горячекатаного стального листа может быть нанесен гальванический слой или гальваноотожженный слой. Даже в том случае, если горячекатаный стальной лист включает вышеописанное покрытие, такому стальному листу может быть придана высокая прочность при сохранении достаточной степени равномерной деформируемости и локальной деформируемости.
[0078] Более того, в данном варианте воплощения толщина горячекатаного стального листа конкретно не ограничена. Однако, например, его толщина может составлять от 1,5 мм до 10 мм и от 2,0 мм до 10 мм. Более того, прочность горячекатаного листа конкретно не ограничена, и, например, прочность на растяжение может составлять от 440 МПа до 1500 МПа.
[0079] Горячекатаный стальной лист согласно данному варианту воплощения может быть использован по такому же общему назначению, как и высокопрочный стальной лист, реализуя превосходную равномерную деформируемость и в высшей степени улучшенную локальную деформируемость, такую как способность к сгибанию или расширяемость отверстий высокопрочного стального листа.
[0080] Кроме того, поскольку направления, в которых осуществляют сгибание горячекатаного стального листа, в сгибаемых деталях отличаются, направление сгибания конкретно не ограничено. В горячекатаном стальном листе согласно данному варианту воплощения одинаковые свойства могут быть получены в любом направлении сгибания, при этом горячекатаный стальной лист может быть подвергнут многоэтапному профилированию, включая такие способы обработки, как сгибание, растягивание или волочение.
[0081] Далее описан способ получения горячекатаного стального листа согласно варианту воплощения настоящего изобретения. Для получения горячекатаного стального листа, реализующего высокую прочность, превосходную равномерную деформируемость и превосходную локальную деформируемость, важно контролировать химический состав стали, металлографическую структуру и текстуру, представленную полюсными плотностями каждой ориентации ориентационной группы кристаллов. Подробности описаны ниже.
[0082] Производственный процесс до горячей прокатки конкретно не ограничен. Например, сталь (расплавленная сталь) может быть получена в результате плавления и рафинирования с использованием доменной печи, электрической печи, конвертера или подобного, а затем осуществления различных видов вторичного рафинирования для выплавки стали, удовлетворяющей нужному химическому составу. Затем для получения стальной заготовки или сляба из стали сталь может быть, например, разлита литейным способом, таким как непрерывное литье, процесс изготовления слитков или процесс отливки тонких слябов в целом. При использовании непрерывного литья сталь может быть подвергнута горячей прокатке после ее однократного охлаждения до более низкой температуры (например, комнатной температуры) и нагрета вновь, либо сталь (литой сляб) может непрерывно подвергаться горячей прокатке сразу же после литья. Кроме того, в качестве сырья для стали (расплавленной стали) может быть использован скрап.
[0083] Для получения высокопрочного стального листа, реализующего высокую прочность, превосходную равномерную деформируемость и превосходную локальную деформируемость, необходимо выполнить следующие условия. Более того, в дальнейшей части описания термины «сталь» и «стальной лист» являются синонимами.
[0084] Первый процесс горячей прокатки
Во время первого процесса горячей прокатки с использованием плавленой и отлитой стальной заготовки осуществляют по меньшей мере однократный проход прокатки, степень обжатия при котором составляет 40% или более в диапазоне температур от 1000°С до 1200°С (предпочтительно, 1150°С или менее). Осуществляя первую горячую прокатку в указанных условиях, получают средний размер зерен аустенита стального листа после первого процесса горячей прокатки, равный 200 мкм или менее, что способствует улучшению равномерной деформируемости и локальной деформируемости конечного горячекатаного стального листа.
[0085] Размер аустенитных зерен уменьшается с повышением степени обжатия и с повышением частоты прокатки. Например, во время первого процесса горячей прокатки, при осуществлении по меньшей мере двупроходовой прокатки (два прохода), степень обжатия которой составляет 40% или более за один проход, средний размер зерен аустенита может быть предпочтительно доведен до 100 мкм или менее. Кроме того, во время первой горячей прокатки, ограничивая степень обжатия до 70% или менее за один проход либо ограничивая частоту прокатки (количество проходов) до 10 раз или менее, можно уменьшить падение температуры стального листа или избыточное формирование окалины. Соответственно, при черновой прокатке степень обжатия за один проход может составлять 70% или менее, а частота прокатки (количество проходов) может составлять 10 или менее.
[0086] Как описано выше, несмотря на уменьшение размера аустенитных зерен после первого процесса горячей прокатки, предпочтительно, чтобы размер аустенитных зерен мог быть еще больше уменьшен в результате последующих процессов, а феррит, бейнит и мартенсит, трансформированные из аустенита во время последующих процессов, могли быть тонко и равномерно диспергированы. В результате, анизотропия и локальная деформируемость стального листа улучшаются благодаря контролю над текстурой, а равномерная деформируемость и локальная деформируемость (в частности, равномерная деформируемость) стального листа улучшаются благодаря рафинированию металлографической структуры. Более того, по-видимому, граница зерен аустенита, размер которых уменьшился в результате первого процесса горячей прокатки, действует как одно из ядер рекристаллизации во время второго процесса горячей прокатки, представляющего собой последующий процесс.
[0087] Для инспектирования среднего размера зерен аустенита после первого процесса горячей прокатки, предпочтительно, чтобы стальной лист после первого процесса горячей прокатки подвергся резкому охлаждению с как можно более высокой скоростью охлаждения. Например, стальной лист охлаждают со средней скоростью охлаждения 10°С/секунду или более. После этого сечение части листа, взятой из стального листа, полученного после охлаждения, подвергают травлению для того, чтобы сделать границу зерен аустенита видимой, после чего границу зерен аустенита исследуют под оптическим микроскопом. Одновременно наблюдают 20 или более полей зрения с 50-кратным или более сильным увеличением, размер зерен аустенита измеряют посредством анализа изображений или метода секущих, и средний размер зерен аустенита получают, усредняя размеры зерен аустенита, измеренный в каждом поле зрения.
[0088] После первого процесса горячей прокатки полосы листа могут быть соединены, и может быть непрерывно осуществлен второй процесс горячей прокатки, который является последующим процессом. Одновременно полосы листа могут быть соединены после временного сматывания черновой полосы в виде рулона, хранимого в кожухе, при необходимости снабженном нагревателем, и вновь смотаны в виде рулона.
[0089] Второй процесс горячей прокатки
Во время второго процесса горячей прокатки при обозначении температуры, рассчитанной согласно следующему выражению 4, как Т1 в °С, стальной лист после первого процесса горячей прокатки подвергают прокатке в условиях, включающих проход с высоким обжатием, степень обжатия при котором составляет 30% или более, в температурном диапазоне от Т1+30°С до Т1+200°С, суммарное обжатие в температурном диапазоне от Т1+30°С до Т1+200°С составляет 50% или более, суммарное обжатие в температурном диапазоне от Ar3°С до менее чем Т1+30°С ограничено до 30% или менее, а температура окончания прокатки равна Ar3°С или более.
[0090] В качестве одного из условий контроля над средней полюсной плотностью D1 ориентационной группы от {100}<011> до {223}<110> и полюсной плотностью D2 ориентации кристалла {332}<013> на центральном участке толщины, в диапазоне от 5/8 до 3/8, во втором процессе горячей прокатки, прокатку контролируют на основании температуры Т1 (единицы: °С), определяемой согласно следующему выражению 4 с использованием химического состава (единицы: масс.%) стали:
Т1=850+10×([C]+[N])×[Mn]+350×[Nb]+250×[Ti]+40×[B]+10×[Cr]+100×[Mo]+100×[V]
В выражении 4 [C], [N], [Mn], [Nb], [Ti], [B], [Cr], [Mo] и [V] представляют соответственно массовое процентное содержание С, N, Mn, Nb, Ti, B, Cr, Mo и V.
[0091] Количество химического элемента, включенного в выражение 4, но не включенного в сталь, при расчете принимают за 0%. Соответственно, в случае использования химического состава, в котором сталь включает только базовые элементы, вместо выражения 4 может быть использовано следующее выражение 5:
Т1=850+10×([C]+[N])×[Mn]
Кроме того, в химическом составе, при котором сталь включает необязательные элементы, температура, рассчитанная согласно выражению 4, может быть использована для Т1 (единицы: °С) вместо температуры, рассчитанной согласно выражению 5.
[0092] Во втором процессе горячей прокатки на основании температуры Т1 (единицы: °С), полученной согласно выражению 4 или 5, высокая степень обжатия включена в температурный диапазон от Т1+30°С до Т1+200°С (предпочтительно, в температурный диапазон от Т1+50°С до Т1+100°С), и обжатие ограничено небольшим интервалом (включает 0%) в температурном диапазоне от Ar3°С до менее чем Т1+30°С. В результате осуществления второго процесса горячей прокатки, помимо первого процесса горячей прокатки, предпочтительно улучшается равномерная деформируемость и локальная деформируемость стального листа. В частности, благодаря высокой степени обжатия в температурном диапазоне от Т1+30°С до Т1+200°С и ограничению обжатия в температурном диапазоне от Ar3°С до менее чем Т1+30°С средняя полюсная плотность D1 ориентационной группы от {100}<011> до {223}<110> и полюсная плотность D2 ориентации кристалла {332}<013> на центральном участке толщины от 5/8 до 3/8 контролируются в достаточной степени, в результате чего анизотропия и локальная деформируемость стального листа заметно улучшаются.
[0093] Саму температуру Т1 получают эмпирически. Авторы настоящего изобретения установили эмпирическим путем в результате экспериментов, что температурный диапазон, способствующий рекристаллизации в аустенитном диапазоне каждого сорта стали, может быть определен на основании температуры Т1. Для того, чтобы получить превосходную равномерную деформируемость и превосходную локальную деформируемость, важно аккумулировать большое количество напряжения посредством прокатки и получить мелкие рекристаллизованные зерна. Соответственно, осуществляют прокатку, включающую несколько проходов, в температурном диапазоне от Т1+30°С до Т1+200°С, при этом суммарная степень обжатия должна составлять 50% или более. Более того, для того, чтобы еще больше улучшить рекристаллизацию посредством аккумулирования напряжения, предпочтительно, чтобы суммарная степень обжатия составляла 70% или более. Более того, ограничение верхнего предела суммарной степени обжатия способствует достаточному удержанию температуры прокатки, при этом усилия при прокатке может быть уменьшены еще больше. Соответственно, суммарная степень обжатия может составлять 90% или менее.
[0094] При осуществлении прокатки, включающей несколько проходов, в температурном диапазоне от Т1+30°С до Т1+200°С, в результате прокатки аккумулируется напряжение, при этом рекристаллизация аустенита происходит в промежутке между проходами прокатки под действием движущей силы, вызванной накомленным напряжением. В частности, в результате осуществления прокатки, включающей несколько проходов, в температурном диапазоне от Т1+30°С до Т1+200°С, рекристаллизация повторяется при каждом проходе. Соответственно, может быть получена рекристаллизованная аустенитная структура, которая является равномерной, тонкой и равноосной. В указанном температурном диапазоне динамическая рекристаллизация во время прокатки отсутствует, напряжение аккумулируется в кристалле, а статическая рекристаллизация происходит в промежутке между проходами прокатки под действием движущей силы, вызванной накопленным напряжением. В динамически рекристаллизованной структуре напряжение, возникшее во время обработки, обычно аккумулируется в его кристалле, при этом рекристаллизованный участок и нерекристаллизованный участок локально перемешиваются. Соответственно, развивается некоторая текстура, в результате чего возникает анизотропия. Более того, металлографические структуры могут представлять собой спаренную зеренную структуру. В способе получения холоднокатаного стального листа согласно данному варианту осуществления аустенит рекристаллизуется в результате статической рекристаллизации. Соответственно, может быть получена рекристаллизованная аустенитная структура, которая является равномерной, тонкой и равноосной и в которой развитие текстуры подавлено.
[0095] С целью повышения гомогенности и предпочтительного повышения равномерной деформируемости и локальной деформируемости стального листа, второй процесс горячей прокатки контролируют таким образом, чтобы он включал по меньшей мере один проход с высоким обжатием, степень обжатия при котором составляла 30% или более, в температурном диапазоне от Т1+30°С до Т1+200°С. При второй горячей прокатке в температурном диапазоне от Т1+30°С до Т1+200°С прокатку, степень обжатия которой за один проход составляет 30% или более, осуществляют по меньшей мере однократно. В частности, с учетом описанного ниже процесса охлаждения, степень обжатия при конечном проходе в указанном температурном диапазоне может предпочтительно составлять 25% или более, более предпочтительно - 30% или более. А именно, предпочтительно, чтобы конечный проход в указанном температурном диапазоне представлял собой большой обжимной проход (прокатный проход со степенью обжатия 30% или более). При необходимости получения еще более высокой степени деформируемости стального листа также предпочтительно, чтобы общая степень обжатия первой половины проходов составляла менее 30%, а степень обжатия конечных двух проходов по отдельности составляла 30% или более. С целью более предпочтительного повышения гомогенности стального листа может быть осуществлен проход с высоким обжатием, степень обжатия при котором составляет 40% или более. Более того, с целью получения лучшей формы стального листа может быть осуществлен проход с высоким обжатием, степень обжатия при котором составляет 70% или менее.
[0096] Более того, при прокатке в температурном диапазоне от Т1+30°С до Т1+200°С в результате подавления повышения температуры стального листа между проходами прокатки до 18°С или менее может быть предпочтительно получен более равномерный рекристаллизованный аустенит.
[0097] С целью подавления развития текстуры и поддержания равноосной рекристаллизованной структуры после прокатки в температурном диапазоне от Т1+30°С до Т1+200°С объем обработки в температурном диапазоне от Ar3°С до менее чем Т1+30°С (предпочтительно, Т1 до менее чем Т1+30°С) подавляют до как можно меньшей величины. Соответственно, суммарное обжатие в температурном диапазоне от Ar3°С до менее чем Т1+30°С ограничено до 30% или менее. Предпочтительно, чтобы в указанном температурном диапазоне суммарное обжатие составляло 10% или более с целью получения превосходной формы стального листа, также предпочтительно, чтобы суммарное обжатие составляло 10% или менее с целью дальнейшего улучшения анизотропии и локальной деформируемости. В данном случае суммарное обжатие может предпочтительно составлять 0%. А именно, в температурном диапазоне от Ar3°С до менее чем Т1+30°С прокатку можно не осуществлять, и суммарное обжатие должно составлять 30% или менее даже при осуществлении прокатки.
[0098] При высоком суммарном обжатии в температурном диапазоне от Ar3°С до менее чем Т1+30°С форма аустенитных зерен, рекристаллизованных в температурном диапазоне от Т1+30°С до Т1+200°С, не будет равноосной из-за их вытянутости в результате прокатки, и вновь текстура развивается благодаря тому, что в результате прокатки накапливается напряжение. А именно, для того, чтобы удовлетворить производственным условиям, согласно данному варианту воплощения, прокатку контролируют как в температурном диапазоне от Т1+30°С до Т1+200°С, так и в температурном диапазоне от Ar3°С до менее чем Т1+30°С во время второго процесса горячей прокатки. В результате, аустенит рекристаллизуется и становится равномерным, тонким и равноосным; текстура, металлографическая структура и анизотропия стального листа контролируются, следовательно, равномерная деформируемость и локальная деформируемость могут быть улучшены. Кроме того, аустенит рекристаллизуется и становится равномерным, тонким и равноосным, следовательно, отношение большой оси к малой оси мартенсита, средний размер зерен мартенсита, среднее расстояние между зернами мартенсита и подобное конечного холоднокатаного стального листа могут быть проконтролированы.
[0099] Во втором процессе горячей прокатки, в том случае, если прокатку осуществляют в температурном диапазоне, более низком, чем Ar3°С, или если суммарное обжатие в температурном диапазоне от Ar3°С до менее чем Т1+30°С слишком велико, развивается текстура аустенита. В результате, конечный горячекатаный стальной лист не удовлетворяет по меньшей мере одному условию, при котором средняя полюсная плотность D1 ориентационной группы от {100}<011> до {223}<110> составляет от 1,0 до 5,0, и условию, при котором полюсная плотность D2 ориентации кристалла {332}<013> составляет от 1,0 до 4,0 на центральном участке толщины. С другой стороны, во втором процессе горячей прокатки, в том случае, если прокатку осуществляют в температурном диапазоне, более высоком, чем Т1+200°С, или если суммарное обжатие в температурном диапазоне от Т1+30°С до Т1+200°С слишком мало, рекристаллизация не является равномерной и тонкой, крупные зерна или смешанные зерна могут присутствовать в металлографической структуре, в результате чего металлографическая структура может превратиться в спаренную зеренную структуру. Соответственно, доля площади или среднеобъемный диаметр зерен размером более 35 мкм увеличивается.
[0100] Более того, в случае окончания второй горячей прокатки при температуре, более низкой, чем Ar3 (единицы: °С), сталь подвергают прокатке в температурном диапазоне от температуры окончания прокатки до температуры, более низкой, чем Ar3 (единицы: °С), представляющем собой диапазон, при котором существуют две такие фазы, как аустенит и феррит (двухфазный температурный диапазон). Соответственно, текстура стального листа развивается, при этом анизотропия и локальная деформируемость стального листа существенно ухудшаются. В данном случае, когда температура окончания второй горячей прокатки составляет Т1 или более, анизотропия может быть снижена еще больше посредством снижения объема напряжения в температурном диапазоне, более низком, чем Т1, в результате чего локальная деформируемость может быть повышена еще больше. Следовательно, температура окончания второй горячей прокатки может составлять Т1 или более.
[0101] В данном случае степень обжатия может быть получена в результате измерений или расчетов на основании усилия прокатки, толщины или подобного. Более того, температура прокатки (например, каждый из вышеприведенных температурных диапазонов) может быть получена на основании измерений с использованием термометра между клетями, на основании расчетов с использованием моделирования с учетом деформационного нагрева, скорости линии, обжатия или подобного, либо того и другого (измерений и расчетов). Более того, вышеописанная степень обжатия за один проход представляет собой процентную величину уменьшения толщины за один проход (разница между толщиной на входе до прохождения через прокатную клеть и толщиной на выходе после прохождения через прокатную клеть). Суммарное обжатие представляет собой процентную величину общего уменьшения толщины (разница между толщиной на входе до первого прохода при прокатке в каждом температурном диапазоне и толщиной на выходе после конечного прохода при прокатке в каждом температурном диапазоне) по сравнению с величиной, относящейся к толщине на входе до первого прохода при прокатке в каждом температурном диапазоне. Ar3, которая представляет собой температуру перехода феррита из аустенита во время охлаждения, получают согласно следующему выражению 6, единицами которого являются °С. Более того, несмотря на затруднения в количественном определении, на Ar3 также влияют Al и Co.
Ar3=879,4-516,1×[C]-65,7×[Mn]+38,0×[Si]+274,7×[P]
(выражение 6).
В выражении 6 [C], [Mn], [Si] и [P] представляют соответственно массовое процентное содержание С, Mn, Si и Р.
[0102] Первый процесс охлаждения
Во время первого процесса охлаждения, после окончания конечного прохода из числа проходов с высоким обжатием, степень обжатия которых за один проход составляет 30% или более в температурном диапазоне от Т1+30°С до Т1+200°С, при этом время ожидания от окончания конечного прохода до начала охлаждения обозначено как t в секундах, стальной лист подвергают охлаждению таким образом, чтобы время ожидания t удовлетворяло приведенному ниже выражению 7. В данном случае t1 в выражении 7 может быть получена из приведенного ниже выражения 8. В выражении 8 Tf представляет собой температуру (единицы: 0°С) стального листа при окончании конечного прохода из числа проходов с высоким обжатием, а Р1 представляет собой обжатие (единицы: %) при конечном проходе из числа проходов с высоким обжатием.
t≤2,5×t1
t1=0,001×((Tf-T1)×P1/100)2-0,109×((Tf-T1)×P1/100)+3,1
(выражение 8).
[0103] Первое охлаждение после конечного прохода с высоким обжатием существенно влияет на размер зерен конечного горячекатаного стального листа. Более того, посредством первого охлаждения можно проконтролировать, чтобы аустенит представлял собой металлографическую структуру, в которой зерна являются равноосными и которая бы редко включала крупные зерна (а именно, равномерные размеры). Соответственно, конечный горячекатаный стальной лист имеет металлографическую структуру, в которой зерна являются равноосными и которая редко включает крупные зерна (а именно, равномерные размеры), при этом отношение большой оси к малой оси мартенсита, средний размер зерен мартенсита, среднее расстояние между зернами мартенсита и подобное могут быть предпочтительно проконтролированы.
[0104] Правая часть (2,5×t1) выражения 7 показывает время, через которое в основном заканчивается рекристаллизация аустенита. В том случае, если время ожидания t больше правой части (2,5×t1) выражения 7, происходит существенный рост рекристаллизованных зерен и их размер увеличивается. Соответственно, прочность, равномерная деформируемость, локальная деформируемость, усталостные свойства или подобное стального листа снижаются. Поэтому время ожидания t должно составлять 2,5×t1 секунд или менее. При учете эксплуатационных свойств (например, выпрямление формы или контролируемость второго охлаждения) первое охлаждение может быть осуществлено между прокатными клетями. Более того, нижний предел времени ожидания t должно составлять 0 секунд или более.
[0105] Более того, при ограничении времени ожидания t до периода от 0 секунд до менее чем t1 секунд таким образом, чтобы удовлетворить выражению 0≤t<t1, рост зерен может быть существенно подавлен. В таком случае среднеобъемный диаметр конечного горячекатаного стального листа может быть проконтролирован до 30 мкм или менее. В результате, даже при отсутствии достаточного прогресса при рекристаллизации аустенита свойства стального листа, в частности, равномерная деформируемость, усталостные свойства или подобное, могут быть предпочтительно улучшены.
[0106] Более того, при ограничении времени ожидания t до периода от t1 секунд до 2,5×t1 секунд таким образом, чтобы удовлетворить выражению t1≤t≤2,5×t1, развитие текстуры может быть подавлено. В таком случае, несмотря на то, что средний объемный диаметр может быть увеличен из-за увеличения времени ожидания t по сравнению со случаем, когда время ожидания t составляет менее t1 секунд, ориентация кристаллов может быть рандомизирована, поскольку рекристаллизация аустенита прогрессирует в достаточной степени. В результате, анизотропия, локальная деформируемость или подобное стального листа могут быть предпочтительно улучшены.
[0107] Более того, вышеописанное первое охлаждение может быть осуществлено в промежутке между прокатными клетями в температурном диапазоне от Т1+30°С до Т1+200°С, либо охлаждение может быть осуществлено после конечной прокатной клети в данном температурном диапазоне. В частности, пока время ожидания t удовлетворяет данному условию, прокатка, степень обжатия которой за один проход составляет 30% или менее, может быть продолжена в температурном диапазоне от Т1+30°С до Т1+200°С и между окончанием конечного прохода из числа проходов с высоким обжатием и началом первого охлаждения. Более того, после осуществления первого охлаждения, при условии, что степень обжатия за один проход составляет 30% или менее, прокатка может быть продолжена в температурном диапазоне от Т1+30°С до Т1+200°С. Подобным образом, после осуществления первого охлаждения, при условии, что суммарное обжатие составляет 30% или менее, прокатка может быть продолжена в температурном диапазоне от Ar3°С до Т1+30°С (или от Ar3 °С до Tf °С). Как описано выше, пока время ожидания t после прохода с высоким обжатием удовлетворяет данному условию с целью контроля металлографической структуры конечного горячекатаного стального листа, описанное выше первое охлаждение может быть осуществлено либо в промежутке между обжимными клетями, либо после обжимной клети.
[0108] Во время первого охлаждения предпочтительно, чтобы изменение температуры охлаждения, которое представляет собой разницу между температурой стального листа (температура стали) в начале охлаждения и температурой стального листа (температура стали) в конце охлаждения, составляло от 40°С до 140°С. В том случае, если изменение температуры охлаждения составляет 40°С или более, рост рекристаллизованных аустенитных зерен может быть подавлен еще больше. В том случае, если изменение температуры охлаждения составляет 140°С или менее, рекристаллизация может прогрессировать еще больше и полюсная плотность может быть предпочтительно улучшена. Более того, ограничивая изменение температуры охлаждения до 140°С или менее, помимо сравнительно легкого контроля над температурой стального листа, можно более эффективно проконтролировать вариантный выбор (вариантное ограничение), а также можно предпочтительно проконтролировать развитие рекристаллизованной структуры. Соответственно, в данном случае изотропия может быть еще больше повышена, а ориентационная зависимость формуемости может быть еще больше снижена. В том случае, если изменение температуры охлаждения составляет более 140°С, прогресс рекристаллизации может оказаться недостаточным, нужная текстура может быть не получена, получение феррита может быть затруднено, при этом твердость феррита повышается. Соответственно, равномерная деформируемость и локальная деформируемость стального листа могут быть снижены.
[0109] Более того, предпочтительно, чтобы температура Т2 стального листа при окончании первого охлаждения составляла Т1+100°С или менее. При температуре Т2 стального листа при окончании первого охлаждения, составляющей Т1+100°С или менее, достигается более существенное охлаждение. В результате такого охлаждения рост зерен может быть подавлен, а рост аустенитных зерен может быть подавлен еще больше.
[0110] Более того, предпочтительно, чтобы средняя скорость охлаждения во время первого охлаждения составляла 50°С/секунду или более. В том случае, если средняя скорость охлаждения во время первого охлаждения составляет 50°С/секунду или более, рост рекристализованных аустенитных зерен может быть подавлен еще больше. С другой стороны, отсутствует особая необходимость ограничивать верхний предел средней скорости охлаждения. Однако с точки зрения формы листа средняя скорость охлаждения может составлять 200°С/секунду или менее.
[0111] Второй процесс охлаждения
Во время второго процесса охлаждения стальной лист после второй горячей прокатки, после первого процесса охлаждения, может быть предпочтительно охлажден до температурного диапазона от 600°С до 800°С со средней скоростью охлаждения, составляющей от 15°С/секунду до 300°С/секунду. Когда температура (единицы: 0°С) стального листа достигает Ar3 или менее в результате охлаждения стального листа во время второго процесса охлаждения, мартенсит начинает превращаться в феррит. Когда средняя скорость охлаждения составляет 15°С/секунду или более, укрупнение зерен аустенита может быть предпочтительно подавлено. Отсутствует особая необходимость ограничивать верхний предел средней скорости охлаждения. Однако с точки зрения формы листа средняя скорость охлаждения может составлять 300°С/секунду или менее. Кроме того, предпочтительно начинать второе охлаждение в течение 3 секунд после окончания второй горячей прокатки или после первого процесса охлаждения. При начале второго охлаждения более чем через 3 секунды может произойти укрупнение аустенита.
[0112] Процесс выдержки
Во время процесса выдержки стальной лист после второго процесса охлаждения выдерживают в температурном диапазоне от 600°С до 800°С в течение периода времени от 1 секунды до 15 секунд. При выдерживании в указанном температурном диапазоне превращение аустенита в феррит прогрессирует, поэтому доля площади феррита может быть увеличена. Сталь предпочтительно выдерживают в температурном диапазоне от 600°С до 680°С. Осуществляя ферритное превращение в рамках вышеуказанного, сравнительно низкого температурного диапазона, можно проконтролировать структуру феррита до тонкого и равномерного состояния. Соответственно, бейнит и мартенсит, формирующиеся во время последующего процесса, могут быть проконтролированы до тонкого и равномерного состояния в металлографической структуре. Кроме того, с целью ускорения ферритного превращения продолжительность выдержки должна составлять 1 секунду или более. Однако в том случае, если продолжительность выдержки составляет более 15 секунд, зерна феррита могут укрупниться и может выделиться цементит. При выдерживании стали в рамках сравнительно низкого температурного диапазона от 600°С до 680°С продолжительность выдержки предпочтительно составляет от 3 секунд до 15 секунд.
[0113] Третий процесс охлаждения
Во время третьего процесса охлаждения стальной лист после процесса выдерживания охлаждают до температурного диапазона от комнатной температуры до 350°С со средней скоростью охлаждения от 50°С/секунду до 300°С/секунду. Во время третьего процесса охлаждения аустенит, не превратившийся в феррит даже после процесса выдерживания, превращается в бейнит и мартенсит. При прекращении третьего процесса охлаждения при температуре более 350°С бейнитное превращение излишне прогрессирует из-за излишне высокой температуры, поэтому мартенсит в количестве 1% или более в % по площади не может быть, в конечном счете, получен. Более того, отсутствует особая необходимость ограничивать нижний предел температуры прекращения охлаждения в третьем процессе охлаждения. Однако при осуществлении водяного охлаждения нижний предел может представлять собой комнатную температуру. Кроме того, в том случае, если средняя скорость охлаждения составляет менее 50°С/секунду, во время охлаждения может произойти перлитное превращение. Более того, отсутствует необходимость ограничивать верхний предел средней скорости охлаждения во время третьего процесса охлаждения. Однако с промышленной точки зрения верхний предел может составлять 300°С/секунду. Снижая среднюю скорость охлаждения в рамках вышеуказанного диапазона средней скорости охлаждения, можно повысить долю площади бейнита. С другой стороны, повышая среднюю скорость охлаждения в рамках вышеуказанного диапазона средней скорости охлаждения, можно повысить долю площади мартенсита. Кроме того, размеры зерен бейнита и мартенсита также уменьшаются.
[0114] В соответствии со свойствами, необходимыми для горячекатаного стального листа, доли площадей феррита и бейнита, которые представляют собой основную фазу, могут быть проконтролированы, и доля площади мартенсита, который представляет собой дополнительную фазу, может быть также проконтролирована. Как описано выше, феррит может быть в основном проконтролирован во время процесса выдержки, а бейнит и мартенсит могут быть в основном проконтролированы во время третьего процесса охлаждения. Кроме того, размеры зерен или морфологии феррита и бейнита, которые представляют собой основную фазу, и мартенсита, который представляет собой дополнительную фазу, существенно зависят от размера зерен или морфологии аустенита, который составляет структуру до трансформации. Более того, размеры зерен или морфологии также зависят от процесса выдержки и третьего процесса охлаждения. Соответственно, например, величина TS/fM×dis/dia, которая представляет собой взаимосвязь доли площади fM мартенсита, средний размер dia мартенсита, среднее расстояние dis между зернами мартенсита и прочность на растяжение TS стального листа, может быть удовлетворена посредством многократного контроля над описанными выше производственными процессами.
[0115] Процесс сматывания
Во время процесса сматывания в рулон стальной лист после третьего охлаждения начинают сматывать при температуре от комнатной температуры до 350°С, которая является температурой прекращения охлаждения при третьем охлаждении, после чего стальной лист охлаждают на воздухе. Как описано выше, может быть получен горячекатаный стальной лист согласно данному варианту воплощения.
[0116] Более того, при необходимости, полученный горячекатаный стальной лист может быть подвергнут дрессировочной прокатке. В результате дрессировочной прокатки может быть подавлено напряжение сдвига, которое возникает во время обработки стального листа, либо выпрямлена форма стального листа.
[0117] Более того, полученный горячекатаный стальной лист может быть подвергнут поверхностной обработке. Например, полученный горячекатаный стальной лист может быть подвергнут такой поверхностной обработке, как нанесение электролитического покрытия, нанесение покрытия методом горячего окунания, нанесение покрытия напылением, легирующая обработка после нанесения покрытия, формирование органической пленки, ламинирование пленки, обработка органической солью и неорганической солью или нехроматная обработка. Например, на поверхность горячекатаного стального листа может быть нанесен гальванический слой или гальваноотожженный слой. Даже при осуществлении поверхностной обработки равномерная деформируемость и локальная деформируемость сохраняются в достаточной степени.
[0118] Более того, при необходимости, в качестве повторного нагрева может быть осуществлена обработка отпуском или обработка старением. После такой обработки Nb, Ti, Zr, V, W, Mo или подобное, растворенные в твердом виде в стали, могут выделиться в виде карбидов, а мартенсит может смягчиться в виде отпущенного мартенсита. В результате, разница в твердости между ферритом и бейнитом, представляющими собой основную фазу, и мартенситом, представляющим собой дополнительную фазу, уменьшается, и локальная деформируемость, такая как расширяемость отверстий или сгибаемость, улучшается. Эффект повторной термообработки может быть также получен в результате нагревания для нанесения покрытия погружением в расплав, легирующей обработки или подобного.
Пример
[0119] Далее технические характеристики данного аспекта настоящего изобретения будут описаны подробно со ссылкой на следующие примеры. Однако условие в примерах является иллюстративным условием, используемым для подтверждения осуществимости и результатов настоящего изобретения, и поэтому настоящее изобретение не ограничено описанными в примерах условиями. В настоящем изобретении могут быть использованы различные условия, пока они не нарушают объем настоящего изобретения и способствуют достижению цели настоящего изобретения.
[0120] Были исследованы сорта стали от S1 до S98, имеющие химические составы (баланс состоит из Fe и неизбежных загрязняющих примесей), показанные в таблицах 1-6, с описанием результатов. После плавления и литья данных сортов стали или после их однократного охлаждения до комнатной температуры исследуемые сорта стали вновь нагревают до температурного диапазона от 900°С до 1300°С. После этого осуществляют горячую прокатку и температурный контроль (охлаждение, выдержку или т.п.) в производственных условиях, показанных в таблицах 7-14, получая горячекатаные стальные листы толщиной от 2 до 5 мм.
[0121] В таблицах 15-22 описаны характеристики, такие как металлографическая структура, текстура или механические свойства. Более того, в таблицах средняя полюсная плотность ориентационной группы от {100}<011> до {223}<110> обозначена как D1, а полюсная плотность ориентации кристаллов {332}<013> обозначена как D2. Кроме того, доли площадей феррита, бейнита, мартенсита, перлита и остаточного аустенита обозначены соответственно как F, B, fM, P и γ. Более того, средний размер мартенсита обозначен как dia, а среднее расстояние между частицами мартенсита обозначено как dis. Более того, в таблицах соотношение стандартного отклонения твердости представляет собой величину, полученную делением величины твердости на среднюю величину твердости с учетом фазы, имеющей более высокую долю площади, из феррита и бейнита.
[0122] В качестве параметра локальной деформируемости были использованы соотношение λ степени расширения отверстий и радиус критического изгиба (d/RmC) при 90° V-образном изгибе конечной заготовки. Испытание на изгиб проводят при изгибе в направлении С. Более того, испытание на растяжение (измерение TS, u-EL и EL), испытание на изгиб и испытание на степень расширения отверстий соответственно проводят на основании JIS Z 2241, JIS Z 2248 (испытание на 90° изгиб V-блока) и Japan Iron and Steel Federation Standard JFS T1001. Более того, используя вышеописанную EBSD, измеряют полюсные плотности с шагом измерения 0,5 мкм на центральном участке толщины, составляющим от 5/8 до 3/8 от сечения по толщине (его нормальный вектор соответствует нормальному направлению), параллельном направлению прокатки на 1/4 расстояния направления. Более того, величины r в каждом направлении (величины Лэнкфорда) измеряют на основании JIS Z 2254 (2008) (ISO 10113 (2006)). Более того, подчеркнутая величина в таблицах означает величину за пределами диапазона согласно настоящему изобретению, а пустой столбец означает отсутствие намеренного введения легирующего элемента.
[0123] Номера от Р1, Р2, Р7, Р10, Р11, Р13, Р14, от Р16 до Р19, Р21, от Р23 до Р27, от Р29 до Р31, Р33, Р34, от Р36 до Р41, от Р48 до Р77 и от Р141 до Р180 иллюстрируют примеры, которые удовлетворяют условиям согласно настоящему изобретению. В примерах, поскольку все условия, такие как TS≥440 (единицы: МПа), TS×u-EL≥7000 (единицы: МПа·%), TS×λ≥30000 (единицы: МПа·%) и d/RmC≥1 (без единиц), удовлетворяются одновременно, может быть сделан вывод о том, что горячекатаные стальные листы реализуют высокую прочность, превосходную равномерную деформируемость и превосходную локальную деформируемость.
[0124] С другой стороны, номера от Р3 до Р6, Р8, Р9, Р12, Р15, Р20, Р22, Р28, Р32, Р35, Р34, от Р42 до Р47 и от Р78 до Р140 иллюстрируют сравнительные примеры, которые не удовлетворяют условиям согласно настоящему изобретению. В сравнительных примерах по меньшей мере одно из таких условий, как TS≥440 (единицы: МПа), TS×u-EL≥7000 (единицы: МПа·%), TS×λ≥30000 (единицы: МПа·%) и d/RmC≥1 (без единиц), не удовлетворяется.
[0125] Что касается примеров и сравнительных примеров, связь между D1 и d/RmC показана на ФИГ.1, а связь между D2 и d/RmC показана на ФИГ.2. Как показано на ФИГ.1 и ФИГ.2, в том случае, если D1 равно 5,0 или менее, а D2 равно 4,0 или менее, выражение d/RmC удовлетворено.
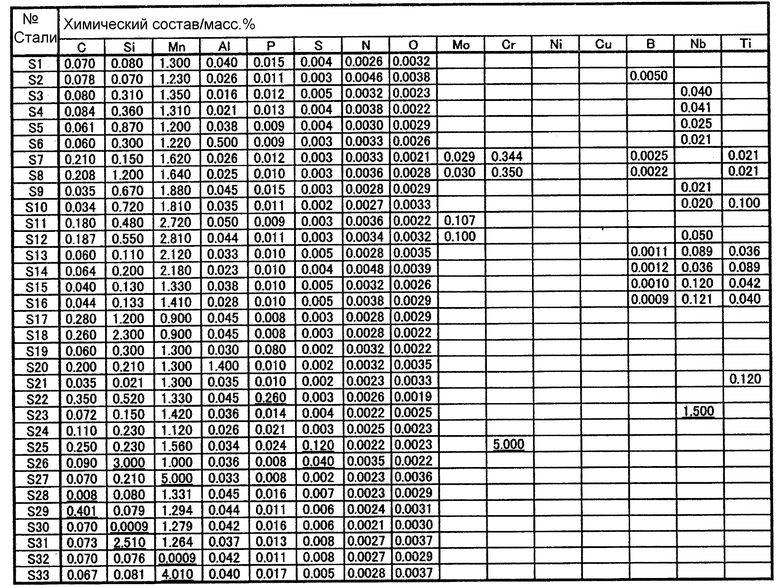
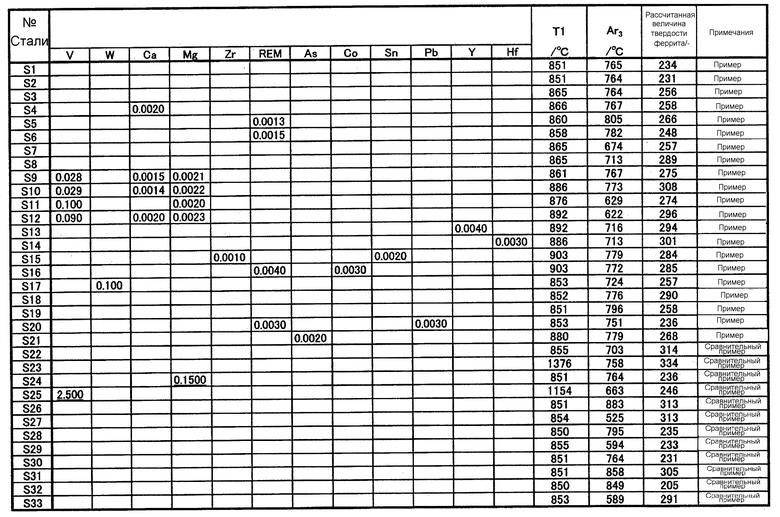
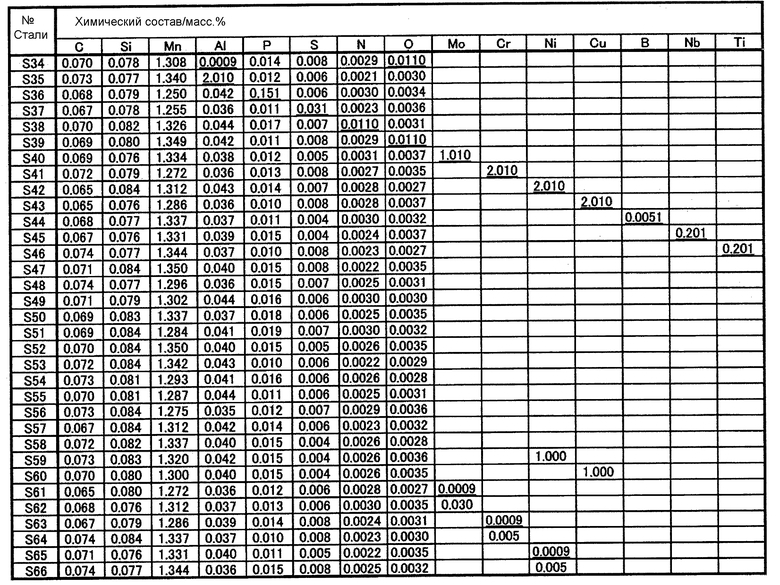
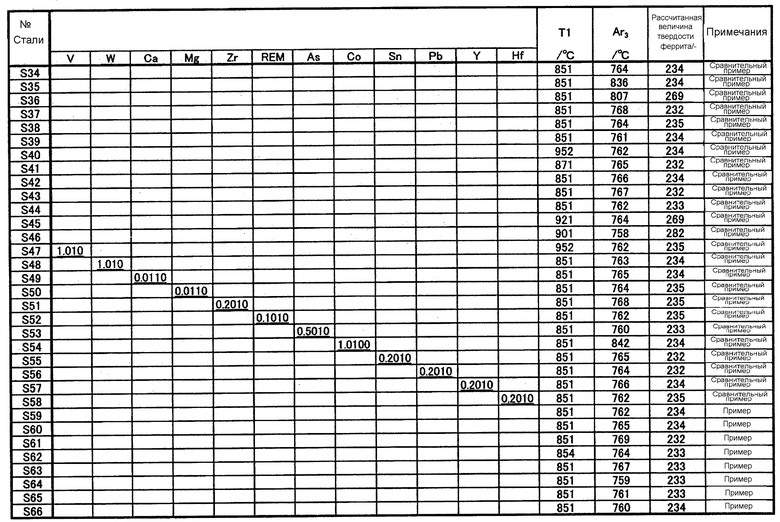
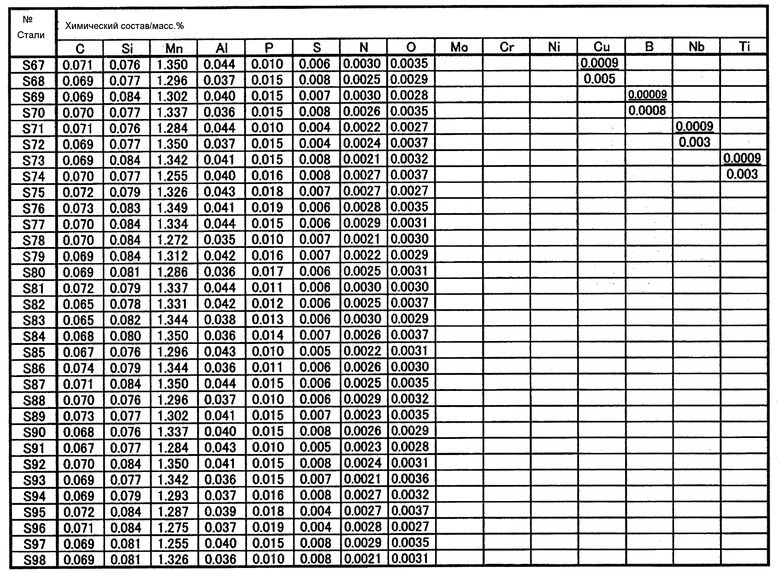
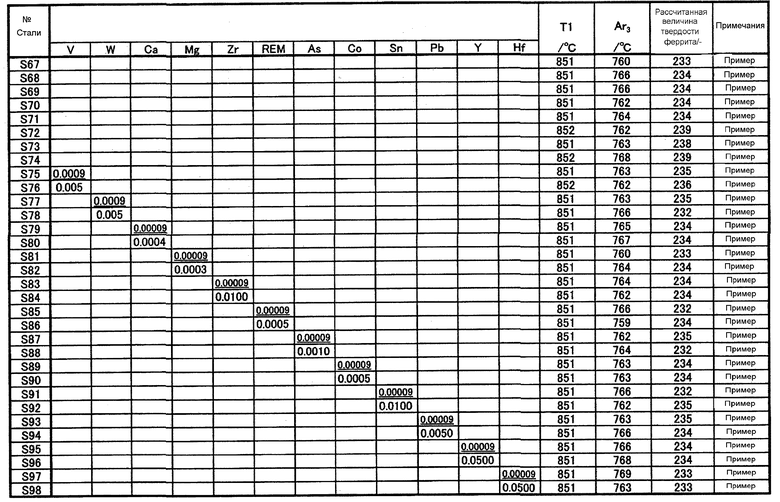
[0132] Таблица 7-1
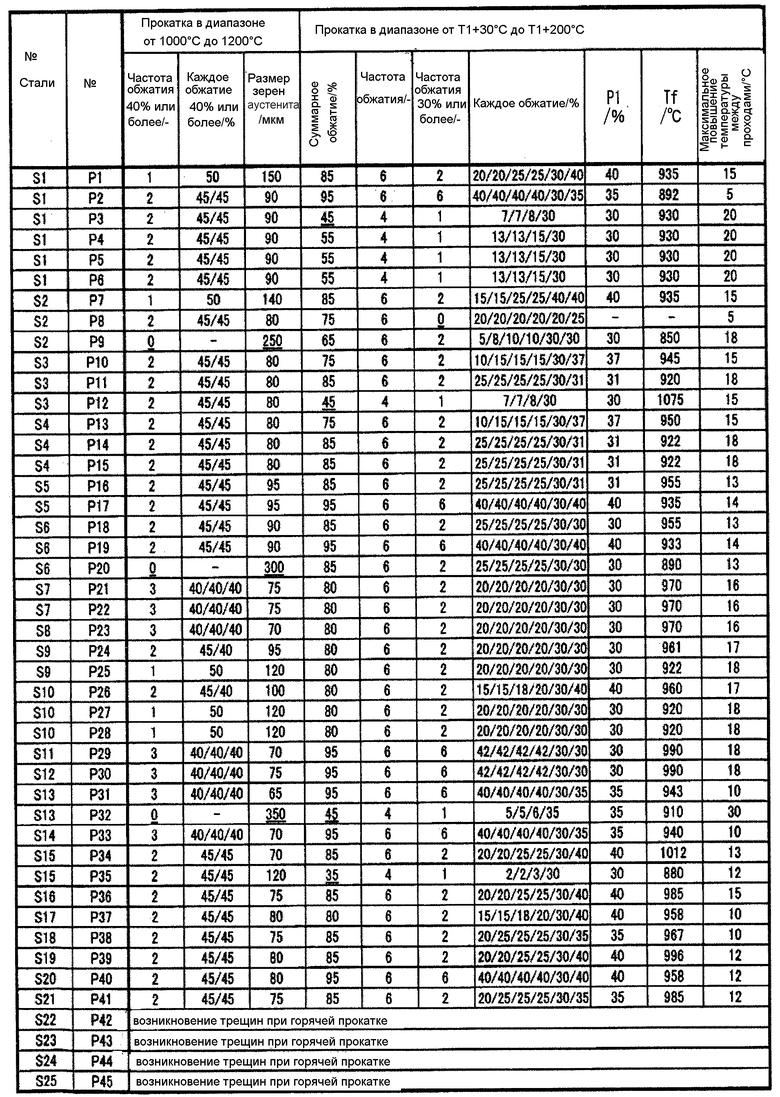
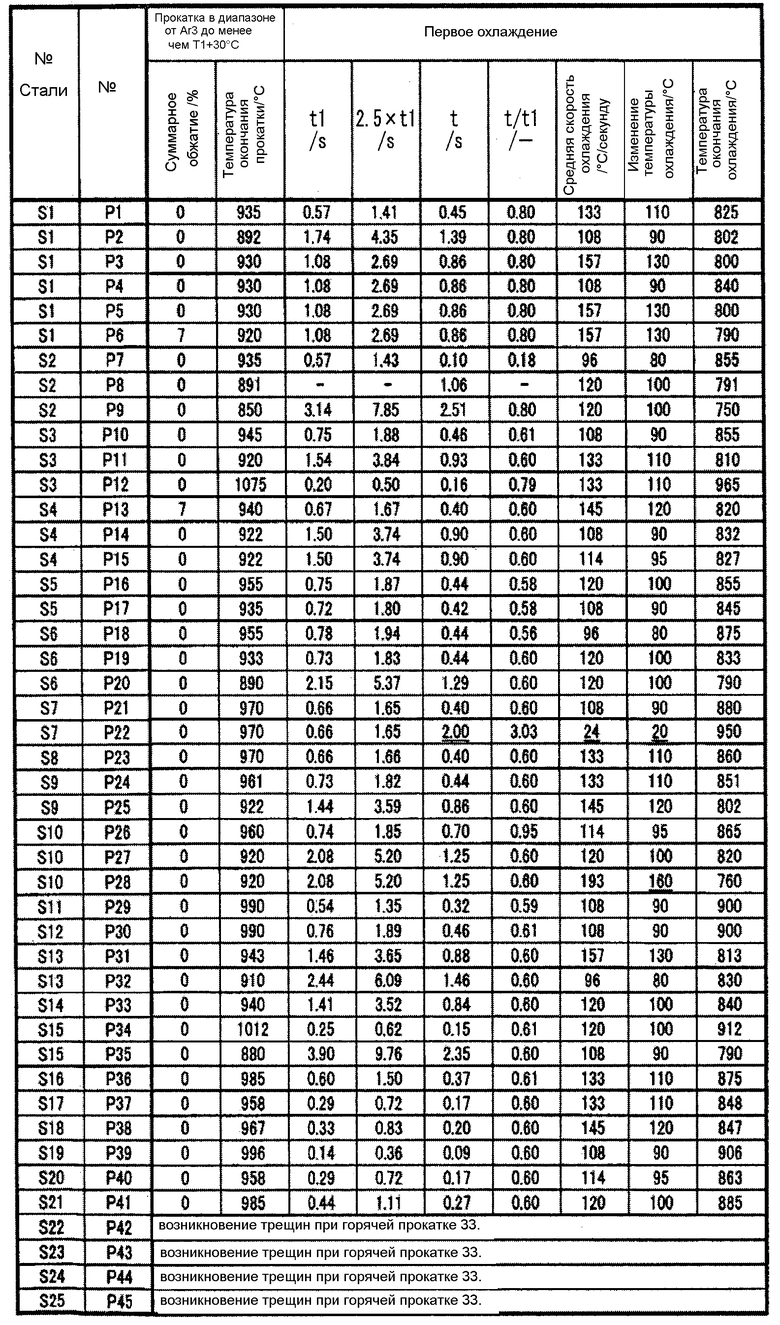
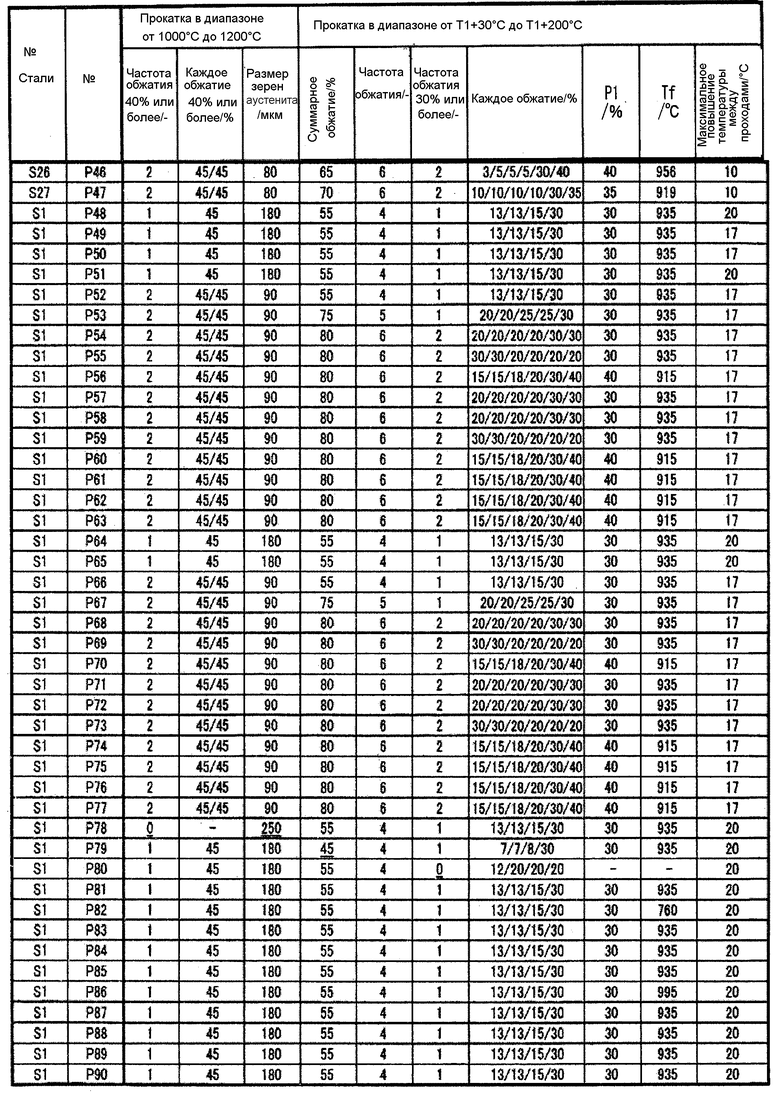
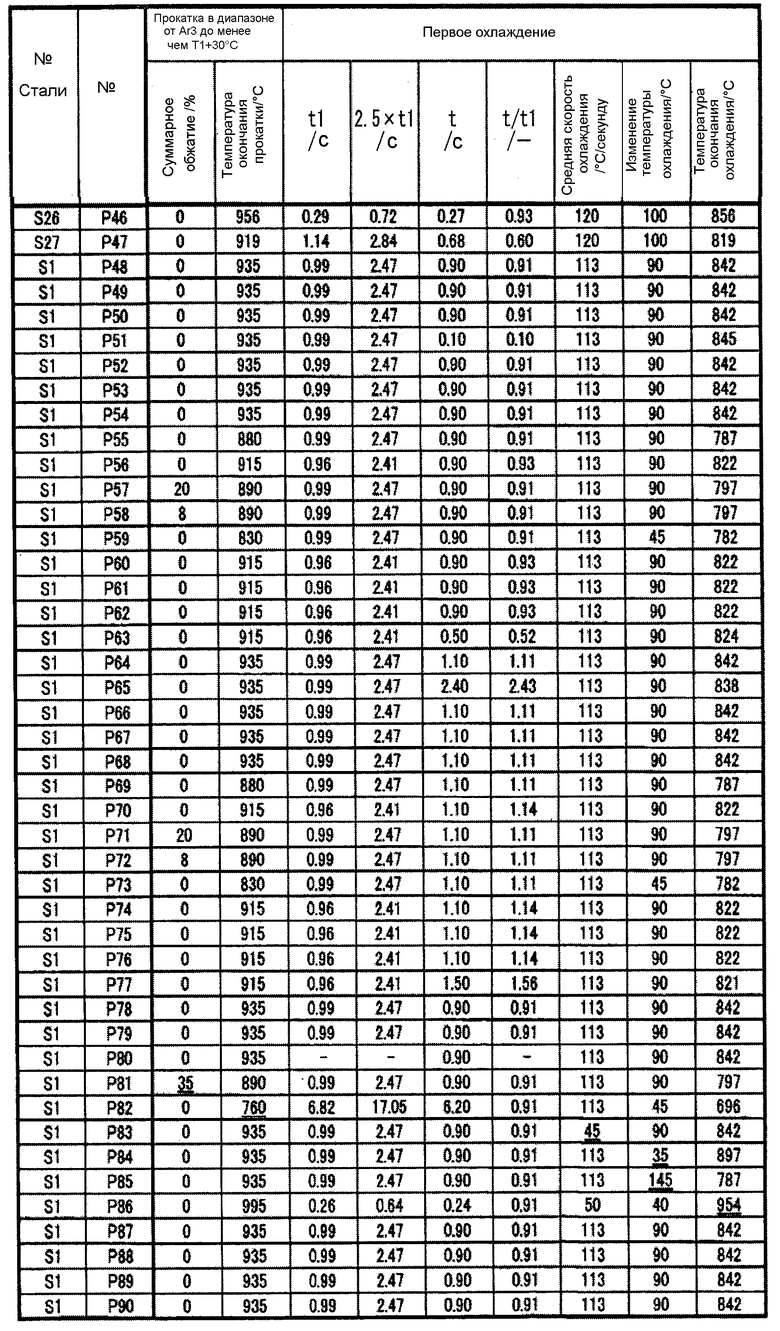
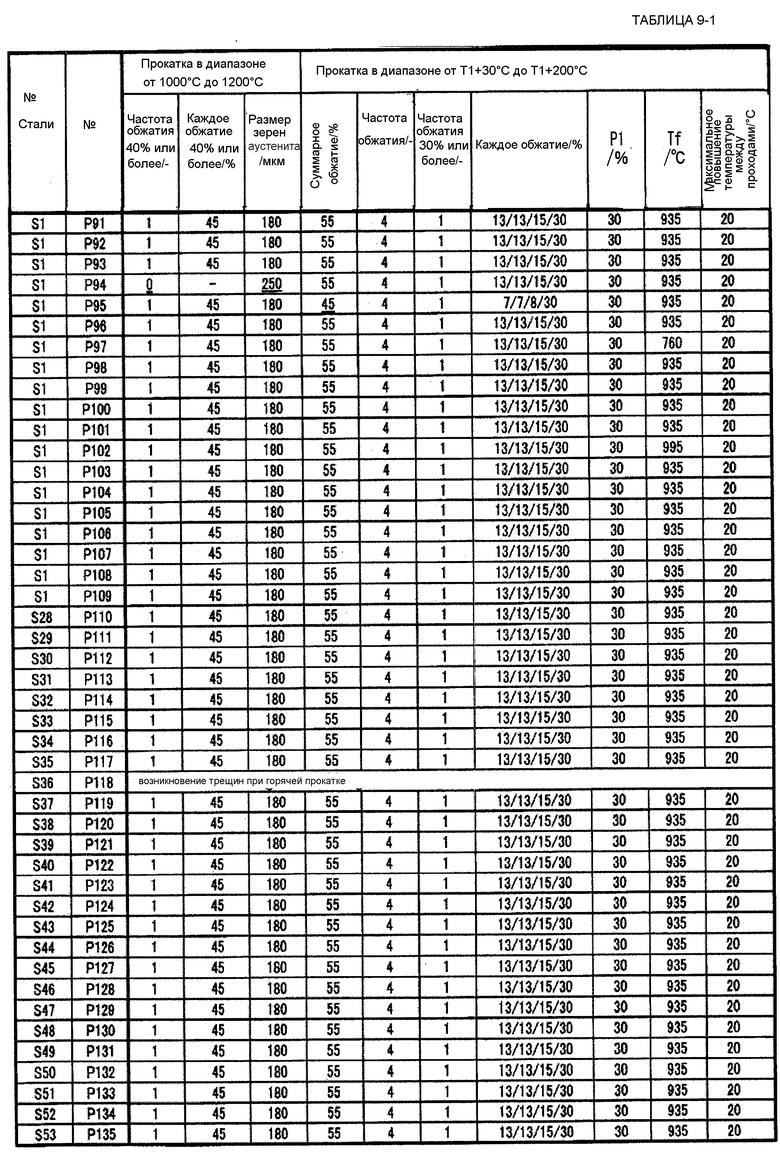
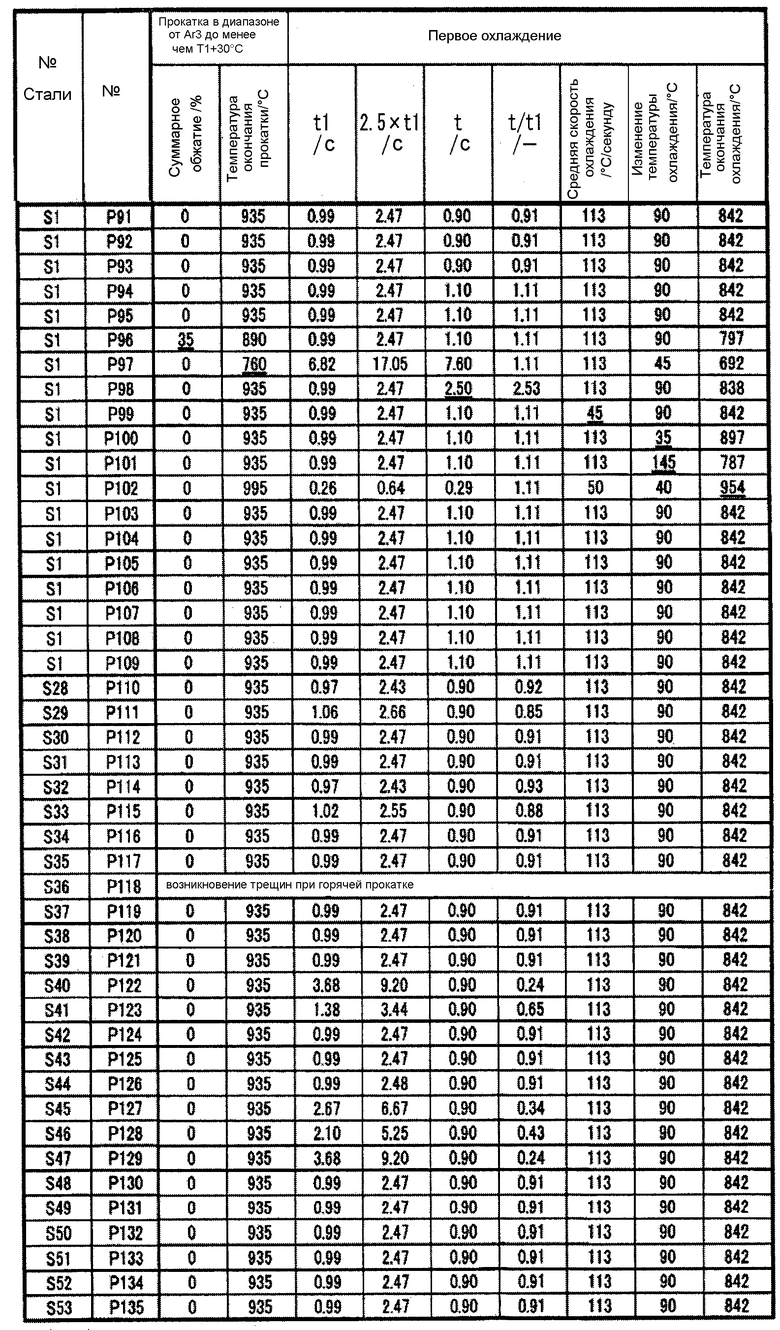
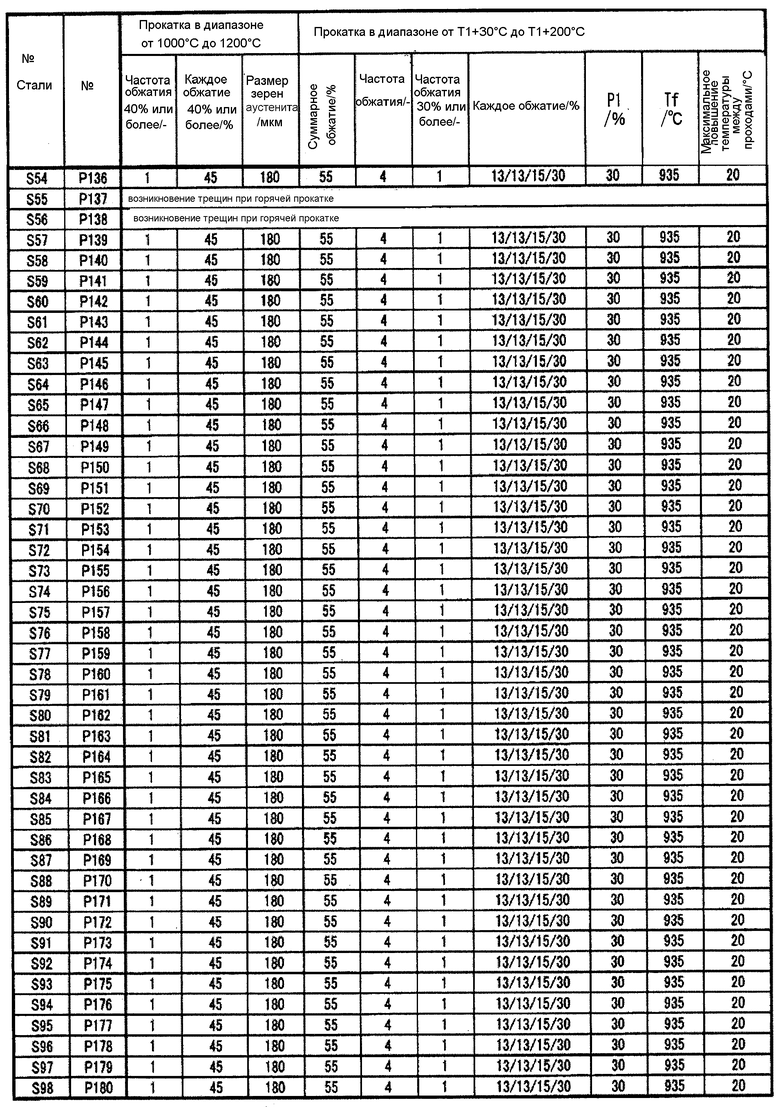
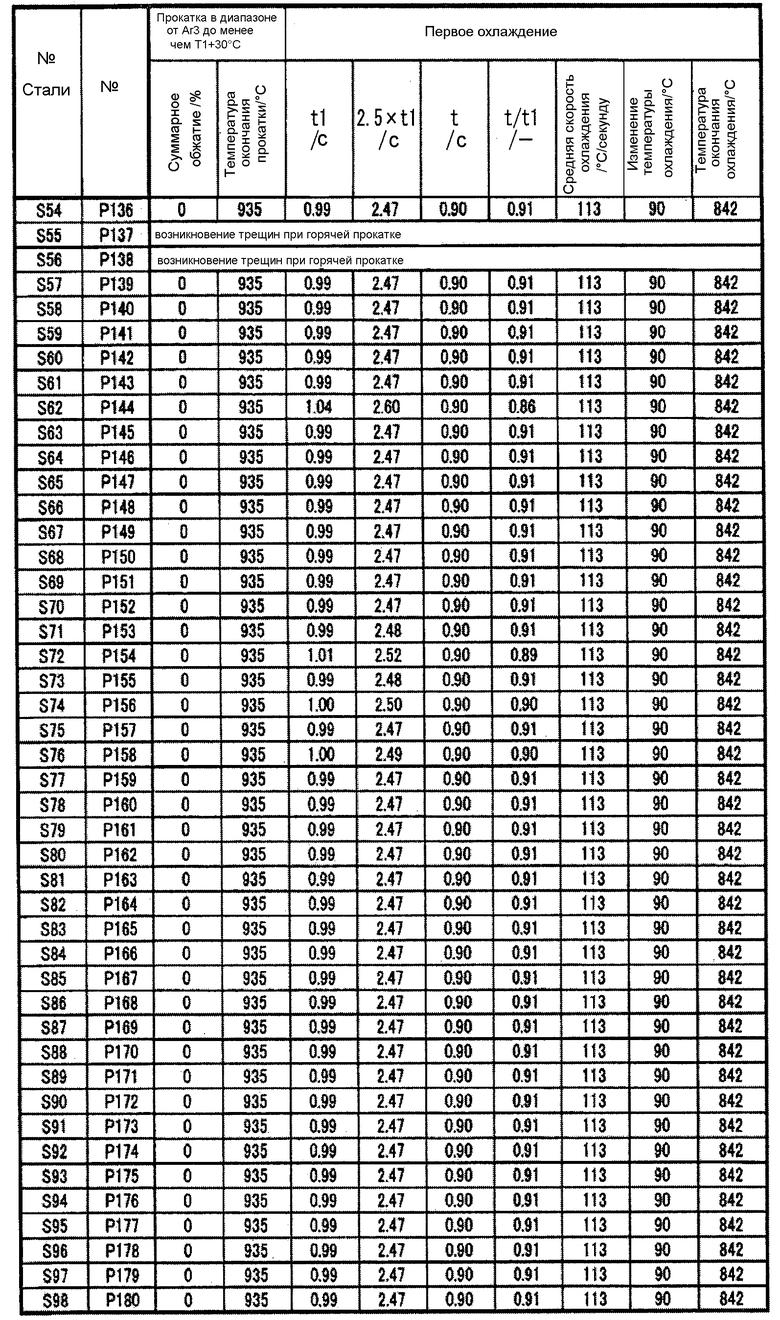
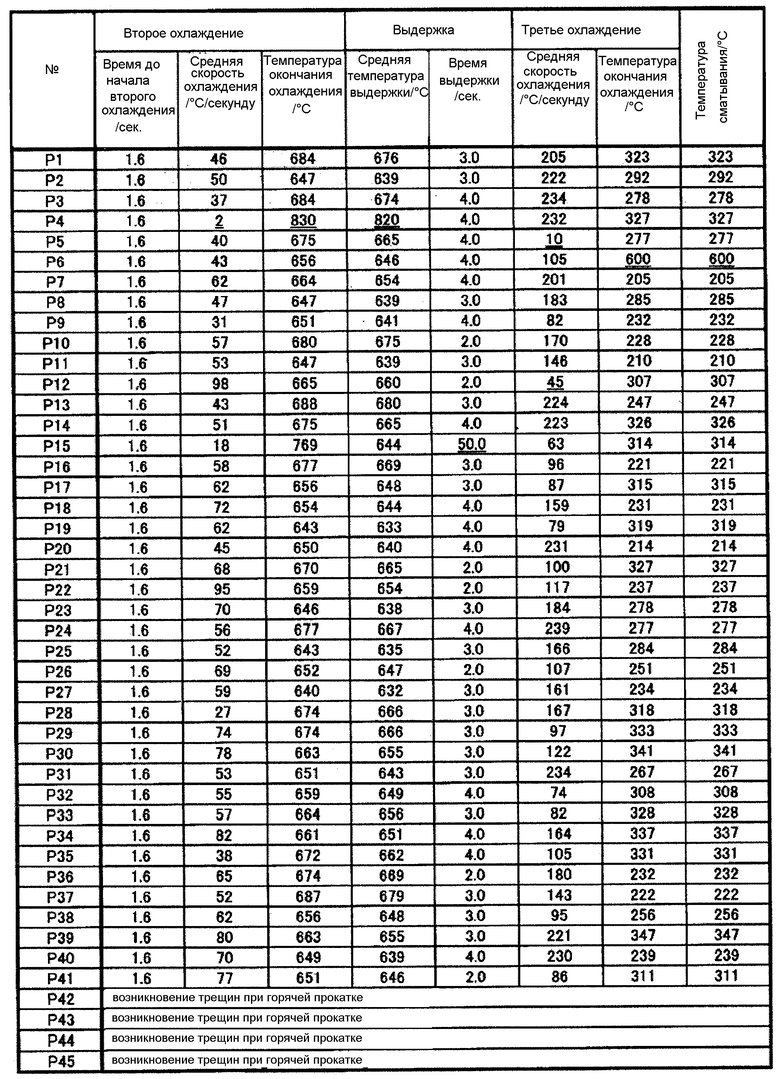
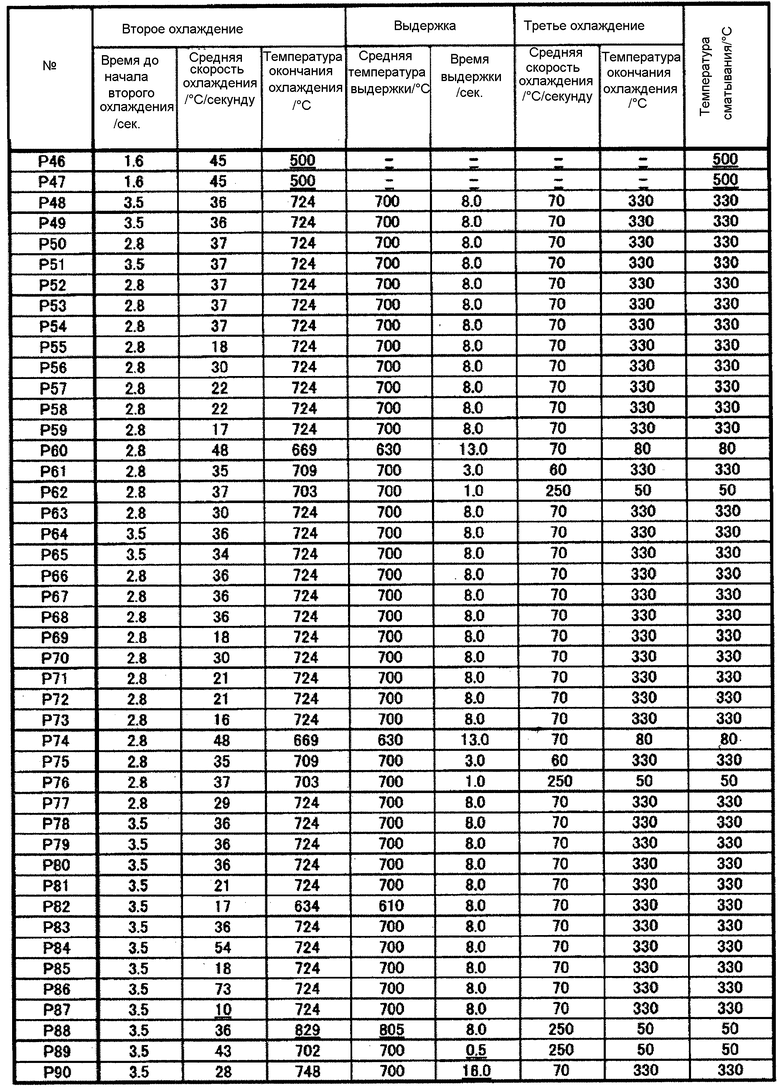
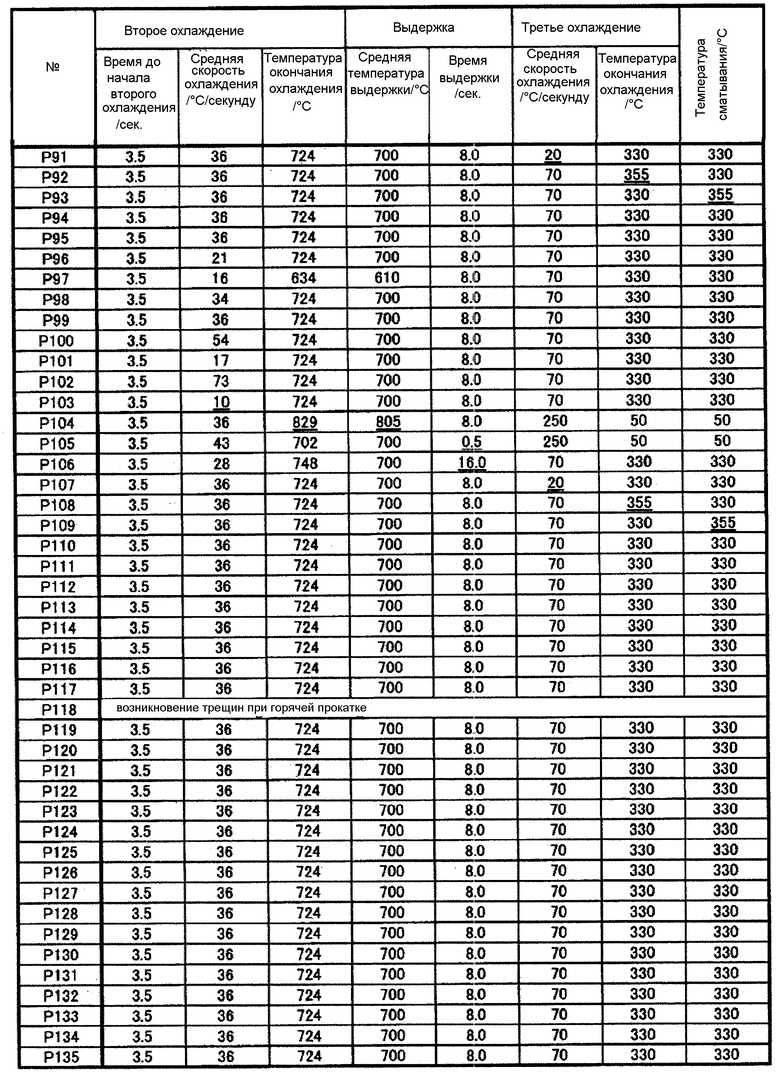
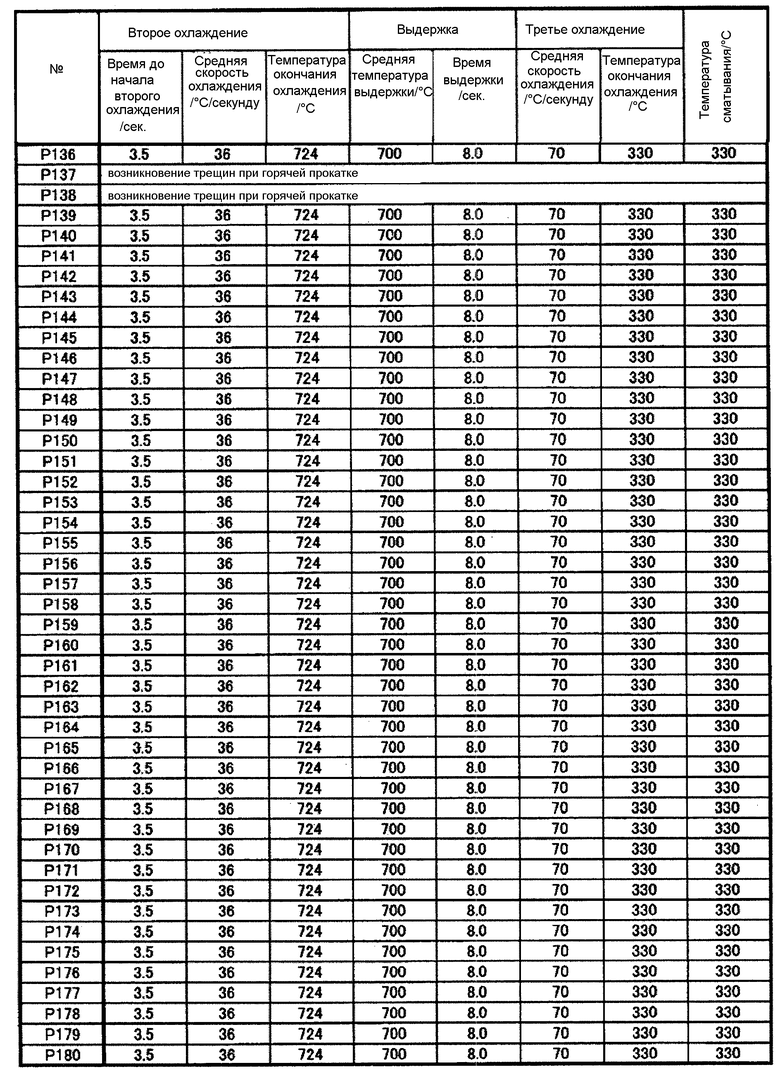
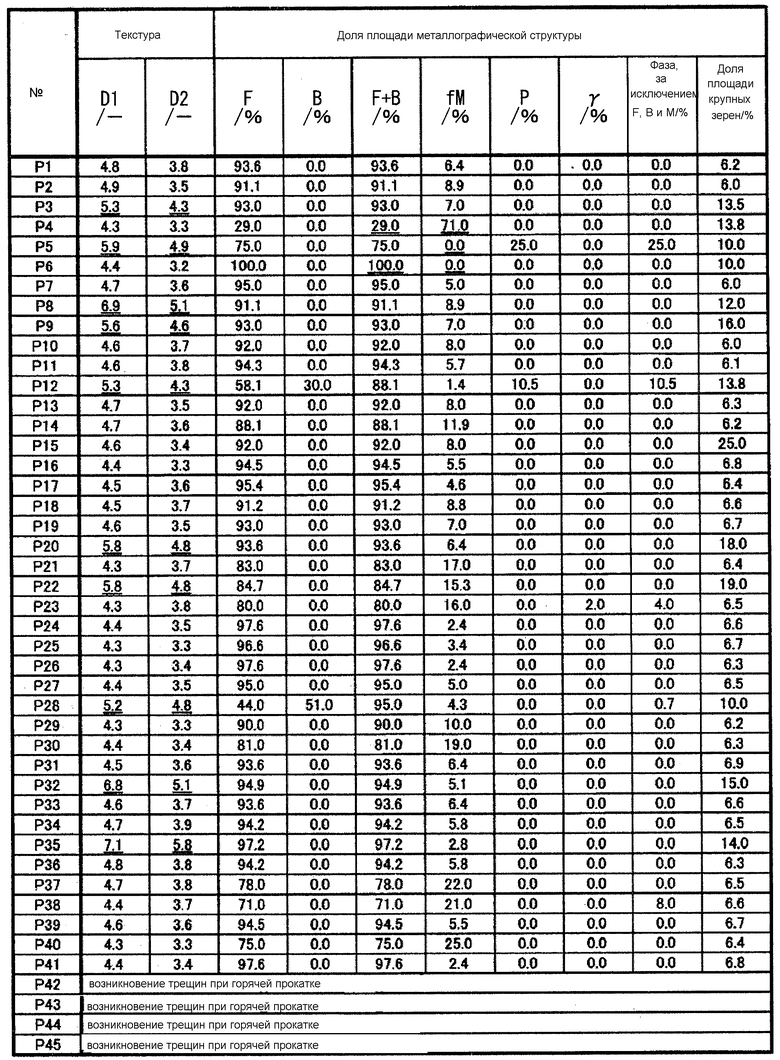
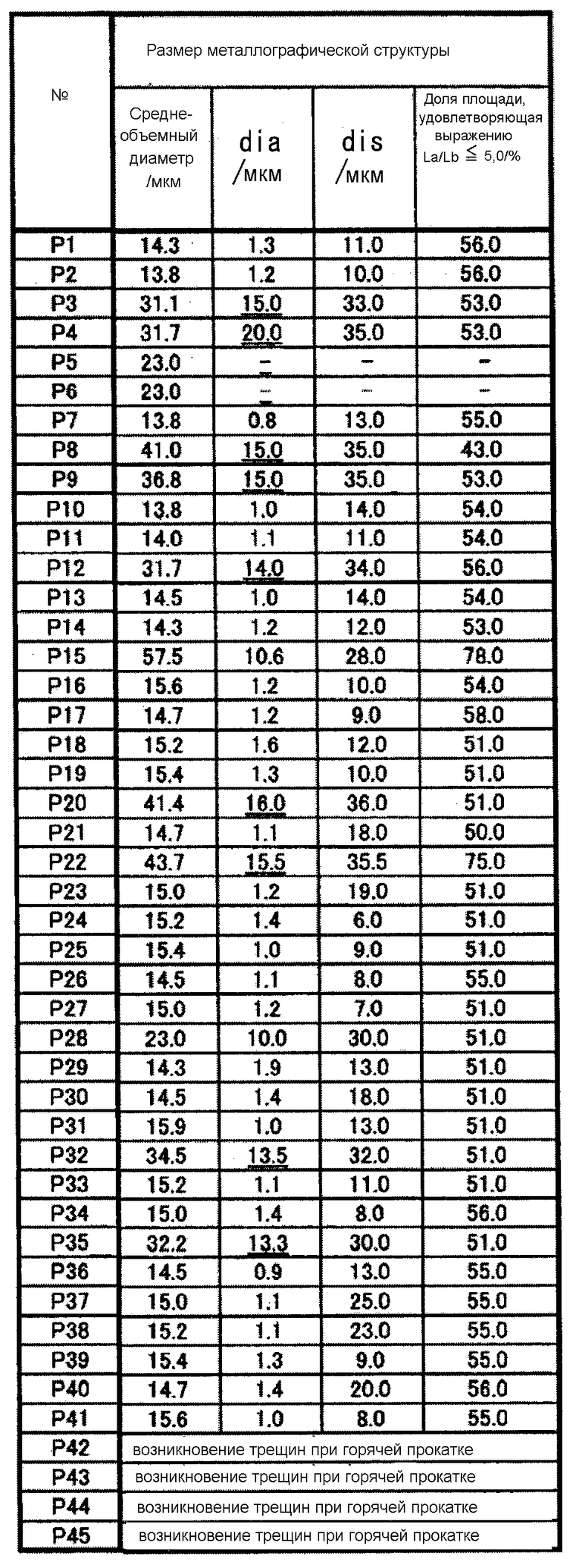
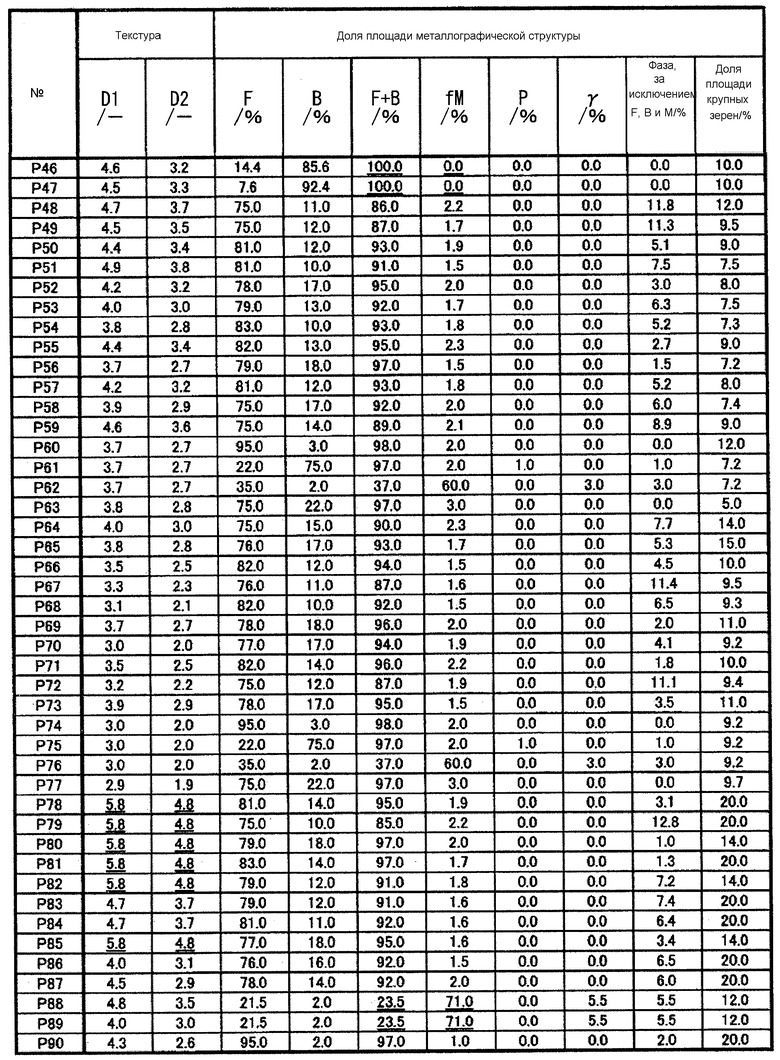
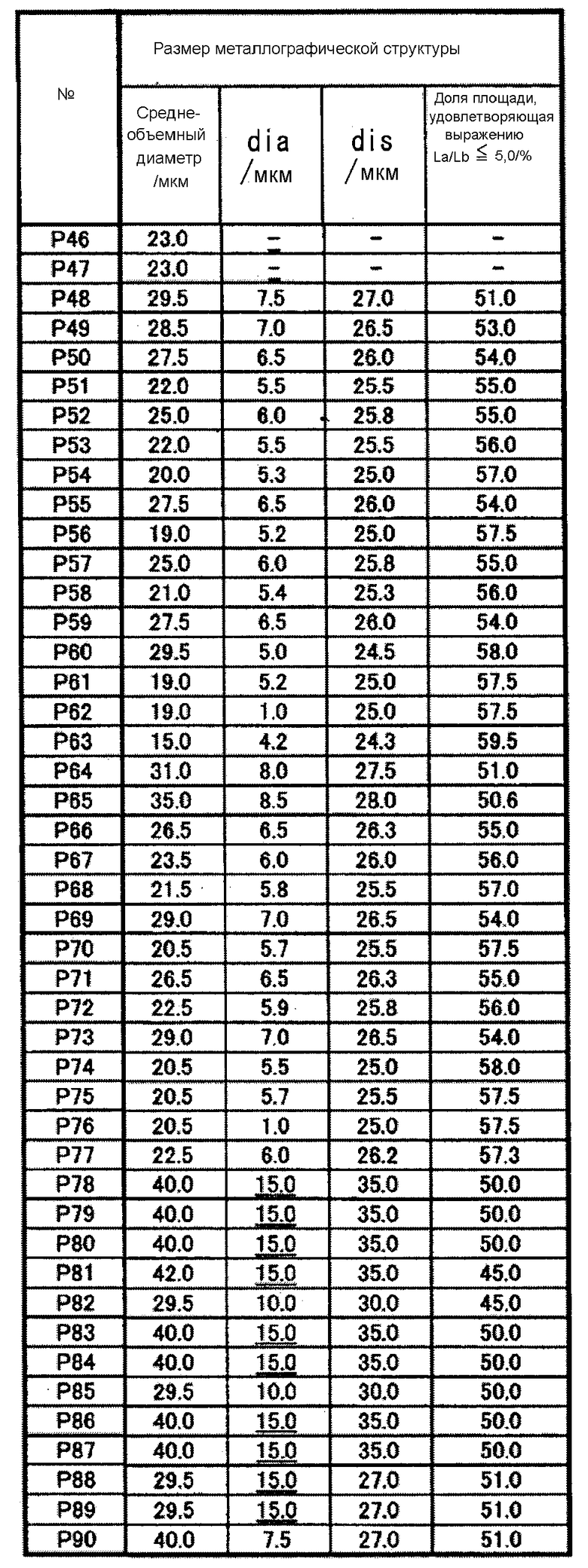
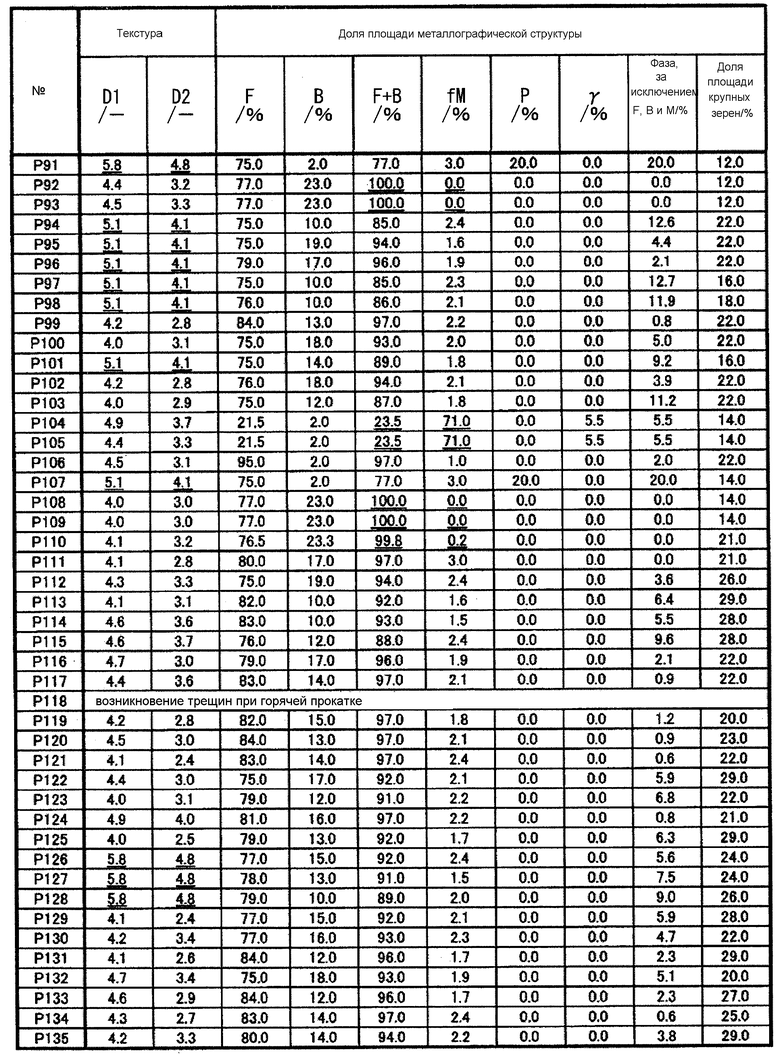
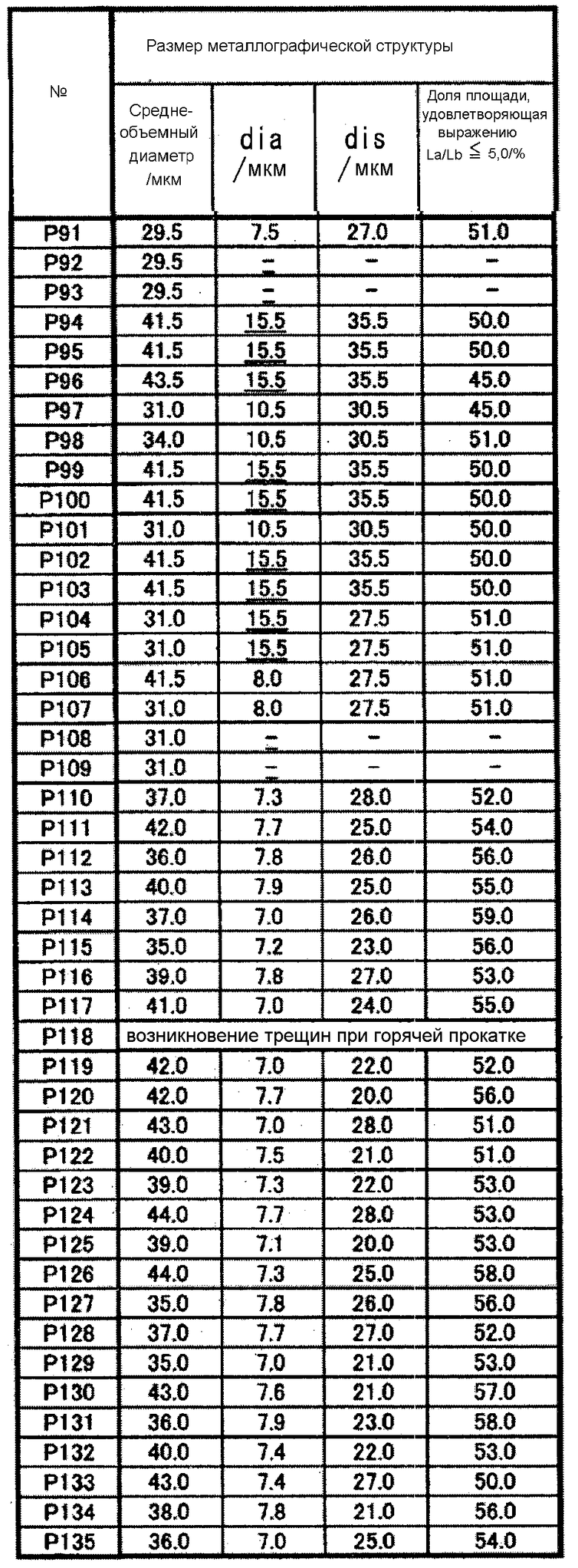
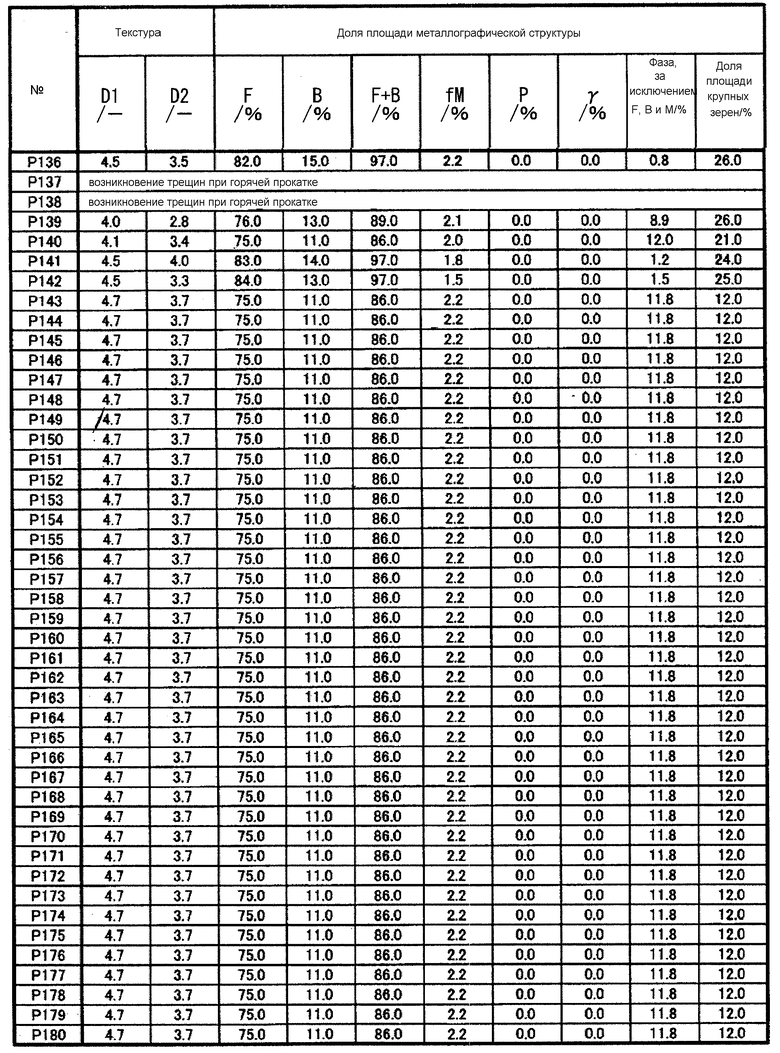
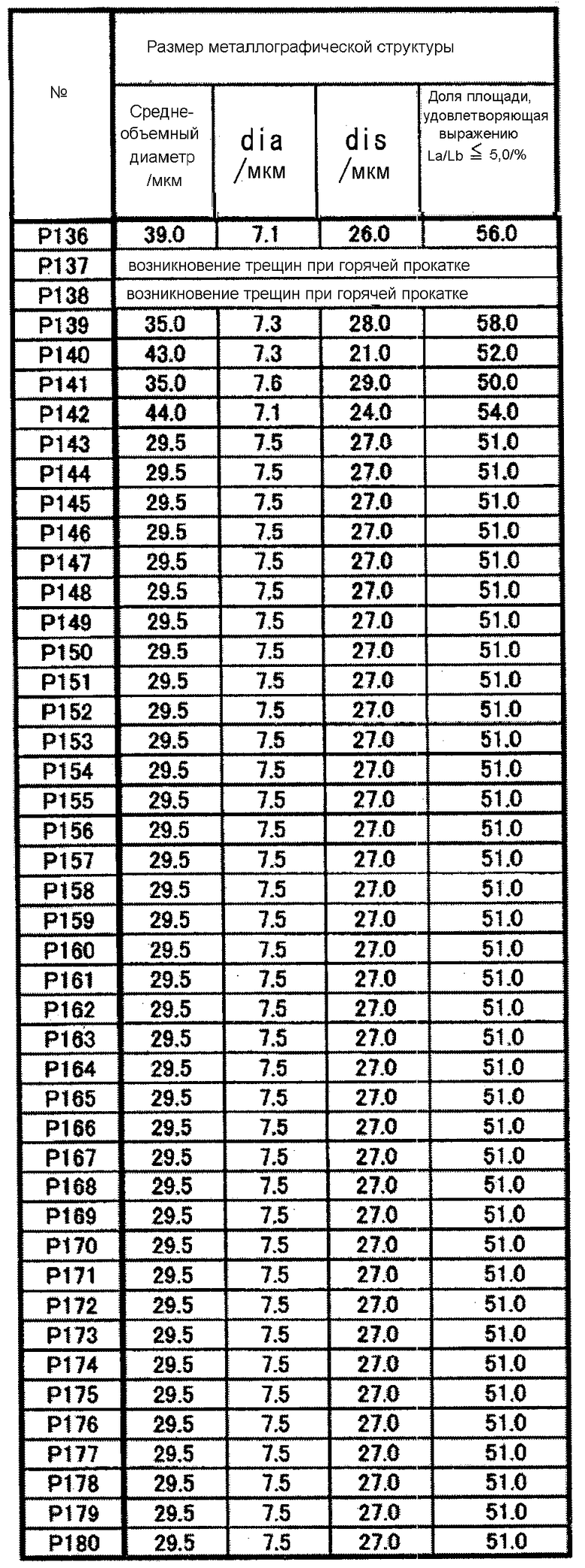
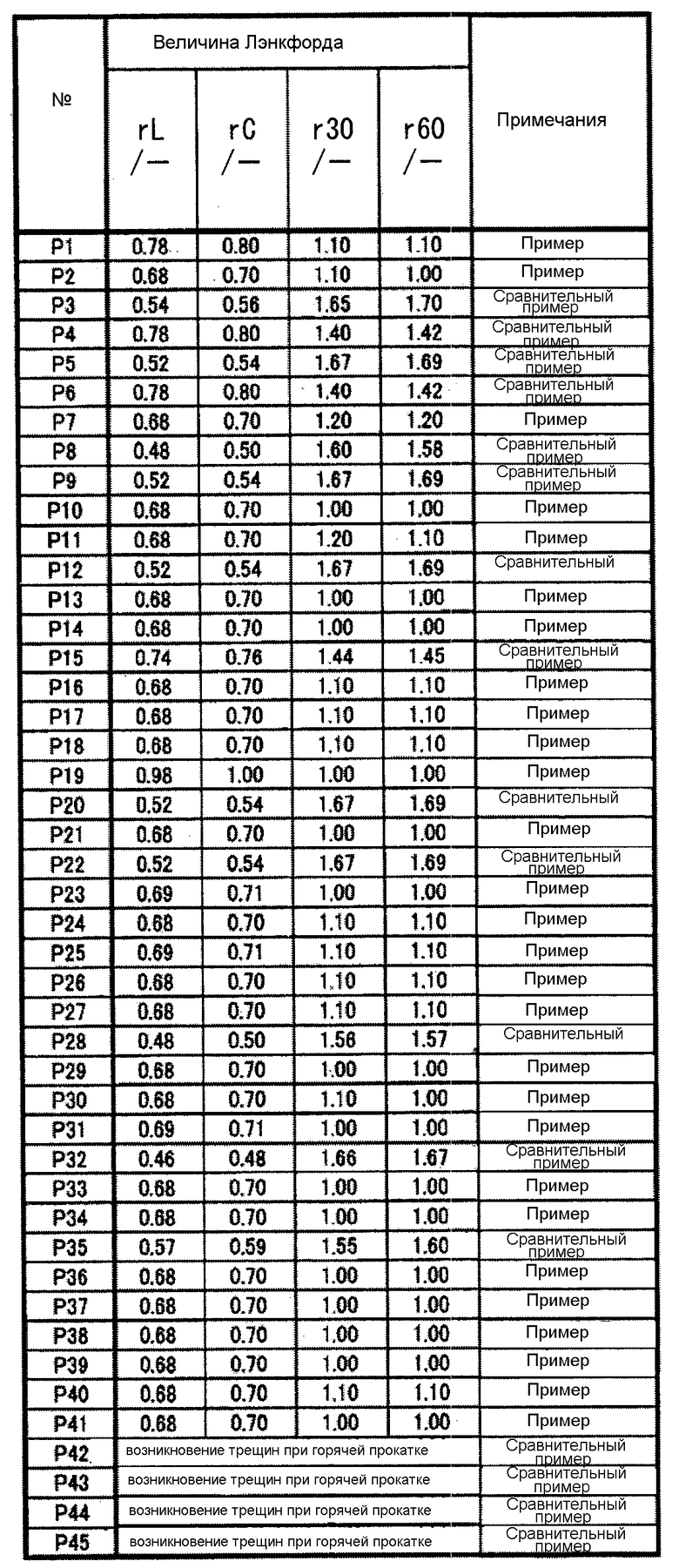
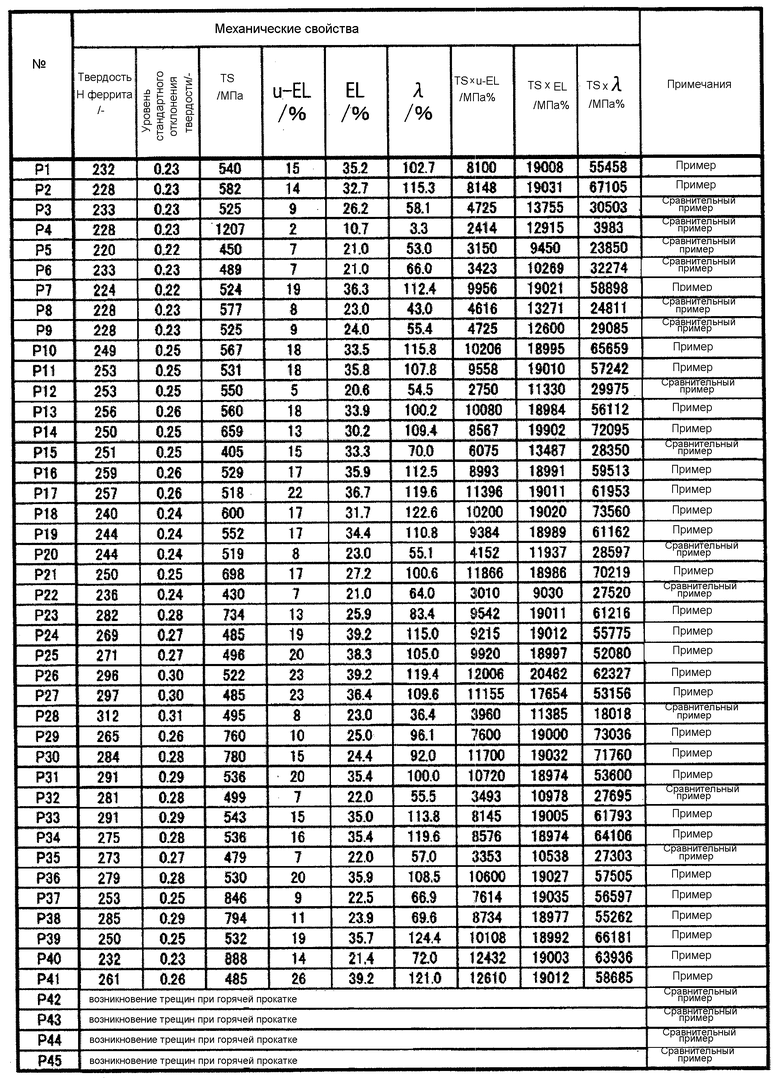
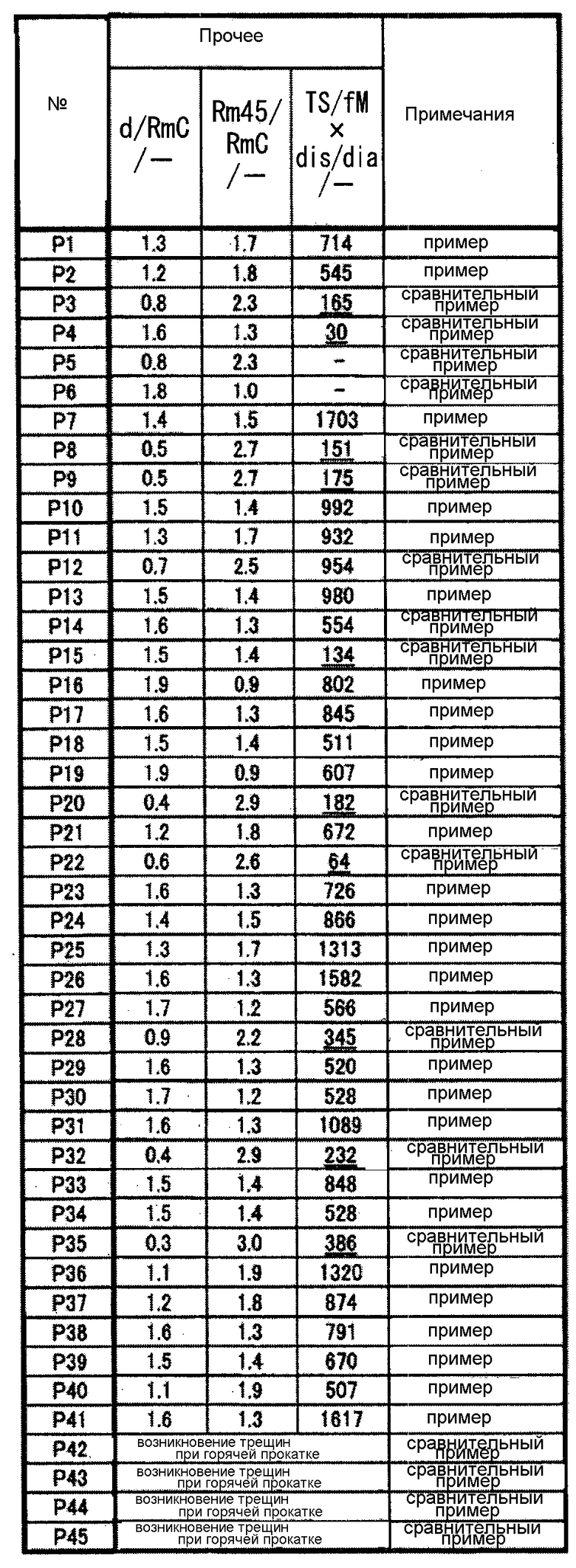
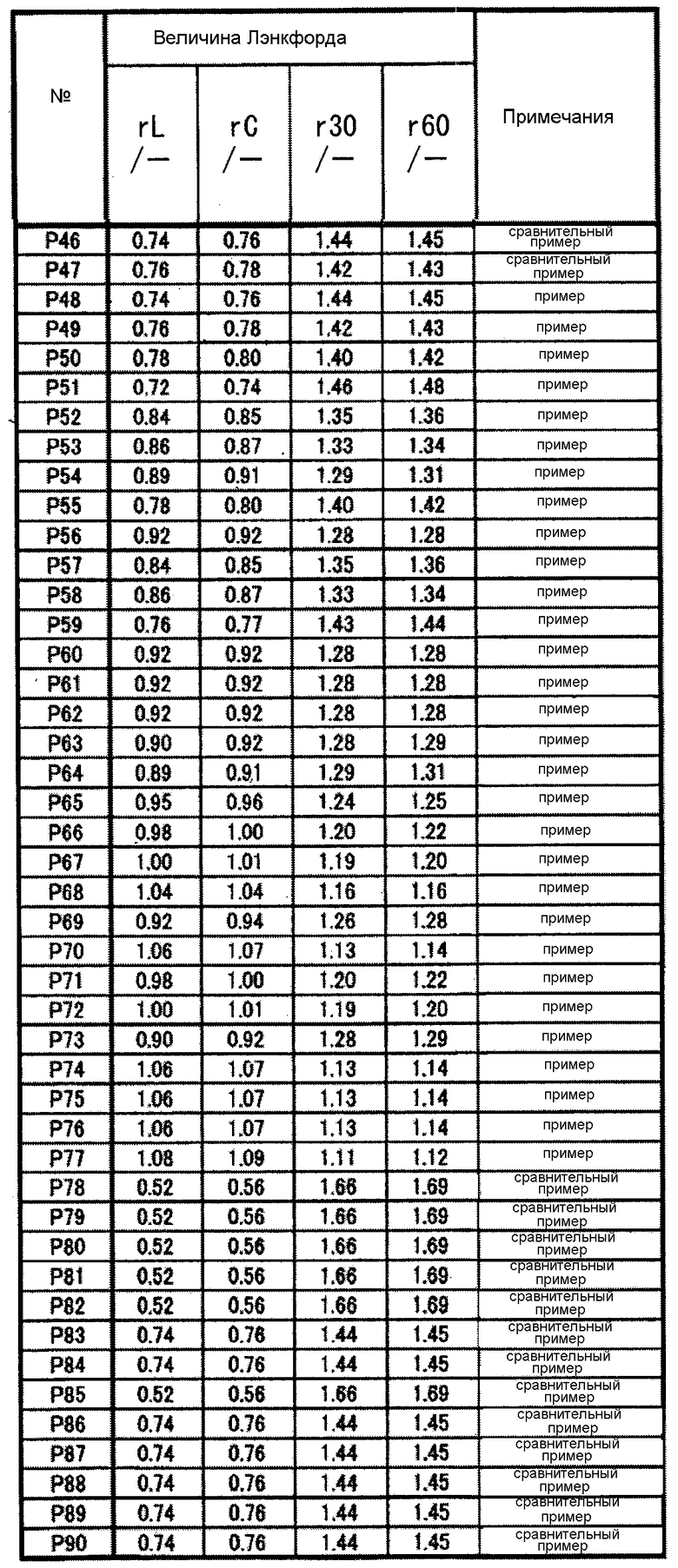
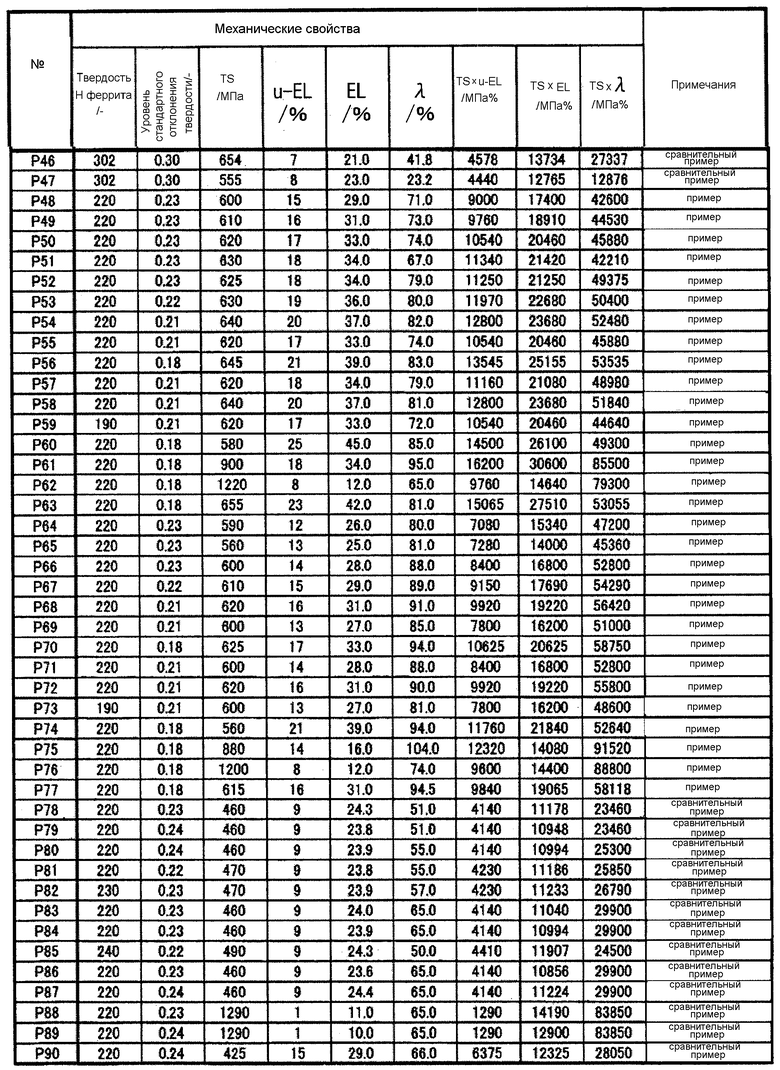
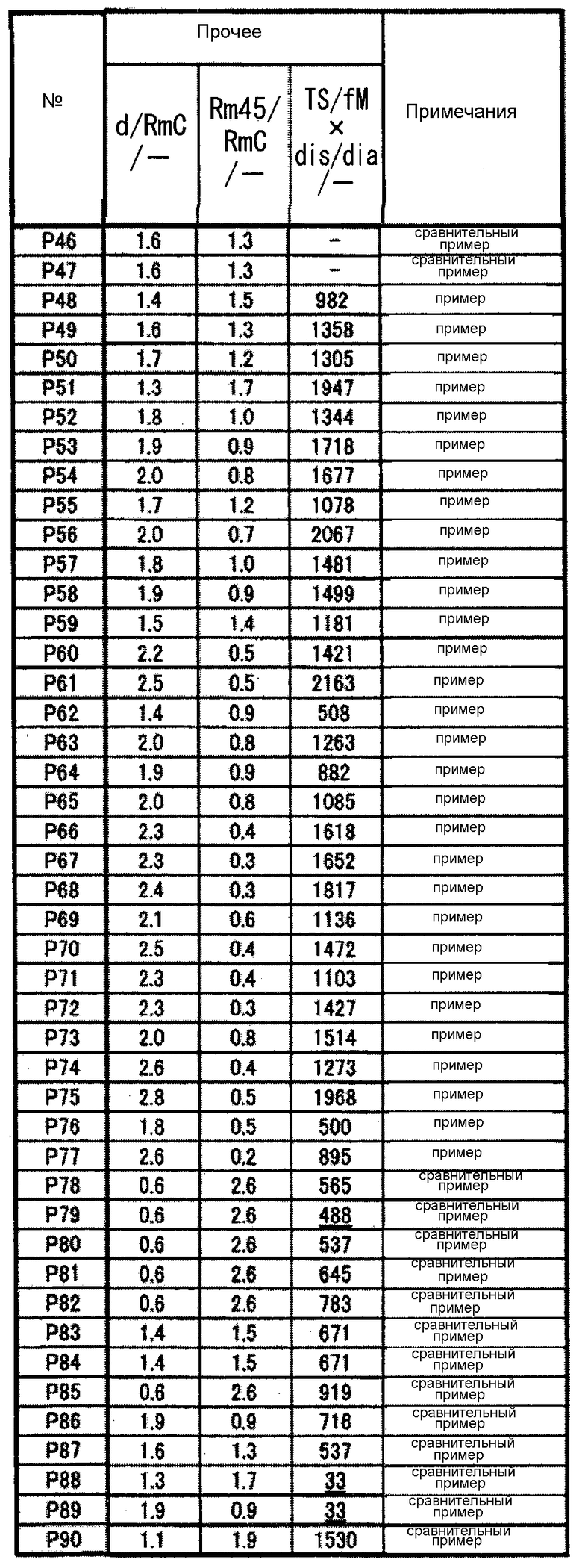
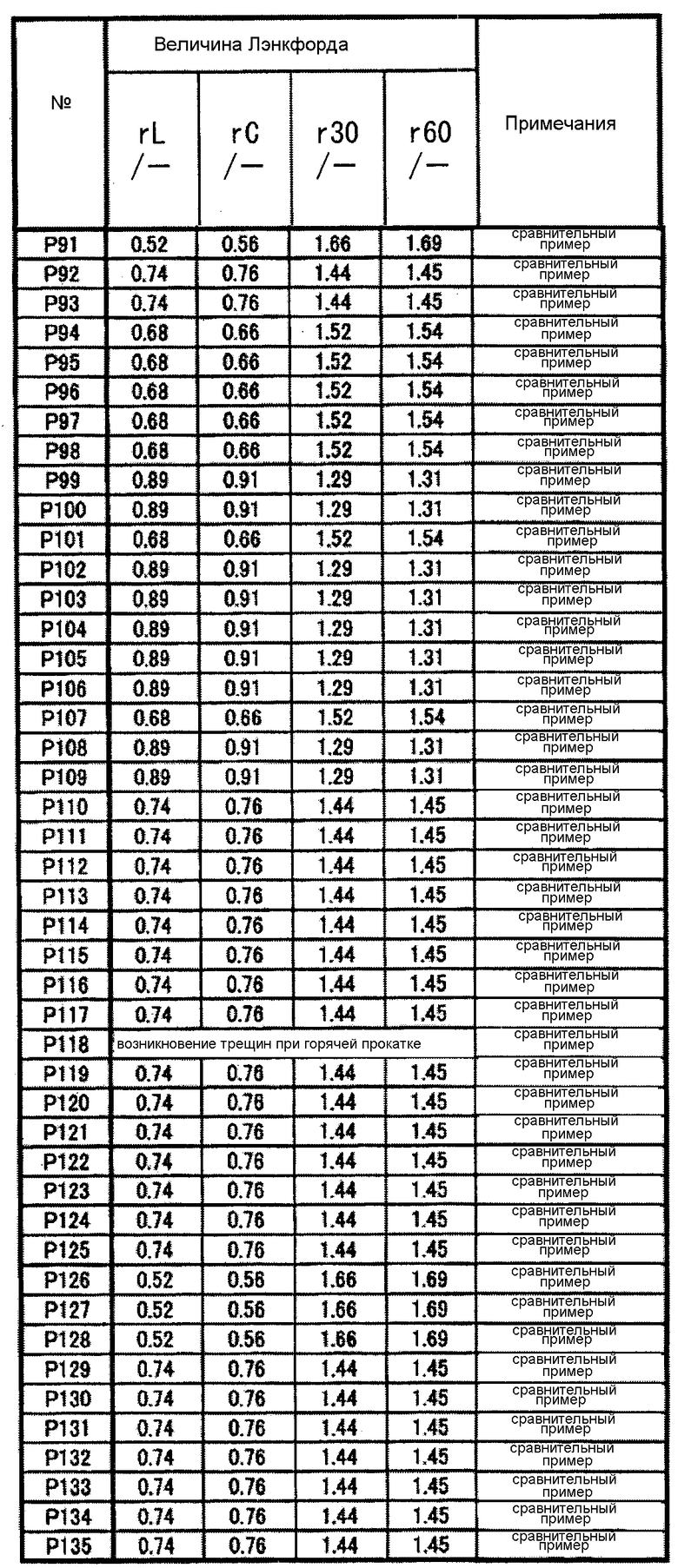
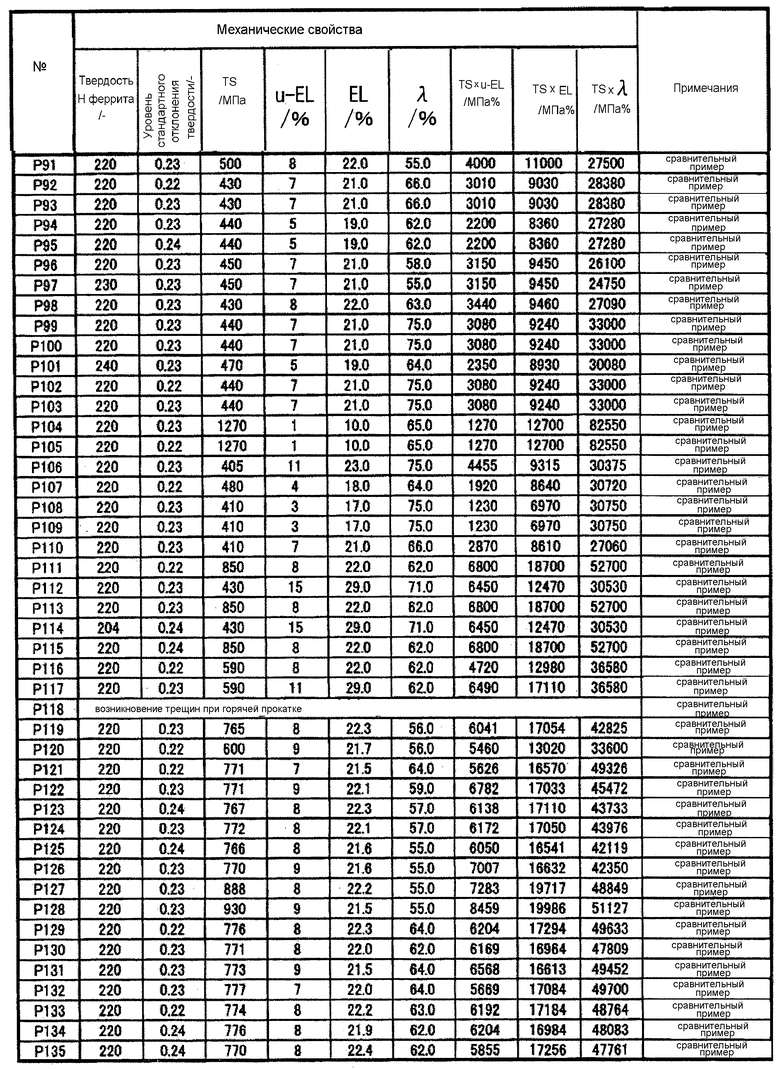
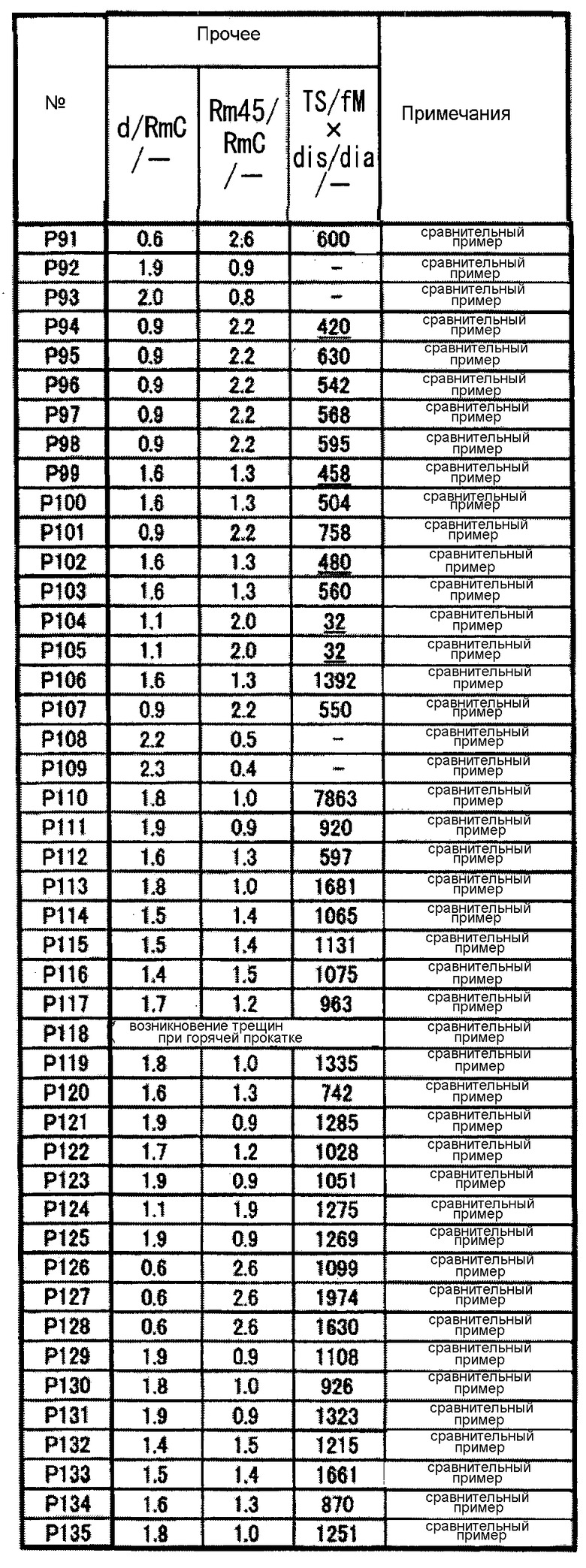
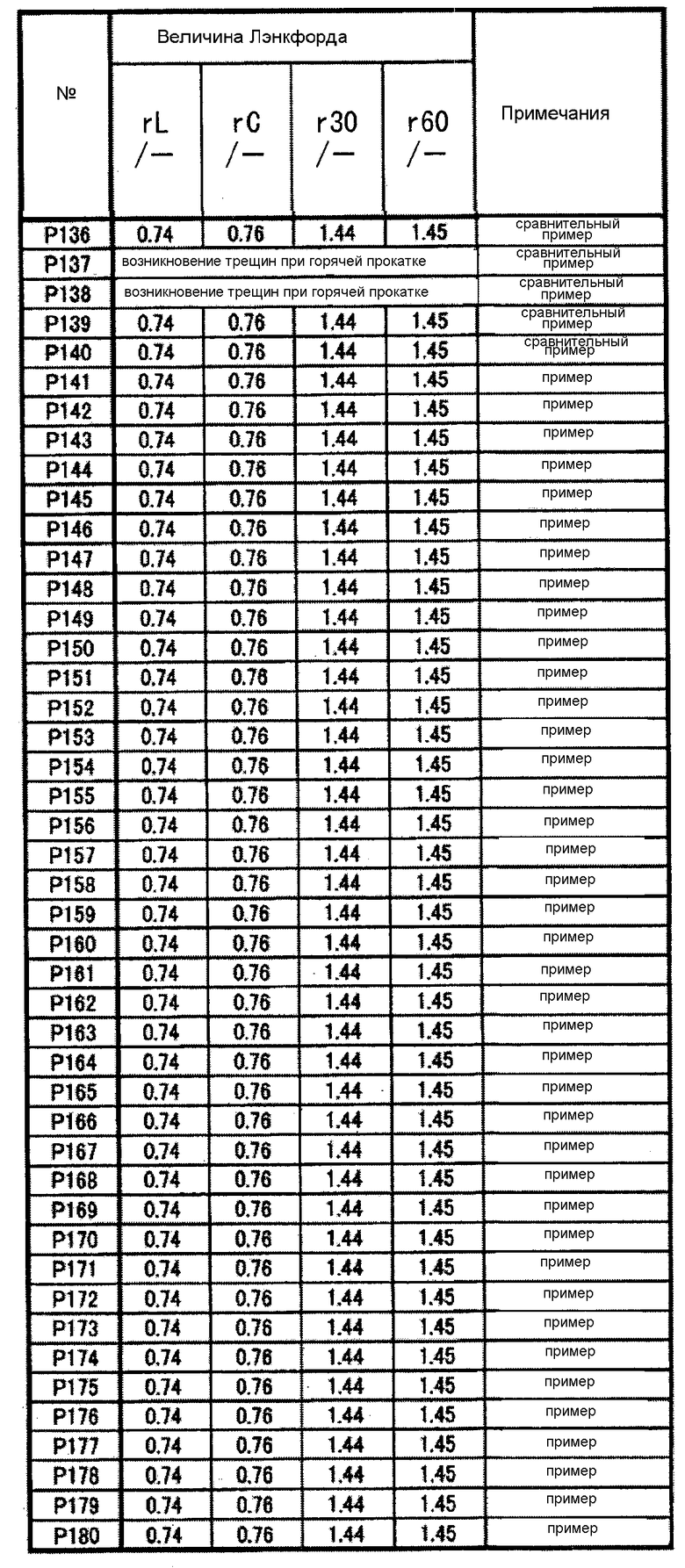
Промышленная применимость
[0148] Согласно вышеописанным аспектам настоящего изобретения может быть получен горячекатаный стальной лист, который одновременно реализует высокую прочность, превосходную равномерную деформируемость и превосходную локальную деформируемость. Соответственно, настоящее изобретение имеет существенную промышленную применимость.
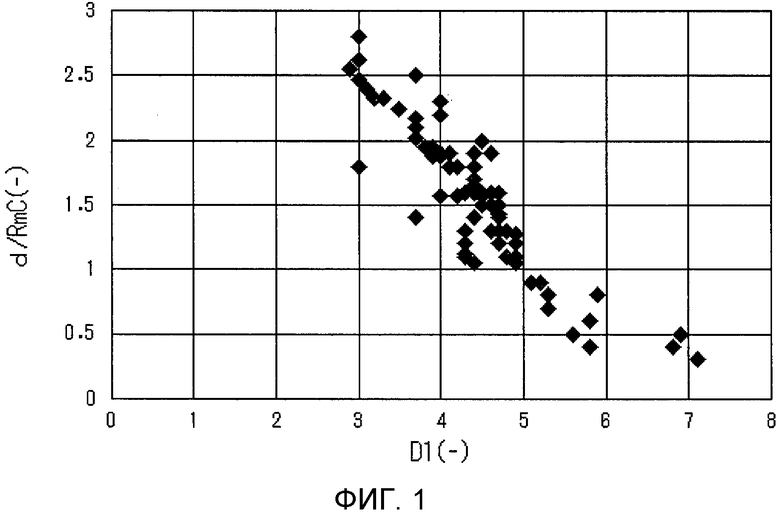
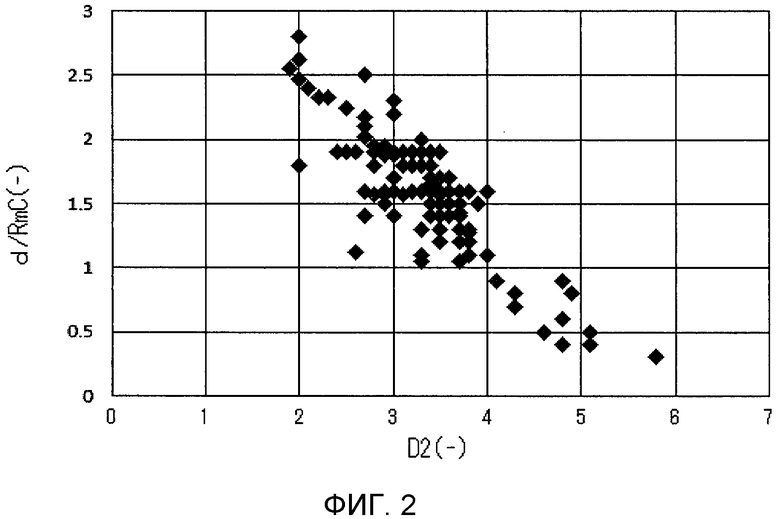
Изобретение относится к производству горячекатаных стальных листов. Горячекатаный лист выполнен из стали, содержащей, мас.%: С от 0,01 до 0,4, Si от 0,001 до 2,5, Mn от 0,001 до 4,0, Al от 0,001 до 2,0, Р до 0,15 или менее, S до 0,03 или менее, N до 0,01 или менее, O до 0,0% или менее, Fe и неизбежные примеси - остальное. Средняя полюсная плотность ориентационной группы от {100}<011> до {223}<110> равна среднему арифметическому полюсных плотностей каждой ориентации кристаллов {100}<011>, {116}<110>, {114}<110>, {112}<110> и {223}<110>, которое составляет от 1,0 до 5,0, а полюсная плотность ориентации кристалла {332}<113> составляет от 1,0 до 4,0 на центральном участке толщины от 5/8 до 3/8 поверхности стального листа. Металлографическая структура стального листа включает многочисленные зерна, в % по площади: от 30 до 99 феррита и бейнита и от 1% до 70% мартенсита, причем dia≤13 где dia - средний размер зерен мартенсита, мкм, TS/fM×dis/dia≥500, где TS - прочность на растяжение стального листа, МПа, fM - доля площади мартенсита, в % по площади, dis - среднее расстояние между зернами мартенсита, мкм. При производстве листа осуществляют горячую прокатку в несколько проходов с регламентированной степенью обжатия температурой и скоростью охлаждения. Технический результат заключается в получении горячего листа с высокой прочностью, равномерной деформируемостью, в частности локальной деформируемостью. 2 н. и 19 з.п. ф-лы, 2 ил., 22 табл.
1. Горячекатаный стальной лист, выполненный из стали, содержащей, мас.%:
при этом средняя полюсная плотность ориентационной группы кристаллов от {100}<011> до {223}<110>, которая равна среднему арифметическому полюсных плотностей каждой ориентации кристаллов {100}<011>, {116}<110>, {114}<110>, {112}<110> и {223}<110>, составляет от 1,0 до 5,0, а полюсная плотность ориентации кристалла {332}<113>составляет от 1,0 до 4,0 на центральном участке толщины, представляющем собой диапазон толщины листа от 5/8 до 3/8 от поверхности стального листа, при этом металлографическая структура стального листа включает многочисленные зерна, в % от площади: феррита и бейнита в сумме от 30 до 99 и мартенсита от 1 до 70, причем
dia≤13 мкм (выражение 1),
TS/fM×dis/dia≥500 (выражение 2),
где dia - средний размер зерен мартенсита, мкм,
TS - прочность на растяжение стального листа, МПа,
fM - доля площади мартенсита, % от площади,
dis - среднее расстояние между зернами мартенсита, мкм.
2. Горячекатаный стальной лист по п. 1, который дополнительно содержит в составе стали по меньшей мере один элемент, выбранный из группы, мас.%:
3. Горячекатаный стальной лист по п.1 или 2, в котором среднеобъемный диаметр зерен составляет от 5 мкм до 30 мкм.
4. Горячекатаный стальной лист по п.1 или 2, в котором средняя полюсная плотность ориентационной группы кристаллов от {100}<011> до {223}<110> составляет от 1,0 до 4,0, а полюсная плотность ориентации кристаллов {332}<113> составляет от 1,0 до 3,0.
5. Горячекатаный стальной лист по п.1 или 2, в котором доля площади мартенсита составляет от 50% до 100% по сравнению с долей площади fM и удовлетворяет выражению 3:
La/Lb≤5,0 (выражение 3),
где La - большая ось зерна мартенсита,
Lb - малая ось зерна мартенсита.
6. Горячекатаный стальной лист по п.1 или 2, в котором металлографическая структура стального листа включает, в % от площади, феррит от 30 до 99.
7. Горячекатаный стальной лист по п.1 или 2, в котором металлографическая структура стального листа включает, в % от площади, бейнит от 5 до 80.
8. Горячекатаный стальной лист по п.1 или 2, в котором металлографическая структура стального листа включает зерна мартенсита, которые включают зерна отпущенного мартенсита.
9. Горячекатаный стальной лист по п.1 или 2, в котором доля площади крупных зерен в металлографической структуре стального листа, имеющих размер зерен более 35 мкм, составляет от 0% до 10% зерен.
10. Горячекатаный стальной лист по п.1 или 2, в котором твердость Н феррита удовлетворяет выражению 4:
Н<200+30×[Si]+21×[Mn]+270×[Р]+78×[Nb]1/2+108×[Ti]1/2 (выражение 4),
где Н - твердость феррита,
[Si], [Mn], [Р], [Nb], [Ti] - содержание Si, Mn, P, Nb, Ti, соответственно, мас.%.
11. Горячекатаный стальной лист по п.1 или 2, в котором феррит или бейнит составляет основную фазу металлографической структуры стального листа, при этом при измерении твердости феррита или бейнита в 100 точках или более результат деления стандартного отклонения твердости на среднюю твердость составляет 0,2 или менее.
12. Способ получения горячекатаного стального листа, включающий первую горячую прокатку, вторую горячую прокатку, первое охлаждение, второе охлаждение, выдержку, третье охлаждение и смотку в рулон, при этом упомянутую первую горячую прокатку проводят в диапазоне температур от 1000°C до 1200°C по меньшей мере за один проход, при котором степень обжатия составляет 40% или более, для обеспечения среднего размера зерен аустенита в стали 200 мкм или менее, при этом лист выполнен из стали, содержащей, мас.%:
упомянутая вторая горячая прокатка включает проход с высоким обжатием в диапазоне температур от Т1+30°C до Т1+200°C, при этом температура Т1, в °С, удовлетворяет выражению 5:
Т1=850+10×([С]+[N])×[Mn] (выражение 5),
где [С], [N] и [Mn] - содержание С, N и Mn, соответственно, мас.%,
а температура конца прокатки - температура ферритного превращения Ar3, в °C, рассчитанная по выражению 6, или выше:
Ar3=879,4-516,1×[С]-65,7×[Mn]+38,0×[Si]+274,7×[Р] (выражение 6),
где [С], [Mn], [Si] и [Р] - содержание С, Mn, Si и Р, соответственно, мас.%,
причем степень обжатия при упомянутом проходе с высоким обжатием составляет 30% или более, при этом суммарное обжатие в диапазоне температур от Т1+30°C до Т1+200°C составляет 50% или более, а суммарное обжатие в интервале температур от Ar3 до уровня ниже Т1+30°C ограничено до 30% или менее, упомянутое первое охлаждение проводят при таких условиях, что время ожидания t, с, от окончания конечного прохода с высоким обжатием до начала первого охлаждения удовлетворяет выражению 7:
t≤2,5×t1 (выражение 7),
где t1 удовлетворяет выражению 8:
t1=0,00l×((Tf-T1)×Pl/100)2-0,109×((Tf-T1)×Pl/100)+3,1 (выражение 8),
где Tf - температура стали в конце конечного прохода, °C,
Р1 - степень обжатия при конечном проходе, %,
со средней скоростью охлаждения 50°C/с или быстрее, при этом изменение температуры при охлаждении, которая представляет собой разницу между температурой стали в начале охлаждения и температурой стали в конце охлаждения, составляет от 40°C до 140°C, при этом температура в конце охлаждения составляет Т1+100°C или менее, упомянутое второе охлаждение проводят в диапазоне температур от 600°C до 800°C со средней скоростью охлаждения от 15°C/с до 300°C/с после окончания второй горячей прокатки, упомянутую выдержку проводят в диапазоне температур от 600°C до 800°C в течение от 1 с до 15 с, упомянутое третье охлаждение проводят до температурного диапазона от комнатной температуры до 350°C со средней скоростью охлаждения от 50°C/с до 300°C/с после окончания выдержки, упомянутую смотку в рулон проводят в диапазоне температур от комнатной до 350°C.
13. Способ по п. 12, в котором стальной лист дополнительно содержит в составе стали по меньшей мере один элемент, выбранный из группы, состоящей из, мас.%:
при этом
Т1=850+10×([С]+[N])×[Mn]+350×[Nb]+250×[Ti]+40×[В]+10×[Cr]+100×
× [Mo]+100×[V] (выражение 9),
где [С], [N], [Mn], [Nb], [Ti], [В], [Cr], [Мо] и [V] - содержание С, N, Mn, Nb, Ti, В, Cr, Мо и V, соответственно, мас.%.
14. Способ по п. 12 или 13, в котором время ожидания t, с, удовлетворяет выражению 10:
0≤t<t1 (выражение 10)
15. Способ по п. 12 или 13, в котором время ожидания t, с, удовлетворяет выражению 11:
t1≤t≤t1×2,5 (выражение 11).
16. Способ по п. 12 или 13, в котором первую горячую прокатку проводят по меньшей мере в две стадии, степень обжатия которых составляет 40% или более, а средний размер зерен аустенита составляет до 100 мкм или менее.
17. Способ по п. 12 или 13, в котором второе охлаждение начинают в течение 3 с после окончания второй горячей прокатки.
18. Способ по п. 12 или 13, в котором при проведении второй горячей прокатки температуру стали между проходами повышают на 18°C или менее.
19. Способ по п. 12 или 13, в котором при проведении второй горячей прокатки конечный проход проводят в диапазоне температур от Т1+30°C до Т1+200°C и он является проходом с высоким обжатием.
20. Способ по п. 12 или 13, в котором выдержку проводят в диапазоне температур от 600°C до 680°C в течение от 3 с до 15 с.
21. Способ по п. 12 или 13, в котором первое охлаждение проводят в промежутке между клетями прокатного стана.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2294386C2 |
| JP 2009263718 A, 12.11.2009 | |||
| JP 2007291514 A, 08.11.2007 | |||
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ И НИЗКИМ УДЕЛЬНЫМ ВЕСОМ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2003 |
|
RU2323983C2 |

