Изобретение относится к обработке металлов давлением, а именно к способам и устройствам для изготовления втулок, и может быть использовано при изготовлении крупногабаритных деталей с поднутрениями, например таких, как каток гусеничного трактора.
Известен СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВТУЛОК С ГРАДИЕНТНО-УПРОЧНЕННОЙ СТРУКТУРОЙ, RU №2010153917, А B21H 1/06, опубл. 10.07.2012, заключающийся в получении заготовки и последующей обработке ее внутренней поверхности с фиксацией торцов заготовки, отличающийся тем, что обработку внутренней поверхности заготовки осуществляют обкатыванием одним или более заглаживающими роликами и деформирующими роликами, имеющими участок большего диаметра, совершающими при этом возвратно-поступательные перемещения в направлении оси отверстия заготовки, при этом наружную боковую поверхность заготовки фиксируют контейнером. Недостатки: известный способ позволяет изготовить только детали типа стакан.
Известен способ изготовления катков гусеничных тракторов, заключающийся в поэлементной штамповке на молотах или прессах каждой из двух половин катка, их предварительной механической обработке и стыковой сварке трением (действующий технологический процесс на Челябинском тракторном заводе). Недостатком известного способа является большая трудоемкость технологического процесса и высокая стоимость получаемых катков. Кроме того, каток, сваренный из двух половин, обладает низкой прочностью по сравнению с цельнокатаным.
Известен СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ШТАМПОВАННЫХ ЗАГОТОВОК ТИПА СТАКАНОВ И ЧАШ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННОГО СКАНДИЕМ И ЦИРКОНИЕМ, RU 2514531, C2 B21K 21/08, опубл. 10.01.2014, заключающийся в том, что нагретую литую цилиндрическую заготовку устанавливают в матрицу и деформируют пуансоном в два этапа. На одном этапе осуществляют осадку заготовки. На следующем этапе формируют стенки изделия с заданным профилем и дно. Оба этапа осуществляют за одну операцию локальным приложением нагрузки. Внешнюю поверхность дна изделия формируют пуансоном, расположенным под углом 5° к вертикальной оси матрицы. Пуансон вращают со скоростью 200 об/мин. Стенку и внутреннюю поверхность дна формируют посредством матрицы с выталкивателем при их вращении со скоростью, равной скорости вращения пуансона. Матрицу перемещают навстречу пуансону со скоростью, которая изменяется от 15 до 1 мм/сек. Недостаток: возможно оформление только цилиндрических поверхностей без поднутрения деталей типа «стакан», следовательно, для получения поковок с поднутрением типа «тракторный каток» необходимо сварное соединение деталей, а каток, сваренный из двух половин, обладает низкой прочностью по сравнению с цельнокатаным.
Наиболее близким к заявляемому способу является СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ФЛАНЦАМИ, RU №2392078, C1 B21D 19/00, опубл. 20.06.2010, в котором прямым выдавливанием в разъемной матрице последовательно одной и другой половин заготовки получают трубный полуфабрикат с утолщенными концами, объем металла которых требуется для последующего формообразования фланцев изготавливаемой трубы. На наружной поверхности трубного полуфабриката выполняют две кольцевые канавки, прилегающие к утолщенным концевым участкам трубного полуфабриката, и выполняют ротационную вытяжку цилиндрической части трубного полуфабриката за несколько формообразующих переходов с промежуточной химико-термической обработкой. После этого в разъемной матрице производят прямое выдавливание последовательно одного и другого утолщенных концов трубного полуфабриката до образования фланцев на концах трубы и производят механическую обработку фланцев. Недостаток: известный способ не выполняет поднутрения, не исключается механический способ обработки, между формообразующими переходами выполняется промежуточная химико-термическая обработка.
Наиболее близким к заявляемому устройству является техническое решение по а.с. №1676720 A1 B21D 37/12, B21H 1/06, опубл. 15.09.1991 г., по которому устройство для штамповки обкатыванием содержит установленную с возможностью вращения матрицу, наклонный пуансон и боковой ролик. Однако с помощью известного бокового ролика возможно оформление только цилиндрических поверхностей без поднутрения деталей типа «стакан», следовательно, для получения поковок с поднутрением типа «тракторный каток» необходимо сварное соединение деталей, а каток, сваренный из двух половин, обладает низкой прочностью по сравнению с цельнокатаным.
Техническая задача изобретения - упрощение технологии получения поковок типа «тракторный каток», а также повышение прочности катков за счет устранения сварного шва при получении цельнокатаной поковки с поднутрением.
Для решения поставленной задачи предлагается способ обработки, по которому исходную трубную кольцевую заготовку предварительно профилируют методом, например, электровысадки с образованием утолщенных концов трубной заготовки, т.е. с утонченной центральной частью, а локальную деформацию осуществляют в два перехода с получением профиля одной половины катка на первом переходе и после переворота заготовки на 180° - получением профиля второй половины катка на втором переходе с базированием заготовки по утонченной части на обоих переходах.
Для решения поставленной задачи предлагается устройство для осуществления способа штамповки обкатыванием поковок с поднутрением типа «тракторный каток», содержащее приводной боковой ролик, рабочий профиль которого зеркально повторяет профиль половины катка. Приводная матрица в данном устройстве отсутствует. Устройство содержит боковой ролик, выталкиватель с возможностью вращения, поддерживающий заготовку, пуансон, закрепленный наклонно к оси заготовки под углом гамма, помещенный в отверстие заготовки, установленный с возможностью вращения; шестерню привода вращения для поджатая заготовки; боковой ролик выполнен с ответным профилем половины будущей детали катка и установлен в осевых подшипниках, не позволяющих ему сместиться по действием силы Р, снизу расположена шестерня привода вращения, находящаяся на одном валу с роликом.
Технический результат заявляемого способа - повышение прочности изделия за счет получения цельнокатаной поковки с поднутрением типа «тракторный каток».
Технический результат достигается способом штамповки обкатыванием поковок с поднутрением типа «тракторный каток», заключающимся в локализованной деформации кольцевой заготовки, отличающимся тем, что кольцевую заготовку предварительно профилируют методом электровысадки утолщенных концов кольцевой заготовки с утонченной центральной частью, а локальную деформацию осуществляют в два перехода с получением профиля одной половины катка на первом переходе и после переворота заготовки на 180° - получением профиля второй половины катка на втором переходе с базированием заготовки по утонченной части на обоих переходах.
Для реализации этого способа применяется устройство для штамповки обкатыванием с приводным боковым роликом, рабочий профиль которого зеркально повторяет профиль половины катка. Приводная матрица в данном устройстве отсутствует. Устройство содержит боковой ролик; выталкиватель с возможностью вращения, поддерживающий заготовку; наклонный на угол гамма пуансон, который помещен в отверстие заготовки, установленный с возможностью вращения; шестерню привода вращения, для поджатия заготовки; боковой ролик установлен в осевых подшипниках, не позволяющих ему сместиться по действием силы Р.
Технический результат - повышение прочности изделия за счет получения цельнокатаной поковки с поднутрением типа «тракторный каток».
Технический результат достигается конструкцией устройства для штамповки обкатыванием поковок с поднутрением типа «тракторный каток», содержащей наклонный пуансон и боковой ролик, отличающейся тем, что в качестве приводной матрицы использован боковой приводной ролик с рабочим профилем, зеркально повторяющим профиль половины катка.
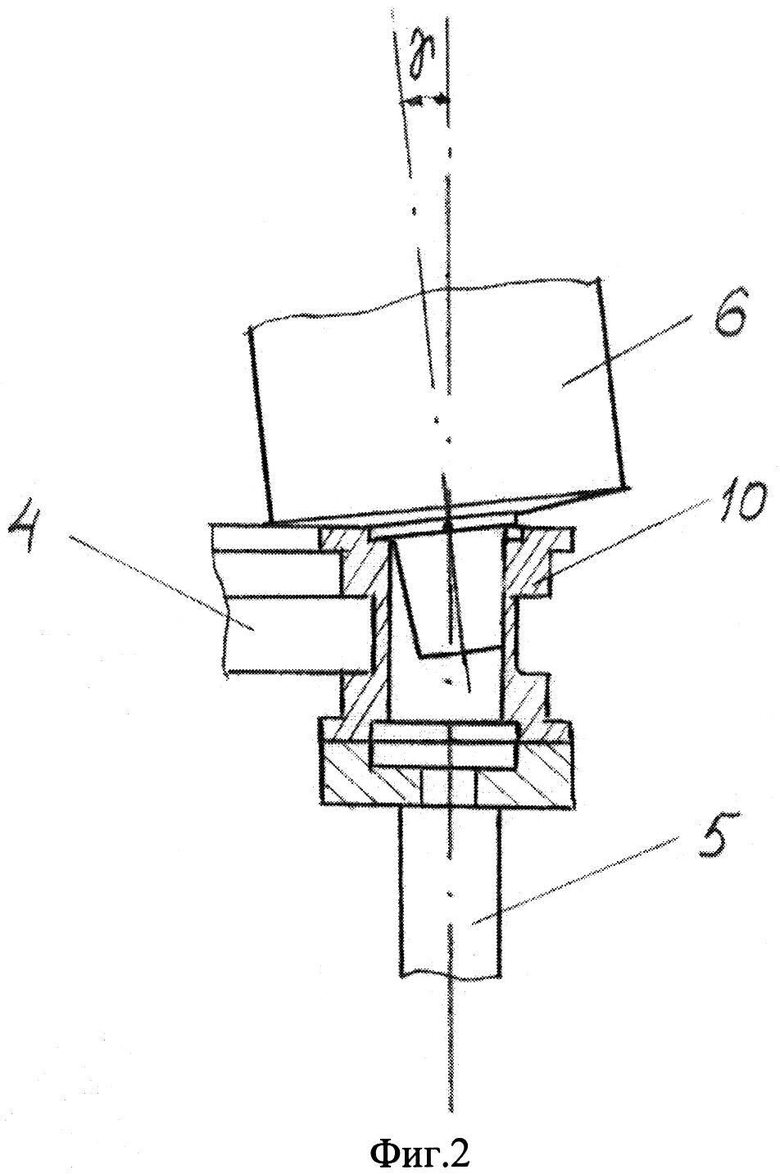
Сущность технического решения поясняют изображения на фиг. 1 и 2, на которых показано устройство для штамповки обкатыванием, с помощью которого реализуется предложенный способ, где
1 - утонченная часть трубной заготовки;
2 - концевые утолщения;
3 - утолщенная часть половины катка
4 - боковой ролик;
5 - выталкиватель;
6 - пуансон;
7 - шестерня привода вращения;
8 - осевые подшипники;
9 - осевые подшипники;
10 - обратная сторона поковки.
Пример осуществления
Способ и устройство работают следующим образом.
Предварительно трубу из стали (например, сталь 45ФЛ) с наружным диаметром D и внутренним диаметром d разрезают на штучные заготовки. На трубной заготовке с наружным диаметром D методом электровысадки формируют концевые утолщения 2, объем которых соответствует объему утолщенной части половины катка 3. Нагретая заготовка своей утонченной частью 1 устанавливается на максимальный диаметр бокового ролика 4. Затем подводится выталкиватель 5, установленный с возможностью вращения, который поддерживает заготовку. В отверстие заготовки вводится наклонный на угол гамма пуансон 6, установленный также с возможностью вращения. Заготовка 1 слегка поджимается, затем через шестерню 7 привода вращения (высечек за пределы пресса) включается вращение бокового ролика 4. Боковой ролик установлен в осевых 8 и 9 подшипниках, не позволяющих ему сместиться по действием силы Р. Вращение пуансона 6 производится за счет сил трения от ролика 4 через заготовку 1. Происходит раскатка одной стороны заготовки до смыкания пуансона 6 и ролика 4. Далее вращение ролика 4 останавливается, пуансон 6 отводится, заготовка 1 переворачивается своей утонченной частью на максимальный диаметр ролика 4 (фиг. 2) и цикл повторяется с полным оформлением цельнокатаной поковки катка.
Устройство содержит боковой ролик 4, выталкиватель 5 с возможностью вращения, поддерживающий заготовку, пуансон 6, закрепленный наклонно к оси заготовки под углом гамма, помещенный в отверстие заготовки, установленный с возможностью вращения. Боковой ролик 4 установлен на валу между верхним и нижнем кронштейнами, вал установлен с двумя парами осевых подшипников 8 и 9, не позволяющих ролику сместиться по действием силы Р, боковой ролик выполнен с ответным профилем половины будущей детали катка, снизу на одном валу с роликом расположена шестерня 7 привода вращения.
Заявляемые способ и устройство оптимально подходят для штамповки обкатыванием поковок с поднутрением типа «тракторный каток».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2280528C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2273542C1 |
| Штамп для штамповки поковок с оребрением | 1991 |
|
SU1794575A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
Изобретение относится к обработке металлов давлением, а именно к способам для изготовления втулок, и может быть использовано при изготовлении крупногабаритных деталей с поднутрениями, например таких, как каток гусеничного трактора. Кольцевую заготовку предварительно профилируют методом электровысадки утолщенных концов кольцевой заготовки с утонченной центральной частью, а локальную деформацию осуществляют в два перехода с получением профиля одной половины катка на первом переходе и после переворота заготовки на 180° - получением профиля второй половины катка на втором переходе с базированием заготовки по утонченной части на обоих переходах. Для реализации способа используют наклонный пуансон и боковой ролик, боковой приводной ролик с рабочим профилем, зеркально повторяющим профиль половины катка. Повышается прочность изделия за счет получения цельнокатаной поковки с поднутрением. 2 ил. 
Способ изготовления деталей с поднутрением типа «тракторный каток», включающий формирование электровысадкой концевых утолщений на кольцевой заготовке, объем каждой из которых соответствует объему утолщенной части половины катка с образованием утонченной части, установку заготовки утонченной частью на боковой ролик с профилем, ответным профилю половины тракторного катка, подведение установленного с возможностью вращения выталкивателя для поддержания заготовки, введение в отверстие заготовки пуансона, установленного с наклоном к оси заготовки с возможностью вращения, и раскатку заготовки за два перехода, на первом переходе которой получают профиль одной половины катка, а на втором переходе после переворота заготовки на 180° получают профиль второй половины катка, при этом на обоих переходах заготовку базируют по ее утонченной части на боковом ролике.

