Изобретение относится к области машиностроения, а именно к изготовлению оснастки, предназначенной для формования изделий из полимерных композиционных материалов (ПКМ), и может найти применение в аэрокосмической, автомобильной, судостроительной и других отраслях промышленности.
В настоящее время для изготовления деталей из ПКМ используются оснастки, изготовленные из различных металлических сплавов или оснастки из композиционных материалов с металлическим каркасом.
Оснастки из алюминиевых сплавов достаточно хорошо подвергаются механической обработке, однако они обладают высоким коэффициентом линейного термического расширения (КЛТР), что накладывает существенные ограничения на применение данного материала, особенно при использовании высококачественных композиционных материалов авиационного назначения. В процессе формования изделия из ПКМ, технологический пакет нагревают до температур 180-240°С, при этом за счет высокого КЛТР материала оснастки происходит изменение ее геометрии, что, в свою очередь, приводит к изменению геометрии формуемой детали из ПКМ по отношению к изначально заданной, проявлению такого эффекта как коробление изделия (изменение геометрии изделия после снятия изделия с технологической оснастки), созданию остаточных напряжений, отрицательно влияющих на механические характеристики ПКМ при длительной эксплуатации изделия.
Современный подход к изготовлению композиционных оснасток имеет ряд общих черт. Отдельно проводят изготовление формы на предварительно изготовленной мастер-модели, являющейся прототипом конечного изделия. Опорную конструкцию, на которой размещают форму, изготавливают обычно из металла. Основным недостатком этого подхода является, как упомянуто выше для некоторых металлических оснасток, разница в КЛТР металла и композиционной формы, что может приводить при изготовлении целевых изделий из ПКМ к искажению формы оснастки, развитию процессов коробления и остаточных напряжений в изделиях.
Одним из основных способов, применяемых на сегодняшний день для компенсации происходящих изменений, является изготовление оснастки с заранее рассчитанным искажением, которое нивелируется за счет искажения геометрии изделия после формования, что позволяет изготавливать изделия с максимально точной геометрией. Кроме того, зачастую оценку правильности геометрических параметров изготовленной детали проверяют контактным методом путем размещения сформованной детали на оснастке и проверки прилегания поверхности детали к поверхности оснастки.
Проблема изменения геометрических размеров получаемых изделий становится особенно актуальной при изготовлении крупногабаритных интегрированных конструкций. При размерах оснастки порядка десяти метров изменение линейных размеров за счет КЛТР может достигать нескольких сантиметров, а в случае проявления эффекта коробления - нескольких десятков сантиметров.
Наиболее близким аналогом предлагаемой оснастки для формования деталей из полимерных композиционных материалов является оснастка, содержащая опорную конструкцию и размещенную на ней форму из полимерного композиционного материала (RU 2090364, В29С 33/40, 20.09.1997). В этом же патенте раскрыт наиболее близкий аналог способа изготовления оснастки для формования изделий из полимерных композиционных материалов, включающего изготовление формы из полимерного композиционного материала и установку указанной формы на опорную конструкцию.
Недостатком описанных в патенте RU 2090364 оснастки и способа ее изготовления является то, что при формовании изделий на форме, выполненной из ПКМ, осуществляют нагрев до температур 180-240°С, при этом происходит изменение геометрии формы, что, в свою очередь, приводит к изменению геометрии формуемой детали из ПКМ по отношению к изначально заданной и появлению остаточных напряжений и снижению качества изготавливаемых изделий.
Задачей настоящего изобретения является повышение качества изготавливаемых из ПКМ изделий, в том числе крупногабаритных сложной геометрии, путем исключения искажения формы оснастки при низкой трудоемкости и себестоимости их изготовления.
Технический результат достигается посредством оснастки для формования изделий из полимерных композиционных материалов, содержащей опорную конструкцию и размещенную на ней форму из полимерного композиционного материала, на поверхности которой со стороны опорной конструкции расположено по меньшей мере одно ребро жесткости, выполненное в виде удлиненного элемента из пеностекла, покрытого с заходом на поверхность формы слоем полимерного композиционного материала, при этом форма и слой полимерного композиционного материала, покрывающего ребро жесткости, выполнены из слоев углеродного армирующего волокна, пропитанного низковязким эпоксидным связующим с аминным отвердителем.
Оснастка может содержать несколько ребер жесткости.
Технический результат также достигается посредством способа изготовления оснастки для формования изделий из полимерных композиционных материалов, включающего: изготовление формы из полимерного композиционного материала посредством размещения на поверхности мастер-модели нескольких слоев углеродного армирующего волокна, пропитки указанного волокна низковязким эпоксидным связующим с аминным отвердителем методом вакуумной инфузии и предварительного его отверждения при комнатной температуре; изготовление по меньшей мере одной заготовки ребра жесткости в виде удлиненного элемента из пеностекла; закрепление указанной заготовки ребра жесткости на поверхности формы, противолежащей ее рабочей поверхности; покрытие заготовки ребра жесткости слоем полимерного композиционного материала посредством выкладывания на поверхности указанной заготовки ребра жесткости с заходом на поверхность формы нескольких слоев углеродных армирующих волокон, пропитки упомянутых волокон низковязким эпоксидным связующим с аминным отвердителем методом вакуумной инфузии и предварительного его отверждения при комнатной температуре; постотверждение формы с расположенным на ней ребром жесткости по ступенчатому режиму при постепенном медленном нагреве; медленное охлаждение формы с расположенным на ней ребром жесткости и ее установку на опорную конструкцию с размещением ребра жесткости со стороны опорной конструкции.
Использованное для изготовления ребер жесткости пеностекло обладает уникальным комплексом свойств: низким КЛТР, низкой теплопроводностью, высокой теплостойкостью, достаточными значениям прочности и модуля упругости. Эти свойства пеностекла обусловливают оптимальную компенсацию происходящих при температурном формовании изменений формы оснастки, т.е. позволяют оснастке незначительно искажаться и по окончании формования при охлаждении возвращаться в прежнее состояние. При этом при нормальных условиях технологическая композиционная оснастка имеет точную форму и геометрию согласно заданным требованиям для проведения контактного контроля качества детали. Кроме того, за счет изменения количества и размера ребер жесткости из пеностекла можно по результатам предварительных расчетов регулировать возможные искажения оснастки и изделия с нее. При этом пеностекло хорошо обрабатывается, обладает низким весом, низкой себестоимостью и высокой долговечностью, не требует затрат энергии на множественные ремонты в течение всего срока службы. Оно не горит, негигроскопично, не впитывает жидкости, устойчиво к действию агрессивных веществ. Благодаря низкой теплопроводности пеностекло не требует дополнительных энергозатрат на его прогрев при формовании деталей при повышенных температурах. Таким образом, выполнение ребер жесткости из пеностекла - материала с высокой термостойкостью и максимально близким значением КЛТР к форме позволит минимально снизить или вовсе исключить ее коробление за счет разницы КЛТР и существенно повысить точность ее формы и геометрических параметров при изготовлении.
Углеродные армирующие волокна могут быть использованы либо в виде ткани, либо в виде нетканого полотна, либо в виде площеной ленты и т.п.
Для крупногабаритных изделий из ПКМ, имеющих сложную геометрию, при изготовлении формы оснастки пропитку слоев углеродного армирующего волокна связующим предпочтительно осуществлять методом вакуумной инфузии, т.к. указанный метод позволяет получить наилучшее соотношение наполнителя и связующего в композиционном материале, обеспечивающее наименьшие значения КЛТР при отверждении в две стадии, причем вторая стадия проводится без дополнительного вакуумирования. К тому же данный метод наименее трудоемкий, позволяет сократить сроки изготовления изделий, а также снизить их себестоимость.
При этом предварительное отверждение формы проводят при комнатной температуре в течение двух суток для получения неполностью отвержденного композиционного материала, но который прошел стадию гелирования, что дает возможность использовать для формования формы мастер-модели, изготавливаемые из легко обрабатываемых полимерных материалов, однако, с невысокой термостойкостью.
Предварительное отверждение слоя полимерного композиционного материала, покрывающего заготовку ребра жесткости, проводят при комнатной температуре в течение двух суток для получения неполностью отвержденного композиционного материала, но который прошел стадию гелирования, что дает возможность использовать для формования формы мастер-модели, изготавливаемые из легко обрабатываемых полимерных материалов, однако, с невысокой термостойкостью.
На первой ступени постотверждения осуществляют нагрев до 70°С со скоростью не более 2°С/час. Меньшая скорость нагрева приведет к неоправданно высокой длительности процесса отверждения, напротив, нагрев при скорости больше 2°С/час приведет к возрастанию вероятности протекания побочных процессов и возникновению структурных дефектов в отвержденном связующем, что снизит качество конечного изделия.
На второй ступени постотверждения осуществляют нагрев от 70 до 190-200°С со скоростью 5°С/час в целях обеспечения полного отверждения эпоксидного связующего для получения изделия с высокими прочностными характеристиками и минимальной термической усадкой. Проведение нагрева при скорости больше 5°С/час приведет к возрастанию вероятности протекания побочных процессов и возникновению структурных дефектов в отвержденном связующем, что снизит качество конечного изделия.
На третьей ступени постотверждения осуществляют выдержку при 200°С в течение одного часа. Повышение температуры отверждения до 200°C с последующей выдержкой требуется для снижения вязкости связующего, прошедшего стадию гелеобразования в целях увеличения скорости отверждения и снижения длительности процесса изготовления изделия. Постотверждение при температуре меньше 200°С может привести к неполному отверждению изделия, характеризующегося невысокими прочностными характеристиками и большей усадкой при охлаждении.
Охлаждение формы с ребром жесткости осуществляют до комнатной температуры со скоростью не более 5°С в мин. При проведении охлаждения формы со скоростью больше 5°С/мин не будут успевать проходить релаксационные процессы в отвержденном связующем, что приведет к возникновению больших напряжений в охлажденном изделии с последующим возможным искажением его формы и образованием микродефектов, снижающих его эксплуатационные свойства.
Вышеизложенные особенности и преимущества изобретения будут понятны из последующего описания предпочтительного примера его осуществления со ссылками на прилагаемые чертежи, на которых для представления одинаковых элементов используются одинаковые позиции.
На фиг. 1 изображена схема оснастки для формования изделий из ПКМ, выполненная с ребрами жесткости из пеностекла, в соответствии с настоящим изобретением;
на фиг. 2 - схема изготовления формы методом вакуумной инфузии в соответствии с настоящим изобретением;
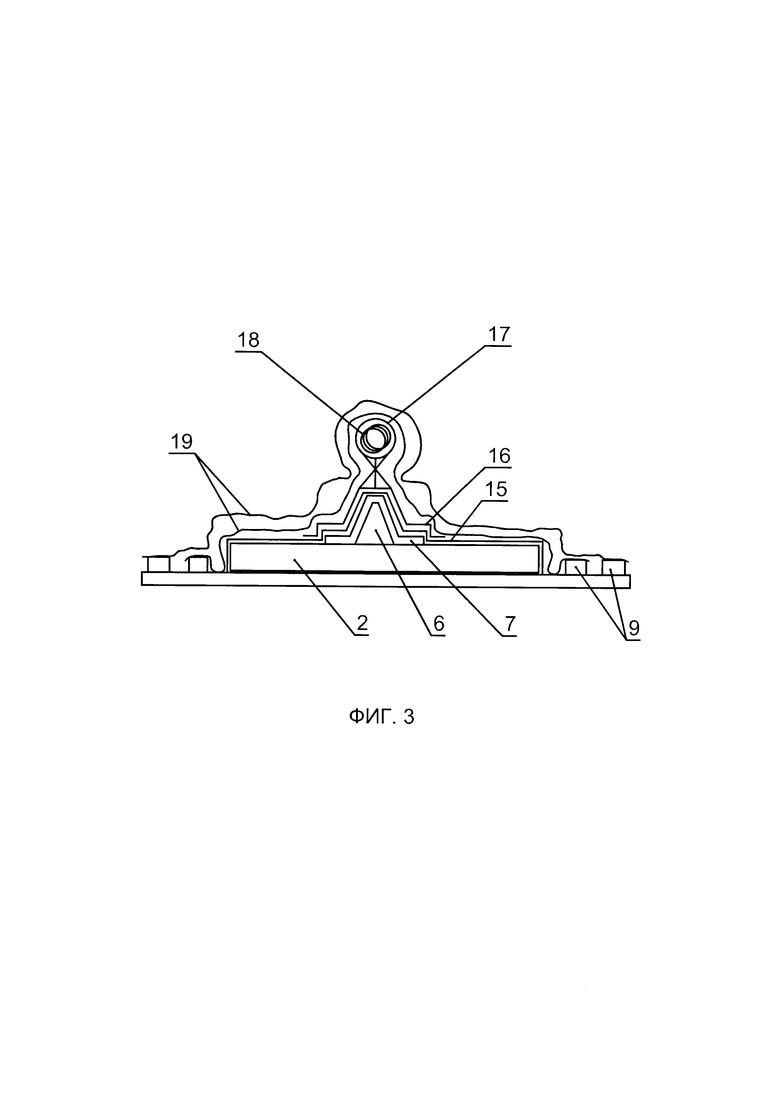
на фиг. 3 - схема изготовления ребра жесткости формы методом вакуумной инфузии в соответствии с настоящим изобретением.
Оснастка 1 для формования изделий из полимерных композиционных материалов содержит форму 2, размещенную на опорной конструкции 3.
Форма 2 имеет рабочую поверхность 4, являющуюся формующей поверхностью для выкладки заготовки изготавливаемой на оснастке детали из ПКМ. Форма 2 изготовлена из ПКМ, выполненного из слоев углеродного армирующего волокна, пропитанного связующим. Углеродные армирующие волокна могут быть использованы в виде ткани, либо в виде нетканого полотна, либо в виде площеной ленты и т.п. В качестве связующего может быть использовано низковязкое эпоксидное связующее с аминным отвердителем.
На поверхности 5 формы 2, противолежащей ее рабочей поверхности 4, со стороны опорной конструкции 3 расположено по меньшей мере одно ребро жесткости 6.
Оснастка 1 может содержать несколько ребер жесткости 6.
Ребро жесткости 6 выполнено в виде удлиненного элемента, вырезанного из пеностекла - материала, близкого по КЛТР материалу формы 2.
Удлиненный элемент ребра жесткости 6 может быть изготовлен с трапециевидным либо прямоугольным, либо квадратным, либо любым другим поперечным сечением в зависимости от величины возможных искажений детали, которые необходимо скомпенсировать.
Сверху удлиненный элемент ребра жесткости 6 покрыт с заходом на поверхность формы 2 слоем 7 полимерного композиционного материала, одинакового с ПКМ формы 2. При этом форма 2 и слой 7 полимерного композиционного материала, покрывающего удлиненный элемент ребра жесткости 6, выполнены из слоев углеродного армирующего волокна, пропитанного низковязким эпоксидным связующим с аминным отвердителем. Указанные углеродные армирующие волокна могут быть использованы в виде ткани, либо в виде нетканого полотна, либо в виде площеной ленты или в каком-либо другом виде.
Описанная выше оснастка для формования деталей из полимерных композиционных материалов может быть изготовлена следующим способом.
Сначала изготавливают форму 2 из полимерного композиционного материала. Для этого на поверхности мастер-модели 8 размещают несколько слоев углеродного армирующего волокна. В качестве углеродных армирующих волокон могут быть использованы ткани, нетканое полотно, площеная лента и т.п. Затем осуществляют пропитку углеродных армирующих волокон связующим с последующим его отверждением. В качестве связующего для пропитки углеродного армирующего волокна используют низковязкое эпоксидное связующее с аминным отвердителем, приготавливаемого непосредственно перед пропиткой. При этом пропитку указанного волокна связующим осуществляют методом вакуумной инфузии.
Проводят предварительное отверждение формы 2 при комнатной температуре в течение двух суток.
Изготавливают заготовку по меньшей мере одного ребра жесткости 6. Для этого из пеностекла вырезают удлиненный элемент требуемой формы посредством механической обработки до заданных размеров, например, на фрезерном станке с ЧПУ.
Полученную заготовку по меньшей мере одного ребра жесткости 6 размещают и закрепляют на поверхности 5 формы 2, противолежащей ее рабочей поверхности 4, например, приклеивают с помощью эпоксидного клея.
На поверхности указанной заготовки ребра жесткости 6 с заходом на поверхность 5 формы 2 выкладывают несколько слоев углеродных армирующих волокон в виде ткани, нетканого волокна, площеной ленты и т.п., и осуществляют пропитку упомянутых волокон связующим методом вакуумной инфузии. В качестве связующего для пропитки углеродного армирующего волокна используют низковязкое эпоксидное связующее с аминным отвердителем, приготавливаемое непосредственно перед применением.
После этого в течение двух суток осуществляют предварительное отверждение связующего и получают слой 7 полимерного композиционного материала, одинакового полимерному композиционному материалу формы 2.
При этом отверждение проводят в две стадии: первая стадия проходит при температуре окружающей среды с целью получения композиционного материала, который прошел стадию гелирования и неполного отверждения, а на второй стадии при медленном нагреве 2-5 град/час до температуры 200°С проходит отверждение без деформации и отклонения от линейных размеров в изделии, которое характеризуется высокими прочностными характеристиками и не имеет термической усадки.
Затем для получения качественного изделия с высокими прочностными характеристиками и низкой усадкой осуществляют постотверждение формы 2 с расположенными на ней ребрами жесткости 6, покрытыми слоем 7 ПКМ по ступенчатому режиму при постепенном медленном нагреве. При этом на первой ступени постотверждения осуществляют нагрев до 70°С со скоростью не более 2°С/час. На второй ступени постотверждения осуществляют нагрев от 70 до 190-200°С со скоростью 5°С/час. И на третьей ступени постотверждения осуществляют выдержку при 200°С в течение одного часа.
Форму 2 с ребрами жесткости 6 охлаждают до комнатной температуры со скоростью не более 5°С в мин.
При этом ребра жесткости 6 на поверхности формы 2, покрытые слоем 7 ПКМ, образуют с формой 2 единую конструкцию.
Полученную форму 2 с ребрами жесткости 6 укладывают на опорную конструкцию 3, предназначенную для поддержания формы 2 оснастки 1, с размещением ребер жесткости 6 со стороны опорной конструкции 3. При этом опорная конструкция 3 может быть выполнена из металла, стеклопластика, углепластика или других доступных материалов.
Пример осуществления изобретения
Сначала изготавливают форму 2 оснастки 1. Для этого на поверхности мастер-модели 8 размещают несколько листов углеродной армирующей ткани. На мастер-модели 8 по краю уложенных листов углеродной армирующей ткани в два ряда наклеивают герметизирующий жгут 9.
Поверх формы 2 укладывают слой 10 жертвенной ткани, сверху которого размещают распределительную сетку 11, сверху размещают линию 12 подачи связующего, представляющую собой спиральную полиэтиленовую трубку 13. По краю мастер-модели размещают линию вакуумного выхода.
Собирают первый технологический пакет. Для этого вакуумную пленку 14 размещают на поверхности слоев углеродного армирующего волокна и фиксируют с помощью герметизирующего жгута 9. Собранный пакет подсоединяют к вакуумной линии и создают вакуум.
Второй технологический пакет собирают по схеме, аналогичной первому.
Приготавливают низковязкое эпоксидное связующее с аминным отвердителем путем смешения исходных компонентов в смесителе.
Приготовленное связующее подают по спиральной трубке 13 линии 12 подачи связующего к собранному технологическому пакету и осуществляют процесс пропитки слоев углеродного армирующего волокна подготовленным связующим.
Окончание пропитки контролируют визуально по выходу связующего в вакуумную линию.
По окончании пропитки перекрывают линию 12 подачи связующего.
Предварительное отверждение формы 2 проводят при комнатной температуре 25±3°С. Продолжительность отверждения составляет 2 суток.
По окончании отверждения проводят разборку технологических пакетов и удаление вспомогательных материалов.
Из пеностекла на фрезерном станке с ЧПУ нарезают заготовки ребер жесткости 6 в виде удлиненных элементов заданных размеров. Для изготовления ребер жесткости 6 использовано пеностекло НЕОПРОМ марки D 130 (Компания СТЭС, г. Владимир) со следующими характеристиками: КЛТР 9,0⋅10-6 С-1; плотность 0,12-0,14 г/см3, высокая теплостойкость до 485°С, прочность при сжатии 1,0 МПа.
Заготовки ребер жесткости 6 размещают на поверхности 5 формы 2 оснастки 1, противоположной рабочей поверхности 4 формы 2, и фиксируют посредством клея.
Листы углеродной ткани нарезают в требуемом количестве и выкладывают сверху всей поверхности каждого из ребер жесткости 6 с заходом на поверхность формы 2 оснастки 1.
Поверх формы 2 с размещенными на ней ребрами жесткости 6 укладывают слой 15 жертвенной ткани.
Затем поверх каждого из ребер жесткости 6, покрытого слоем 15 жертвенной ткани, размещают распределительную сетку 16, соединенную с линией 17 подачи связующего.
Линию 17 подачи связующего, соединенную с распределительной сеткой 16, формируют сверху по ребрам жесткости 6, при этом для улучшения подачи связующего и повышения качества пропитки ребер жесткости 6 в распределительную сетку 16 вшивают спиральную полиэтиленовую трубку 18 с разрезом, размещенную по всей длине ребра жесткости 6. При таком выполнении линии 17 подачи связующего при наличии на форме 2 выступающих элементов их можно обойти, прервав линию до препятствия и продолжив за ним, при этом распределительная сетка 16 будет размещаться по всей длине линии пропитки.
Полученную конструкцию, состоящую из формы 2, на которой размещены ребра жесткости 6, накрытые слоем 15 жертвенной ткани и распределительной сеткой 16, покрывают двумя слоями 19 вакуумной пленки, фиксируют ее с помощью герметизирующего жгута 9 с образованием двойного вакуумного технологического пакета, а в каждом из образованных вакуумных технологических пакетов создают вакуум.
По линии 17 подачи связующего осуществляют подачу в распределительную сетку 16 низковязкого эпоксидного связующего с аминным отвердителем и пропитку каждого из ребер жесткости 6 указанным связующим. Выход излишков связующего будет осуществляться по периметру формы 2, при этом, поскольку форма 2 уже предотверждена, то она не будет впитывать излишки связующего, которое по распределительной сетке 16 уйдет в линии вакуумного вывода. После этого проводят отверждение слоя 7 ПКМ, покрывающего ребра жесткости 6, при комнатной температуре 25±3°С в течение двух суток.
Затем осуществляют постотверждение формы 2 с расположенными не ней ребрами жесткости 6, покрытыми слоем 7 ПКМ, по ступенчатому режиму при постепенном медленном нагреве: на первой ступени постотверждения осуществляют нагрев до 70°С со скоростью не более 2°С/час; на второй ступени постотверждения осуществляют нагрев от 70 до 190-200°С со скоростью 5°С/час; на третьей ступени постотверждения осуществляют выдержку при 200°С в течение одного часа, а затем осуществляют охлаждение формы 2 с ребрами жесткости 6 до комнатной температуры со скоростью не более 5°С в мин.
Таким образом, для получения качественного изделия с высокими прочностными характеристиками и низкой усадкой отверждение проводят в две стадии: первая стадия проходит при температуре окружающей среды с целью получения композиционного материала, который прошел стадию гелирования и неполного отверждения, а на второй стадии при медленном нагреве 2-5 град/час до температуры 200°С проходит отверждение без деформации и отклонения от линейных размеров в изделии, которое характеризуется высокими прочностными характеристиками и не имеет термической усадки.
Форму 2 с ребрами жесткости 6 фиксируют на опорной конструкции 3 с размещением ребер жесткости 6 со стороны опорной конструкции 3.
Таким образом, полученная конструкция оснастки, состоящей из формы, усиленной по ее рабочей поверхности ребрами жесткости из пеностекла, покрытого слоем полимерного композиционного материала, выполненного из слоев углеродного армирующего волокна, пропитанного связующим, в качестве которого использовано низковязкое эпоксидное связующее с аминным отвердителем, позволит повысить качество изготавливаемых из ПКМ изделий, в том числе крупногабаритных сложной геометрии, путем исключения искажения формы оснастки при низкой трудоемкости и себестоимости их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2630798C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ КОМПОЗИТНЫХ ИЗДЕЛИЙ, ВКЛЮЧАЯ ОСНАСТКУ, И СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ КОМПОЗИТНОЙ ОСНАСТКИ | 2018 |
|
RU2688539C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576303C1 |
| Способ изготовления оснастки для формования изделий из полимерных композиционных материалов | 2023 |
|
RU2833723C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С РЕБРАМИ ЖЕСТКОСТИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2623773C1 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2694352C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2021 |
|
RU2777895C2 |
| Теплостойкое низковязкое связующее для изготовления изделий методами вакуумной инфузии и пропитки под давлением и способ его получения | 2021 |
|
RU2762559C1 |

Изобретение относится к оснастке для формования изделий из полимерных композиционных материалов. Техническим результатом является повышение качества изготавливаемых из полимерных композиционных материалов изделий. Технический результат достигается оснасткой для формования изделий из полимерных композиционных материалов, содержащей опорную конструкцию и размещенную на ней форму из полимерного композиционного материала. На поверхности формы со стороны опорной конструкции расположено по меньшей мере одно ребро жесткости, выполненное в виде удлиненного элемента из пеностекла, покрытого с заходом на поверхность формы слоем полимерного композиционного материала. При этом форма и слой полимерного композиционного материала, покрывающего ребро жесткости, выполнены из слоев углеродного армирующего волокна, пропитанного низковязким эпоксидным связующим с аминным отвердителем. 2 н. и 10 з.п. ф-лы, 3 ил.
1. Оснастка для формования изделий из полимерных композиционных материалов, содержащая опорную конструкцию и размещенную на ней форму из полимерного композиционного материала, на поверхности которой со стороны опорной конструкции расположено по меньшей мере одно ребро жесткости, выполненное в виде удлиненного элемента из пеностекла, покрытого с заходом на поверхность формы слоем полимерного композиционного материала, при этом форма и слой полимерного композиционного материала, покрывающего ребро жесткости, выполнены из слоев углеродного армирующего волокна, пропитанного низковязким эпоксидным связующим с аминным отвердителем.
2. Оснастка по п. 1, которая содержит несколько ребер жесткости.
3. Способ изготовления оснастки для формования изделий из полимерных композиционных материалов, включающий:
изготовление формы из полимерного композиционного материала посредством размещения на поверхности мастер-модели нескольких слоев углеродного армирующего волокна, пропитки указанного волокна низковязким эпоксидным связующим с аминным отвердителем методом вакуумной инфузии и предварительного его отверждения при комнатной температуре;
изготовление по меньшей мере одной заготовки ребра жесткости в виде удлиненного элемента из пеностекла;
закрепление указанной заготовки ребра жесткости на поверхности формы, противолежащей ее рабочей поверхности;
покрытие заготовки ребра жесткости слоем полимерного композиционного материала посредством выкладывания на поверхности указанной заготовки ребра жесткости с заходом на поверхность формы нескольких слоев углеродных армирующих волокон, пропитки упомянутых волокон низковязким эпоксидным связующим с аминным отвердителем методом вакуумной инфузии и предварительного его отверждения при комнатной температуре;
постотверждение формы с расположенным на ней ребром жесткости по ступенчатому режиму при постепенном медленном нагреве;
медленное охлаждение формы с расположенным на ней ребром жесткости; и
ее установку на опорную конструкцию с размещением ребра жесткости со стороны опорной конструкции.
4. Способ по п. 3, при котором углеродные армирующие волокна используют в виде ткани.
5. Способ по п. 3, при котором углеродные армирующие волокна используют в виде нетканого полотна.
6. Способ по п. 3, при котором углеродные армирующие волокна используют в виде площеной ленты.
7. Способ по п. 3, при котором предварительное отверждение формы проводят при комнатной температуре в течение двух суток.
8. Способ по п. 3, при котором предварительное отверждение слоя полимерного композиционного материала, покрывающего заготовку ребра жесткости, проводят при комнатной температуре в течение двух суток.
9. Способ по п. 3, при котором на первой ступени постотверждения осуществляют нагрев до 70°С со скоростью не более 2°С/час.
10. Способ по п. 3, при котором на второй ступени постотверждения осуществляют нагрев от 70 до 190-200°С со скоростью 5°С/час.
11. Способ по п. 3, при котором на третьей ступени постотверждения осуществляют выдержку при 200°С в течение одного часа.
12. Способ по п. 3, при котором охлаждение формы с ребром жесткости осуществляют до комнатной температуры со скоростью не более 5°С в мин.
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2090364C1 |
| US 4744849 A, 17.05.1988 | |||
| US 20120013038 A1, 19.01.2012 | |||
| US 20110254189 A1, 20.10.2011 | |||
| WO 2008056161 A2, 15.05.2008. | |||

