Область техники
Изобретение относится к области обработки пластиков с помощью придания формы нанесением покрытия на форму, а именно к оснасткам для формования многослойных деталей из полимерного композиционного материала (ПКМ), и может быть использовано при производстве деталей для авиастроения и машиностроения.
Уровень техники
Известно устройство для вакуумно-автоклавного формования конструкционных панелей из полимерных композиционных материалов (ПКМ) /патент РФ 2106251 С1, класс В29С 43/20, 1998 г./ Согласно патенту, оснастка имеет основание в виде горизонтально расположенных вдоль формующей оболочки стержней, на которых с возможностью перемещения установлены ложементы. Формующая оболочка закреплена на ложементах посредством регулируемых опор с образованием гарантированного зазора межу формующей оболочкой и ложементами.
Недостатком такого устройства является необходимость крепления формующей оболочки к ложементам винтовым соединением. Это создает возможность нарушения герметичности формующей оснастки за счет разницы коэффициентов линейного термического расширения (КЛТР) или относительных размеров между элементом крепежа и формующей оснасткой, что приводит к некачественной детали, также изготовление такой оснастки весьма трудоемко.
Наиболее близким к предлагаемому устройству по технической сущности и техническому решению является оснастка для формования изделий из полимерного композиционного материала /по патенту РФ 2090364 С1 класс В29С 43/20, 1997 г./, согласно которому оснастка для формования содержит опорную систему и закрепленную на ней формообразующую оболочку. Опорная система содержит
- ложементы, выполненные в виде набора разнесенных по ширине оболочки пустотелых профилей V-образного сечения с опорными лапками и открытыми торцами, стянутых разнесенными по длине профилей элементами жесткости;
- компенсаторы кривизны, расположенные между сопряженными поверхностями профилей и формующей оснасткой.
Недостаток указанного изобретения в том, что оснастка не позволяет получить требуемую равномерность распределения температуры по всему объему печи, так как сплошные V-образные профили имеют сплошные стенки, препятствующие свободной циркуляции, что приводит к образованию застойных зон и большой разнице температур по объему камеры термопечи.
Сущность изобретения
Задачей настоящего изобретения является создание конструкции оснастки для формования тонкостенных деталей сложной геометрической формы из ПКМ, которая позволила бы получить качественное изделие без коробления и поводок, с сохранением заданных геометрических форм, а также высокими характеристиками прочности и надежности.
Поставленная задача решается благодаря тому, что в оснастке для формования деталей из ПКМ, выполненной в виде опорной системы и формующей поверхности для выкладки пакета препрега, формующая поверхность установлена на опорной системе с помощью точечных опор-фиксаторов, принимающих форму изнаночной стороны формующей поверхности и компенсирующих ее погрешности. Точечная опора-фиксатор выполнена в виде кронштейна, жестко закрепленного на продольной стенке опорной системы, имеющего полочку, несущую подушечку точечной опоры-фиксатора, изготовленную из теплостойких неотвержденных пластиков на основе смол холодного отверждения.
Точечная опора-фиксатор может быть выполнена в виде регулируемой, содержащей кронштейн, жестко закрепленный на продольной стенке, опорной системы. Кронштейн имеет стакан, в который на регулируемую высоту ввинчивают винт, несущий подушечку точечной опоры-фиксатора, изготовленную из теплостойких неотвержденных пластиков на основе смол холодного отверждения.
Кроме того, продольные стенки опорной системы, предназначенные для установки на опорную поверхность, выполнены с большей высотой, а поперечные стенки подняты относительно нижней кромки продольных стенок и установлены с зазором, образуя пространство в нижней части опорной системы.
Такое решение поставленной задачи позволяет получить качественное изделие без коробления и поводок, с сохранением заданных геометрических форм, и соответственно высокими характеристиками прочности и надежности.
Устройство поясняется чертежами, на которых:
Фиг.1 показывает общий вид оснастки для формования деталей из ПКМ с размещенным на ней пакетом препрега (вид спереди).
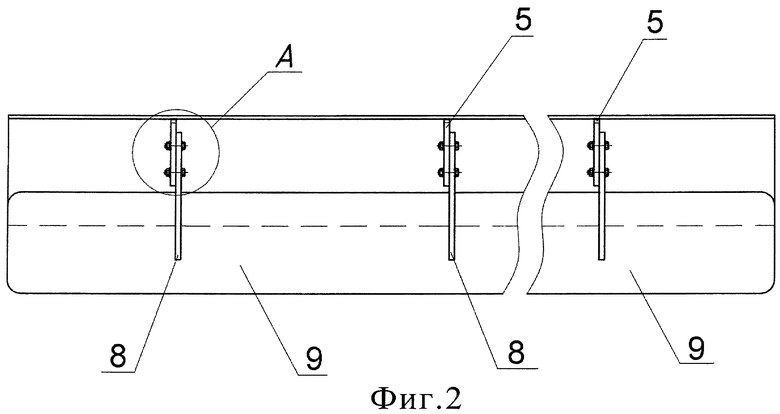
Фиг.2 показывает общий вид оснастки для формования деталей из ПКМ (вид сбоку).
Фиг.3 показывает узел А фиг.2.
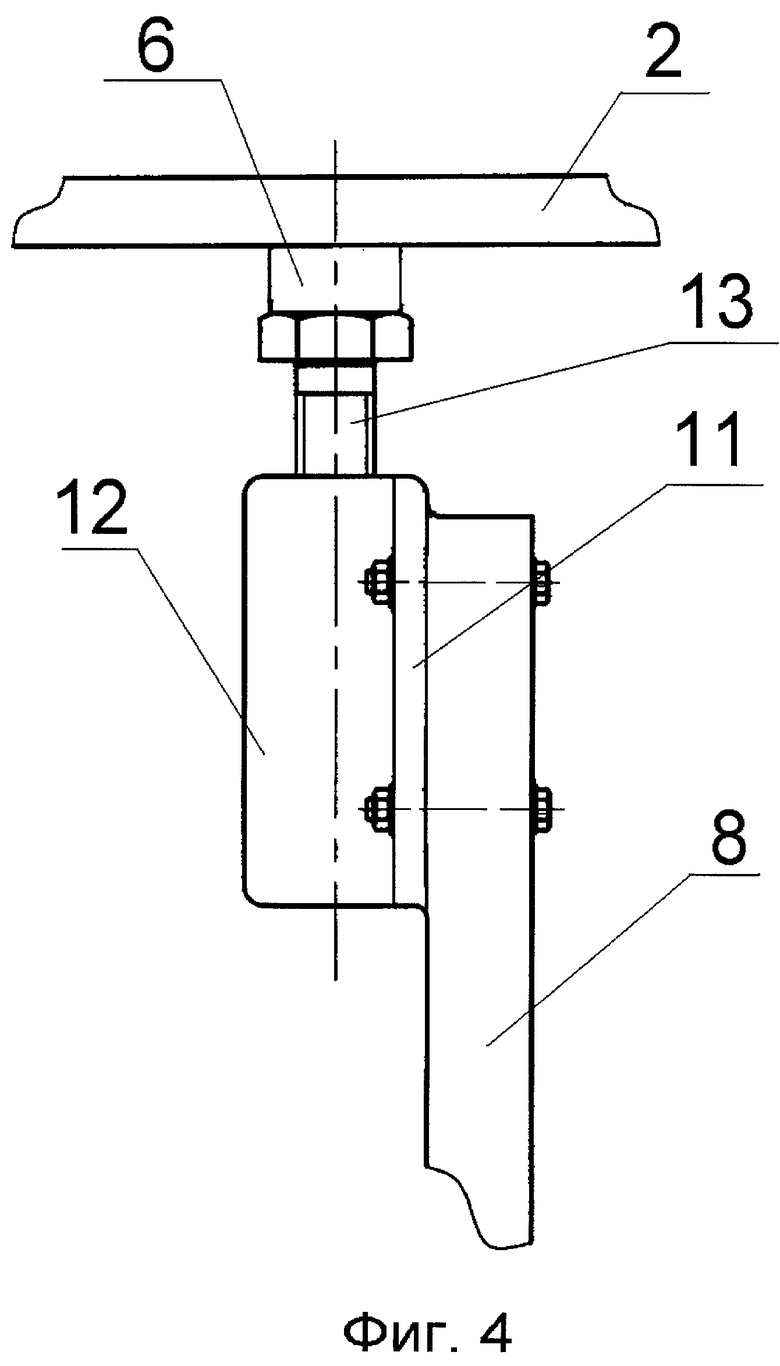
Фиг.4 показывает регулируемую точечную опору-фиксатор.
Осуществление изобретения
Оснастка для формования деталей из ПКМ включает (фиг.1) опорную систему 1, формующую поверхность 2 для выкладки пакета препрега 3, точечные опоры-фиксаторы 5, состоящие из кронштейна 6 и подушечки точечной опоры 7.
Поперечные стенки 8 опорной системы выполнены с зазором относительно формующей поверхности 2, тем самым образуя каналы 4.
Опорная система 1 (фиг.1) состоит из набора продольных стенок 9, связанных поперечными стенками 8 в жесткий каркас по всей ширине формующей поверхности 2. Продольные стенки 9 предназначены для установки на опорную поверхность, поперечные стенки 8 подняты относительно нижней кромки продольных стенок 9 и установлены с зазором, т.о. образуя пространство для прохода горячего воздуха в нижней части опорной системы 1. Продольные и поперечные стенки изготовлены из стеклопластика, пропитанного смолой холодного отверждения методом контактного формования или вакуумным формованием. Данный материал обладает малой теплоемкостью и достаточной механической прочностью.
Толщина продольных и поперечных стенок 5-10 мм.
Формующая поверхность 2 изготовлена тонкостенной из тех же материалов, что и стенки опорной системы. Геометрия и строительная высота формующей поверхности задана при помощи мастер модели. Строительная высота формующей поверхности 140 мм. На лицевую часть формующей поверхности нанесен матричный гель-коут. Толщина формующей поверхности 8 мм. Выбранная толщина и строительная высота для данного материала обеспечивают необходимую жесткость формующей поверхности. Формующая поверхность установлена на опорной системе с помощью точечных опор-фиксаторов 5, размещенных на поперечных стенках 8 опорной системы (фиг.2). Точечные опоры-фиксаторы расположены на концах поперечных стенок 8 между сопряженными поверхностями поперечных стенок и формующей поверхностью 2. Точечная опора-фиксатор 5 (фиг.3) выполнена в виде кронштейна 6, изготовленного из того же материала, что и стенки опорной системы. Кронштейн 6 закреплен на продольной стенке 9 с помощью винтов 10 и имеет полочку, несущую подушечку 7 точечной опоры-фиксатора. Подушечка точечной опоры изготовлена из неотвержденных пластиков на основе смол холодного отверждения, обладающих теплостойкостью при температурах формования изделия (например +200°С). В процессе отверждения материал подушечки 7 точечной опоры-фиксатора легко принимает форму изнаночной стороны формующей поверхности 2, тем самым, обеспечивая плотное прилегание к изнаночной стороне формующей поверхности и выполняя функцию компенсаторов кривизны. Также в процессе отверждения подушечки 7 точечной опоры-фиксатора формующая поверхность 2 приклеивается - фиксируется к точечной опоре-фиксатору. Высоту точечной опоры-фиксатора 5 рассчитывают таким образом, чтобы обеспечить гарантированную высоту канала 4 для движения потоков нагретого воздуха (20 мм минимум). Площадь в местах прилегания подушечки 7 точечной опоры к формующей поверхности 2 не должна превышать 2 см2.
В зависимости от нагрузки на формующую поверхность и сложности ее геометрической формы количество точечных опор-фиксаторов может возрастать до количества, необходимого для создания заданной жесткости конструкции формующей поверхности. Но при этом точечные опоры должны располагаться таким образом, чтобы гарантировать наличие канала для циркуляция потоков горячего воздуха и минимальную площадь контакта точечной опоры с формующей поверхностью.
Точечная опора-фиксатор может быть выполнена регулируемой (фиг.4). На концах поперечных стенок 8 между сопряженными поверхностями поперечных стенок 8 и формующей поверхностью 2 установлены регулируемые точечные опоры-фиксаторы (фиг.4). Регулируемая точечная опора-фиксатор выполнена в виде кронштейна 11 и подушечки 7 точечной опоры. Кронштейн 11 закреплен на продольной стенке с помощью винтов. В кронштейне точечной опоры установлен стакан 12, в который на регулируемую высоту ввинчивают болт 13, несущий подушечку 7 точечной опоры, описанную выше.
Канал в предложенном изобретении (фиг.1) образован между формующей поверхностью 2 и верхней кромкой поперечных стенок 8 опорной системы.
Работа устройства осуществляется следующим образом.
На формующую поверхность 2 выкладывают пакет препрега 3, далее пакет препрега герметично закрывают пленкой. Под пленкой создается вакуум, при этом пленка уплотняет пакет препрега.
Оснастку с расположенным на ней пакетом препрега помещают в термопечь, где материал препрега выдерживают при определенной температуре до окончания процесса отверждения.
Канал 4 расположен под формующей поверхностью и обеспечивает беспрепятственную циркуляцию потоков горячего воздуха, равномерно прогревая формующую поверхность и, соответственно, весь пакет препрега, расположенный на ней.
По завершении необходимого цикла отверждения, герметизирующую пленку снимают, оснастку с изделием остужают при комнатной температуре. Производят съем готового изделия с формующей поверхности оснастки.
Также процесс отверждения с использованием вышеописанной оснастки возможно проводить и в автоклаве.
Благодаря тому, что формующая поверхность установлена на опорную систему при помощи точечных опор-фиксаторов (с возможностью регулирования) с минимальной площадью контакта, обеспечен равномерный подвод тепла к пакету препрега, что позволяет получить деталь высокого качества. Такая конструкция оснастки позволяет снизить ее себестоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ ОБЪЕМНОГО ИЗДЕЛИЯ | 2017 |
|
RU2689601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2716432C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ДЕТАЛИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2401196C2 |
| ОБОЛОЧКА ОТСЕКА ГЕРМЕТИЧНОГО ФЮЗЕЛЯЖА МАГИСТРАЛЬНОГО САМОЛЕТА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475412C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| Способ изготовления эластичного формующего элемента | 2020 |
|
RU2743700C1 |
| ОСНАСТКА ДЛЯ ФОРМИРОВАНИЯ ПРОФИЛИРОВАННОЙ ФЕРМЕННОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 2017 |
|
RU2678025C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2574269C1 |
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ БЕЗАВТОКЛАВНОГО ФОРМОВАНИЯ (КБФ) ОБОЛОЧКОВЫХ КОНСТРУКЦИЙ ИЗ ПКМ В СВЧ-ПОЛЕ И СПОСОБ ЕГО НАСТРОЙКИ | 1999 |
|
RU2162412C1 |

Изобретение может быть использовано при производстве деталей для авиастроения и машиностроения. Оснастка для формования деталей из полимерного композиционного материала включает опорную систему 1, состоящую из набора продольных стенок 9, связанных поперечными стенками 8, и формующую поверхность, установленную на опорной системе 1 с помощью точечных опор-фиксаторов 5, расположенных на концах поперечных стенок 8, принимающих форму изнаночной стороны формующей поверхности и компенсирующих ее погрешности. Изобретение позволяет создать конструкцию оснастки для формования тонкостенных деталей сложной геометрической формы, которая позволила бы получить качественное изделие без коробления и поводок, с сохранением заданных геометрических форм, а также высокими характеристиками прочности и надежности. 3 з.п. ф-лы, 4 ил.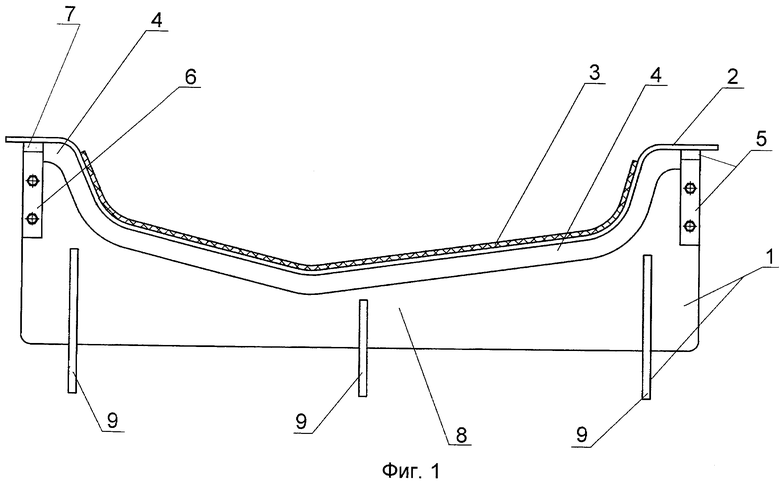
1. Оснастка для формования деталей из полимерного композиционного материала, включающая опорную систему и формующую поверхность, отличающаяся тем, что опорная система состоит из набора продольных стенок, и связанных поперечными стенками, а формующая поверхность установлена на опорной системе с помощью точечных опор-фиксаторов, расположенных на концах поперечных стенок, принимающих форму изнаночной стороны формующей поверхности и компенсирующих ее погрешности.
2. Оснастка для формования деталей из полимерного композиционного материала по п.1, отличающаяся тем, что точечная опора-фиксатор выполнена в виде кронштейна, жестко закрепленного на продольной стенке опорной системы, имеющего полочку, несущую подушечку точечной опоры-фиксатора, изготовленную из теплостойких неотвержденных пластиков на основе смол холодного отверждения.
3. Оснастка для формования деталей из полимерного композиционного материала по п.1, отличающаяся тем, что регулируемая точечная опора-фиксатор выполнена в виде кронштейна, жестко закрепленного на продольной стенке опорной системы, имеющего стакан, в который на регулируемую высоту ввинчивают винт, несущий подушечку точечной опоры-фиксатора, изготовленную из теплостойких неотвержденных пластиков на основе смол холодного отверждения.
4. Оснастка для формования деталей из полимерного композиционного материала по п.1, отличающаяся тем, что поперечные стенки подняты относительно нижней кромки продольных стенок и установлены с зазором, образуя пространство в нижней части опорной системы.
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2090364C1 |
| Способ изготовления слоистых изделий из препрега на основе ненасыщенных полиэфирных связующих | 1989 |
|
SU1776575A1 |
| RU 94015583 А1, 20.04.1996 | |||
| WO 2009025226 А1, 26.02.2009 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

