Изобретение относится к области производства гильз патронов стрелкового оружия и может быть использовано для нанесения антикоррозионного защитного покрытия на поверхность стальных гильз боевых, спортивно-охотничьих, строительно-монтажных и служебного назначения патронов стрелкового оружия. Данное изобретение может быть использовано как в машиностроении, так и в других отраслях промышленности, в т.ч. в производстве товаров народного потребления и изделий культурно-бытового назначения.
Известен агрегат для нанесения защитного полимерного покрытия на поверхность патронной гильзы, описанный в патенте РФ №2412424, МПК F42B 5/28, F42B 5/295. Агрегат состоит из вращающегося барабана, смонтированного на роликах, и привода. Барабан выполнен в виде нескольких последовательно расположенных секций, соответствующих осуществляемым в процессе нанесения полимерного покрытия операциям. Подача гильз в первую секцию барабана для обработки гильзы в смеси защитного полимерного покрытия осуществляется при помощи питателя. Секция частично погружена в ванну с полимерной смесью. В следующей секции барабана осуществляют сепарацию гильз при помощи перфорированных стенок секции от излишков полимерной смеси. Термообработку гильз осуществляют в двух секциях. Все секции барабана выполнены перфорированными. Перемещение гильз по секциям барабана осуществляется при помощи спиралеобразного шнека, смонтированного на внутренней перфорированной поверхности соответствующих секций. В течение заданного времени, зависящего от скорости вращения барабана и длины перфорированной секции, осуществляется та или иная технологическая операция.
В качестве ближайшего аналога (прототипа) к заявленному агрегату для нанесения защитного покрытия на поверхность патронной гильзы выбран патент РФ 2420609, опубл. 10.06.2011 г., МПК B21D 51/54, С23С 28/00, в котором описана установка шнекового типа для осуществления процесса нанесения защитного фосфатно-полимерного покрытия на поверхность гильзы. Операции формирования слоев защитного покрытия на поверхность патронных гильз согласно патенту осуществляют при помощи установки, включающей вращающийся барабан с последовательно расположенными соответствующими проводимым операциям секциями. Вращающийся барабан смонтирован на опорных роликах и снабжен приводом. Барабан выполнен в виде нескольких последовательно расположенных секций, соответствующих осуществляемым в процессе нанесения фосфатно-полимерного покрытия операциям. Загрузка обрабатываемых гильз в барабан осуществляется при помощи лотка через горловину первой секции нанесения фосфатного покрытия на поверхность гильз. При этом данная секция разделена на несколько дополнительных секций, в которых осуществляется нанесение фосфатного покрытия на поверхность гильз в растворе цинкофосфатного концентрата с возрастающей кислотностью. В последующей секции осуществляют обработку гильзы в водном растворе смеси полимера. При этом полимерную смесь с использованием насоса и вращающегося барабана активно перемешивают и при помощи насоса и фильтра непрерывно фильтруют, удаляя из водного раствора смеси образовавшиеся сгустки и взвеси. В последующих секциях осуществляют сепарацию гильз от полимерной смеси и их термообработку. Все секции барабана выполнены перфорированными. Перемещение гильз по секциям барабана осуществляется при помощи шнека.
Ввиду того что время проведения тех или иных технологических операций нанесения цинкофосфатного полимерного покрытия отличается в разы, то в разы отличаются и длины секций. Поэтому существующее оборудование для нанесения защитного покрытия обладает следующими существенными недостатками:
- они имеют значительные габаритные размеры по длине;
- они обладают повышенной энерго- и металлоемкостью.
Технический результат, полученный от изобретения, заключается в создании компактного комплексного технологического оборудования для нанесения защитного покрытия на поверхность патронной гильзы единым технологическим процессом, состоящим из нескольких технологических операций с различными временными режимами, с существенным снижением габаритов агрегата по длине. Заявленный агрегат позволяет также снизить его металлоемкость и энергозатраты на проведение аналогичных технологий нанесения защитных покрытий по сравнению с агрегатом шнекового типа.
Заявленный технический результат достигается тем, что агрегат для нанесения защитного покрытия на поверхность патронной гильзы содержит станину, на которой последовательно установлены ванны с технологическими жидкостями и опорные ролики. На опорных роликах установлен горизонтальный вал. Привод горизонтального вала и лоток загрузки также установлены на станине. На горизонтальном валу последовательно расположены соединенные между собой барабаны. Каждый барабан выполнен с двумя торцевыми и боковой перфорированной стенками, а нижняя часть барабанов технологических операций, связанных с жидкостями, размещена в ванне соответствующей операции технологического процесса нанесения защитного покрытия, при этом на внутренней поверхности стенок барабанов закреплены перегородки. Новым в заявляемом агрегате является то, что каждый барабан состоит из двух частей, разделенных поперечной перфорированной стенкой с передаточным окном, размещенным на ее периферии. Перегородки в каждой части барабана закреплены на его поперечной и соответствующей торцевой стенках, и их рабочая поверхность в поперечном сечении образована частями концентрических окружностей с соединением соседних окружностей прямолинейными участками. Причем торцевая стенка первой по ходу перемещения патронных гильз части барабана снабжена загрузочным окном, расположенным у центральной ее части, а полость, образованная рабочей поверхностью перегородки первой части барабана, в поперечном сечении выполнена расходящейся от загрузочного окна к передаточному окну по направлению, противоположному направлению вращения барабана. Торцевая стенка второй части барабана снабжена окном выгрузки, расположенным у центральной ее части, а полость, образованная рабочей поверхностью перегородки второй части барабана в поперечном сечении, выполнена сходящейся от передаточного окна к окну выгрузки по направлению, противоположному направлению вращения барабана. Окно выгрузки предшествующего барабана соединено с окном загрузки последующего барабана шнеками. При этом соотношение суммарных длин рабочих поверхностей перегородок обеих частей всех барабанов между собой равно соотношению времен соответствующих технологических операций, осуществляемых в этих барабанах.
Целесообразно ширину всех барабанов выполнить одинаковой.
Для облегчения обслуживания агрегата, путем обеспечения доступности к рабочим полостям барабанов, их торцевые стенки могут быть образованы радиальными направляющими и съемными секторальными крышками.
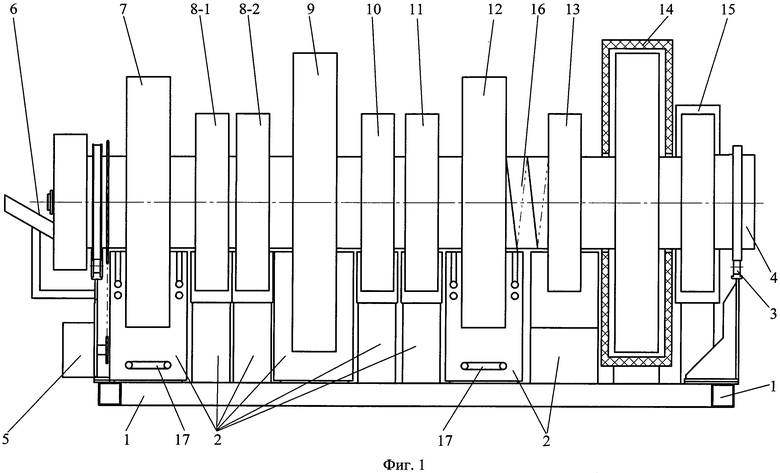
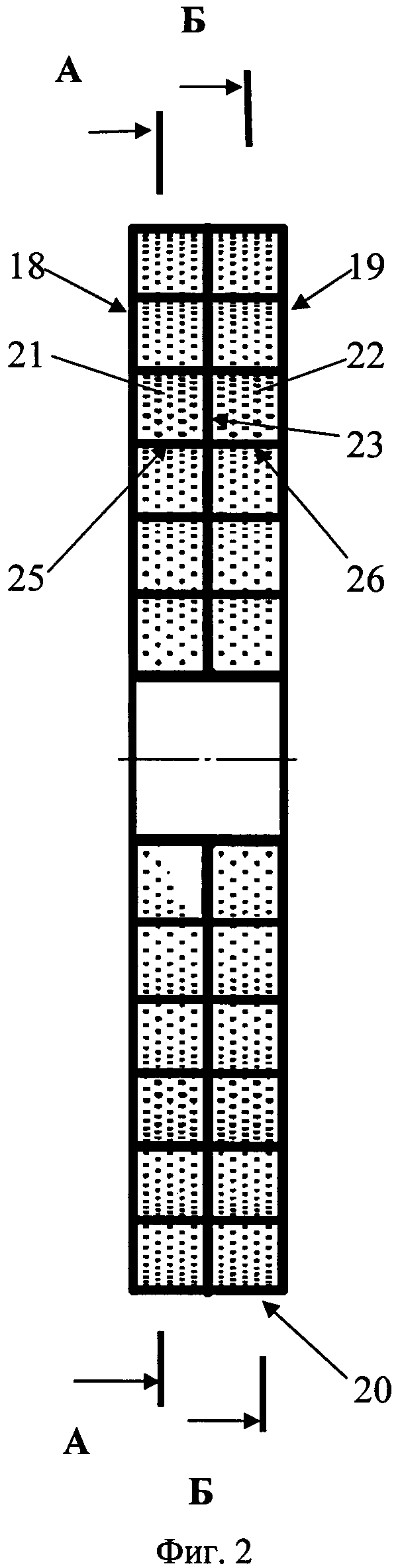
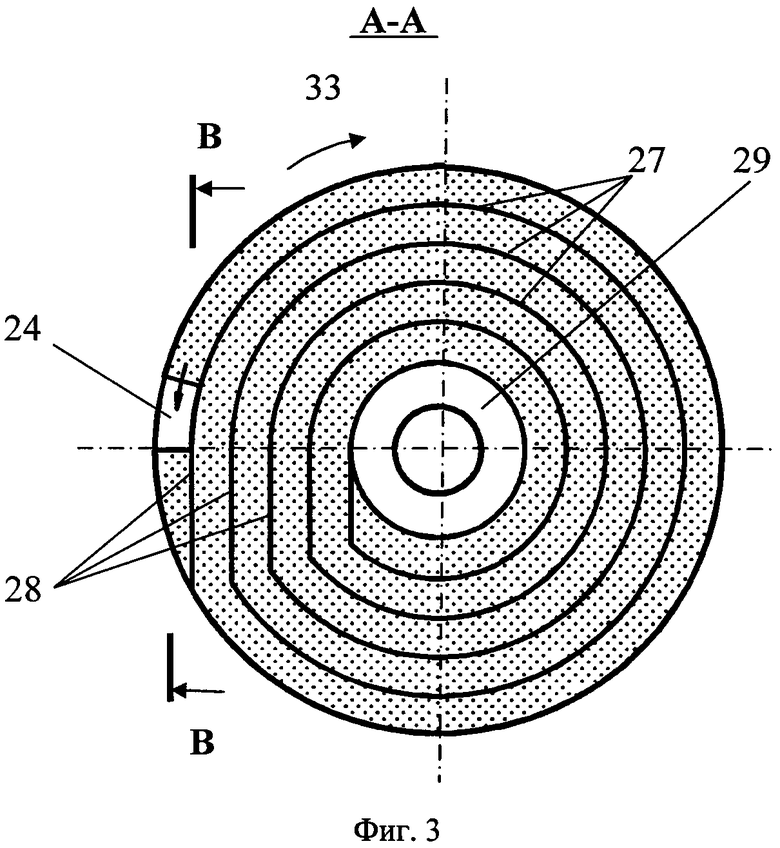
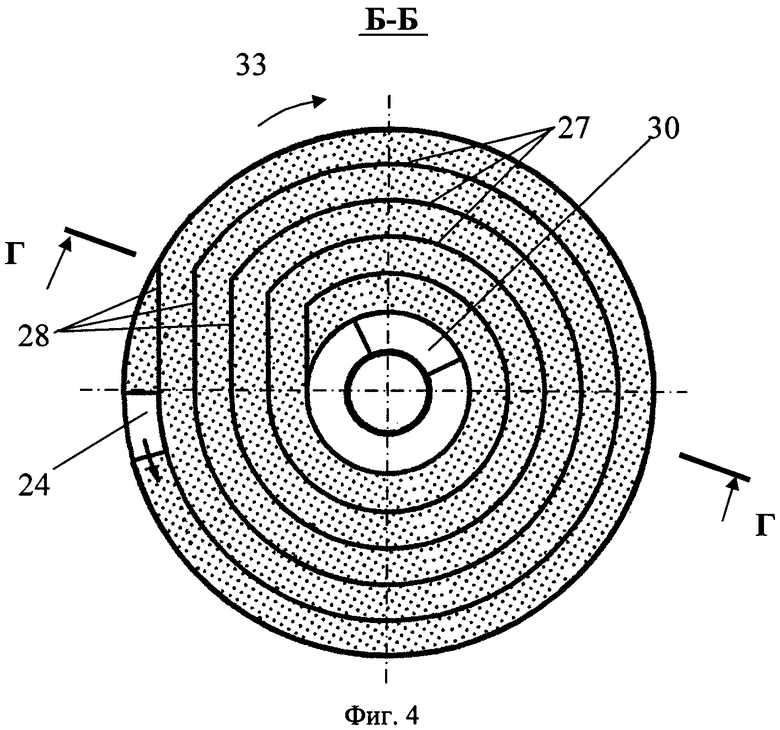
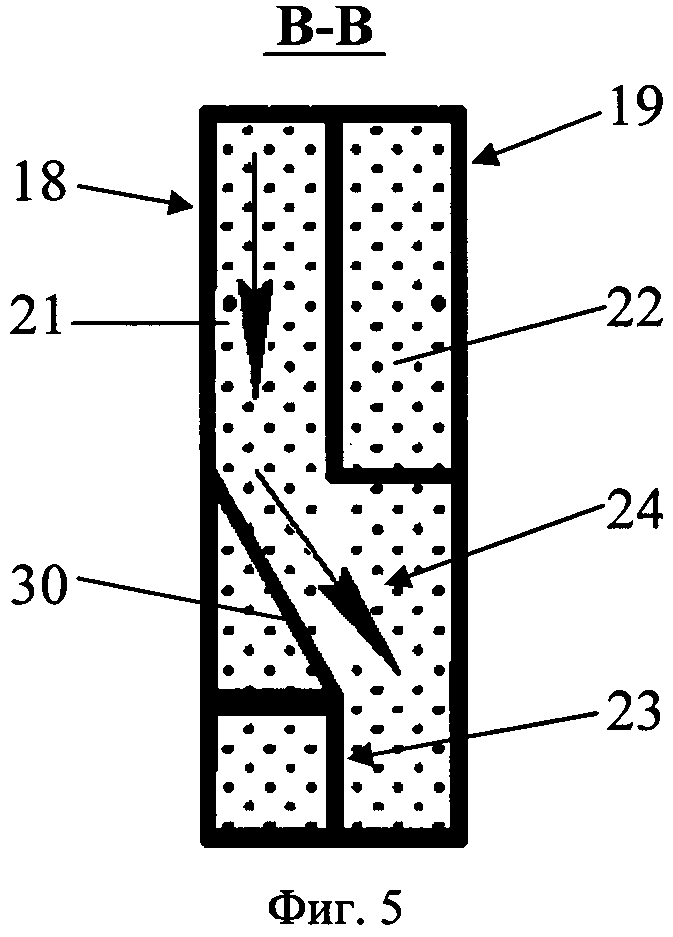
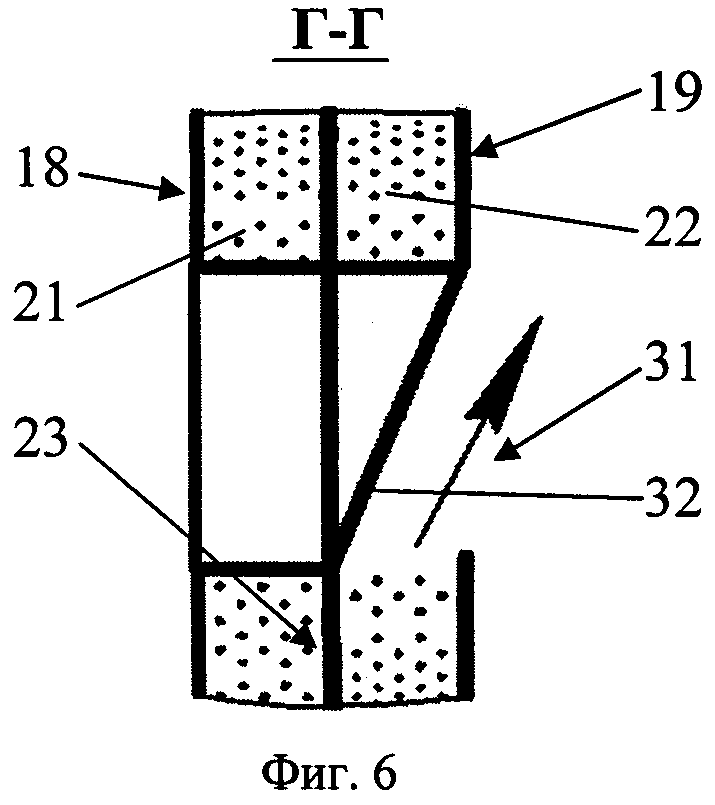
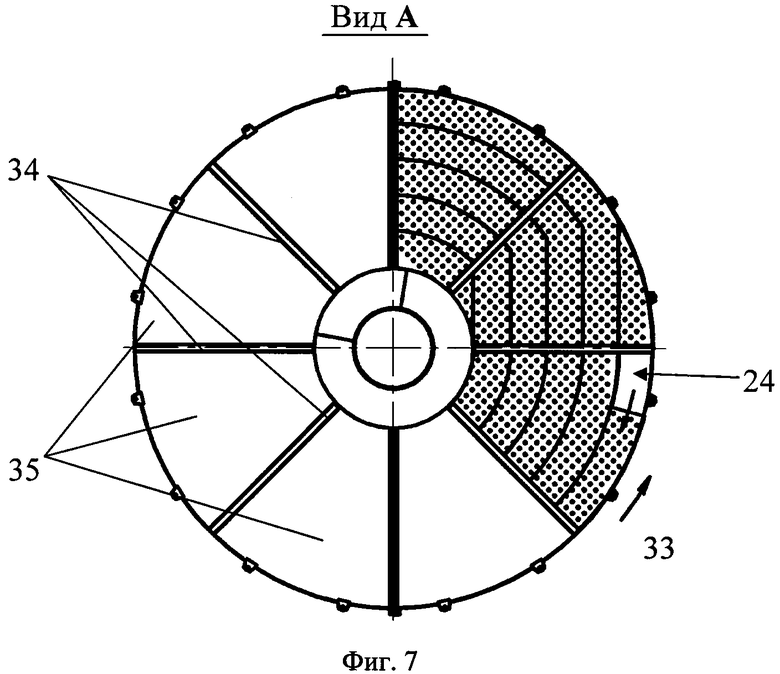
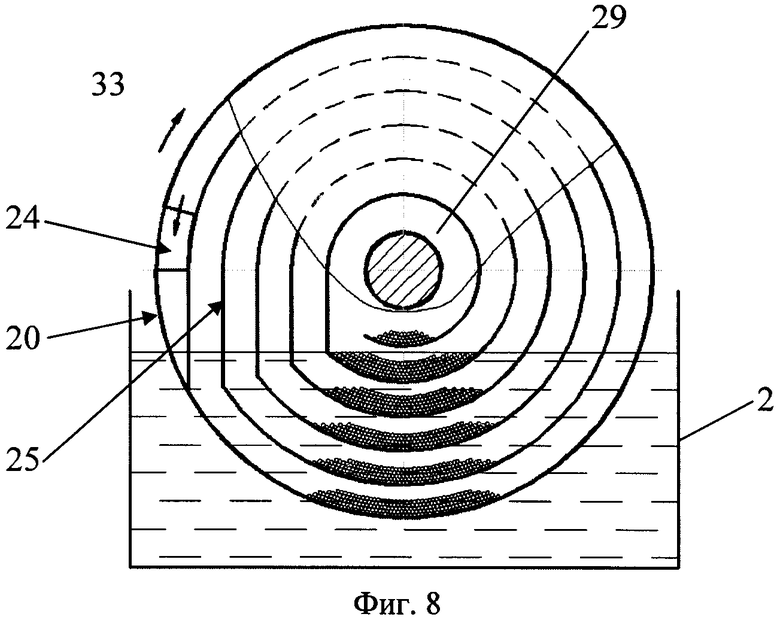
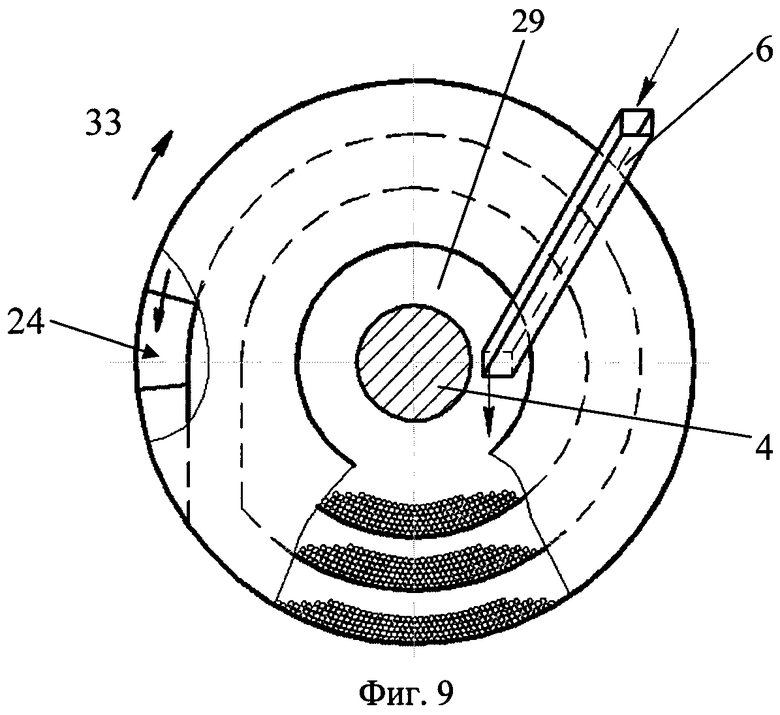
В качестве примера реализации изобретения, не исключающего другие схемы компоновки агрегата, представлена на Фиг. 1 схема агрегата конкретного технологического процесса нанесения защитного фосфатно-полимерного покрытия на поверхность стальных гильз патронов стрелкового оружия. На Фиг. 2 представлен продольный разрез барабана; на Фиг.3 представлен поперечный разрез Α-A Фиг. 2 первой части барабана, а на Фиг. 4 - поперечный разрез Б-Б Фиг. 2 второй части барабана; на Фиг. 5 представлен разрез В-В Фиг. 3 в зоне передаточного окна; на Фиг. 6 представлен разрез Г-Г Фиг. 4 в зоне окна выгрузки; на Фиг. 7 представлен вид А Фиг. 2 на барабан со стороны окна выгрузки; на Фиг. 8 представлен поперечный разрез барабана, погруженного в ванну с технологическим раствором; на Фиг. 9 представлен вид на барабан со стороны загрузочного лотка.
Агрегат для нанесения защитного покрытия на поверхность патронной гильзы содержит станину 1, на которой последовательно установлены ванны 2 с технологическими жидкостями и опорные ролики 3. На опорных роликах 3 установлен горизонтальный вал 4. Привод горизонтального вала 5 и лоток загрузки 6 также установлены на станине 1. На горизонтальном валу 4 последовательно закреплены соединенные между собой барабаны 7-15.
Барабан 7 предназначен для совмещенного обезжиривания и травления при подготовке гильз к нанесению защитного покрытия. Двухсекционный барабан с секциями 8-1 и 8-2 предназначен для промывки гильз холодной водой противотоком. Барабан 9 предназначен для нанесения цинкофосфатного слоя (грунта). Барабан 10 предназначен для второй промывки гильз в холодной воде. Барабан 11 предназначен для сепарирования гильз от воды. Барабан 12 предназначен для нанесения полимерного слоя. Барабан 13 предназначен для сепарирования гильз от излишков полимерной смеси. Барабан 14 предназначен для отверждения фосфатно-полимерного покрытия путем сушки гильз с нанесенным на ее поверхность покрытием. Далее по необходимости может быть установлен барабан 15 охлаждения готовых гильз. Барабаны 7-15 связаны между собой шнеками 16.
Для регулирования температуры раствора для нанесения защитного покрытия, соответствующая ванна снабжена элементами для терморегулирования, например нагревательными или охлаждающими элементами 17, в качестве теплоносителей которых может использоваться вода или пар.
Каждый барабан 7-15 выполнен с двумя торцевыми 18, 19 перфорированными стенками и боковой 20 перфорированной стенкой. Барабаны 7-15 разделены на две части 21 и 22 поперечной перфорированной стенкой 23 с передаточным окном 24, размещенным на ее периферии.
В каждой части 21, 22 барабанов 7-15 на его поперечной 23 и соответствующей торцевой 18 (19) стенках закреплены соответствующие перегородки 25 (26). Рабочая поверхность перегородок 25 (26) в поперечном сечении образована частями концентрических окружностей 27 с соединением соседних окружностей прямолинейными участками 28.
Загрузочное окно 29 расположено в центральной части торцевой 18 стенки первой по ходу перемещения патронных гильз части 21 барабана.
В зоне передаточного окна 24 торцевая стенка 18 снабжена наклонной плоской или вогнутой перегородкой 30 до поперечной стенки 23.
Торцевая стенка 19 второй части 22 барабана снабжена окном выгрузки 31, расположенным в центральной ее части. В зоне окна выгрузки 31 поперечная стенка 23 снабжена наклонной плоской или вогнутой перегородкой 32 до торцевой стенки 19.
Окно выгрузки 31 предшествующего барабана соединено с окном загрузки 29 последующего барабана шнеками 16.
Полость, образованная рабочей поверхностью перегородки 25 первой части 21 барабанов 7-15, в поперечном сечении выполнена расходящейся от загрузочного окна 29 к передаточному окну 24 по направлению, противоположному направлению 33 вращения барабанов 7-15.
Полость, образованная рабочей поверхностью перегородки 26 второй части 22 барабанов 7-15, в поперечном сечении выполнена сходящейся от передаточного окна 24 к окну выгрузки 31 по направлению, противоположному направлению 33 вращения барабана.
При этом соотношение суммарных длин рабочих поверхностей перегородок 25 и 26 обеих частей всех барабанов 7-15 между собой равно соотношению времен соответствующих технологических операций, осуществляемых в этих барабанах.
Ширина всех барабанов выполнена одинаковой, а диметры барабанов пропорциональны времени соответствующих технологических операций, осуществляемых в соответствующем барабане. Т.е. соотношение суммарных длин рабочих поверхностей перегородок 25 и 26 обеих частей 21 и 22 всех барабанов между собой равно соотношению времен соответствующих технологических операций, осуществляемых в этих барабанах.
Для облегчения обслуживания агрегата, путем обеспечения доступности к рабочим полостям барабанов, их торцевые стенки 18 и 19 могут быть образованы радиальными направляющими 34 и съемными секторальными крышками 35.
Нижняя часть барабанов технологических операций, связанных с жидкостями, размещена в ванне 2 соответствующей операции технологического процесса нанесения защитного покрытия.
Агрегат для нанесения защитного фосфатно-полимерного покрытия на поверхность патронной гильзы работает следующим образом.
Горизонтальному валу 4 посредством привода 5 и, например, цепной передачи придают вращение по направлению 33, совпадающему с направлением витков шнеков 16.
Необходимое для обработки количество гильз подают посредством загрузочного лотка 6 в загрузочное окно 29, расположенное в центральной области на торцевой стенке 18 первой части 21 первого вращающегося барабана 7. При вращении барабана 7 по направлению 33 загруженная партия гильз перемещается по поверхности перегородки 25 за счет гравитационной силы. За счет того что полость, образованная рабочей поверхностью перегородки 25 первой части 21 барабана 7, выполнена расходящейся от загрузочного окна 29 к передаточному окну 24 по направлению, противоположному направлению 33 вращения барабана 7, гильзы перемещаются от центра барабана от его загрузочного окна 29 к периферии - к передаточному окну 24. Посредством наклонной перегородки 30 гильзы передаются во вторую часть 26 барабана 7.
За счет того что полость, образованная рабочей поверхностью перегородки 26 второй части 22 барабана 7, выполнена сходящейся от передаточного окна 24 к окну выгрузки 31 по направлению, противоположному направлению 33 вращения барабана, гильзы перемещаются от периферии от передаточного окна 24 к центру - к окну выгрузки 31.
Нижняя часть барабана 7 размещена в ванне 2 с технологическим раствором для совмещенного обезжиривания и травления очищающим составом. При вращении барабана гильзы находятся в технологическом растворе пока не пройдут всю длину рабочих поверхностей перегородок 25 и 26 обеих частей 21 и 22 барабана 7 от загрузочного окна 29 до окна выгрузки 31. Скорость вращения горизонтального вала 4 задается таким образом, чтобы гильзы находились в технологическом растворе требуемое технологией время.
Затем с помощью шнека 16 гильзы перемещают в следующий барабан 8, для двухкаскадной промывки в холодной воде. Перемещение гильз в остальных барабанах 8-15 и передача их от барабана к барабану аналогичны описанному выше.
Если предположить, что время проведения последовательных технологических операций в барабанах 7-15 составляет:
- барабан 7, совмещенное обезжиривание и травление - 3 мин;
- барабан 8, первая холодная промывка в воде - 2 мин;
- барабан 9, нанесение цинкофосфатного слоя (грунта) - 8 мин;
- барабан 10, вторая холодная промывка в воде - 1 мин;
- барабан 11, сепарирование от воды - 1,5 мин;
- барабан 12, нанесение полимерного слоя - 3 мин;
- барабан 13, сепарирование от излишков полимерной смеси - 1,5 мин;
- барабан 14, отверждение фосфатно-полимерного покрытия - 7 мин,
то соотношение суммарных длин рабочей поверхности 25 и 26 барабанов 7-14 по соответствующим операциям составляет: 3:2:8:1:1,5:3:1,5:7.
Таким образом, при непрерывном вращении горизонтального вала 4 с заданной скоростью, гильзы непрерывно перемещаются по последовательно расположенным барабанам 7-15 с точным соблюдением временных режимов проведения той или иной технологической операции.
Конструкция агрегата для нанесения защитного покрытия на поверхность гильз патронов стрелкового оружия позволяет существенно снизить его габариты по длине. По сравнению с прототипом, для проведения аналогичной технологии нанесения защитного покрытия, требуются производственные площади, занимаемые оборудованием, в 1,5 раза меньше. Кроме того, трудоемкость изготовления и обслуживание оборудования уменьшились в 1,3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ПАТРОННЫХ ГИЛЬЗ | 2014 |
|
RU2574625C1 |
| ЛИНИЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ И БАРАБАН ДЛЯ НЕЕ | 2013 |
|
RU2544723C1 |
| БАРАБАННО-ВИНТОВОЙ АГРЕГАТ ДЛЯ ГРАНУЛИРОВАНИЯ ТЕХНОГЕННЫХ МАТЕРИАЛОВ И ИХ ОБРАБОТКИ | 2020 |
|
RU2748629C1 |
| АНТИКОРРОЗИОННОЕ ЗАЩИТНОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО НАНЕСЕНИЯ НА ПОВЕРХНОСТЬ СТАЛЬНОЙ ГИЛЬЗЫ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2439114C1 |
| ПАТРОННАЯ ГИЛЬЗА | 2010 |
|
RU2412424C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ПАТРОННОЙ ГИЛЬЗЫ | 2010 |
|
RU2420611C1 |
| УСТРОЙСТВО ДЛЯ МОЙКИ, ХИМИЧЕСКОЙ ОБРАБОТКИ И СУШКИ СЫПУЧИХ ОБЪЕКТОВ В КАССЕТАХ | 2018 |
|
RU2688519C1 |
| Комбикормовый агрегат | 2023 |
|
RU2805301C1 |
| СТИРАЛЬНАЯ МАШИНА | 2000 |
|
RU2174170C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ПАТРОННОЙ ГИЛЬЗЫ | 2009 |
|
RU2420609C1 |
Изобретение относится к оборудованию для нанесения антикоррозионного защитного покрытия на поверхность патронных гильз. Агрегат содержит привод горизонтального вала, на котором последовательно расположены соединенные между собой шнеками барабаны. Каждый барабан состоит из двух частей, разделенных поперечной перфорированной стенкой с передаточным окном, размещенным на ее периферии. Внутри каждой части барабанов закреплены соответствующие перегородки. Рабочая поверхность перегородок в поперечном сечении образована частями концентрических окружностей с соединением соседних окружностей прямолинейными участками. Полость, образованная рабочей поверхностью перегородки первой части барабанов, в поперечном сечении выполнена расходящейся от загрузочного окна к передаточному окну по направлению, противоположному направлению вращения барабанов. Полость, образованная рабочей поверхностью перегородки второй части барабанов в поперечном сечении, выполнена сходящейся от передаточного окна к окну выгрузки по направлению, противоположному направлению вращения барабана. Соотношение суммарных длин рабочих поверхностей перегородок обеих частей всех барабанов между собой равно соотношению времени соответствующих технологических операций, осуществляемых в этих барабанах. Изобретение обеспечивает осуществление единого процесса, состоящего из нескольких технологических операций с различными временными режимами, а также снижение габаритов агрегата по длине, что позволяет снизить его металлоемкость и энергозатраты на нанесение защитных покрытий. 2 з.п. ф-лы, 9 ил.
1. Агрегат для нанесения защитного покрытия на поверхность патронной гильзы, содержащий станину, на которой последовательно установлены ванны с технологическими жидкостями и опорные ролики, горизонтальный вал, установленный на опорных роликах, привод горизонтального вала, лоток загрузки, последовательно расположенные на горизонтальном валу и соединенные между собой барабаны, каждый из которых выполнен с двумя торцевыми и боковой перфорированной стенками, нижняя часть барабанов технологических операций, связанных с жидкостями, размещена в ванне соответствующей операции технологического процесса нанесения защитного покрытия, при этом на внутренней поверхности стенок барабанов закреплены перегородки, отличающийся тем, что каждый барабан состоит из двух частей, разделенных поперечной перфорированной стенкой с передаточным окном, размещенным на ее периферии, перегородки в каждой части барабана закреплены на его поперечной и соответствующей торцевой стенках и их рабочая поверхность в поперечном сечении образована частями концентрических окружностей с соединением соседних окружностей прямолинейными участками, причем торцевая стенка первой по ходу перемещения патронных гильз части барабана снабжена загрузочным окном, расположенным у центральной ее части, а полость, образованная рабочей поверхностью перегородки первой части барабана, в поперечном сечении выполнена расходящейся от загрузочного окна к передаточному окну по направлению, противоположному направлению вращения барабана, торцевая стенка второй части барабана снабжена окном выгрузки, расположенным у центральной ее части, а полость, образованная рабочей поверхностью перегородки второй части барабана, в поперечном сечении выполнена сходящейся от передаточного окна к окну выгрузки по направлению, противоположному направлению вращения барабана, окно выгрузки предшествующего барабана соединено с окном загрузки последующего барабана шнеками, при этом соотношение суммарных длин рабочих поверхностей перегородок обеих частей всех барабанов между собой равно соотношению времен соответствующих технологических операций, осуществляемых в этих барабанах.
2. Агрегат по п. 1, отличающийся тем, что все барабаны имеют одинаковую ширину.
3. Агрегат по п. 1, отличающийся тем, что торцевые стенки барабанов образованы радиальными направляющими и съемными секторальными крышками.
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ПАТРОННОЙ ГИЛЬЗЫ | 2009 |
|
RU2420609C1 |
| Устройство для автоматической зарядки железо-никелевых аккумуляторов | 1960 |
|
SU141526A1 |
| СПОСОБ ОЧИСТКИ И КОНСЕРВАЦИИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2101384C1 |
| ПАТРОННАЯ ГИЛЬЗА | 2010 |
|
RU2412424C1 |
| JPS 59145789 A, 21.08.1984. | |||

