Изобретение относится к микроэлектронике, в частности к технологии окончательной сборки герметичных микрокорпусов, имеющих вакуумную газовую среду внутри корпуса, и может быть использовано в приборах РЭА с герметичными корпусами.
Известен способ герметизации микрокорпусов и микросборок, при котором в откачное отверстие, выполненное в стенке корпуса, вставляют и припаивают откачную трубку «штенгель». Затем заполняют внутренний объем микрокорпуса газовой средой и заваривают «штенгель» холодной сваркой (патент Японии №2010-289078 от 27.12.2010).
Данный способ герметизации малопригоден для микрокорпусов из-за значительных габаритов откачного узла, выступающего за габариты стенки корпуса, а так же из-за попадания остатков флюса и припоя во внутренний объем микрокорпуса.
Известен способ герметизации микросборок, при котором на наружную поверхность крышки в месте расположения откачного отверстия наносят легкоплавкий припой, лазерным лучом прошивают откачное отверстие. Микросборку собирают, вакуумируют, заполняют внутренний объем газовой средой. В камере вакуумирования через прозрачное окно лазерным лучом запаивают откачное отверстие легкоплавким припоем (А.С. SU №748562 от 15.07.80).
Данный способ герметизации малопригоден из-за отсутствия защиты от попадания остатков расплавленного припоя во внутренний объем корпуса микросборки.
Наиболее близким к предлагаемому изобретению является способ окончательной герметизации, включающий установку микросборки в вакуумную камеру, заполнение внутреннего объема микросборки газом через откачное отверстие, в которое вставляют металлический шарик, и заваривают через прозрачное окно вакуумной камеры лучом лазера до образования герметичного кольцевого шва (патент Российской Федерации №2262767 от 15.05.2003).
Недостатком данного способа является техническая сложность установки шарика в откачное отверстие микросборки в вакуумной камере, а также низкое качество герметичного сварного шва в предлагаемом нестандартном соединении свариваемых кромок.
Задачами изобретения являются повышение эксплуатационных характеристик микроблоков и увеличение их срока службы.
Техническими результатами предлагаемого изобретения являются повышение надежности и качества герметичного сварного шва и исключение возможности попадания расплавленного металла или луча лазера во внутренний объем микросборки.
Для достижения названных технических результатов в предлагаемом способе, включающем установку собранного микроблока, корпус которого выполнен с откачным отверстием, в вакуумную камеру, откачку воздуха до заданного значения, заполнение внутреннего объема газовой средой и герметизацию лучом лазера, в стенке корпуса микроблока выполнен выступ с кольцевой канавкой вокруг него, при этом откачное отверстие расположено в центре выступа, а в стенке выступа выполнено обнижение глубиной не более 20÷30% от высоты выступа и шириной не более  от внутреннего диаметра выступа, лучом лазера наплавляют верхнюю часть выступа на нижнюю часть обнижения с откачным отверстием, а затем окончательно заваривают и формируют герметичный сварной шов.
от внутреннего диаметра выступа, лучом лазера наплавляют верхнюю часть выступа на нижнюю часть обнижения с откачным отверстием, а затем окончательно заваривают и формируют герметичный сварной шов.
Откачное отверстие может быть выполнено в виде паза овальной формы и расположено между двумя выступами, при этом на откачное отверстие лучом лазера наплавляют верхнюю часть каждого выступа.
Предлагаемое изобретение иллюстрируется чертежами, представленными на фиг. 1, 2.
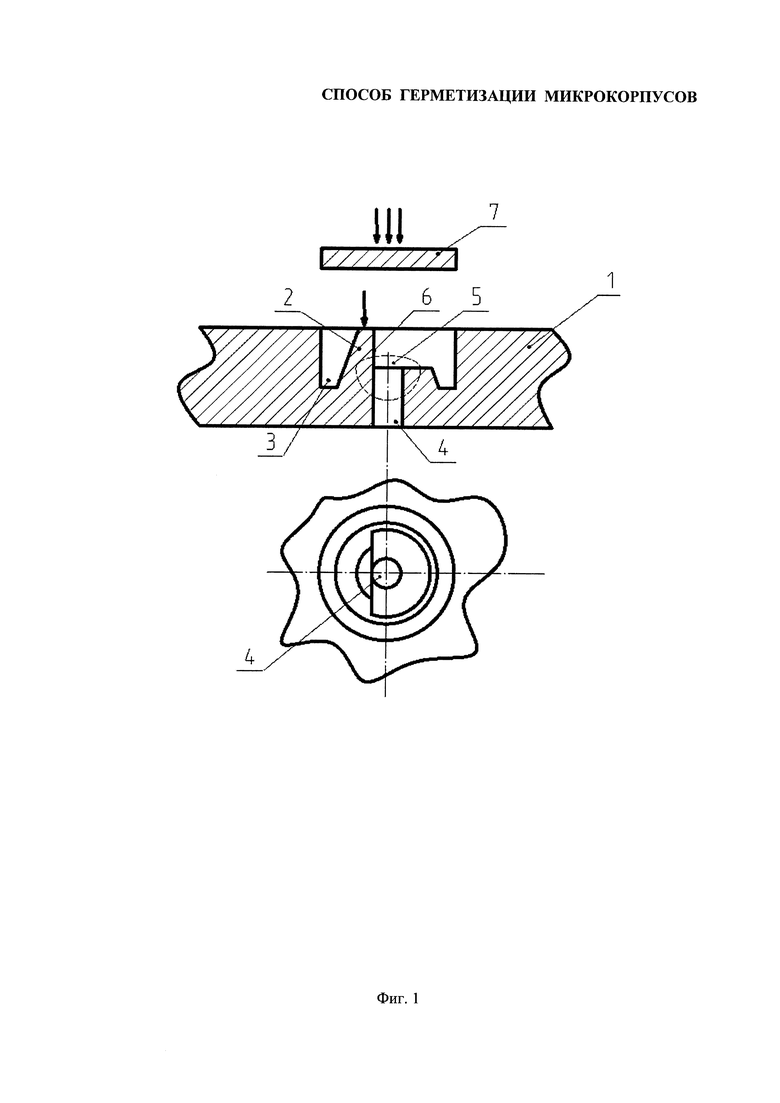
На фиг. 1 изображена стенка корпуса с выступом, кольцевой канавкой, откачным отверстием в центре выступа и обнижением в стенке выступа. Стрелкой показано направление лазерного луча на верхнюю часть выступа для защиты внутренней части корпуса от лазерного излучения при наплавлении на нижнюю часть обнижения с откачным отверстием.
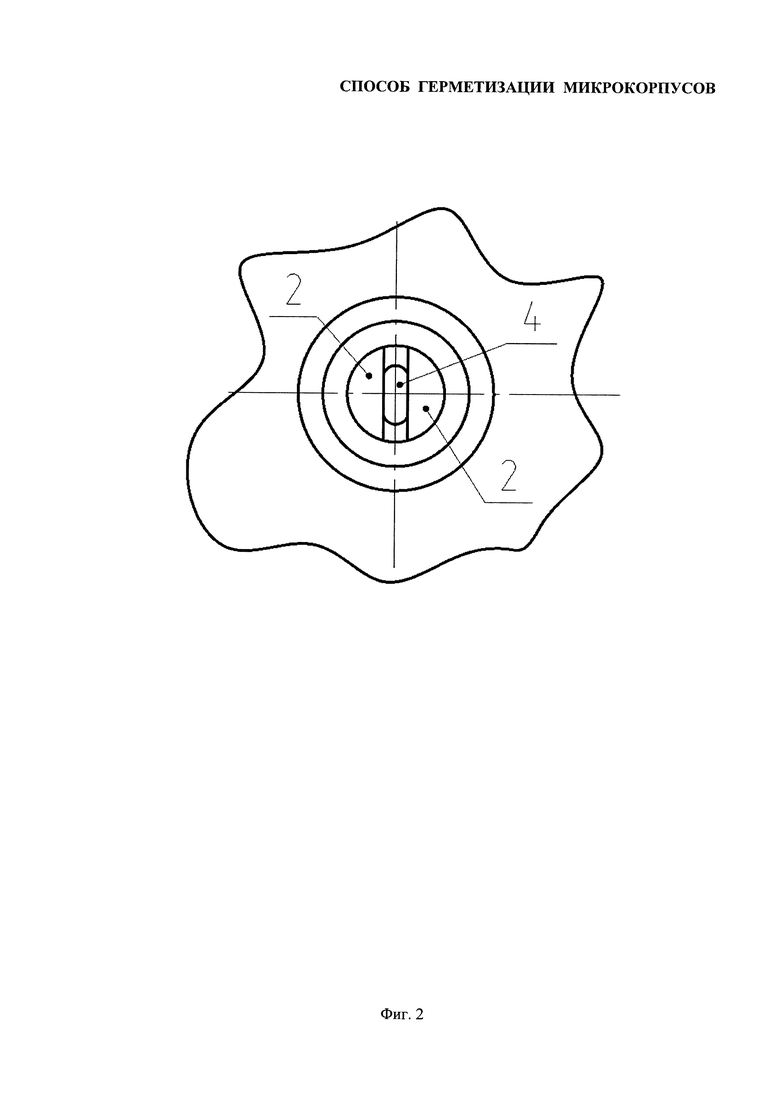
На фиг. 2 изображено откачное отверстие, выполненное в виде паза овальной формы, расположенное между двумя выступами.
На фиг. 1 цифрами обозначены:
1 - стенка корпуса микроблока;
2 - выступ;
3 - кольцевая канавка;
4 - откачное отверстие;
5 - герметичный сварной шов;
6 - обнижение в стенке выступа;
7 - окно вакуумной камеры.
Способ осуществляется следующим образом.
В стенке 1 корпуса микроблока с откачным отверстием 4 выполняют выступ 2 с кольцевой канавкой 3 вокруг выступа, при этом откачное отверстие 4 должно быть расположено в центре выступа 2. В стенке выступа 2 выполняют обнижение 6 глубиной не более 20÷30% от высоты выступа и шириной не более  от внутреннего диаметра выступа.
от внутреннего диаметра выступа.
Микроблок помещают в вакуумную камеру, производят откачку воздуха до заданного значения, заполняют внутренний объем газовой средой и лучом лазера через окно 7 вакуумной камеры производят наплавку верхней части выступа 2 на нижнюю часть обнижения 6 с откачным отверстием 4, препятствуя попаданию лазерного луча внутрь микросборки, а затем окончательно заваривают и формируют герметичный сварной шов 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МИКРОСБОРКИ | 2003 |
|
RU2262767C2 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МИКРОУЗЛА | 2013 |
|
RU2547842C1 |
| Способ герметизации микросборки | 1983 |
|
SU1381618A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ЭЛЕКТРОВАКУУМНОГО ПРИБОРА | 1987 |
|
SU1507112A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОТКАЧНЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 1991 |
|
RU2069916C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ЗАВАРИВАНИЯ ОТКАЧНОГО ОТВЕРСТИЯ В СТЕНКЕ ВАКУУМИРУЕМОЙ ЕМКОСТИ | 2003 |
|
RU2233213C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО КОРПУСА МИКРОЭЛЕКТРОННОГО УСТРОЙСТВА С КОНТРОЛИРУЕМОЙ СРЕДОЙ В ЕГО ВНУТРЕННЕМ ОБЪЕМЕ | 2017 |
|
RU2660799C1 |
| ШИРОКОПОЛОСНЫЙ ПЛАЗМЕННЫЙ ИСТОЧНИК СВЕТА С ЛАЗЕРНОЙ НАКАЧКОЙ | 2021 |
|
RU2780202C1 |
| ОТКАЧНОЕ УСТРОЙСТВО | 2003 |
|
RU2233212C1 |
Изобретение относится к микроэлектронике, а именно к технологии окончательной сборки герметичных микрокорпусов, имеющих вакуумную газовую среду внутри корпуса, и может быть использовано в приборах радиоэлектронной аппаратуры (РЭА) с герметичными корпусами. Способ включает установку собранного микроблока с откачным отверстием в корпусе в вакуумную камеру, откачку воздуха до заданного значения, заполнение внутреннего объема газовой средой и герметизацию лучом лазера. При этом в стенке корпуса микроблока выполнен выступ с кольцевой канавкой вокруг него, откачное отверстие расположено в центре выступа, а в стенке выступа выполнено обнижение глубиной не более 20÷30% от высоты выступа и шириной не более 1/2 от внутреннего диаметра выступа. Лучом лазера наплавляют верхнюю часть выступа на нижнюю часть обнижения с откачным отверстием, а затем окончательно заваривают и формируют герметичный сварной шов. Откачное отверстие может быть выполнено в виде паза овальной формы и расположено между двумя выступами, а лучом лазера на откачное отверстие наплавляют верхнюю часть каждого выступа. Технический результат заключается в повышении надежности и качества герметичного сварного шва и исключении возможности попадания расплавленного металла или луча лазера во внутренний объем микросборки. 1 з.п. ф-лы, 2 ил.
1. Способ окончательной герметизации микроблоков, включающий установку собранного микроблока, корпус которого выполнен с откачным отверстием, в вакуумную камеру, откачку воздуха до заданного значения, заполнение внутреннего объема газовой средой и герметизацию лучом лазера, отличающийся тем, что в стенке корпуса микроблока выполнен выступ с кольцевой канавкой вокруг него, при этом откачное отверстие расположено в центре выступа, а в стенке выступа выполнено обнижение глубиной не более 20÷30% от высоты выступа и шириной не более  от внутреннего диаметра выступа, лучом лазера наплавляют верхнюю часть выступа на нижнюю часть обнижения с откачным отверстием, а затем окончательно заваривают и формируют герметичный сварной шов.
от внутреннего диаметра выступа, лучом лазера наплавляют верхнюю часть выступа на нижнюю часть обнижения с откачным отверстием, а затем окончательно заваривают и формируют герметичный сварной шов.
2. Способ по п. 1, отличающийся тем, что откачное отверстие выполнено в виде паза овальной формы и расположено между двумя выступами, а лучом лазера на откачное отверстие наплавляют верхнюю часть каждого выступа.
| Способ герметизации миниатюрных реле | 1978 |
|
SU748562A1 |
| JP 2012138436 A, 19.07.2012 | |||
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МИКРОСБОРКИ | 2003 |
|
RU2262767C2 |
| JP 2006305655 A, 09.11.2006 | |||
| СПОСОБ СОЕДИНЕНИЯ МАТЕРИАЛОВ С ПОКРЫТИЕМ | 2005 |
|
RU2294271C1 |
| JP 2011003787 A, 06.01.2011. | |||

