Изобретение относится к холодной сварке однородных пластичных материалов и может быть использовано в машиностроительной, приборостроительной, химической, пищевой и других отраслях промышленности при изготовлении герметичных бесфланцевых капсул.
Целью изобретения является повышение надежности герметизации сварного соединения.
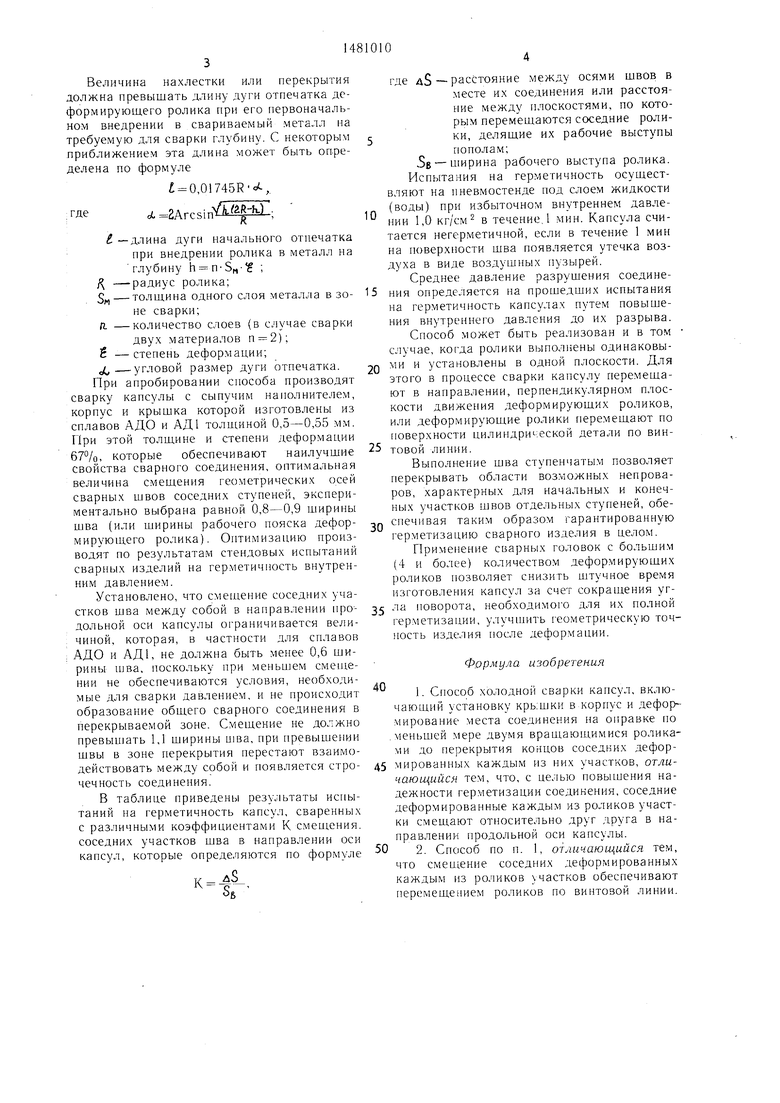
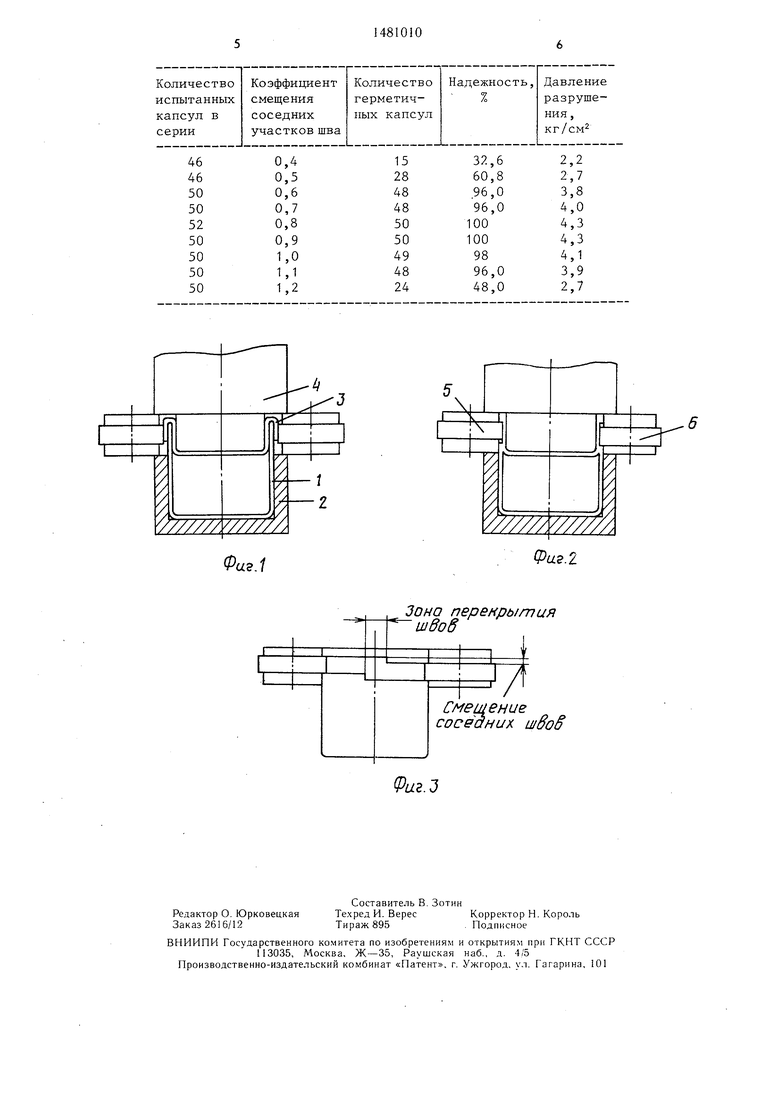
На фиг. 1 показано начало цикла деформирования при сварке; на фиг. 2 - конец цикла; на фиг. 3 - вид шва в зоне перекрытия, выполненного с применением двух деформирующих роликов.
Способ реализуется следующим образом.
Корпус 1 (фиг. 1-3) устанавливают в державке 2 и надевают на него крышку 3, на которой предварительно выполняют от- бортовку. Оправку 4 вводят в полость крышки, крышку плотно прижимают к корпусу. Сварку производят вращающимися роликами, размещенными на одинаковом расстоянии друг от друга по окружности свариваемой детали. Сварочные ролики имеют смещенные друг относительно друга вдоль продольной оси свариваемой детали рабочие пояски 5 и 6. При сварке, вдавливая рабочие пояски 5 и 6 роликов в материал крышки, деформируют свариваемые детали на оправке. При этом рабочие пояски роликов перемещаются по несовпадающим траекториям до образования зон взаимного перекрытия швов (фиг. 3). Величина смещения (фиг. 3) рабочих поясков друг относительно друга выбирается экспериментально, исходя из условий образования в зоне перекрытия швов герметичного сварочного соединения. Величина этого смещения зависит от свариваемого материала, толщины, формы очага деформации.
Јъ
00
Величина нахлестки или перекрытия должна превышать длину дуги отпечатка деформирующего ролика при его первоначальном внедрении в свариваемый металл на требуемую для сварки глубину. С некоторым приближением эта длина может быть определена по формуле
Ј 0,0 745R ° -,
где
A 2ArcsinVfcftft-bJ
I -длина дуги начального отпечатка при внедрении ролика в металл на глубину h п-5м- ; --радиус ролика; SM - толщина одного слоя металла в зоне сварки; П -количество слоев (в случае сварки
двух материалов п 2); ё -степень деформации; Ь -угловой размер дуги отпечатка. При апробировании способа производят сварку капсулы с сыпучим наполнителем, корпус и крышка которой изготовлены из сплавов АДО и АД1 толщиной 0,5-0,55 мм. При этой толщине и степени деформации 67%, которые обеспечивают наилучшие свойства сварного соединения, оптимальная величина смещения геометрических осей сварных швов соседних ступеней, экспериментально выбрана равной 0,8---0,9 ширины шва (или ширины рабочего пояска деформирующего ролика). Оптимизацию производят по результатам стендовых испытаний сварных изделий на герметичность внутренним давлением.
Установлено, что смещение соседних участков шва между собой в направлении продольной оси капсулы ограничивается величиной, которая, в частности для сплавов АДО и АД1, не должна быть менее 0,6 ширины шва, поскольку при меньшем смещении не обеспечиваются условия, необходимые для сварки давлением, и не происходит образование общего сварного соединения в перекрываемой зоне. Смещение не должно превышать 1,1 ширины шва, при превышении швы в зоне перекрытия перестают взаимодействовать между собой и появляется стро- чечность соединения.
В таблице приведены результаты испытаний на герметичность капсул, сваренных с различными коэффициентами К смещения, соседних участков шва в направлении оси капсул, которые определяются по формуле
K iS-, Ьб
5
0
5
0
5
0
5
0
где д5 - расстояние между осями швов в месте их соединения или расстояние между плоскостями, по которым перемещаются соседние ролики, делящие их рабочие выступы пополам;
SB - ширина рабочего выступа ролика. Испытания на герметичность осуществляют на пневмостенде под слоем жидкости (воды) при избыточном внутреннем давлении 1,0 кг/см2 в течение 1 мин. Капсула считается негерметичной, если в течение 1 мин на поверхности шва появляется утечка воздуха в виде воздушных п зырей.
Среднее давление разрушения соединения определяется на прошедших испытания на герметичность капсулах путем повышения внутреннего давления до их разрыва.
Способ может быть реализован и в том , ко -да ролики выполнены одинаковыми и установлены в одной плоскости. Для этого в процессе сварки капсулу перемещают в направлении, перпендикулярном плоскости движения деформирующих роликов, или деформирующие ролики перемещают по поверхности цилиндри1еской детали по винтовой линии.
Выполнение шва ступенчатым позволяет перекрывать области возможных непрова- ров, характерных для начальных и конечных участков швов отдельных ступеней, обеспечивая таким образом гарантированную герметизацию сварного изделия в целом.
Применение сварных головок с большим (4 и более) количеством деформирующих роликов позволяет снизить штучное время изготовления капсул за счет сокращения угла поворота, необходимого для их полной герметизации, улучшить геометрическую точность изделия после деформации.
Формула изобретения
1.Способ холодной сварки капсул, включающий установку крьшки в корпус и деформирование места соединения на оправке по меньшей мере двумя вращающимися роликами до перекрытия концов соседних деформированных каждым из них участков, отличающийся тем, что, с целью повышения надежности герметизации соединения, соседние деформированные каждым из роликов участки смещают относительно друг друга в направлении продольной оси капсчлы.
2.Способ по п. 1, отличающийся тем, что смещение соседних деформированных каждым из роликов ччастков обеспечивают перемещением роликов по винтовой линии.
Физ.1
Фаг.2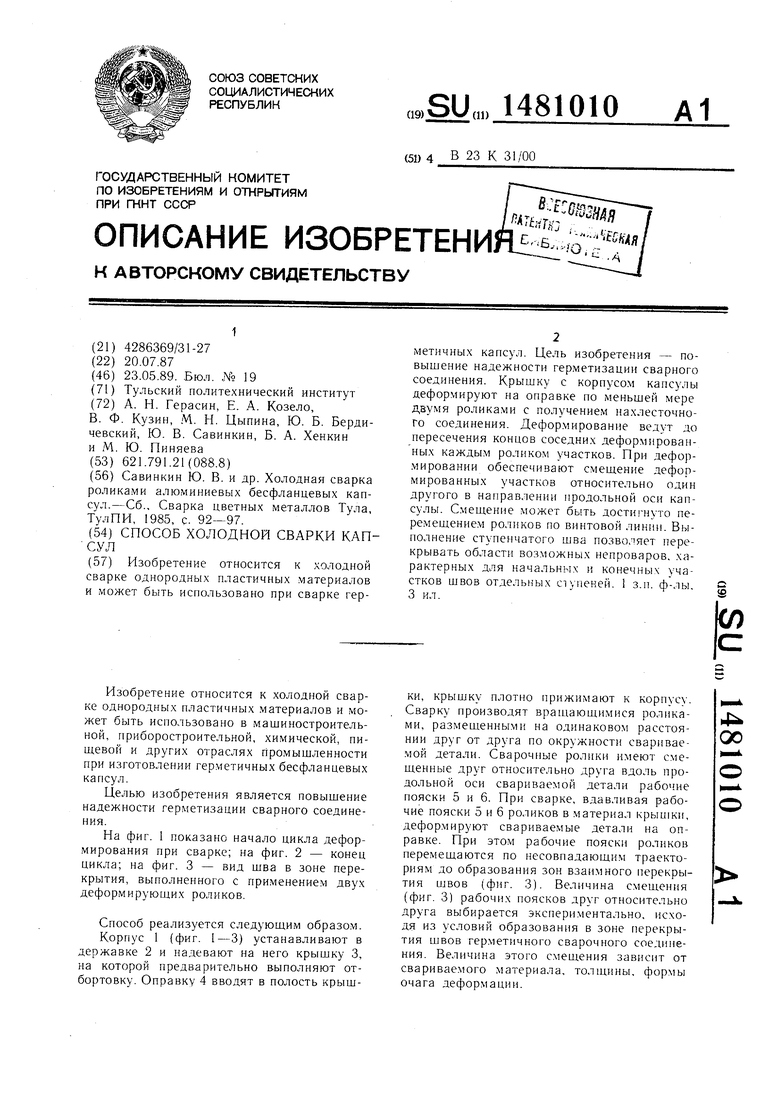
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| Способ производства электросварных труб на непрерывных станах | 1983 |
|
SU1136864A1 |
| Способ упрочнения сварных швов | 2020 |
|
RU2752056C1 |
| Способ сварки плавлением | 1991 |
|
SU1825687A1 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ РЕМОНТА КОРРОДИРОВАННОГО СВАРНОГО СОЕДИНЕНИЯ | 2000 |
|
RU2177393C2 |
Изобретение относится к холодной сварке однородных пластичных материалов и может быть использовано при сварке герметичных капсул. Цель изобретения - повышение надежности герметизации сварного соединения. Крышку с корпусом капсулы деформируют на оправке, по меньшей мере двумя роликами с получением нахлесточного соединения. Деформирование ведут до пересечения концов соседних деформированных каждым роликом участков. При деформировании обеспечивают смещение деформированных участков относительно один другого в направлении продольной оси капсулы. Смещение может быть достигнуто перемещением роликов по винтовой линии. Выполнение ступенчатого шва позволяет перекрывать области возможных непроваров, характерных начальным и конечным участкам швов отдельных ступеней. 1 з.п. ф-лы, 3 ил.
Зона перекрытия шВоб
Смешение сосеаних шво§
| Савинкин Ю | |||
| В | |||
| и др | |||
| Холодная сварка роликами алюминиевых бесфланцевых капсул.-Сб., Сварка цветных металлов Тула, ТулПИ, 1985, с- 92-97. |
