Данное изобретение относится к способу и устройству очистки от загрязнений и влаги внешних поверхностей и внутренних полостей различного оборудования или деталей, в частности электровакуумных приборов, и может быть использовано в машиностроении, электронике, а также в других отраслях промышленности, где необходима очистка и сушка изделий.
Известно устройство для очистки емкостей [патент SU №1000128, МПК: В08В 5/04, B01D 53/02, опубл. 28.02.1983 в бюл. №8], содержащее вакуумный насос и камеру для предварительного вакуумирования, которые соединены через трубопровод, на котором размещено блокирующее устройство в виде вентиля и прибор для контроля давления в виде мановакууметра. Также устройство содержит источник сжатого газа, фильтр-накопитель и дополнительные трубопроводы с блокирующими устройствами для соединения камеры с источником сжатого газа, фильтром-накопителем и обрабатываемой деталью в виде емкости.
Реализованный с помощью этого устройства способ включает в себя: соединение обрабатываемой детали с камерой посредством трубопровода, осуществление вакуумирования камеры открытием блокирующего устройства до давления 10-2-10-4 мм рт.ст., определяемого по прибору для контроля давления. Затем перекрывают блокирующее устройство, отключают вакуумный насос, и с помощью открытия другого блокирующего устройства, расположенного между обрабатываемой деталью и камерой, происходит «гейзерное» выбрасывание жидких остатков токсичных веществ из обрабатываемой детали в камеру и соответственно мгновенное вакуумирование полости обрабатываемой детали. После этого перекрывают это блокирующее устройство и открывают блокирующие устройства, соединяющие источник сжатого газа и фильтр-поглотитель, и продувают камеру сжатым газом азота через фильтр-поглотитель. Затем перекрывают эти два блокирующих устройства и отключают камеру от продувки сжатым газом. Процесс очистки ведут до достижения в ней давления 10-1-10-2 мм рт.ст.
Недостатком известного решения является низкая производительность процесса, т.е. удаление загрязнения или влаги происходит только с внутренней стороны поверхности, а внешние поверхности обрабатываемой детали не обрабатываются. Использование дополнительных узлов в виде источника сжатого газа, фильтров-поглотителей, трубопроводов приводит к сложности конструкции с увеличением массогабаритных характеристик. Так, например, применение сжатого азота при продувке камеры приводит к увеличению трудоемкости, времени очистки и, соответственно, удорожанию самого технологического процесса.
Наиболее близким по технической сущности и назначению к заявляемому изобретению является очистное устройство и способ очистки обрабатываемой детали [патент RU №2438801, МПК (2006. 01): В08В 5/00, В08В 9/00, опубл. 10.01.2012 в бюл. №1]. Очистное устройство содержит в себе отсасывающее устройство для отсасывания загрязнений из внутреннего пространства обрабатываемой детали, которое содержит камеру в виде вакуумного резервуара, выполненного с возможностью вакуумирования до давления около 100 мбар, вакуумирующее устройство для вакуумирования камеры, трубопровод для соединения камеры с обрабатываемой деталью, блокирующее устройство, выполненное с возможностью резкого открытия, для блокировки соединения между камерой и обрабатываемой деталью. В случае когда деталь необходимо подвергнуть вакуумной сушке, камеру используют как сушильную камеру, куда помещается обработанная мокрой очисткой обрабатываемая деталь.
Способ, реализованный с помощью данного устройства, включает в себя:
- соединение камеры с обрабатываемой деталью посредством трубопровода, в котором расположено блокирующее устройство для блокировки соединения между камерой и обрабатываемой деталью;
- вакуумирование камеры с помощью вакуумирующего устройства;
- вентилирование камеры посредством открывания блокирующего устройства, в результате чего загрязнения отсасываются из внутреннего пространства обрабатываемой детали.
Представленный способ и устройство для очистки обладает малой эффективностью, так как наличие дополнительных устройств в конструкции (трубопроводов, стыковых угловых элементов, запорной арматуры, сепарационной камеры) приводит к уменьшению разницы давления у поверхности детали и парциального давления в камере, что не позволит получить чистой и сухой поверхности обрабатываемой детали. Чтобы быстро добиться большей разницы парциального давления в камере и на поверхности детали, потребуется компрессор или вакуумный насос большей мощности (V=40 л/с), что соответственно приведет к наиболее энергозатратному механизму сушки и очистки детали. Помимо вышесказанного представленный способ не имеет расчетной базы скорости сушки и очистки детали, позволяющей получить оптимальные режимы работы. Также наличие угловых стыковых элементов трубопровода, изготовленных под углом 90°, является чрезмерным усложнением устройства, что приведет к частичному оседанию влаги и механических загрязнений в угловых соединениях, а не попадания их в сепарационную камеру, что приведет впоследствии к увеличению времени получения рабочего вакуума в устройстве.
Технический результат способа заключается в повышении производительности и качества процесса очистки и сушки за счет определения скорости сушки, позволяющей получить оптимальный режим технологического процесса.
Технический результат устройства заключается в упрощении конструкции устройства за счет уменьшения количества узлов очистного устройства, что приводит к уменьшению времени очистки, а также за счет использования вакуумного насоса малой мощности, что облегчает эксплуатацию устройства, уменьшает массогабаритные характеристики и стоимость устройства в целом.
Дополнительным техническим результатом, который может быть получен при использовании заявляемого изобретения, является уменьшение энергозатратности и, соответственно, повышение экономичности технологического процесса сушки и очистки детали.
Технический результат достигается тем, что способ удаления загрязнения или влаги с обрабатываемой детали включает в себя размещение обрабатываемой детали в камере с последующим ее вакуумированием путем открытия блокирующего устройства трубопровода, соединяющего ее с вакуумным насосом. В отличие от известного способа до вакуумирования камеры с обрабатываемой деталью осуществляют вакуумирование бустерной камеры, из которой заранее откачивают воздух с последующим поддержанием остаточного давления не более 10-1 мм рт.ст. и которая соединена камерой с обрабатываемой деталью трубопроводом, после чего при открытом блокирующем устройстве осуществляют откачку воздуха из камеры с обрабатываемой деталью в бустерную камеру со скоростью V, которую определяют из соотношения: V=Q/F·t=K·Δср, где Q - общее количество загрязнения или влаги, F - количество загрязнения или влаги с единицы поверхности, t - время откачки, K - коэффициент массопередачи, Δср - средняя движущая сила процесса, которая определяется разностью давлений среды у поверхности детали и парциального давления среды в камере, при этом процесс повторяют до требуемой степени очистки. Кроме этого, открытие блокирующего устройства может быть осуществлено на время 0,1 с.
В устройстве для удаления загрязнения или влаги с обрабатываемой детали технический результат достигается тем, что с наряду с общими с прототипом признаками, а именно: камерой для размещения обрабатываемой детали, вакуумным насосом, соединенным камерой с обрабатываемой деталью трубопроводом, снабженным блокирующим устройством, включены новые, а именно: дополнительно содержит бустерную камеру с прибором для контроля давления, размещенную между вакуумным насосом и камерой с обрабатываемой деталью, а блокирующее устройство расположено на участке трубопровода между бустерной камерой и камерой с обрабатываемой деталью, при этом объем в бустерной камере не превышает объема камеры с обрабатываемой деталью. Кроме этого трубопровод, соединяющий камеры с обрабатываемой деталью и бустерную, может быть размещен по отношению к горизонтали под углом не менее 40°, при этом трубопровод проходит от нижнего торца бустерной камеры к верхнему торцу камеры с обрабатываемой деталью с длиной не более 100 мм. Блокирующее устройство может быть выполнено в виде прямоточного клапана.
Влияние отличительных признаков патентной формулы способа на технический результат.
Осуществление до вакуумирования камеры с обрабатываемой деталью вакуумирования бустерной камеры путем откачки воздуха с последующим поддержанием остаточного давления в ней не более 10-1 мм рт.ст. позволяет создать разность давления среды у поверхности детали Рд и парциального давления среды в камере Рк, что ведет к повышению производительности и качества процесса очистки и сушки.
Осуществление откачки воздуха при открытом блокирующем устройстве из камеры с обрабатываемой деталью в бустерную камеру со скоростью V, определяемой из вышеуказанного соотношения, позволяет обеспечить наиболее оптимальную скорость технологического процесса, что также влияет на его производительность и качество очистки и сушки.
Повторение процесса до требуемой степени откачки обеспечивает непрерывность технологического процесса отчистки и сушки деталей, что также влияет на вышеуказанный технический результат.
Осуществление открытия блокирующего устройства на время 0,1 с позволяет добиться максимальной разности давлений между бустерной камерой и камерой с обрабатываемой деталью.
Влияние отличительных признаков патентной формулы устройства удаления загрязнения или влаги с обрабатываемой детали на технический результат
Дополнительное содержание в устройстве бустерной камеры с прибором для контроля давления, размещенную между вакуумным насосом и камерой с обрабатываемой деталью, позволяет упростить конструкцию устройства, т.е. быстро добиться большой разницы парциальных давлений в камере и на поверхности обрабатываемой детали без использования вакуумного насоса высокой мощности, что ведет к уменьшению энергозатратности процесса.
Расположение блокирующего устройства на участке трубопровода между бустерной камерой и камерой с обрабатываемой деталью обеспечивает соединение этих камер в необходимый момент времени, а также позволяет упростить конструкцию за счет использования одного блокирующего устройства.
Выбор объема в бустерной камере не превышающим объема в камере с обрабатываемой деталью обеспечивает расчетную скорость сушки, а также применение насоса малой мощности (V=5 л/с), что приводит также к упрощению конструкции.
Размещение трубопровода, соединяющего камеры с обрабатываемой деталью с бустерной по отношению к горизонтали под углом не менее 40°, при этом трубопровод проходит от нижнего торца бустерной камеры к верхнему торцу камеры с обрабатываемой деталью, длиной не более 100 мм, позволяет обеспечить при проведении технологического процесса максимальное удаление загрязнений и влаги с обрабатываемой детали в бустерный объем.
Выполнение блокирующее устройство в виде прямоточного клапана позволяет произвести его открытие на время 0,1 с.
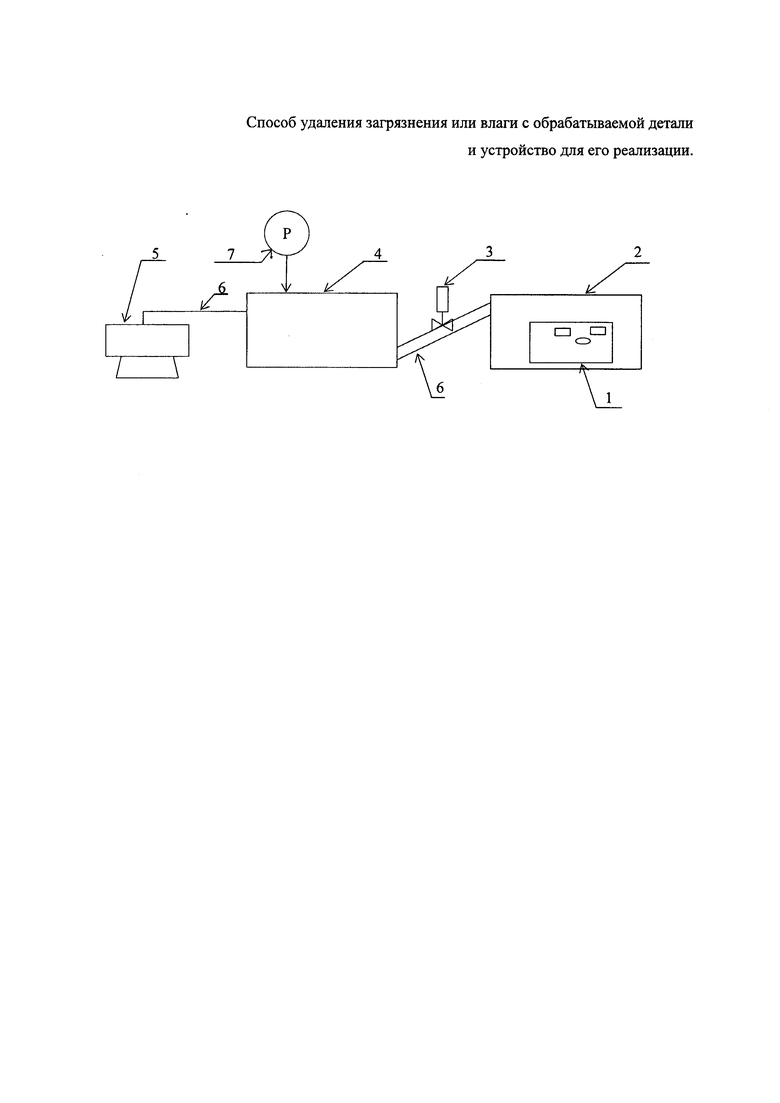
Рассмотрим вариант реализации предлагаемого способа в виде устройства, конструкция которого схематично изображена на фиг., где 1 - обрабатываемая деталь, 2 - камера, 3 - блокирующее устройство, 4 - бустерная камера, 5 - вакуумный насос, 6 - трубопровод, 7 - прибор для контроля давления.
Устройство для удаления загрязнения или влаги с обрабатываемой детали представляет собой камеру прямоугольной формы размером 500×500×250 мм, выполненную из нержавеющей стали (материал 12Х18Н10Т). Для размещения обрабатываемой детали в камере предусмотрена дверца, которая вакуумноплотно закрывается после загрузки обрабатываемой детали. Далее, для вакуумирования камеры используют вакуумный насос малой мощности, порядка V=5 л/сек., трубопровод из поливинилхлорида диаметром 100 мм, который снабжен блокирующим устройством, в виде прямоточного клапана диаметром 100 мм. Между вакуумным насосом и камерой с обрабатываемой деталью размещена бустерная камера, форма, размер и материал которой соответствуют камере с обрабатываемой деталью. При этом бустерная камера содержит прибор для контроля давления, представляющий собой механический манометр с диапазоном измерения от 0 до 10-1 мм рт.ст. Блокирующее устройство расположено на участке трубопровода между бустерной камерой и камерой с обрабатываемой деталью.
Трубопровод, соединяющий вышеуказанные камеры, размещен по отношению к горизонтали под углом 45°, при этом трубопровод проходит от нижнего торца бустерной камеры к верхнему торцу камеры с обрабатываемой деталью и имеет длину 50 мм.
Устройство для удаления загрязнения или влаги с обрабатываемой детали работает следующим образом.
Обрабатываемую деталь 1 размещают в камеру 2. Затем с помощью вакуумного насоса 5 начинают откачивание воздуха из бустерной камеры 4. По мере достижения в бустерной камере давления 10-1 мм рт.ст., которое определяется при помощью прибора для контроля давления 7, осуществляют резкое открытие блокирующего устройства 3 на период времени 0,1 с. Вследствие этого возникает большой перепад давления между внутренним пространством камеры 2 и пространством обрабатываемой детали 1, так что в самой камере и в полостях обрабатываемой детали по мере снижения давления создается сильное разрежение, приводящее к завихрению частиц загрязнений и пыли, и дальнейшее откачивание через трубопровод 6 в бустерную камеру 4. В случае вакуумной сушки обрабатываемой детали 1 после открытия блокирующего устройства 3 происходит резкое снижение давления в вакуумной камере 2 и далее начинается фаза активного кипения воды как на поверхности, так и в скрытых полостях обрабатываемой детали 1, после чего вода испаряется и в виде тумана уносится через трубопровод 6 в бустерную камеру 4. Процесс завершается при давлении в бустерной камере 750 мм рт.ст. Скорость откачки V определяют из соотношения: V=Q/F·t=K·Δср, где Q - общее количество загрязнения или влаги, F - количество загрязнения или влаги с единицы поверхности, t -время откачки, K - коэффициент массопередачи, Δср - средняя движущая сила процесса, которая определяется разностью давлений среды у поверхности детали и парциального давления среды в камере. Увеличивать скорость сушки при заданной площади поверхности детали можно только увеличивая разность давлений Рд - Рк. При этом бустерная камера 4 постоянно откачивается вакуумным насосом 5, поддерживая остаточное давление не более 10-1 мм рт.ст. и процесс при необходимости повторяется до требуемой степени очистки.
По сравнению с другими известными способами сушки и очистки деталей преимущество способа и устройства согласно изобретению заключается в получении оптимальной скорости сушки, а также в упрощении конструкции узлов устройства, позволяющих до минимума свести трудозатраты и энергоемкость технологических процессов сушки и очистки деталей.
Устройство согласно изобретению прежде всего подходит в качестве промышленного очистного устройства для последовательной очистки от пыли и органических загрязнений множества обрабатываемых деталей, прежде всего для электровакуумных приборов. Камеру также можно использовать как сушильную, куда помещается обработанная мокрой очисткой обрабатываемая деталь для того, чтобы подвергнуть ее вакуумной сушке.
Проведена конструкторская проработка и создано устройство удаления загрязнения или влаги с обрабатываемой детали. К настоящему времени предлагаемые способ и устройство прошли тестирование и опробованы при изготовлении корпусов, оптических оправок, оптических элементов твердотельного лазера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОЧИСТНОЕ УСТРОЙСТВО И СПОСОБ ОЧИСТКИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2007 |
|
RU2438801C2 |
| СПОСОБ СУБЛИМАЦИОННОЙ СУШКИ МАТЕРИАЛА (ВАРИАНТЫ) И СУБЛИМАЦИОННАЯ СУШИЛКА ДЛЯ СУБЛИМАЦИОННОЙ СУШКИ МАТЕРИАЛА (ВАРИАНТЫ) | 1997 |
|
RU2191438C2 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294395C2 |
| СПОСОБ ПОДГОТОВКИ ТОПЛИВНОЙ ЕМКОСТИ К КОНТРОЛЮ ГЕРМЕТИЧНОСТИ | 2014 |
|
RU2545373C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2005 |
|
RU2287610C2 |
| Установка для ионного азотирования | 1989 |
|
SU1693117A1 |
| СПОСОБ ВАКУУМНОЙ ДЕЗИНТЕГРАЦИИ ЗОЛОТОНОСНЫХ ГЛИНИСТЫХ ПОРОД | 2018 |
|
RU2693586C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДЕЗИНТЕГРАЦИИ ЗОЛОТОНОСНЫХ ГЛИНИСТЫХ ПОРОД | 2019 |
|
RU2733878C1 |
| СПОСОБ СУШКИ ТВЕРДОЙ ИЗОЛЯЦИИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН И АППАРАТОВ | 2009 |
|
RU2381613C1 |
| СПОСОБ РАБОТЫ НАСОСНОЙ СИСТЕМЫ | 2006 |
|
RU2421632C2 |
Изобретение относится к способу и устройству очистки от загрязнений и влаги внешних поверхностей и внутренних полостей различного оборудования. Техническим результатом является повышение производительности и качества процесса очистки и сушки, упрощения конструкции устройства и уменьшение времени очистки. Технический результат достигается способом удаления загрязнения или влаги с обрабатываемой детали, который включает размещение обрабатываемой детали в камере с последующим ее вакуумированием путем открытия блокирующего устройства трубопровода, соединяющего ее с вакуумным насосом. При этом до вакуумирования камеры с обрабатываемой деталью осуществляют вакуумирование бустерной камеры, из которой заранее откачивают воздух с последующим поддержанием остаточного давления не более 10-1 мм рт.ст. и которая соединена с камерой с обрабатываемой деталью трубопроводом. После чего при открытом блокирующем устройстве осуществляют откачку воздуха из камеры с обрабатываемой деталью в бустерную камеру со скоростью V, которую определяют из соотношения: V=Q/F·t=K·Δср, где Q - общее количество загрязнения или влаги, F - количество загрязнения или влаги с единицы поверхности, t - время откачки, K - коэффициент массопередачи, Δср - средняя движущая сила процесса, которая определяется разностью давлений среды у поверхности детали и парциального давления среды в камере. Причем процесс повторяют до требуемой степени очистки. 2 н. и 3 з.п. ф-лы, 1 ил.
1. Способ удаления загрязнения или влаги с обрабатываемой детали, включающий в себя размещение обрабатываемой детали в камере с последующим ее вакуумированием путем открытия блокирующего устройства трубопровода, соединяющего ее с вакуумным насосом, отличающийся тем, что до вакуумирования камеры с обрабатываемой деталью осуществляют вакуумирование бустерной камеры, из которой заранее откачивают воздух с последующим поддержанием остаточного давления не более 10-1 мм рт.ст. и которая соединена c камерой с обрабатываемой деталью трубопроводом, после чего при открытом блокирующем устройстве осуществляют откачку воздуха из камеры с обрабатываемой деталью в бустерную камеру со скоростью V, которую определяют из соотношения: V=Q/F·t=K·Δср, где Q - общее количество загрязнения или влаги, F - количество загрязнения или влаги с единицы поверхности, t - время откачки, K - коэффициент массопередачи, Δср - средняя движущая сила процесса, которая определяется разностью давлений среды у поверхности детали и парциального давления среды в камере, при этом процесс повторяют до требуемой степени очистки.
2. Способ по п. 1, отличающийся тем, что открытие блокирующего устройства осуществляют на время 0,1 с.
3. Устройство для удаления загрязнения или влаги с обрабатываемой детали, содержащее камеру для размещения обрабатываемой детали, вакуумный насос, соединенный камерой с обрабатываемой деталью трубопроводом, снабженным блокирующим устройством, отличающееся тем, что дополнительно содержит бустерную камеру с прибором для контроля давления, размещенную между вакуумным насосом и камерой с обрабатываемой деталью, а блокирующее устройство расположено на участке трубопровода между бустерной камерой и камерой с обрабатываемой деталью, при этом объем в бустерной камере не превышает объема камеры с обрабатываемой деталью.
4. Устройство по п. 3, отличающееся тем, что трубопровод, соединяющий камеры с обрабатываемой деталью и бустерную, размещен по отношению к горизонтали под углом не менее 40°, при этом трубопровод проходит от нижнего торца бустерной камеры к верхнему торцу камеры с обрабатываемой деталью с длиной не более 100 мм.
5. Устройство по п. 3, отличающееся тем, что блокирующее устройство выполнено в виде прямоточного клапана.
| ОЧИСТНОЕ УСТРОЙСТВО И СПОСОБ ОЧИСТКИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2007 |
|
RU2438801C2 |
| СПОСОБ И УСТРОЙСТВО ОЧИСТКИ ЭЛЕКТРОННОГО ПРИБОРА ГАЗОМ | 2008 |
|
RU2392069C1 |
| Устройство для очистки емкостей | 1981 |
|
SU1000128A1 |
| US 20120186604 A1, 26.07.2012 | |||
| RU 93032909 A, 09.06.1995. | |||

