Область изобретения
Изобретение касается способа изготовления стальной полосы посредством бесконечной прокатки или полубесконечной прокатки, при котором сначала в одном литейном агрегате отливается сляб, этот сляб в черновой группе прокатных клетей прокатывается с получением подката, подкат нагревается в печи и нагретый подкат прокатывается начисто в чистовой группе прокатных клетей до заданной конечной толщины и заданной конечной температуры прокатки.
О «бесконечной прокатке» говорят, когда литейный агрегат соединен с прокатным агрегатом так, что отливаемый в литейном агрегате сляб непосредственно, без отделения от только что отлитой части сляба и без временного складирования, направляется в прокатный агрегат и там прокатывается до конечной толщины. Начало сляба может быть, таким образом, уже прокатано с получением стальной полосы до конечной толщины, в то время как литейный агрегат продолжает отливать тот же самый сляб, то есть конца сляба не существует. Говорят также о непосредственно связанном режиме работы или бесконечном режиме работы литейно-прокатного агрегата.
При так называемой «полубесконечной прокатке» отлитые слябы после литья разделяются, и отделенные слябы без временного складирования и охлаждения до температуры окружающей среды подаются в прокатный агрегат.
Выходящий из литейного агрегата сляб, как правило, подвергается удалению окалины, прокатывается начерно, образовавшийся при этом подкат нагревается в печи и прокатывается начисто в чистовой группе прокатных клетей. В чистовой группе прокатных клетей, как правило, осуществляется горячая прокатка, это значит, что прокат при прокатке имеет температуру выше его температуры рекристаллизации. У стали это область выше примерно 720°C, обычно горячая прокатка осуществляется при температурах до 1200°C.
При горячей прокатке стали металл находится чаще всего в аустенитном состоянии, когда атомы железа расположены кубически гранецентрированно. О прокатке в аустенитном состоянии говорят, когда как начальная, так и конечная температура прокатки лежат в аустенитной области соответствующей стали. Аустенитная область стали зависит от состава стали, но, как правило, лежит выше 800°C. Чтобы во время всего процесса чистовой прокатки надежно осуществлять прокатку в аустенитном состоянии, как правило, в программах проходов задается соответственно высокая конечная температура прокатки.
Уровень техники
Из уровня техники достаточно известна бесконечная прокатка или полубесконечная прокатка стальной полосы, а также те недостатки, которыми она обладает: в частности, при бесконечной прокатке из-за непосредственной связи литейного агрегата и прокатного агрегата каждое колебание в процессе литья передается на процесс прокатки. При прибыли слитка, при колеблющейся скорости литья и при неисправностях литейного агрегата могут происходить колебания скорости и температуры подката, что, в свою очередь, может влиять на чистовую прокатку стальной полосы и приводить к колебаниям качества. В частности, может изменяться массовый или, соответственно, объемный поток подката и/или температура подката. Массовый или, соответственно, объемный поток изменяется, например, тогда, когда при постоянной толщине и ширине подката скорость подката изменяется или когда при постоянной толщине и ширине подката скорость подката изменяется или когда при постоянной ширине и скорости подката толщина изменяется. Вместо объемного потока в технологии прокатки часто используется удельный объемный поток на единицу ширины, то есть в виде объемного потока на единичную ширину (1 м), который может быть представлен как произведение толщины полосы и скорости полосы, в частности, тогда, когда для рассматриваемого процесса ширина полосы не играет особой роли. Это часто относится к тем случаям, когда ширина составляет по меньшей мере семи-десятикратную величину толщины. (Удельный на единицу ширины) массовый поток получают, как известно, путем умножения (удельного на единицу ширины) объемного потока на плотность полосы.
Колебания температуры и/или удельного на единицу ширины массового или, соответственно, объемного потока могут приводить к тому, что фактическая конечная температура прокатки, то есть температура стальной полосы после последней прокатной клети чистовой группы прокатных клетей, отличается от желаемой конечной температуры прокатки, что может быть связано с ухудшением качества. Так, микроструктура стальной полосы, как существенное свойство продукта, может отличаться от желаемой микроструктуры, например, аустенитной микроструктуры. Но могут также происходить отклонения от желаемой толщины или от желаемого профиля стальной полосы. Но качество готовой стальной полосы может быть и настолько плохим, что она будет считаться браком.
При традиционной горячей прокатке слябов или подкатов, которые отделены от непрерывнолитой заготовки, обычно допускается изменение конечной толщины стальной полосы только от одного сляба или, соответственно, одного подката к следующему слябу или, соответственно, следующему подкату. Также зависимость от времени температуры на входе подката в чистовую группу прокатных клетей, а также зависимость от времени объемного потока (изменение толщины, изменение ширины) и, в частности, фиксированная температура чистовой прокатки (в последней прокатной клети) для сляба или, соответственно, подката всегда устанавливается заранее. Во время прокатки одного и того же сляба или, соответственно, одного и того же подката отклонения от этих намеченных или, соответственно, ожидаемых зависимостей, как правило, не допускается. Постепенно уменьшающиеся температуры на входе подката при входе в чистовую группу прокатных клетей компенсируются повышением скорости подката (Speed-up), так что распределение обжатия за проход по отдельным прокатным клетям и конечная температура прокатки все же могут приблизительно соблюдаться. Изменения программы проходов, то есть распределения обжатий за проход по отдельным прокатным клетям, выполняются во время холостого хода между выходом готовой стальной полосы и входом следующего подката. При этом не возникает критических рабочих состояний в чистовой группе прокатных клетей, потому что основополагающее регулирование прокатного стана уже было определено заранее для каждого подката. Внезапные изменения температуры на входе подката в чистовую группу прокатных клетей приводят к увеличению брака, внезапные изменения объемного потока при входе подката в чистовую группу прокатных клетей при этом исключены.
При полубесконечной прокатке чаще всего имеющий избыточную длину сляб отделяется от непрерывнолитой заготовки литейного агрегата, новый входящий сляб может затормаживаться, чтобы заново рассчитывать программу проходов чистовой группы прокатных клетей в связи с изменением свойств (температура, ширина, толщина, скорость сляба или, соответственно, подката) или в связи с установкой новой конечной толщины.
При полностью непрерывной бесконечной прокатке периоды времени холостого хода между отдельными металлическими полосами или, соответственно, слябами отсутствуют, и все изменения рабочего состояния совмещенного агрегата должны осуществляться в режиме нагрузки, то есть в то время, когда стальная полоса прокатывается в чистовой группе прокатных клетей.
Чтобы обеспечить для соответствующего способа достаточно высокую конечную температуру прокатки, DE 10 2007 058 709 A1 предлагает определять функциональную взаимосвязь скорости или массового потока, с одной стороны, и конечной температуры прокатки, с другой стороны, для определенного количества активных прокатных клетей и различные конечные толщины, определять оптимальное количество активных прокатных клетей при задании определенной скорости или, соответственно, массового потока, с помощью которых достигается желаемая конечная температура прокатки, и при необходимости отводить некоторое количество прокатных клетей, так чтобы было активно только оптимальное количество прокатных клетей.
Но за счет одного только достижения желаемой конечной температуры прокатки не может обеспечиваться также достижение определенной конечной толщины стальной полосы. В соответствии с DE 10 2007 058 709 A1, абзац 20, к этому даже и не стремятся.
Изложение изобретения
Поэтому задачей изобретения является указать способ, который при колебаниях массового или, соответственно, объемного потока и/или скорости подката, если технически возможно, обеспечивает достижение желаемой конечной толщины и, в любом случае, достижение желаемой конечной температуры прокатки стальной полосы, то есть достижение той конечной толщины или, соответственно, той конечной температуры прокатки, которая желательна и достижима без вышеназванных колебаний в бесперебойной работе бесконечной совмещенного агрегата. Такой способ применим даже в случае перехода на повышенную нагрузку бесконечного совмещенного агрегата, когда удельный на единицу ширины массовый или, соответственно, объемный поток подката только постепенно увеличивается.
Задача решается за счет того, что
- при изменении температуры на входе подката при входе в чистовую группу прокатных клетей более чем на 1К/с, в частности более чем на 5К/с, и/или
- при изменении массового потока подката на входе при входе в чистовую группу прокатных клетей более чем на 0,2%/с, в частности более чем на 1,5%/с,
выбирается новая программа проходов, с помощью которой достигается желаемая конечная толщина и желаемая конечная температура прокатки, при этом последняя находящаяся в контакте прокатная клеть чистовой группы прокатных клетей выводится из контакта с прокатом, или в контакт с прокатом приводится прокатная клеть чистовой группы прокатных клетей, которая включена после последней находящейся в контакте прокатной клети, при том существенном дополнительном условии, что достигается сокращение до минимума энергии, которая подводится к печи и/или чистовой группе прокатных клетей,
и что температура на входе подката устанавливается посредством регулирования печи и прокатных клетей в соответствии с новой программой проходов.
Изменения температуры на входе или, соответственно, массового потока на воде регистрируется посредством измерительных приборов, при этом для обеспечения истинности и точности сигналов принимаются обычные меры, которые иногда бывают уже интегрированы в измерительные приборы, или осуществляются при обработке результатов измерений на статистической основе. В частности, при этом применяются так называемые методы фильтрации, чтобы только статистически значащие и освобожденные от обычных сигнальных шумов значения измерений использовались для оценки текущего постоянства или изменяемости массового потока на входе или, соответственно, температуры на входе.
Итак, когда возникает значащее изменение массового потока и/или температуры подката при входе в чистовую группу прокатных клетей, то должна применяться новая программа проходов, чтобы, кроме того, достичь желаемой конечной толщины и конечной температуры прокатки стальной полосы. Изменение температуры на входе подката при входе в чистовую группу прокатных клетей более чем на 1К/с или, соответственно, массового потока подката на входе более чем на 0,2%/с соответствует условиям при переходе на повышенную нагрузку совмещенного литейно-прокатного агрегата и представляет собой постоянное или постепенное изменение температуры на входе и массового потока на входе. Значения более чем 5К/с или, соответственно, более чем 1,5%/с соответствуют значениям при неисправности совмещенного литейно-прокатного агрегата и представляют собой значительное и чаще всего также внезапно возникающее изменение температуры на входе и массового потока на входе.
При определении новой программы проходов пытаются достичь конечной толщины и конечной температуры прокатки стальной полосы, сокращая до минимума энергию, затрачиваемую на это в печи и/или в чистовой группе прокатных клетей.
Энергия может экономиться, когда отводится прокатная клеть, обязательная необходимость в которой отсутствует, то есть которая после этого больше не находится в контакте со стальной полосой, и тогда стальная полоса без изменения толщины проходит через эту прокатную клеть. Но при этом при изменении программы проходов всегда подключается только одна прокатная клеть, причем всегда только та, которая перед этим последней находилась в контакте со стальной полосой. То есть, когда перед этим из шести прокатных клетей чистовой группы прокатных клетей только первые пять находились в контакте со стальной полосой, то есть были «активны», то в соответствии с изобретением только пятая прокатная клеть при необходимости может отводиться, а, например, не четвертая.
Но может быть необходимо подключить одну прокатную клеть, потому что иначе не может быть достигнута желаемая конечная толщина и конечная температура прокатки, даже если это приводит к увеличению необходимой энергии. При этом за одно изменение программы проходов всегда подключается только одна прокатная клеть, причем всегда только та, которая включена непосредственно после последней находящейся в контакте прокатной клети. То есть если из шести прокатных клетей чистовой группы прокатных клетей последними, то есть до изменения программы проходов, только первые четыре находились в контакте со стальной полосой (были «активны»), то может быть подключена только пятая прокатная клеть, а, например, не шестая, которая в этом случае является последней прокатной клетью чистовой группы прокатных клетей. Поэтому при сокращении до минимума энергии всегда следует принимать во внимание, например, при формулировании соответствующего краевого условия в математической модели процесса, чтобы достигалась без изменений желаемая конечная толщина прокатки.
Но энергия может также экономиться, когда понижается температура на входе, то есть та температура, с которой подкат выходит из печи и входит в чистовую группу прокатных клетей. Это будет возможно, в частности, тогда, когда количество активных прокатных клетей чистовой группы прокатных клетей сокращается на одну и в оставшихся активных прокатных клетях происходят обжатия толщины стальной полосы, близкие к максимально возможным степеням обжатия (относительное изменение толщины стальной полосы после и перед прокатной клетью), потому что при этом на одну прокатную клеть образуется больше диссипативной теплоты деформации, которая дополнительно нагревает стальную полосу. Максимально возможные степени обжатия определяются, с одной стороны, свойствами материала самой стальной полосы, с другой стороны, прокатной клетью, которая может прилагать только конечное усилие прокатки.
Не требуется специально упоминать о том, что при предлагаемом изобретением способе целесообразны только регулировки прокатных клетей в рамках заданных предельных значений, во избежание повреждения совмещенного агрегата и, в частности, чистовой группы прокатных клетей. Так, например, для прокатных клетей заданы максимально допустимые усилия прокатки и изгиба, превышение которых может привести к повреждению прокатных клетей или к разрушению валков. Кроме того, существуют предельные значения для максимально возможной скорости стальной полосы, которые могут быть заданы как приводом прокатных клетей и/или моталок, так и свойствами стальной полосы, например, во избежание ее повреждения.
Но когда отдельные активные прокатные клети чистовой группы прокатных клетей еще не достигли предельных значений, то в соответствии с изобретением предусмотрено при возрастающем массовом потоке подката отводить последнюю прокатную клеть и распределять обжатия за проход по оставшимся после этого активными прокатным клетям. Благодаря этому может экономиться энергия для печи, потому что вследствие теперь более высоких изменений толщины на одну прокатную клеть больше энергии в виде теплоты превращения поступает в стальную полосу, и благодаря этому стальная полоса нагревается.
Поэтому под термином «если технически возможно» в постановке задачи (точнее: если возможно в рамках предельных значений технологического оборудования) следует понимать, что стремиться к первоначально желательной конечной толщине можно только тогда, когда это возможно в рамках действующих для чистовой группы прокатных клетей предельных значений, в частности, максимально допустимых усилий прокатки и изгиба. Это, как правило, будет возможно тогда, когда температура на входе или, соответственно, массовый поток на входе увеличиваются, и подключается дополнительная прокатная клеть. Но первоначально желательная конечная толщина, возможно, не сможет соблюдаться тогда, когда температура на входе или, соответственно, массовый поток на входе будут понижаться и одна прокатная клеть будет отведена, потому что тогда в некоторых случаях необходимые для соблюдения конечной толщины усилия прокатки и изгиба чистовой группы прокатных клетей превысили бы предельные значения. То есть тогда должна допускаться конечная толщина большей величины, что не должно быть недостатком, когда в программе прокатки позднее и так уже должна прокатываться конечная толщина большей величины.
Когда прокатная клеть подводится или отводится, то в любом случае обжатия за проход, то есть изменения толщины на одну прокатную клеть, должны распределяться заново по отдельным активным после этого прокатным клетям. Распределение обжатий за проход по отдельным прокатным клетям является тем, что специалист называет «программой проходов». Но программа проходов содержит, кроме того, другие информационные данные по процессу прокатки, что достаточно известно специалисту.
Прокат, то есть стальная полоса, в каждый момент времени процесса прокатки и вместе с тем также в программе проходов описывается по меньшей мере следующими величинами: скорость, толщина, температура и относительный профиль (толщина полосы в середине относительно края). Каждая прокатная клеть, также в программе проходов, отличается по меньшей мере следующими величинами, которые одновременно представляют собой регулирующие величины прокатной клети: окружная скорость рабочих валков, усилия прокатки и усилие изгиба.
Может быть предусмотрено, чтобы новая программа проходов определялась во время текущего процесса прокатки. При этом новая программа проходов может рассчитываться заново и поэтому особенно точно на основании текущих данных измерения процесса прокатки. Разумеется, можно было бы также заранее рассчитывать разные программы проходов с разными данными процесса прокатки перед процессом прокатки и сохранять в банке данных, так чтобы затем при значащем изменении температуры на входе и/или массового потока на входе из сохраненных в памяти программ проходов можно было выбрать подходящую новую программу проходов. Но так как всегда может заранее рассчитываться и сохраняться в банке данных только некоторое конечное количество программ проходов, и эти программы затем будут не совсем подходящими для данного процесса прокатки, этот образ действий приведет к сравнительно худшим результатам, чем расчет новой программы проходов во время текущего процесса прокатки (расчет онлайн).
Наилучшим образом предлагаемая изобретением новая программа проходов составляется посредством математической модели процесса, которая воспроизводит процесс прокатки по меньшей мере всех прокатных клетей чистовой группы прокатных клетей. Во время текущего процесса прокатки процесс прокатки в чистовой группе прокатных клетей может рассчитываться заново на основании модели процесса несколько раз в минуту.
При этом в каждом шаге расчета могут рассчитываться, например, конечная температура прокатки, конечная толщина, требуемые на одну клеть усилия прокатки и изгиба, а также потребность в энергии чистовой группы прокатных клетей и печи. Затем распределение усилия прокатки по отдельным прокатным клетям, а также количество активных прокатных клетей варьируется и определяется с учетом того, было бы энергетически предпочтительно иметь на одну активную прокатную клеть меньше при соблюдении пределов оборудования и пределов эксплуатации.
Специалисту такие математические модели процесса известны, некоторые их примеры приведены, например, в публикации EP 1 014 239 A1, при этом чаще всего применяется несколько отдельных моделей: модели усилия прокатки, модели скорости, модели температуры и модели профиля.
Чтобы достичь сокращения до минимума энергии, которая подается к печи и/или к чистовой группе прокатных клетей, может составляться так называемая целевая функция, которая подвергается математической оптимизации, например, образованию экстремумов, и определенные таким образом значения целевой функции используются для составления программы проходов.
Определенные путем оптимизации значения целевой функции могут, например, использоваться непосредственно в качестве параметров программы проходов. Один из возможных вариантов осуществления заключается в том, что целевая функция представляет собой функцию переменных состояния проката, такой как скорость, толщина, температура, относительный профиль, и/или контрольных переменных, таких как окружная скорость, усилие прокатки, усилие изгиба.
В настоящем изобретении целевая функция будет представлять собой энергию, которая подается к печи и/или чистовой группе прокатных клетей, так чтобы, например, рассчитывалась программа проходов с особенно низкой энергией. Благодаря тому, что по меньшей мере одно поставленное в программе проходов в виде предельного значения условие при оптимизации учитывается в качестве дополнительного условия, простым образом в оптимизацию включаются предельные значения технического оборудования или технологии. Кроме того, по меньшей мере одно условие, которое указывает фиксированное значение для контрольной переменной или переменной состояния, учитывается при оптимизации в качестве дополнительного условия. Благодаря этому заданные значения, а именно желаемая конечная толщина и конечная температура прокатки, могут включаться в оптимизацию.
Какие математические способы уже конкретно применяются для оптимизации, предоставляется решать специалисту, и здесь подробно не излагается. Некоторые применимые способы приведены в уже упомянутой EP 1 014 239 A1.
Если нахождение новой программы проходов с желаемой конечной толщиной и конечной температурой прокатки невозможно, то может использоваться та программа проходов, для которой при заданных дополнительных условиях решение находится с наименьшим ущербом для этих дополнительных условий. Например, отклонение от желаемой конечной толщины может допускаться, когда такой продукт и так должен был бы изготавливаться в более поздний момент времени согласно производственной программе. Но по меньшей мере может достигаться конечная температура прокатки, когда металл находится в аустенитном состоянии.
Конкретно может быть предусмотрено, чтобы с помощью модели процесса программы проходов по меньшей мере рассчитывалась также конечная температура прокатки стальной полосы, конечная толщина стальной полосы, а также общая потребность в энергии чистовой группы прокатных клетей и печи, при этом количество прокатных клетей варьируется и определяется соответствующая энергия для прокатных клетей и печи, и в случае если при соблюдении заданных предельных значений для регулировок прокатных клетей и печи в одном из вариантов получается сокращение общей потребности в энергии, этот вариант закладывается в основу новой программы проходов.
Но можно также стремиться только к сокращению до минимума энергии печи, соответственно тогда предусмотрено, чтобы с помощью модели процесса программы проходов рассчитывалась также конечная температура прокатки стальной полосы, конечная толщина стальной полосы, а также общая потребность в энергии печи, при этом количество прокатных клетей варьируется и определяется соответствующая энергия для печи, и в случае если при соблюдении заданных предельных значений для регулировок прокатных клетей и печи в одном из вариантов получается сокращение энергии для печи, этот вариант закладывается в основу новой программы проходов.
Другая возможность сокращения до минимума необходимой для печи энергии заключается в том, чтобы изменять толщину подката. При этом также прокатные клети черновой группы прокатных клетей должны включаться в подлежащую новому расчету программу проходов. Причем считается, что чем тоньше подкат, тем меньше энергия для нагрева подката в печи. Впрочем, здесь цель заключается в том, чтобы при заданных значениях массового потока на входе, конечной толщины полосы и конечной температуры прокатки выбирать такую толщину подката, чтобы активные прокатные клети чистовой группы прокатных клетей работали как можно ближе к максимально возможным степеням обжатия, чтобы сэкономленную у печи энергию заменить диссипативной теплотой деформации. Температура стальной полосы при выходе из печи, которая пропорциональна подводимой к печи энергии, вообще должна не превышать 1250°C, еще лучше быть ниже 1220°C. Но если степени обжатия в прокатных клетях чистовой группы прокатных клетей повышаются, температура стальной полосы при выходе из печи может опускаться, например, примерно до 1090°C.
Предлагаемый изобретением способ может применяться как для бесконечной прокатки, так и для полубесконечной прокатки. В частности, он может применяться для пуска и перехода на повышенную нагрузку совмещенного литейно-прокатного агрегата после перерыва в литье и прокатке, то есть при ежедневном новом пуске агрегата, а не только после простоя агрегата вследствие неисправности. Если он применяется для полубесконечной прокатки, тогда принципиально существуют две возможности для того, когда происходит смена программы проходов и вместе с тем, когда подводится или отводится прокатная клеть для выполнения новой программы проходов.
Подлежащий прокатке подкат может уже находиться в чистовой группе прокатных клетей, когда прокатная клеть приводится в контакт с прокатом или выводится из контакта с прокатом. Это соответствует способу при бесконечной прокатке, когда бесконечная стальная полоса проходит через все прокатные клети. При полубесконечной прокатке из разделенных слябов образуется несколько подкатов, которые относительно близко друг к другу последовательно входят в чистовую группу прокатных клетей, чаще всего с временным интервалом, равным менее 20 секунд, предпочтительно менее 10 секунд, в частности менее пяти секунд. При этом первом варианте подведение или отведение прокатной клети выполняется без учета того, находится ли стальная полоса в чистовой группе прокатных клетей или нет. Поэтому с большой вероятностью это будет происходить именно тогда, когда стальная полоса находится в соответствующей прокатной клети.
При втором варианте предусмотрено, чтобы подлежащий прокатке подкат при полубесконечной прокатке только тогда входил в чистовую группу прокатных клетей, когда одна прокатная клеть в соответствии с новой программой проходов была подведена или отведена. Это значит, что для этого перед чистовой группой прокатных клетей должны располагаться ножницы, которые разделяют подкат, чтобы та часть, которая уже находится в чистовой группе прокатных клетей, могла ускоренно выводиться из чистовой группы прокатных клетей, в то время как еще не находящаяся в чистовой группе прокатных клетей часть до тех пор не входит в чистовую группу прокатных клетей (или по меньшей мере не входит в предназначенную для перестановки прокатную клеть), пока соответствующая прокатная клеть не будет отрегулирована в соответствии с новой программой проходов. Разделение подката не является недостатком, потому что готовая полоса, как правило, слишком длинна для одного рулона и поэтому после чистовой группы прокатных клетей и так по меньшей мере один раз должна отрезаться для сматывания ее по меньшей мере в два рулона. То есть вместо того, чтобы выполнять резку стальной полосы после чистовой группы прокатных клетей, можно выполнять ее уже перед чистовой группой прокатных клетей, и при этом одновременно создавать перерыв для необходимого перехода на новую программу проходов.
При отведении или подведении прокатной клети зазор между валками за одну секунду может увеличиваться или, соответственно, уменьшаться примерно на 5 мм.
Предлагаемый изобретением способ может осуществляться с помощью компьютерного программного продукта, который при его загрузке и выполнении на компьютере определяет программу проходов по одному из пунктов способа.
С помощью предлагаемого изобретением способа может обеспечиваться, что чистовая прокатка, несмотря на значительное или внезапное уменьшение температуры на входе и/или удельного на единицу ширины массового потока на входе, например, вследствие неисправностей в печи, устройстве для удаления окалины или литейном агрегате, может осуществляться с наивысшей возможной эксплуатационной надежностью.
Возможно сокращение до минимума либо общего потребления энергии печи плюс чистовой группы прокатных клетей, либо только потребления энергии печи, в частности, при постоянном или постепенно изменяющемся состоянии на входе (температура и массовый поток на входе).
Предлагаемый изобретением способ приводит к тому, что регулирование исполнительных элементов для температуры полосы (печь, охлаждение) требует лишь небольших усилий.
Предлагаемый изобретением способ позволяет очень рано начинать чистовую прокатку после начала литья, даже если массовый поток на входе еще относительно мал. Благодаря подключению одной прокатной клети после другой в чистовой группе прокатных клетей толщина полосы может постепенно уменьшаться, когда массовый поток на входе и/или мощность нагрева печи постепенно повышаются.
Краткое описание фигур
Изобретение поясняется в качестве примера с помощью схематичной фигуры. На фигуре показан вид сбоку совмещенного литейно-прокатного агрегата.
Пути осуществления изобретения
На фигуре показан эскиз одного из вариантов осуществления совмещенного литейно-прокатного агрегата, на котором может осуществляться предлагаемый изобретением способ изготовления стальной полосы 1. Имеется вертикальный литейный агрегат 2, в котором льются слябы 3, например, толщиной 70 мм. В ножницах 12 при полубесконечной прокатке могла бы осуществляться резка на желаемую длину сляба. Непосредственно за ними следует первая печь 6, в которой сляб 3 доводится до температуры T1 черновой прокатки приблизительно от 1000 до 1200°C и в которой осуществляется определенное выравнивание температуры в направлении ширины. Но печь 6 может также отсутствовать.
Затем происходит черновая прокатка в черновой группе 4 прокатных клетей, которая может состоять из одной, как здесь, или из нескольких клетей и в которой сляб 3 прокатывается до промежуточной толщины или толщины подката. При черновой прокатке происходит превращение литой структуры в мелкозернистую катаную структуру. Без применения устройства 13 для смыва окалины или другой установки для удаления окалины перед черновой группой 4 прокатных клетей можно также обойтись.
За клетью черновой группы 4 прокатных клетей расположена другая печь 7 для подката 3'. Печь 7 может быть предпочтительно выполнена в виде индукционной печи, но также в виде традиционной печи или в виде высокотемпературной печи с заполнением факелом. В ней подкат 3' относительно равномерно по поперечному сечению доводится до желаемой температуры T2 на входе для входа в чистовую группу 5 прокатных клетей, при этом температура T2 на входе, как правило, в зависимости от сорта стали и последующего процесса прокатки в чистовой группе 5 прокатных клетей, составляет от 1090°C до 1250°C.
За нагревом в печи 7 происходит чистовая прокатка в многоклетьевой чистовой группе 5 прокатных клетей до желательной конечной толщины и конечной температуры прокатки, и затем охлаждение полосы на участке 14 охлаждения, а также в последнюю очередь наматывание посредством моталки 15. Без устройства 13 для смыва окалины перед и/или между прокатными клетями 51-56 можно также обойтись.
Если теперь при пуске совмещенного литейно-прокатного агрегата, например, после производственного перерыва, массовый поток на входе подката 3' в чистовую группу 5 прокатных клетей еще относительно мал (<70% массового потока на входе при нормальном режиме), прокатка осуществляется только с помощью первых трех прокатных клетей 51-53. Теперь, если массовый поток на входе непрерывно увеличивается, чтобы можно было достичь желаемой конечной толщины и конечной температуры прокатки, будет подводиться, то есть становиться активной, сначала четвертая прокатная клеть 54, затем в следующем шаге пятая прокатная клеть 55 и при необходимости также еще шестая прокатная клеть 56. Перед подключением дополнительной прокатной клети при возрастании массового потока на входе температура в печи 7 и вместе с тем температура T2 на входе подката 3' стала бы уменьшаться. Как только подключается или, соответственно, подводится дополнительная клеть, температура на входе должна значительно подниматься, обычно от 35 до 55 К, при этом из соображений экономичности или, соответственно, качества продукта не должна превышаться температура поверхности 1250°C, еще лучше 1220°C.
Точно так же следует следить за тем, чтобы при внезапном, непредсказуемом изменении массового потока на входе или температуры на входе (например, частичный выход из строя печи 7) соответственно подводилась или отводилась дополнительная прокатная клеть 51-56, чтобы еще достичь желаемой конечной толщины и конечной температуры прокатки.
Но в соответствии с изобретением, как при непрерывных изменениях, так и при внезапных изменениях входных величин (температура, массовый поток), следует следить за тем, чтобы всегда использовать только фактически необходимое количество прокатных клетей 51-56. При этом, в частности, толщина подката должна выбираться такой, чтобы при наименьшей возможной температуре на входе, например, 1090°C, три, четыре или пять в данный момент еще активных прокатных клетей с максимальными степенями обжатия, то есть на технических пределах прокатных клетей, все еще могли изготавливать желаемую стальную полосу.
Ниже приведен пример для продукта полосы с шириной 1570 мм, с толщиной на входе в чистовую группу прокатных клетей, равной 15 мм, и удельным на единицу ширины массовым потоком на входе, равным 440 мм м/мин. Видно уменьшение общей потребности в энергии, а также изменения усилий прокатки прокатных клетей, обжатий за проход и необходимой энергии печи, когда вместо пяти применяются только четыре прокатные клети:
Список ссылочных обозначений
1 Стальная полоса
2 Литейный агрегат
3 Сляб
3' Подкат
4 Черновая группа прокатных клетей
5 Чистовая группа прокатных клетей
51 Первая прокатная клеть чистовой группы прокатных клетей
52 Вторая прокатная клеть чистовой группы прокатных клетей
53 Третья прокатная клеть чистовой группы прокатных клетей
54 Четвертая прокатная клеть чистовой группы
прокатных клетей
55 Пятая прокатная клеть чистовой группы прокатных клетей
56 Шестая прокатная клеть чистовой группы прокатных клетей
6 Печь для сляба
7 Печь для подката
12 Ножницы
13 Устройство для смыва окалины
14 Участок охлаждения
15 Моталка
F Направление транспортировки
T1 Температура подката
T2 Температура на входе стальной полосы при входе
в чистовую группу прокатных клетей
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| СПОСОБ ПРОКАТКИ ТОНКИХ И/ИЛИ ТОЛСТЫХ СТАЛЬНЫХ СЛЯБОВ В ГОРЯЧЕКАТАНУЮ ПОЛОСУ | 2004 |
|
RU2335357C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2014 |
|
RU2630106C2 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ АГРЕГАТ | 2010 |
|
RU2497612C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218427C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ, ПРОКАТАННОЙ В ФЕРРИТНОМ СОСТОЯНИИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218426C2 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОДУКТОВ ПЛОСКОГО МЕТАЛЛОПРОКАТА | 2020 |
|
RU2735643C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
Изобретение к прокатному производству. Технический результат - повышение качества полосы. При изготовлении стальной полосы (1) посредством бесконечной прокатки или полубесконечной прокатки сначала в литейном агрегате (2) отливается сляб (3). Этот сляб (3) в черновой группе (4) прокатных клетей прокатывается с получением подката (3'). Подкат (3') нагревается в печи (7) и прокатывается начисто в чистовой группе (5) прокатных клетей до заданной конечной толщины и заданной конечной температуры прокатки. Для обеспечения желаемой конечной толщины и конечной температуры прокатки стальной полосы предусматривается, чтобы при изменении температуры (T2) на входе и/или массового потока подката (3') на входе выбиралась новая программа проходов, с помощью которой достигается желаемая конечная толщина и желаемая конечная температура прокатки. При этом последняя находящаяся в контакте прокатная клеть чистовой группы (5) прокатных клетей выводится из контакта с прокатом или в контакт с прокатом приводится прокатная клеть чистовой группы прокатных клетей, которая включена после последней находящейся в контакте прокатной клети. 8 з.п. ф-лы, 1 ил., 2 табл.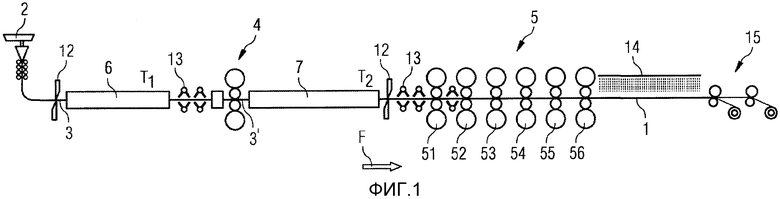
1. Способ изготовления стальной полосы (1) посредством бесконечной или полубесконечной прокатки, включающий отливку сляба (3) в литейном агрегате (2), прокатку этого сляба (3) в черновой группе (4) прокатных клетей с получением подката (3'), нагрев подката (3') в печи (7) до заданной температуры (Т2) и прокатку нагретого подката (3') начисто в чистовой группе (5) прокатных клетей с заданным значением массового потока подката в соответствии с программой проходов в чистовой группе (5) прокатных клетей, отличающийся тем, что
при изменении температуры (Т2) подката (3') на входе в чистовую группу (5) прокатных клетей относительно заданного значения более чем на 1 К/с, в частности более чем на 5 К/с, и/или
при изменении массового потока подката на входе в чистовую группу прокатных клетей относительно заданного значения более чем на 0,2 %/с, в частности более чем на 1,5 %/с,
устанавливают программу проходов, обеспечивающую заданные конечную толщину и конечную температуру полосы, путем вывода из контакта с прокатываемой полосой последней находящейся в контакте с полосой прокатной клети чистовой группы (5) прокатных клетей или путем ввода в контакт с прокатываемой полосой прокатной клети чистовой группы (5) прокатных клетей, включаемой после последней находящейся в контакте прокатной клети, при соблюдении условия сокращения энергии, которую подводят к печи (7) и/или чистовой группе (5) прокатных клетей до минимального значения, при этом
температуру (Т2) подката (3') устанавливают посредством регулирования мощности нагрева печи (7) и прокатных клетей (5) в соответствии с программой проходов.
2. Способ по п. 1, отличающийся тем, что упомянутую программу проходов определяют во время текущего процесса прокатки.
3. Способ по п. 1 или 2, отличающийся тем, что упомянутую программу проходов составляют с использованием математической модели, которая воспроизводит процесс прокатки по меньшей мере всех прокатных клетей (51-56) чистовой группы (5) прокатных клетей.
4. Способ по п. 3, отличающийся тем, что с использованием модели программы проходов по меньшей мере рассчитывают конечную температуру прокатки стальной полосы, конечную толщину стальной полосы, а также общую потребность в энергии чистовой группы (5) прокатных клетей и печи (7), при этом количество прокатных клетей (51-56) варьируют и определяют соответствующую энергию для прокатных клетей и печи, и в случае если при соблюдении заданных предельных значений для прокатных клетей и печи в одном из вариантов получают сокращение общей потребности в энергии, этот вариант закладывают в основу устанавливаемой программы проходов.
5. Способ по п. 4, отличающийся тем, что с использованием модели программы проходов рассчитывают конечную температуру прокатки стальной полосы, конечную толщину стальной полосы, а также общую потребность в энергии печи (7), при этом количество прокатных клетей (51-56) варьируют и определяют соответствующую энергию для печи, и в случае если при соблюдении заданных предельных значений для прокатных клетей и печи в одном из вариантов получают сокращение энергии для печи, этот вариант закладывают в основу устанавливаемой программы проходов.
6. Способ по п. 1, отличающийся тем, что толщину подката (3') изменяют для сокращения энергии, необходимой для печи (7), до минимального значения.
7. Способ по п. 1, отличающийся тем, что его используют при пуске и переходе на повышенную нагрузку совмещенного литейно-прокатного агрегата после перерыва в литье и прокатке для бесконечной или полубесконечной прокатки.
8. Способ по п. 1, отличающийся тем, что подлежащий прокатке подкат (3') уже находится в чистовой группе (5) прокатных клетей, когда прокатная клеть (51-56) приводится в контакт с полосой или выводится из контакта с полосой.
9. Способ по п. 1, отличающийся тем, что подлежащий прокатке подкат (3') при полубесконечной прокатке только тогда входит в чистовую группу (5) прокатных клетей, когда одна прокатная клеть (51-56) в соответствии с устанавливаемой программой проходов подведена или отведена.
| DE 102007058709 A1, 05.02.2009 | |||
| DE 102006047718 A1, 17.04.2008 | |||
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ ИЛИ ЛИСТА | 1997 |
|
RU2208485C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |

