Настоящее изобретение относится к установке и способу производства удлиненных изделий.
Производство металлических удлиненных длинномерных изделий выполняют в установке в несколько этапов. На первом этапе металлический лом в качестве исходного материала загружают в печь, которая нагревает лом до достижения жидкого состояния. Затем используют оборудование непрерывной разливки для охлаждения жидкого металла и формования соответствующего мерного изделия, например заготовки, с целью создания соответствующего исходного сырья для прокатного стана. Обычно эту исходную часть режут и охлаждают в холодильниках. После этого используют прокатный стан для придания исходному сырью или заготовке различных размеров, пригодных для использования в машиностроении. С целью достижения этого результата прокатный стан нагревает исходное сырье до соответствующей температуры для его прокатки множественным оборудованием, называемом клетями, при этом исходное сырье обычно доводят до конечного размера. Конечное мерное изделие обычно нарезают в горячем состоянии, охлаждают в холодильнике, производят окончательную нарезку и в состоянии готовности упаковывают для отправки потребителю.
В документе EP1187686 раскрыта установка по производству удлиненных прокатных изделий, содержащая оборудование непрерывной разливки c множеством параллельных линий по производству удлиненных изделий, при этом прокатный стан расположен ниже по потоку от упомянутого оборудования непрерывной разливки соосно с одной из упомянутых производственных линий, а туннельная печь размещена между упомянутым оборудованием непрерывной разливки и упомянутым прокатным станом вдоль одной из упомянутых производственных линий.
Эта установка дополнительно включает в себя параллельные роликовые конвейеры, сочлененные с множеством параллельных производственных линий, а также средство управления упомянутыми параллельными роликовыми конвейерами на отличных друг от друга скоростях, при этом упомянутые параллельные роликовые конвейеры и упомянутое передаточное средство выполнены таким образом, чтобы заготовка на упомянутой расположенной сбоку производственной линии после обрезания ускорялась с такой скоростью, чтобы восстановить время, необходимое для осуществления перемещения заготовки по упомянутой производственной линии.
Недостаток этой установки состоит в том, что при возникновении проблемы с прокатным станом нужно останавливать все производство из-за тесной взаимосвязи между прокатным станом и каждой параллельной линией по производству удлиненных изделий, поступающих из разливочного оборудования.
Точно таким же образом все производство нужно останавливать при возникновении проблемы на производственных линиях, расположенных на одной линии с прокатным станом, поскольку все заготовки на других линиях нужно транспортировать на эту линию для прокатки прокатным станом.
Кроме того, данное решение также подразумевает применение передаточных устройств для синхронизации перемещения каждой заготовки, произведенной каждой разливочной линией, поскольку нужно обеспечить их последовательную прокатку без потери производительности. Такое передаточное и синхронизирующее средство добавляет риск поломки и, следовательно, потери производительности для всей установки.
Действительно, поскольку вся продукция каждой параллельной линии по производству удлиненных изделий, поступающая с разливочного оборудования, должна поглощаться прокатным станом, при таком решении проблема в одной точке производственной линии может вызвать остановку всего производства.
Задачей настоящего изобретения является решение вышеупомянутых проблем и создание установки по производству удлиненных изделий, имеющей множество разливочных линий, в которой производство на одной линии не может быть нарушено проблемой, возникшей на другой линии.
Другой задачей настоящего изобретения является создание установки по производству удлиненных изделий, в которой производство удлиненных изделий может поддерживаться даже при возникновении проблемы на разливочной линии, расположенной на одной линии с прокатным оборудованием.
Эти задачи решены согласно первому объекту настоящего изобретения посредством установки по производству удлиненных прокатных изделий, содержащей:
сталеплавильный агрегат для производства жидкого металла с первой производительностью,
прокатный стан (13) со второй производительностью,
агрегат (11) непрерывной разливки, расположенный между сталеплавильным агрегатом и прокатным станом (13), при этом агрегат (11) непрерывной разливки содержит по меньшей мере две разливочных линии (21,19), каждая из которых выполнена с возможностью производства удлиненных промежуточных изделий,
при этом:
первая разливочная линия непосредственно расположена на одной линии с прокатным станом (или выполнена с возможностью непосредственной подачи в прокатный стан) для подачи в прокатный стан отлитых изделий, и
по меньшей мере вторая разливочная линия не расположена на одной линии с прокатным станом и не служит для подачи в прокатный стан,
притом установка дополнительно содержит регулирующие средства (27) для одновременного регулирования производительности первой разливочной линии и производительности по меньшей мере второй разливочной линии в зависимости от разницы между производительностью сталеплавильного агрегата и производительностью прокатного стана.
Согласно другим признакам, принятым в сочетании или отдельно:
регулирующие средства (27) выполнены с возможностью увеличения производительности первой разливочной линии (19) при одновременном снижении производительности второй разливочной линии (21),
регулирующие средства (27) выполнены с возможностью уменьшения производительности первой разливочной линии (19) при одновременном увеличении производительности второй разливочной линии (21),
регулирующие средства содержат средство для регулирования количества расплавленного металла, поступающего в разливочную машину и литейную форму непрерывной разливки с двумя выходами с фиксированными геометрическими характеристиками,
по меньшей мере одна из линий непрерывной разливки снабжена затвором, при этом перемещение затвора приводит к изменению производительности по меньшей мере двух разливочных линий,
по меньшей мере две линии непрерывной разливки снабжены затворами, при этом перемещение затворов приводит к изменению производительности по меньшей мере двух разливочных линий,
установка содержит средство (15) для гомогенизации температуры промежуточных изделий, поступающих с первой разливочной линии, при этом указанные средства, например индукционная печь, расположены между разливочной машиной и прокатным станом,
установка дополнительно содержит средство, в чрезвычайной ситуации выполненное с возможностью отрезания промежуточного изделия, поступающего с первой разливочной линии (21), а также средство, выполненное с возможностью отрезания промежуточного изделия, поступающего по меньшей мере со второй разливочной линии для производства поставляемого полуфабрикатного изделия.
Согласно другому объекту, настоящее изобретение относится к способу производства металлических удлиненных изделий, включающему:
производство жидкого металла с первой производительностью,
непрерывную разливку жидкого металла для производства по меньшей мере первого и второго удлиненных промежуточных изделий, отличающемуся тем, что способ дополнительно включает этапы, на которых:
прокатывают первое удлиненное изделие со второй производительностью, отличной от первой производительности, а второе удлиненное изделие не прокатывают,
одновременного регулируют производительность разливки первого и второго удлиненного изделия в зависимости от разницы в производительности между первой и второй производительностью.
Согласно варианту осуществления, при снижении производительности первого удлиненного изделия одновременно увеличивается производительность второго удлиненного изделия.
Кроме того, при увеличении производительности первого удлиненного изделия одновременно снижается производительность второго удлиненного изделия.
Конструктивные и функциональные характеристики настоящего изобретения и его преимущества над технологией, известной из предшествующего уровня техники, пояснены нижеследующим описанием, со ссылкой на приложенный к нему неограничительный специальный чертеж, представляющий собой схематичный вид установки согласно изобретению.
Установка 5 согласно изобретению содержит средства 7 и 9 для преобразования металлического лома в жидкий металл, машину 11 непрерывной разливки и прокатный стан 13, каждый из которых описан ниже.
Средство или система преобразования металлического лома (главным образом, стального лома) в жидкую сталь, также называемое сталеплавильным агрегатом, может содержать электрическую дуговую печь (ЭДП) 7, либо иное средство, например индукционную печь. Такое средство может также содержать агрегат печь-ковш 9.
Машина 11 непрерывной разливки принимает расплавленный металл из агрегата печь-ковш 9 и содержит по меньшей мере первую 19 и вторую 21 разливочные линии, также называемые ручьями. Другими словами, разливочная машина 11 имеет два выхода, при этом каждый производит удлиненные промежуточные изделия 23 и 25, например заготовки, блюмы, или же промежуточные изделия иных форм. Первая разливочная линия 19 предназначена для непосредственной подачи в прокатный стан 13. С этой целью первая разливочная линия 19 может быть расположена на одной линии с прокатным станом 13. Вторая разливочная линия 21 не расположена на одной линии с прокатным станом, но может быть параллельна первой загрузочной линии 19.
Главная цель гибкой непосредственной загрузки состоит в наличии двух разливочных линий 19 и 21 для сбалансирования производительности прокатного стана 13 и машины 11 непрерывной разливки. Согласно изобретению только одна разливочная линия, первая линия 19, осуществляет подачу в прокатный стан, в то время как вторая линия 21 загружает холодильник 29 непрерывной разливки.
С этой целью установка 5 содержит регулирующие средства 27 для регулирования одновременно производительности первой разливочной линии 19 и производительности по меньшей мере второй разливочной линии 21 в зависимости от разницы между производительностью сталеплавильного агрегата и производительностью прокатного стана. Производительность первой 19 относительно второй 21 разливочной линии представляет собой количество промежуточных удлиненных изделий 23 или 25, произведенных первой относительно второй разливочной линии 21, например, измеренное в тоннах в час (т/ч). Аналогичным образом производительность сталеплавильного агрегата 6 представляет собой количество жидкого металла, выданного данным устройством в т/ч, а производительность прокатного стана представляет собой количество прокатных изделий, выданных данным устройством.
Основной эффект конструкции новой машины 11 непрерывной разливки состоит в наличии второй разливочной линии 21, которая не сочленена непосредственно с прокатным станом 13, что позволяет сбалансировать различия в производительности между выплавкой стали и прокатом. Другими словами, переменное количество промежуточных удлиненных изделий, произведенных второй разливочной линией 25, регулирует поток жидкого металла, поступающего из сталеплавильного агрегата. Это достигается путем отвода части произведенного жидкого металла, причем эта отведенная часть не подвергается прокатке. Таким образом, связь между входом производственной линии, то есть жидким металлом, и выходом производственной линии, то есть прокатным изделием, может быть модулирована. Это обеспечивает продолжение производства даже при возникновении проблемы в точке производственной линии ниже по потоку от машины непрерывной разливки, или при возникновении проблемы в первой разливочной либо второй разливочной линии.
Как уже упоминалось, установка согласно изобретению также включает в себя прокатный стан 13, предназначенный для непосредственной приемки промежуточных удлиненных изделий 23, поступающих с первой линии 19 непрерывной разливки. Прокатный стан 13 содержит множество клетей, снабженных валками, предназначенных для прокатки промежуточного удлиненного изделия 23 с целью изменения его сечения для получения готового длинномерного изделия 31, поставляемого клиенту. Прокатный стан 13 может также содержать выравнивающую систему для гомогенизации температуры в удлиненных длинномерных изделиях.
Между машиной 11 непрерывной разливки и прокатным станом 13 установлено устройство 15 быстрого нагрева, например индукционная печь, для гомогенизации температуры изделия. Однако устройство 15 быстрого нагрева может быть опущено и вместо него в машине 11 непрерывной разливки может быть использована собственная система охладительного распределения.
В одном варианте осуществления регулирующие средства для одновременного изменения производительности первой разливочной линии и производительности по меньшей мере второй разливочной линии могут содержать литейную форму непрерывной разливки с двумя выходами с фиксированными геометрическими характеристиками, при этом два выхода или отверстия имеют фиксированный коэффициент производительности. В данном варианте осуществления изменение производительности первой и второй разливочных линий осуществляют путем варьирования количества расплавленного металла, поступающего в литейную форму.
В другом варианте осуществления по меньшей мере один выход разливочной машины снабжен затвором, изменяющим выходную площадь сечения выхода. Перемещение затвора приводит к изменению производительности по меньшей мере двух разливочных линий.
В другом варианте осуществления по меньшей мере два выхода разливочной машины снабжены затворами, изменяющими выходную площадь сечения. Затворы могут одновременно изменять площадь сечения двух выходов.
В одном варианте осуществления, установка согласно изобретению включает в себя сталеплавильный агрегат 6 производительностью между 40-65 т/ч. Сталеплавильный агрегат загружает по меньшей мере две линии машины 11 непрерывной разливки (меняя продолжительность плавки от выпуска до выпуска и используя различную плотность лома). Первая разливочная линия 19 может иметь производительность между 30 и 50 т/ч. Вторая разливочная линия 21 имеет производительность между 15-45 т/ч.
Согласно изобретению в стандартной ситуации скорость разливки или производительность первой разливочной линии 19 связана со скоростью или производительностью прокатного стана. Вторая разливочная линия 21 служит для сбалансирования совокупной производительности. Это означает, что когда прокатный стан повышает свою производительность или скорость (в допустимом диапазоне), скорость разливки или производительность линии 19 непосредственной загрузки повышается, а скорость разливки или производительность второй разливочной линии 21 понижается.
В случае, если есть необходимость в снижении производительности прокатного стана, снижают производительность первой разливочной линии и повышают производительность второй разливочной линии. Такую же процедуру сбалансирования используют, если по причинам, связанным с разливкой, непосредственная загрузка отлитых заготовок увеличилась либо уменьшилась.
Такую же процедуру сбалансирования также применяют при увеличении или уменьшении сталелитейного производства. Например, когда первая разливочная линия 19 работает с производительностью 30 т/ч, вторая разливочная линия балансирует сталелитейное производство дополнительными 25 т/ч для поддержания совокупной производительности сталелитейного производство на уровне около 55 т/ч.
Производительность прокатного стана 13 может быть увеличена последовательными этапами с целью достижения первой разливочной линией 23 непосредственной загрузки (первой разливочной линией) более высокой производительности до 35-40-45-50 т/ч. В этом случае производство второй линии 21 снижается до 20 и 15 т/ч. Это сохраняет производительность сталелитейного производства постоянной на величине 55 т/ч. При увеличении производства прокатного стана производительность сталелитейного производства может также быть увеличена до 60 и 65 т/ч с целью сбалансирования совокупного производства.
Настоящее изобретение также обеспечивает хорошее решение для чрезвычайных ситуаций. Например, при остановке прокатного стана 13, вторая разливочная линия 21 может увеличить свою производительность до 45 т/ч. Это позволяет остановить первую разливочную линию 19 и поддержать нормальную производительность сталелитейного производства.
Таким образом, в случае долговременного простоя из-за брака при прокатке или проблем с техническим обслуживанием, установка и способ согласно изобретению обеспечивают возможность производства промежуточных изделий без долговременной остановки сталелитейного производства.
Изобретение также обеспечивает хорошее решение в случае короткого простоя для оперативного вмешательства. Притом что прокатный стан предназначен для непрерывной работы, может возникнуть необходимость остановки прокатного стана для оперативного вмешательства, например замены калибров, замены ножей, замены направляющих, что не всегда можно выполнить при остановке линии непосредственной загрузки. В этом случае вторая линия способна производить промежуточные изделия, что позволяет как можно быстрее перезапустить систему. Это означает, что когда первая разливочная линия прекращает процедуру разливки или, в конечном итоге, производство промежуточного материала для последующей обработки, дополнительный материал будет проходить через вторую разливочную линию 21, которая будет производить больше промежуточного материала 25. Затем промежуточный материал 25 отрезают и подают на холодильник 31, расположенный ниже по потоку от второй разливочной линии 21.
При нормальном режиме разливки, по причинам, связанным с расходом литейных материалов, например огнеупоров или иных, процедуры разливки на первой разливочной линия 21 сначала нужно останавливать до возможного возобновления работы (обычно от 8 максимум до 24 часов). В этом случае можно остановить также вторую разливочную линию, либо поддерживать вторую разливочную линию в рабочем режиме для оптимизации сталелитейного производства.
Другое преимущество гибкой системы непосредственной загрузки согласно изобретению состоит в том, что во второй разливочной линии может быть установлена литейная форма любого типа, способная производить заготовки различных размеров (к примеру, от 100 до 150 мм), тогда как первая разливочная линия строго привязана к прокатному стану только одним размером прокатываемой заготовки (в основном в диапазоне между 120-130 мм). Другими словами, первая и вторая разливочные линии могут производить промежуточные изделия различного типа (по размеру и форме).
Режущие устройства (не показаны на чертеже) имеются также на выходе машины 11 непрерывной разливки, а также ниже по потоку от второй разливочной линии для резки промежуточного изделия (заготовок) перед охлаждением в холодильнике 17. Дополнительные режущие средства установлены на выходе первой разливочной линии для резки промежуточного изделия в чрезвычайной ситуации и выше по потоку от машины непрерывной разливки. Дополнительное режущее устройство может быть предусмотрено выше по потоку от прокатного стана 13.
Главными преимуществами изобретения являются следующие:
- в случае изменения скорости прокатного стана вторая разливочная линия уравновешивает ситуацию, уменьшая или увеличивая скорость производства для сбалансирования производительности системы,
- достигается оптимальный размер и производительность сталелитейного производства,
- в случае остановки прокатного стана по-прежнему сохраняется возможность остановки непосредственно сочлененной линии без остановки сталелитейного производства,
- пользователь может производить полуфабрикатные изделия,
- возможность использования второй линии в качестве загрузочной линии, когда непосредственно сочлененная линия остановлена,
- возможность внедрения множественных линий для достижения более высокой производительности сталелитейного производства,
- электрическая дуговая печь (ЭДП) может быть рассчитана на любую нужную производительность для загрузки машины непрерывной разливки по меньшей мере из двух линий, причем известно, что с точки зрения эффективности более производительная печь имеет серьезные преимущества относительно менее производительной печи за счет меньших потерь тепла в более производительной печи, при этом вложения в механические и электрические компоненты не являются прямо пропорциональными производительности печи. Увеличение производительности не влечет за собой равностепенного увеличения вложений.
Изобретение относится к области производства металлических удлиненных прокатных изделий. Установка содержит сталеплавильный агрегат (6) для производства жидкого металла с первой производительностью, прокатный стан (13) со второй производительностью, агрегат (11) непрерывной разливки, расположенный между сталеплавильным агрегатом и прокатным станом (13), при этом агрегат (11) непрерывной разливки включает в себя по меньшей мере две разливочные линии (21, 19), каждая из которых выполнена с возможностью производства удлиненных промежуточных изделий. Первая разливочная линия расположена на одной линии с прокатным станом для подачи в него отлитых изделий, а вторая разливочная линия не расположена на одной линии с прокатным станом и не осуществляет подачу металла в него. Установка также имеет регулирующие средства (27) для одновременного регулирования производительности первой разливочной линии и производительности второй разливочной линии в зависимости от разницы между производительностью сталеплавильного агрегата и производительностью прокатного стана. 2 н. и 9 з.п. ф-лы, 1 ил.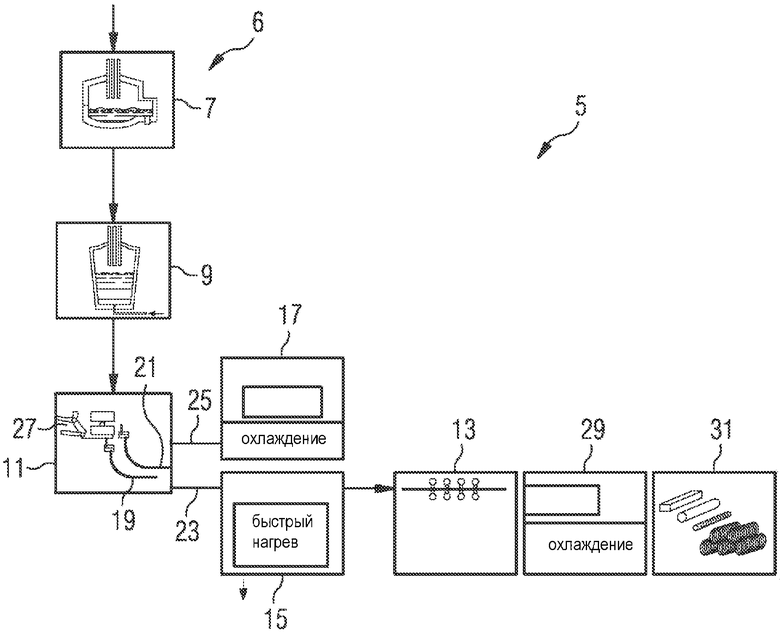
1. Установка для производства металлических удлиненных изделий, содержащая
сталеплавильный агрегат (6) для производства жидкого металла с первой производительностью,
прокатный стан (13) со второй производительностью,
агрегат (11) непрерывной разливки, расположенный между сталеплавильным агрегатом и прокатным станом (13), при этом агрегат (11) непрерывной разливки включает в себя по меньшей мере две разливочные линии (21, 19), каждая из которых выполнена с возможностью производства удлиненных промежуточных изделий,
при этом:
первая разливочная линия расположена на одной линии с прокатным станом для подачи в него отлитых изделий, а
по меньшей мере вторая разливочная линия расположена не на одной линии с прокатным станом и подачу отлитых изделий осуществляет не в прокатный стан,
отличающаяся тем, что она снабжена
регулирующими средствами (27) для одновременного регулирования производительности первой разливочной линии и производительности по меньшей мере второй разливочной линии в зависимости от разницы между производительностью сталеплавильного агрегата и производительностью прокатного стана.
2. Установка по п. 1, в которой регулирующие средства (27) выполнены с возможностью увеличения производительности первой разливочной линии (19) при одновременном снижении производительности второй разливочной линии (21).
3. Установка по п. 1, в которой регулирующие средства (27) выполнены с возможностью уменьшения производительности первой разливочной линии (19) при одновременном повышении производительности второй разливочной линии (21).
4. Установка по п. 1 или 2, в которой регулирующие средства содержат средства для регулирования количества расплавленного металла, поступающего в разливочную машину и литейную форму непрерывной разливки с двумя выходами, имеющими фиксированные геометрические характеристики.
5. Установка по любому из пп. 1-3, в которой по меньшей мере одна из линий непрерывной разливки снабжена затвором, посредством перемещения которого осуществляется регулирование производительности по меньшей мере двух разливочных линий.
6. Установка по любому из пп. 1-3, в которой по меньшей мере две линии непрерывной разливки снабжены затворами, посредством перемещения которых осуществляется регулирование производительности по меньшей мере двух разливочных линий.
7. Установка по любому из пп. 1-3, которая снабжена средствами (15) для гомогенизации температуры промежуточного изделия, поступающего с первой разливочной линии, например в виде индукционной печи, расположенными между разливочной машиной и прокатным станом.
8. Установка по любому из пп. 1-3, которая снабжена средствами для резания упомянутых промежуточных изделий, поступающих с первой разливочной линии (21) в чрезвычайной ситуации, и средствами для резания упомянутых промежуточных изделий, поступающих по меньшей мере со второй разливочной линии (21), для производства полуфабрикатных изделий.
9. Способ производства металлических удлиненных изделий, включающий
производство жидкого металла с первой производительностью и
непрерывную разливку жидкого металла для производства по меньшей мере первого и второго удлиненных промежуточных изделий, отличающийся тем, что он дополнительно включает этапы, на которых
первое удлиненное изделие прокатывают со второй производительностью, отличной от первой производительности, а второе удлиненное изделие не прокатывают, при этом
регулируют одновременно производительность разливки первого и второго удлиненного изделия в зависимости от разницы между упомянутыми первой и второй производительностью.
10. Способ по п. 9, в котором при уменьшении производительности разливки первого удлиненного изделия одновременно увеличивают производительность разливки второго удлиненного изделия.
11. Способ по п. 9 или 10, в котором при увеличении производительности разливки первого удлиненного изделия одновременно уменьшают производительность разливки второго удлиненного изделия.

