Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для поддержания температуры и/или возможного нагрева длинномерных металлических изделий, полученных способом непрерывного литья, и к соответствующему способу для литейно-прокатного агрегата непрерывного процесса, действующего в полубесконечном режиме, с целью получения изделий длинномерного металлического проката, такого как полоса, пруток, балочная заготовка, рельс или, в общем, прокатного профиля.
Уровень техники
Установкам непрерывного литья, известным в данной области техники и предназначенным для производства длинномерного проката, присущи серьезные ограничения, заключающиеся в том, что по причинам, по существу связанным с функциональными ограничениями и характеристиками компонентов, производительность таких установок, как правило, не превосходит 25-40 т/ч.
Следовательно, для получения более высокой производительности необходимо увеличивать число ручьев разливки металла, завязанных на один и тот же прокатный стан, которое может доходить до 8 и более.
Это влечет за собой, среди прочего, необходимость передачи слитков или блюмов, выходящих с различных ручьев разливки, в одну точку входа в нагревательную печь, и, следовательно, потери слитками температуры при такой передаче.
Следствием этого является необходимость в значительном количестве энергии для питания нагревательной печи, которая должна восстанавливать потери температуры и поднимать температуру от значения, действующего на входе в печь, которое составляет от 650°C до 750°C, до значения, приемлемого для осуществления прокатки, которое составляет, приблизительно, от 1050°C до 1200°C.
Кроме того, необходимость переноса отрезков слитков или блюмов с различных ручьев разливки металла в точку, где они вводятся в печь, накладывает ограничения на длину, а значит и на вес: длина слитков при этом составляет 12-14 м, максимум до 16 м, а вес в среднем равняется 2-3 т.
Указанные требования и ограничения процесса являются главной причиной увеличения расхода энергии на нагревание слитков и ухудшения общей пропускной способности литейно-прокатного агрегата (при одной и той же производительности, тонн/час, которую необходимо обеспечить), как из-за больших размеров разливочных устройств, которые требуются для обслуживания нескольких ручьев разливки, так и из-за большого числа слитков, которые подлежат обработке, следствием чего также является большой объем обрезки головных частей слитков на входе в клети прокатного стана и образование большого количества некондиционных коротких отрезков слитков.
Чтобы устранить такой недостаток, было произведено сокращение числа ручьев разливки металла - оставлены всего два ручья - и предусмотрено надлежащее устройство для поддержания температуры и/или возможного нагрева, которое принимает блюмы с двух линий и делает их доступными для линии прокатки, которая располагается далее.
Раскрытие изобретения
Одна из задач настоящего изобретения состоит в том, чтобы предложить устройство для поддержания температуры и/или возможного нагрева для металлических изделий, получаемых способом непрерывного литья, и соответствующий способ для двух линий литья (ручьев разливки), который дает возможность просто и надежно работать с порезанным в размер продуктом литья.
Другая задача настоящего изобретения заключается в максимальном использовании энтальпии, которой обладает исходная жидкая сталь, на всей технологической линии, и в частности внутри устройства для поддержания температуры и/или возможного нагрева, с целью снижения потерь температуры во времени между моментом резки продукта литья в размер и его передачей на операцию прокатки в целях получения значительной экономии энергии и снижения эксплуатационных расходов по сравнению с традиционными процессами.
Задачи изобретения также предполагают:
- обеспечить возможность останавливать прокатный стан (и в частности линии прокатного стана) без необходимости прерывания предшествующей операции разливки металла, и, таким образом, получить высокий коэффициент использования литейно-прокатного агрегата;
- сократить до минимума или вообще исключить выведение материала в отходы в аварийных ситуациях или при плановых остановках, и, таким образом, осуществить полное превращение материала в продукт, который в таких ситуациях на время аккумулируется внутри устройства для поддержания температуры и/или возможного нагрева, и, тем самым, получить увеличенную отдачу (выход годных изделий), которая представляет собой отношение веса конечной продукции к весу жидкой стали, потребной для изготовления тонны продукции;
- теснее приблизить показатели полунепрерывного процесса к показателям непрерывного процесса, то есть не прибегая к конструкции, обеспечивающей непрерывный переход от машины непрерывной разливки металла к прокатному стану;
- гарантировать возможность варьирования выпускаемых изделий по размерам и типу без остановки непрерывной разливки металла и получить более высокий коэффициент использования агрегата.
Настоящее изобретение задумано, разработано и проверено на предмет решения поставленной задачи и иных задач, получения полезных качеств, а также преодоления недостатков, свойственных существующим техническим решениям.
Идея изобретения изложена в независимых пунктах формулы изобретения, при этом варианты осуществления идеи сформулированы в зависимых пунктах.
В соответствии с настоящим изобретением в литейно-прокатном агрегате непрерывного процесса, действующем в полубесконечном режиме и предназначенном для получения изделий длинномерного проката, между машиной двухручьевой непрерывной разливки металла и последующей прокатной линией расположено устройство поддержания температуры и/или возможного нагрева.
Металлические изделия, полученные способом непрерывного литья, подвергаются резке в размер при помощи средств резки, расположенных сразу после разливочной машины, с целью выделения отрезков блюма заданной длины, которая предпочтительно составляет от 16 м до 60 м, а оптимально от 30 м до 40 м.
Линия прокатки располагается со смещением относительно ручьев разливочной машины, параллельно указанным ручьям.
В каждом ручье разливки имеется соответствующий кристаллизатор, в котором можно производить литье изделий с различной скоростью от 3 м/мин до 9 м/мин в зависимости от толщины изделия.
В описании и формуле изобретения под термином «блюм» (bloom) подразумевается изделие прямоугольного или квадратного сечения, в котором отношение длинной стороны сечения к короткой стороне находится в интервале от 1 до 4, то есть указанное отношение соответствует сечениям от квадрата до прямоугольника, у которого длинная сторона в 4 раза больше короткой стороны.
Согласно настоящему изобретению профиль получаемых изделий не ограничивается четырехгранником с двумя парами прямых параллельных сторон, но также может представлять собой сечения, обладающие, по меньшей мере, криволинейной, выпуклой или вогнутой стороной, при этом желательно (но необязательно), чтобы геометрия противоположных сторон в двух указанных парах обладала зеркальной симметрией, или было сочетание вышеупомянутых геометрических форм.
Для примера, квадратные сечения, получаемые способом непрерывного литья в каждом ручье разливки, в соответствии с настоящим изобретением, могут иметь размеры 100 мм×100 мм, 130 мм×130 мм, 150 мм×150 мм, 160 мм×160 мм или промежуточные размеры, а в целях увеличения производительности профили прямоугольного сечения могут иметь размеры 100 мм×140 мм, 130 мм×180 мм, 130 мм×210 мм, 140 мм×190 мм, 160 мм×210 мм, 160 мм×280 мм, 180 мм×300 мм, 200 мм×320 мм или промежуточные размеры. В случае производства средних профилей могут быть использованы сечения даже больших размеров, например 300 мм×400 мм или аналогичные.
В соответствии с настоящим изобретением устройство для поддержания температуры и/или возможного нагрева располагается после разливочной машины; причем порезанные в размер отрезки блюма поступают в указанное устройство напрямую, без промежуточного перемещения и/или перевалки, при средней температуре, по меньшей мере, 1000°C, а оптимально от 1100°C до 1150°C. Средняя температура блюма на выходе из устройства составляет, приблизительно, от 1050°C до 1200°C.
Согласно отличительному признаку настоящего изобретения устройство для поддержания температуры и/или возможного нагрева содержит подвижную транспортирующую секцию и печь с поперечной передачей блюмов, причем подвижная транспортирующая секция располагается между средствами для порезки блюма на мерные отрезки и печью с поперечной передачей, и обеспечивает движение отрезков блюма, которые получены посредством двух линий разливки металла. Подвижная секция содержит:
- первую подвижную линию, ось которой в первом положении совмещается с осью первой линии разливки, так чтобы принимать отрезки блюма из первой линии, а во втором положении совпадает с осью подачи, которая в свою очередь совпадает с осью приемного рольганга печи с поперечной передачей; и
- вторую подвижную линию, ось которой в первом положении совмещается с осью второй линии разливки, так чтобы принимать отрезки блюма из второй линии, а во втором положении совпадает с указанной осью подачи для выгрузки отрезков блюма в печь с поперечной передачей.
Соответствующие первое и второе положения линий подвижной транспортирующей секции независимы друг от друга, что дает возможность осуществлять литейные процессы в двух линиях независимо друг от друга, и не давать указанным процессам прерываться.
Печь с поперечной передачей располагается после подвижной транспортирующей секции и содержит приемный рольганг, выходной (или выпускной) рольганг, который смещен относительно приемного рольганга, следует параллельно последнему, и ось которого совпадает с осью последующей линии прокатки, а также устройства перемещения, которые обеспечивают передачу отрезков блюма с приемного рольганга на выходной рольганг.
Согласно одному варианту осуществления изобретения между средствами для порезки блюма на мерные отрезки и подвижной транспортирующей секцией находится неподвижная транспортирующая секция, которая содержит первую неподвижную линию транспортирования и вторую неподвижную линию транспортирования, каждая из которых предусмотрена для перемещения отрезков блюма соответственно от первой линии разливки в направлении первой подвижной линии транспортирования, и от второй линии разливки в направлении второй подвижной линии транспортирования.
В некоторых фазах работы литейно-прокатного агрегата неподвижная транспортирующая секция позволяет эффективно принимать отрезки блюма, поступающие с линий разливки металла, в то время, когда подвижные линии подвижной транспортирующей секции все еще заняты выгрузкой в печь отрезков блюма. Это позволяет придать процессу передачи отрезков блюма большую непрерывность и равномерность, например, при очень высоких скоростях литья.
Согласно другому варианту осуществления печь с поперечной передачей содержит буфер или накопительную зону (вспомогательную площадку) для временного хранения отрезков блюма, которые на время размещают внутри буфера.
Буфер располагается между приемным рольгангом и выходным рольгангом печи.
В соответствии с другим отличительным признаком изобретения устройства поперечной передачи содержат средства перемещения, которые переносят отрезки блюма от приемного рольганга в направлении буфера, в котором содержатся блюмы, и средства извлечения, которые извлекают отрезки блюма из буфера, чтобы сделать их доступными для выходного рольганга, а следовательно, и для линии прокатки.
Печь устройства, соответствующего настоящему изобретению, имеет длину, которая может варьировать, по меньшей мере, в диапазоне приблизительно от 16 м до 60 м, а в оптимальном случае от 30 м до 40 м.
Буфер работает как накопитель блюмов, например, когда необходимо преодолеть последствия прерывания процесса прокатки по причине аварии или плановой замены валков, или для перехода на другой тип продукции, и таким образом избежать потерь материала и лишнего расхода энергии, а главное, избежать прерывания процесса разливки металла. Устройство для поддержания температуры и/или возможного нагрева позволяет аккумулировать блюмы на время, которое может доходить до 60-80 мин (при максимальной скорости литья) и более и которым можно варьировать при проектировании литейно-прокатного агрегата.
Такое решение дает возможность значительно увеличить коэффициент использования литейно-прокатного агрегата.
Благодаря наличию накопительной емкости указанной печи, также можно увеличить общую отдачу литейно-прокатного агрегата (выход годных изделий). Это объясняется следующими причинами:
- снижается число случаев повторного запуска процесса разливки металла (или такие случаи вообще исключаются), что дает экономию на металле, уходящем в отходы в начале и конце разливки;
- сталь, которой в момент аварийной остановки прокатного стана (например, по причине затора из-за попадания камней) предстоит вылиться из разливочного устройства (которое заполняет жидкой сталью кристаллизатор) и оказаться перед прокатным станом, не придется переводить в отходы; то же самое касается и стали, оставшейся в разливочном ковше, которую часто не представляется возможным полностью вернуть в технологический процесс;
- в случае аварийной остановки прокатного стана блюм, уже захваченный одной или несколькими клетями, можно вернуть в печь и сохранить там при требуемой температуре и также исключить необходимость измельчения блюма в отходы, и, следовательно, потери материала.
Согласно настоящему изобретению оптимальную длину отрезков блюма, а следовательно, и длину печи, в которой должны содержаться указанные отрезки, выбирают из условия минимума функции потерь - линейной комбинации тепловых потерь в печи и потерь материала, связанных с обрезкой блюма, образованием коротких блюмов и заторами из-за попадания камней.
Настоящее изобретение также касается способа, в котором этап непрерывной разливки металла осуществляют в двух линиях (ручьях) разливки; продукт литья (блюм) режут на мерные отрезки и передают в печь, соответственно выполняя следующие действия.
Отрезки блюма вводят в подвижную транспортирующую секцию, содержащую две подвижные линии транспортирования, каждая из которых выполнена с возможностью приема отрезков блюма от соответствующей линии разливки.
На следующем этапе, как только отрезки блюма окажутся загруженными на подвижную линию транспортирования, один из отрезков перемещают в направлении, перпендикулярном направлению подачи блюмов, так чтобы совместить указанный блюм с осью подачи, которая, в свою очередь, совпадает с осью приемного рольганга печи. Затем следует операция загрузки печи через приемный рольганг.
Аналогичное действие, позднее или ранее вышеуказанного, выполняют в отношении другой подвижной линии транспортирования.
Внутри печи производят перенос отрезков блюма в поперечном направлении с целью их помещения на выходной рольганг, что позволяет осуществить питание линии прокатки, которая располагается после рассматриваемого устройства.
Согласно настоящему изобретению печь оснащена буфером, который находится между приемным и выходным рольгангами и в котором отрезки блюма сохраняют на время, зависящее от их размера.
Краткое описание чертежей
Указанные и иные отличительные особенности настоящего изобретения будут понятны из последующего описания предпочтительных вариантов его осуществления, изложенных в виде примеров, которые не носят ограничительного характера, со ссылками на прилагаемые чертежи, на которых:
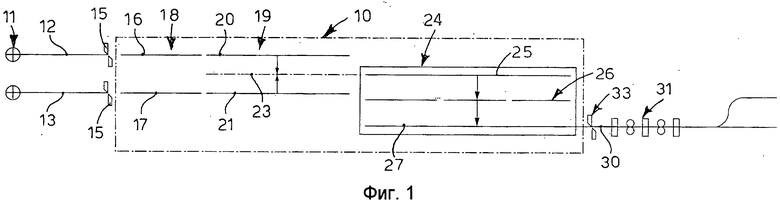
фиг.1 изображает возможную компоновку литейно-прокатного агрегата, в которую введено соответствующее настоящему изобретению устройство для поддержания температуры и/или возможного нагрева;
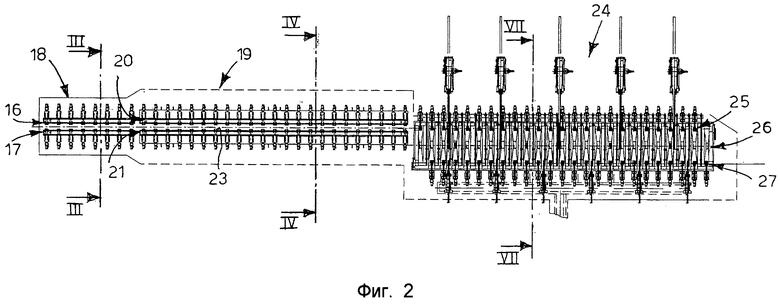
фиг.2 представляет собой вид сверху соответствующего настоящему изобретению устройства поддержания температуры и/или возможного нагрева;
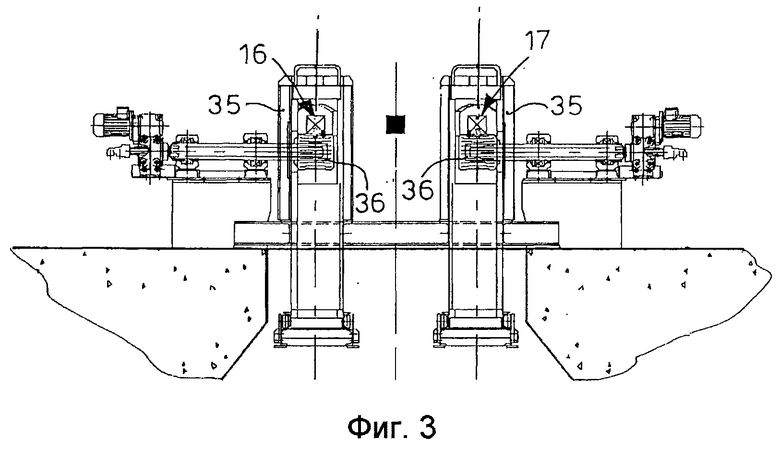
фиг.3 представляет собой сечение фиг.2 по линии III-III;
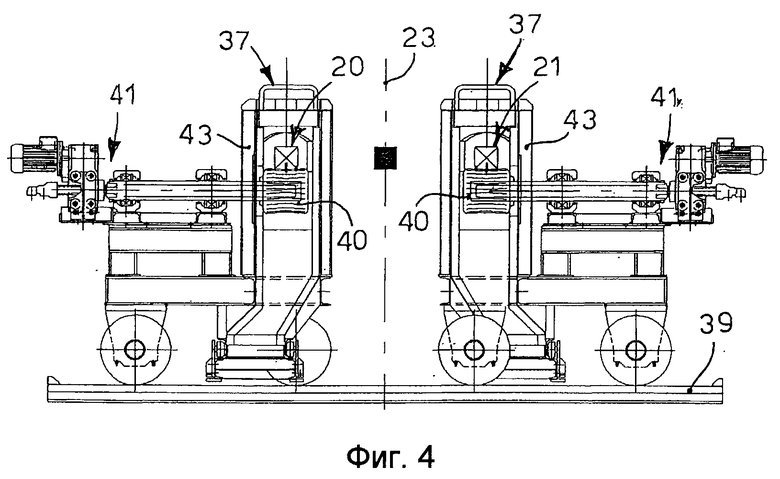
фиг.4 представляет собой сечение фиг.2 по линии IV-IV;
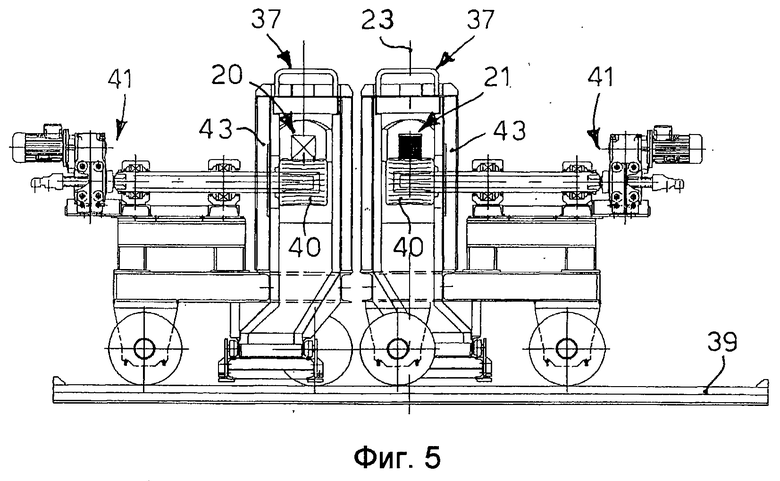
фиг.5 и 6 изображают рабочие положения, отличающиеся от фиг.4;
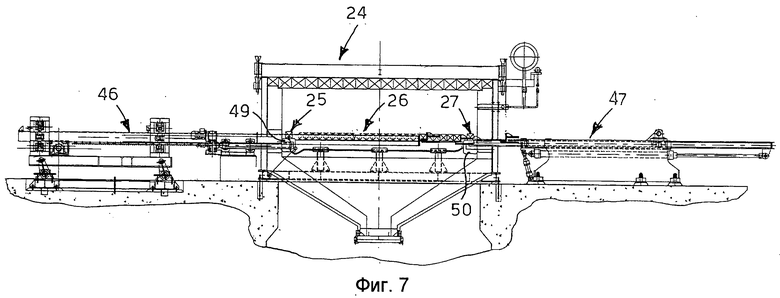
фиг.7 представляет собой сечение фиг.2 по линии VII-VII;
фиг.8-11 изображают примеры различных профилей (сечений), которые могут быть получены при помощи литейно-прокатного агрегата фиг.1.
Осуществление изобретения
На фиг.1 изображен первый пример компоновки 14 соответствующего настоящему изобретению агрегата для производства длинномерных изделий, в который введено устройство 10 для поддержания температуры и/или возможного нагрева.
Согласно фиг.1 компоновка 14 в числе показанных основных элементов содержит машину 11 непрерывной разливки в два ручья (две линии), соответственно первый ручей (линия разливки) 12 и второй ручей (линия разливки) 13, которые построены параллельно друг другу и в каждом из которых используется кристаллизатор или иное устройство, пригодное для литья блюмов квадратного или прямоугольного сечения, а также блюмов различной формы и размеров с прямыми, криволинейными, вогнутыми или выпуклыми гранями или гранями иной формы. Примеры некоторых сечений, которые можно получать литьем, используя настоящее изобретение, приведены на фиг.8-11, на которых соответственно представлено прямоугольное сечение с прямыми и параллельными сторонами (фиг.8), сечение с выпуклыми короткими сторонами и прямыми и параллельными длинными сторонами (фиг.9), сечение с короткими сторонами, вогнутыми в середине, и прямыми и параллельными длинными сторонами (фиг.10), а также сечение с вогнутыми короткими сторонами и прямыми и параллельными длинными сторонами (фиг.11).
Очевидно, что такой же формой граней могут обладать и блюмы квадратного сечения.
При изготовлении прямоугольных профилей в литейно-прокатном агрегате с компоновкой 14 преимущество состоит в том, что, при равной высоте сечения или толщине, имеется возможность получения блюмов с большим погонным весом.
Таким образом, реализуется прерывистый или полубесконечный процесс, но с отдачей, которая, благодаря выбору размерных параметров устройства 10, очень близка к отдаче непрерывного (бесконечного) процесса.
Первая линия 12 и вторая линия 13 разливки металла (фиг.1) смещены относительно единой линии 30 прокатки и параллельны последней. В линиях разливки производится параллельное литье двух блюмов, в предпочтительном случае одинакового сечения (квадратного или прямоугольного), при этом оба блюма поступают в единый прокатный стан 31, который располагается далее по технологической линии.
После каждой из линий 12, 13 разливки находятся средства 15 резки блюма в размер, например ножницы или кислородно-ацетиленовый газовый резак, которые режут литой блюм на отрезки (сегменты) требуемой длины. Предпочтительно, чтобы производилась резка блюма на отрезки длиной, в 1-5 раз превышающей длину блюмов, получаемых в существующих литейно-прокатных агрегатах. Предпочтительная длина блюмов, согласно настоящему изобретению, составляет от 16 до 80 м, а оптимально от 30 до 60 м. Таким образом, получаются блюмы большого веса, который в 5-15 раз превышает вес блюмов, получаемых в существующих литейно-прокатных агрегатах. Вес блюма, согласно настоящему изобретению, составляет от 10 до 50 т.
Таким образом, несмотря на то, что рассматриваемая компоновка литейно-прокатного агрегата предусматривает работу в полунепрерывном (полубесконечном) режиме, в том смысле, что работа производится с порезанными в размер сегментами блюма, такие блюмы большой длины и большого погонного веса позволяют агрегату при нормальных условиях работы функционировать по существу в непрерывном (бесконечном) режиме и достигать показателей, очень близких к показателям непрерывного режима.
Устройство 10 (фиг.1 и 2) расположено после машины 11 непрерывной разливки, непосредственно после средств 15 для резки блюма в размер, и содержит неподвижную транспортирующую секцию 18 (которая может присутствовать в компоновке), подвижную транспортирующую секцию 19 и печь 24 поддержания температуры и/или возможного нагрева с поперечной передачей.
Неподвижная транспортирующая секция 18 содержит первую неподвижную линию 16 транспортирования (в дальнейшем «первая неподвижная линия») для приема отрезков блюма, полученных в первой линии 12 разливки, и вторую неподвижную линию 17 транспортирования (в дальнейшем «вторая неподвижная линия») для приема отрезков блюма, полученных во второй линии 13 разливки.
В частности (фиг.3), оси первой неподвижной линии 16 и второй неподвижной линии 17 совпадают соответственно с осями первой линии 12 и второй линии 13 разливки, и при этом каждая из линий транспортирования содержит рольганг с тянущими роликами 36, оснащенными надлежащим механическим приводом, которые осуществляют подачу отрезков блюма, загруженных в переходный туннель 35, который в свою очередь закрыт по своему периметру и соответствующим образом изолирован, чтобы уменьшить потери тепла отрезками блюма. Для примера, отрезки блюма, поступающие в неподвижную транспортирующую секцию, имеют температуру в интервале приблизительно от 1100°C до 1150°C.
Основная функция неподвижной транспортирующей секции 18 заключается во временном содержании отрезков блюма, порезанных средствами 15 резки, когда подвижная транспортирующая секция 19 при определенных рабочих условиях еще не заняла позицию полного совмещения с неподвижной транспортирующей секцией 18.
Подвижная транспортирующая секция 19 (фиг.1), в свою очередь, содержит первую подвижную линию 20 транспортирования (в дальнейшем «первая подвижная линия») для приема отрезков блюма с первой неподвижной линии 16 и вторую подвижную линию 21 транспортирования (в дальнейшем «вторая подвижная линия») для приема отрезков блюма со второй неподвижной линии 17.
В частности (фиг.2 и фиг.4-6), каждая из подвижных линий - первая линия 20 и вторая линия 21 - содержит несколько тележек 37, оснащенных механическим приводом и выполненных с возможностью движения по рельсам, расположенным перпендикулярно направлению подачи отрезков блюма.
Тележки 37, в числе основных элементов, содержат тянущие ролики 40, каждый из которых имеет возможность вращаться от элементов 41 привода, и конвейерный туннель 43, который закрыт и соответствующим образом изолирован, чтобы уменьшить потери тепла отрезками блюма. В любом случае потери температуры должны быть ограничены, так чтобы отрезки блюма в подвижной транспортирующей секции 19 сохраняли среднюю температуру в интервале от 1090°C до 1140°C.
И первая подвижная линия 20, и вторая подвижная линия 21 выполнены с возможностью переноса загруженных на них отрезков блюма в печь 24 с поперечной передачей. В частности, в условиях, когда происходит прием блюмов (фиг.4), две подвижные линии 20, 21 точно совмещены соответственно с первой неподвижной линией 16 и со второй неподвижной линией 17, в то время как при передаче отрезков блюма в печь 24 подвижные линии смещаются в поперечном направлении, независимо друг от друга, пока не произойдет совмещения размещенных на них отрезков блюма с осью 23 подачи, которая, в свою очередь, совпадает с осью приемного рольганга 25 печи 24.
Ось 23 подачи находится в промежуточном положении относительно осей первой подвижной линии 20 и второй подвижной линии 21, так что для загрузки материала в печь 24 оси подвижных линий в надлежащий момент времени могут совмещаться с осью подачи.
На фиг.5 показано конкретное состояние, при котором первая подвижная линия 20 находится в положении для приема отрезков блюма с первой линии 12 разливки, в то время как тележки 37 второй подвижной линии 21 смещены в поперечном направлении для выгрузки отрезков блюма.
Таким же образом на фиг.6 показано состояние, при котором тележки 37 первой подвижной линии 20 смещены в поперечном направлении для выгрузки отрезков блюма, в то время как вторая подвижная линия 21 находится в состоянии приема отрезков блюма со второй линии 13 разливки.
Полезным является то, что возможность независимого перемещения тележек 37 делает две линии 12, 13 разливки металла независимыми друг от друга, а следовательно, независимой получается и передача отрезков блюмов внутри печи 24.
Следовательно, как уже отмечалось, основная функция неподвижной транспортирующей секции 18 - обеспечить продвижение отрезка блюма, поступающего с линии 12 или 13 разливки, даже когда одна из подвижных линий 20 или 21 находится в положении выгрузки, т.е. положении, неподходящем для приема отрезков блюма, поступающих с литейной операции.
Однако понятно, что в иных вариантах осуществления изобретения, за счет подбора сочетания скоростей переноса отрезков блюма в подвижных линиях и скоростей, с которыми происходит передача отрезков блюма в печь 24, есть возможность вообще отказаться от использования неподвижной транспортирующей секции 18 и загружать отрезки блюма, поступающие с линий разливки, напрямую в подвижные линии 20, 21.
Приемный рольганг 25 транспортирует отрезки блюма внутри печи 24 (фиг.7), а устройства 46 поперечного перемещения обеспечивают перемещение отрезков блюма с приемного рольганга 25 в буфер 26 (место временного накопления), чтобы обеспечить готовность указанных отрезков к передаче в нужный момент времени на линию 30 прокатки, расположенную после печи 24.
Буфер имеет вместимость около восемнадцати отрезков блюма, которая варьирует в зависимости от поперечного сечения блюма и располагает шестью положениями для нагревания отрезков блюма. Для примера, печь 24 может вести обработку изделий с пропускной способностью 145 т/ч.
Размещение отрезков сегментов в буфере 26 зависит от конкретных условий работы литейно-прокатного агрегата. Если буфер 26 свободен, размещение отрезков блюма производится в его конечной зоне, рядом с соответствующим выходным рольгангом 27, однако если в буфере 26 уже присутствуют отрезки блюма, или если производительность прокатного стана меньше производительности разливочной машины, или если по какой-то причине произошла остановка линии 22 прокатки, то укладка вновь поступающих отрезков блюма производится в очередь за теми отрезками, которые уже накоплены в буфере, а затем при помощи устройств поперечного перемещения производится совместное выталкивание всех аккумулированных отрезков блюма в направлении выхода из печи. В другом варианте осуществления движение помещенных в буфер блюмов, вместо вышеупомянутых устройств поперечного перемещения, может быть реализовано посредством продольных шагающих балок (шагающего пода), которые оснащены механизмами привода.
Устройства 47 извлечения обеспечивают выборочную выемку отрезков блюма из буфера 26 с целью их погрузки на выходной рольганг 27, который выводит слитки из печи 24 и ось которого совпадает с осью линии 30 прокатки, расположенной после печи.
Каждый из рольгангов - приемный рольганг 25 и выходной рольганг 27 - оснащен набором тянущих роликов 49 и соответственно 50 с механическим приводом, которые расположены на равных расстояниях друг от друга по всей длине печи 24, и приводятся в движение элементами привода, находящимися снаружи печи 24.
Температура отрезков блюма, выходящих из печи 24, составляет от 1100°C до 1150°C, при этом оптимально, чтобы данная температура составляла 1130°C.
Линия 30 прокатки оснащена еще одними средствами 33 резки известного типа, которые располагаются перед прокатным станом 31.
Печь 24 не только обеспечивает поперечную связь между двумя линиями 12, 13 разливки и линией 30 прокатки, но также выполняет следующие функции и работает в следующих режимах:
- функционирует в качестве камеры, предназначенной только для поддержания температуры отрезков блюма. В такой конфигурации камера гарантирует поддержание температуры в промежутке между входом и выходом;
- функционирует в качестве нагревательной печи для сегментов блюма, увеличивая температуру загруженного материала в промежутке между входом и выходом;
- функционирует в качестве накопителя для компенсации разницы в производительности машины 11 непрерывной разливки металла и расположенного далее прокатного стана 31.
Кроме того, если имеет место прерывание работы прокатного стана 31 по причине аварии, плановой замены валков или перехода на другой тип продукции, устройства 46 поперечного перемещения продолжают аккумулировать внутри буфера 26 отрезки блюма, поступающие с двух линий 12, 13 разливки, при этом устройства 47 извлечения остаются неподвижными.
Таким образом, буфер 26 дает возможность переходить на выпуск другого вида продукции, обеспечивая буферное время, которое может доходить до 60-80 мин. При этом нет необходимости останавливать или замедлять работу машины 11 непрерывной разливки металла.
Аналогично, если необходимо уменьшить производительность, то можно оставить действующей только одну линию разливки, и, следовательно, только одну подвижную линию 20 или 21, и при этом нет необходимости останавливать весь литейно-прокатный агрегат.
Оптимальную длину отрезков блюма, получаемых на каждой линии 12 и 13 разливки, а следовательно, и оптимальную длину печи 24, в которой предстоит размещать данные отрезки блюма, выбирают из условия минимума функции потерь - линейной комбинации тепловых потерь внутри печи и потерь материала, связанных с обрезкой блюмов, образованием коротких блюмов и заторами в прокатной линии 30 по причине попадания камней.
Поскольку оптимальную длину отрезка блюма вычисляют как функцию параметров расхода энергии в печи 24, который прямо пропорционален длине блюма, данный критерий также подходит для определения оптимальной длины самой печи 24. В действительности, оптимальная длина печи 24 будет, по меньшей мере, равна оптимальной длине отрезков блюма. Кроме этого, для надежности желательно предусмотреть запас, учитывающий возможное отклонение длины блюмов от допуска при их порезке, а также необходимые размерные и конструктивные поправки.
Таким образом, производится определение оптимальных рабочих условий для координации действия машины 11 непрерывной разливки и прокатного стана 31.
Другой параметр особенной значимости - это резкое сокращение расхода природного газа или иного топлива для питания печи 24 - до 50% по сравнению с традиционными конструкциями.
В компоновке 14 (фиг.1), в любом случае, могут быть предусмотрены и другие устройства, например устройства для редуцирования сечения металлопроката непосредственно перед устройством 10 поддержания температуры или после него, или нагревательные индукторы для приведения температуры отрезков блюма к значениям, приемлемым для прокатки.

Изобретение относится к области металлургии, в частности к устройству для поддержания температуры и/или возможного нагрева длинномерных изделий для получения длинномерных изделий металлопроката. Устройство содержит подвижную транспортирующую секцию для отрезков блюма, расположенную после средства резки и содержащую первую подвижную линию и вторую подвижную линию. Первая и вторая подвижные линии выполнены с возможностью движения в направлении, поперечном направлению следования отрезков блюма, для перемещения в первое положение, в котором указанная первая подвижная линия и/или вторая подвижная линия оказывается совмещенной соответственно с первой линией разливки и со второй линией разливки, а также во второе положение, в котором любая одна из подвижных линий - первая линия или вторая линия - оказывается совмещенной с осью подачи. После подвижной транспортирующей секции расположена печь, содержащая приемный рольганг для отрезков блюма, причем ось приемного рольганга совпадает с осью подачи, выходной рольганг, ось которого совпадает с осью линии (30) прокатки, и устройства поперечного перемещения, выполненные с возможностью передачи отрезков блюма от приемного рольганга в направлении выходного рольганга. Использование изобретения обеспечивает возможность варьирования выпускаемых изделий по размерам и типу без остановки непрерывной разливки металла. 2 н. и 10 з.п. ф-лы, 11 ил.
1. Устройство для поддержания температуры и/или возможного нагрева длинномерных изделий, полученных на машине (11) непрерывной разливки металла, которое содержит первую линию (12) разливки и вторую линию (13) разливки, порезанных в размер при помощи средств (15) резки для выделения отрезков блюма и затем прокатанных посредством линии (30) прокатки, отличающееся тем, что оно содержит:
- подвижную транспортирующую секцию (19) для отрезков блюма, расположенную после средств (15) резки и содержащую первую подвижную линию (20) и вторую подвижную линию (21), причем первая и вторая подвижные линии (20, 21) выполнены с возможностью движения в направлении, поперечном направлению движения отрезков блюма, для перемещения в первое положение, в котором первая подвижная линия (20) и/или вторая подвижная линия (21) совмещена или совмещены соответственно с первой линией (12) разливки и со второй линией (13) разливки, а также во второе положение, в котором одна из подвижных линий - первая линия (20) или вторая линия (21) - совмещена с осью (23) подачи;
- печь (24), расположенную после подвижной транспортирующей секции (19) и содержащую приемный рольганг (25) для отрезков блюма, причем ось приемного рольганга совпадает с осью (23) подачи, выходной рольганг (27), ось которого совпадает с осью линии (30) прокатки, и устройства (46, 47) поперечного перемещения, выполненные с возможностью передачи отрезков блюма от приемного рольганга (25) в направлении выходного рольганга (27).
2. Устройство по п.1, отличающееся тем, что оно содержит неподвижную транспортирующую секцию (18), расположенную между средствами (15) резки и подвижной транспортирующей секцией (19) и включающую в себя первую неподвижную линию (16), которая совмещена с первой линией (12) разливки и выполнена с возможностью перемещения отрезков блюма, полученных посредством первой линии (12) разливки, в направлении первой подвижной линии (20), а также вторую неподвижную линию (17), которая совмещена со второй линией (13) разливки и выполнена с возможностью перемещения отрезков блюма, полученных посредством второй линии (13) разливки, в направлении второй подвижной линии (21).
3. Устройство по п.1 или 2, отличающееся тем, что каждая из подвижных линий - первая линия (20) и вторая линия (21) - содержит средства (37) передвижения, выполненные с возможностью перемещения по направляющим элементам (39), расположенным поперечно направлению следования отрезков блюма.
4. Устройство по п.1 или 2, отличающееся тем, что печь (24) содержит буфер (26), расположенный между приемным рольгангом (25) и выходным рольгангом (27), для временного хранения отрезков блюма, поступающих с первой линии (12) и со второй линии (13) разливки металла.
5. Устройство по п.4, отличающееся тем, что устройства поперечного перемещения печи (24) включают в себя устройства (46) перемещения, выполненные с возможностью переноса отрезков блюма от приемного рольганга (25) в направлении буфера (26), и устройства (47) извлечения, выполненные с возможностью выборочной выемки из буфера (26) одного из отрезков блюма для его помещения на выходной рольганг (27).
6. Способ поддержания температуры и/или возможного нагрева длинномерных металлических изделий, полученных на машине (11) непрерывной разливки металла, которая включает первую линию (12) разливки и вторую линию (13) разливки, и порезанных в размер при помощи средств (15) резки для выделения отрезков блюма и затем прокатанных посредством линии (30) прокатки, отличающийся тем, что он включает:
- первый этап ввода отрезков блюма в подвижную транспортирующую секцию (19), содержащую первую подвижную линию (20) и вторую подвижную линию (21), при этом первый этап включает в себя первый подэтап ввода отрезков блюма, полученных посредством первой линии (12) разливки, в первую подвижную линию (20), которая совмещена с первой линией (12) разливки, и второй подэтап ввода отрезков блюма, полученных посредством второй линии (13) разливки, во вторую подвижную линию (21), которая совмещена со второй линией (13) разливки;
- второй этап загрузки отрезков блюма в печь (24), который предусматривает поперечное перемещение первой подвижной линии (20) или второй подвижной линии (21) для их выборочного совмещения с осью (23) подачи, и последующую выгрузку отрезков блюма на приемный рольганг (25) печи (24), ось которого совпадает с осью (23) подачи;
- третий этап поперечной передачи отрезков блюма внутри печи (24) с приемного рольганга (25) на выходной рольганг (27) печи (24), ось которого совпадает с осью линии (30) прокатки, посредством устройств (46, 47) поперечного перемещения.
7. Способ по п.6, отличающийся тем, что перед первым этапом вводят отрезки блюма в неподвижную транспортирующую секцию (18), содержащую первую неподвижную линию (16), которая совмещена с первой линией (12) разливки металла, и вторую неподвижную линию (17), которая совмещена со второй линией (13) разливки металла, при этом перемещают отрезки блюма от первой неподвижной линии (16) к первой подвижной линии (20) и соответственно от второй неподвижной линии (17) ко второй подвижной линии (21).
8. Способ по п.6 или 7, отличающийся тем, что указанный третий этап поперечной передачи включает в себя первый подэтап передвижения отрезков блюма в поперечном направлении с приемного рольганга (25) в буфер (26), и второй подэтап выборочного извлечения отрезков блюма из буфера (26) для их помещения на выходной рольганг (27), откуда они могут поступать в линию (30) прокатки.
9. Способ по п.6 или 7, отличающийся тем, что средняя температура отрезков блюма при их вводе в печь (24) составляет от 1060°C до 1110°C.
10. Способ по п.6 или 7, отличающийся тем, что температура при выходе из печи (24) составляет от 1050°C до 1200°C.
11. Способ по п.6 или 7, отличающийся тем, что общая длина отрезков блюма составляет от 16 м до 60 м.
12. Способ по п.11, отличающийся тем, что общая длина отрезков блюма составляет от 30 м до 40 м.
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ И/ИЛИ ЛИСТА | 1994 |
|
RU2114707C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2372157C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС И ЛИСТОВ БЕЗ НАРУШЕНИЯ НЕПРЕРЫВНОСТИ МЕЖДУ НЕПРЕРЫВНЫМ ЛИТЬЕМ И ПРОКАТКОЙ | 2005 |
|
RU2376106C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТ И ЛИСТОВ ИЗ СТАЛИ | 2001 |
|
RU2271256C2 |
| Композиция для отделки полиэфирных нитей | 1979 |
|
SU889762A1 |
| Размалывающая гарнитура дисковой мельницы | 1978 |
|
SU730916A1 |

