Предлагаемое изобретение в целом относится к сталеплавильной установке и способу производства длинномерной металлической продукции, такой как полосы, ребристая арматура для бетона, металлическая проволока, балки или другие профили, пригодные для использования, например, в механике или в гражданском строительстве. В частности, предлагаемое изобретение относится к комбинированной литейно-прокатной установке для непосредственной прокатки передельных непрерывных литьевых изделий способами, характеризуемыми как «непрерывный» и «полунепрерывный».
Область техники, к которой относится предлагаемое изобретение
Известно, что длинномерные металлические изделия, то есть, изделия, у которых один размер, продольный, является преобладающим относительно размеров поперечного сечения, обычно изготавливают прокаткой длинномерных передельных заготовок, получаемых непрерывной разливкой металла, например, стали.
Готовые изделия обычно представляют собой полосы, ребристую арматуру для бетона, пруты, балки или другие профили, полученные трансформацией заготовок квадратного, прямоугольного или квадратного сечения.
Сталелитейные установки, как известно, находят применение для производства длинномерной продукции, при этом прокатный стан соединен с установленной за ним по рабочему направлению (то есть, по направлению потока обработки) литейной машиной непрерывного действия.
В этих известных установках прокатная линия расположена за литейной линией непрерывного действия и может быть, например, согласована и непосредственно сопряжена с нею, образуя, таким образом, комбинированную линию без промежуточных устройств, транспортировочных устройств, устройств для челночного перемещения, транспортировочных лент, роликовых танкеток и т.п., с помощью которых могло бы быть обеспечено активное перемещение отлитого изделия, например, переноса его в направлениях, поперечных по отношению к рабочему направлению.
Эти известные установки обеспечивают возможность осуществления производственного процесса без нарушения непрерывности, известного также как непрерывный процесс, в котором присутствует только одна непрерывно разливаемая передельная заготовка, простирающаяся от того места, где происходит отверждение расплавленного металла, до того места, где он входит в прокатный стан.
Эту единственную передельную заготовку подвергают последовательной прокатке вдоль прокатной линии за литейной линией непрерывного действия, благодаря чему обеспечено сокращение количества прохождений через все клети линии прокатки и, следовательно, уменьшение вероятности возникновения закупорки прокатного стана металлом, что способствует повышению производительности.
Известная установка комбинированного типа обеспечивает также возможность уменьшить силы давления, которые требуются на первом участке прокатного стана, а также использовать высокую температуру передельной отливаемой заготовки и уменьшить количество обрезков, что способствует сокращению эксплуатационных расходов и повышению объема выпускаемой продукции.
Кроме того, установка, оснащенная комбинированной прокатной линией, обеспечивает также возможность осуществления полунепрерывного производственного процесса, в котором вместо единственной непрерывной передельной заготовки прокатный стан принимает от литейной линии непрерывного действия материал в виде дискретной последовательности передельных заготовок, нарезанных по размеру с помощью нарезающего устройства.
Упомянутое нарезающее устройство может быть использовано на начальных и конечных фазах работы литейной машины, например, для отрезания «голов» и «хвостов», или же при остановках прокатного стана, когда таковые имеют место, например, при вмешательстве с целью технического обслуживания или в случае переоборудования установки, или же в случае закупорки или с возникновением других проблем или неудобств.
В ситуациях, когда прокатный стан не может принять материал, подлежащий прокатке, производство передельных отлитых заготовок осуществляют с использованием упоминавшегося выше нарезающего устройства, при этом упомянутые передельные заготовки имеют определенную предварительно заданную длину и которые затем отправляют на хранение, чтобы впоследствии подвергнуть их обработке в прокатном стане, как только он будет введен в работу.
Известны также установки, в которых прокатную линию, установленную за литейной машиной, питают две литейных линии, и осуществляют полунепрерывный процесс.
Для обеспечения возможности производства конкурентоспособной продукции в данной отрасли ощущается сильная потребность в повышении производительности сталелитейных установок, а также в сокращении отходов и сокращении потребления энергии, что поспособствовало бы увеличению объема производимых изделий и сокращению производственных расходов.
Известные комбинированные литейно-прокатные установки непрерывного действия в этом отношении имеют ограничения, так как они не могут удовлетворить требования, они подвержены частым остановкам прокатного стана - как плановым, так и в результате неисправности.
Одна из целей предлагаемого изобретения состоит в создании сталелитейной установки для производства длинномерных металлических изделий и соответствующего способа производства, гарантирующих высокую производительность и обеспечивающих возможность управлять остановками прокатного стана без нарушения непрерывности процесса литья и (или) работы металлургического завода на предшествующих стадиях производственного процесса.
Еще одна цель предлагаемого изобретения состоит в обеспечении возможности изменять поперечное сечение заготовки не только в литейной машине непрерывного действия, но также и в прокатном стане, так чтобы время одновременного простоя обоих этих устройств было сведено к минимуму, следствием чего является максимальное повышение коэффициента полезного устройства установки.
Еще одна цель предлагаемого изобретения состоит в максимизации выхода продукции из установки при сведении к минимуму отходов материала, обеспечивая возможность получения путем непрерывного литья передельных заготовок, которые в аварийных ситуациях хранят в зонах временного хранения.
Еще одна цель предлагаемого изобретения состоит в обеспечении максимально эффективного использования теплосодержания исходного расплавленного металла, в частности, в передельных заготовках, получаемых в результате непрерывного литья, что позволило бы сократить производственные расходы и энергопотребление установки.
Кроме того, еще одной целью предлагаемого изобретения является создание сталелитейной установки для производства длинномерных металлических изделий, обеспечивающей гибкость, так чтобы было возможно, например, осуществлять совокупность операций, приспособленную к совокупности разных рабочих условий или к типу продукции, которая должна выпускаться.
Заявитель разработал, испытал и осуществил предлагаемое изобретение с целью преодоления недостатков предшествующего уровня техники и достижения как указанных выше, так и других целей и обеспечения преимуществ предлагаемого изобретения.
Краткое описание предлагаемого изобретения
Предлагаемое изобретение описано и охарактеризовано в независимых пунктах формулы изобретения, в то время как в зависимых пунктах формулы изобретения указаны другие признаки предлагаемого изобретения или варианты основной изобретательской идеи.
В соответствии с указанными выше целями изобретения предлагаемая сталелитейная установка, которая свободна от ограничений и недостатков предшествующего уровня техники, содержит литейную машину непрерывного действия и прокатный стан, который согласован с этой литейной машиной непрерывного действия и расположен за этой литейной машиной непрерывного действия в непосредственном следовании за нею, а также одно или большее количество устройств переноса получаемых в непрерывном режиме заготовок, при этом упомянутые средства переноса выполнены с возможностью соединять упомянутую литейную машину и прокатный стан.
Согласно одному аспекту осуществления предлагаемого изобретения, сталелитейная установка содержит также по меньшей мере одну поддерживающую температуру и (или) нагревательную печь для поддержания температуры и (или) нагревания передельных заготовок, при этом упомянутая по меньшей мере одна печь расположена вблизи упомянутых устройств переноса, разгрузочную платформу для передельных заготовок и устройство для переноса на подвеске, выполненное с возможностью быстрого переноса передельных заготовок на подвеске между упомянутыми по меньшей мере одним устройством переноса, упомянутой по меньшей мере одной печью и (или) упомянутой разгрузочной платформой.
При таком решении, с учетом наличия устройства для переноса на подвеске, установка согласно предлагаемому изобретению обеспечивает возможность накопления или хранения передельных заготовок в печи, а когда печь станет наполненной до предела, то также и на разгрузочной платформе. При таком решении при наличии возможности или по плану, например, с заданной периодичностью, например, раз в день передельные заготовки, накопленные или хранимые в печи, могут быть быстро перенесены, возможно, также с помощью упомянутого устройства для переноса на подвеске, к прокатному стану для прокатки.
Следовательно, сталелитейная установка и соответствующий способ производства согласно предлагаемому изобретению обеспечивают возможность получения готовых длинномерных металлических изделий как в результате непрерывной прокатки передельных заготовок, подаваемых на прокатный стан непосредственно, без нарушения непрерывности, так и в результате прокатки отрезков, должным образом полученных после литья и временно накопленных в печи или на разгрузочной платформе, а затем подаваемых на прокатный стан по доведении их температуры до величины, требуемой для прокатки.
Таким образом, сталелитейная установка согласно предлагаемому изобретению обеспечивает возможность накопления передельных заготовок, что обеспечивает преимущество, состоящее в уменьшении влияния на литейный процесс и работу металлургического завода возможных, как плановых, так и аварийных, остановок прокатного стана, а также в возможности оптимизации производительности, по меньшей мере дневной производительности, прокатного стана.
Кроме того, предлагаемое изобретение относится также к способу производства длинномерных металлических изделий, содержащему операции непрерывной разливки металла, последующей прокатки и переноса передельных заготовок с помощью одного или большего количества устройств переноса от места осуществления непрерывного литья до места осуществления прокатки, при этом предусмотрено поддержание температуры и (или) нагревание передельных заготовок в печи вблизи упомянутого по меньшей мере одного устройства переноса передельных заготовок от места осуществления непрерывного литья до места осуществления прокатки, разгрузки передельных заготовок на разгрузочную платформу и их быстрого переноса на подвеске между упомянутым одним или большим количеством устройств переноса, печью для поддержания температуры и (или) нагревания и (или) разгрузочной платформой.
Одним из преимуществ способа согласно предлагаемому изобретению является сведение к минимуму тепловых потерь при переносе передельных заготовок от места осуществления непрерывного литья до места осуществления прокатки, также с обеспечением возможности поддержания температуры [передельных заготовок] в течение нескольких часов, так что обеспечено сокращение общих потерь энергии сталелитейной установки и повышение эффективности процесса прокатки и качества готовой продукции.
Краткое описание прилагаемых графических материалов
Описанные выше и другие признаки предлагаемого изобретения станут более понятными из последующего подробного описания, в котором рассмотрены не ограничивающие его объем варианты его осуществления, со ссылками на прилагаемые чертежи.
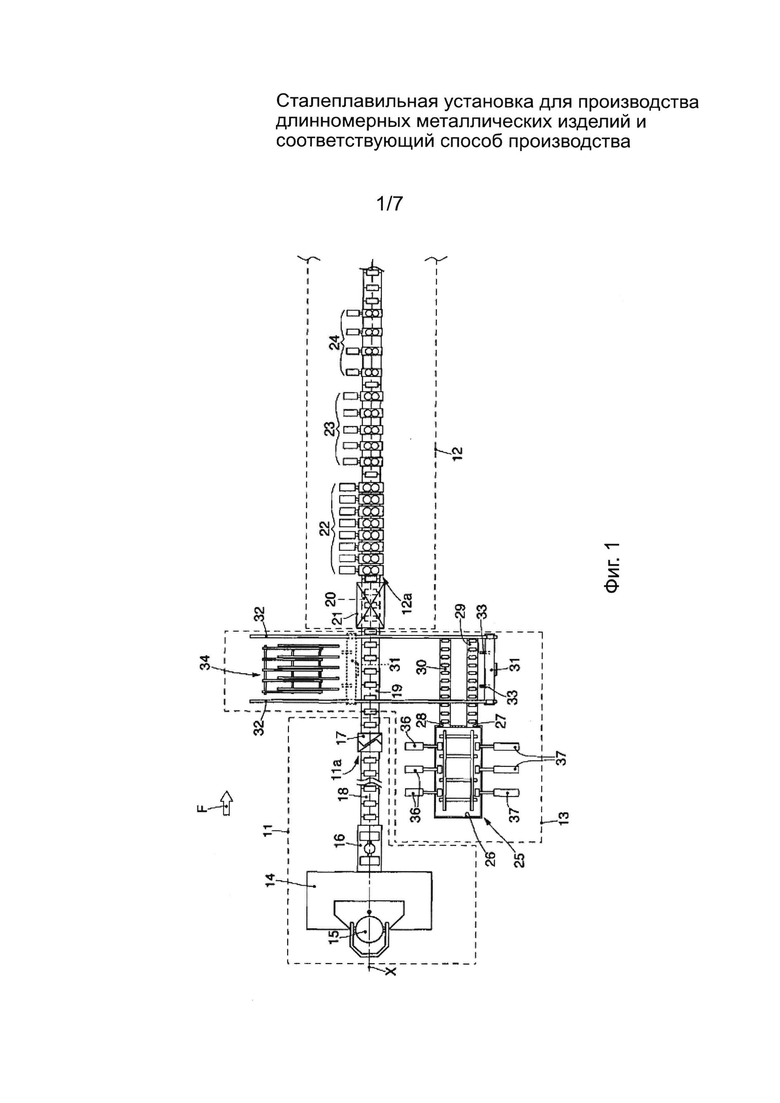
На фиг. 1 схематично изображен на виде сверху один из вариантов осуществления сталелитейной установки согласно предлагаемому изобретению.
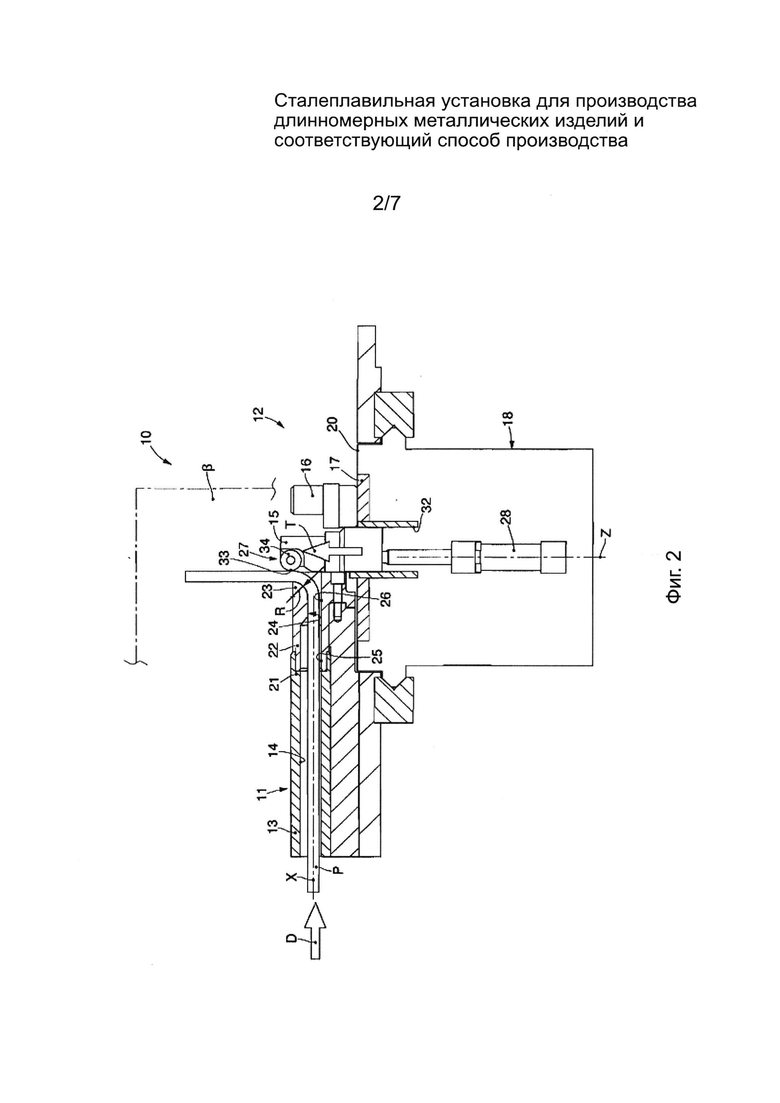
На фиг. 2 на виде спереди схематично с частичными разрезами показана часть установки, изображенной на фиг. 1.
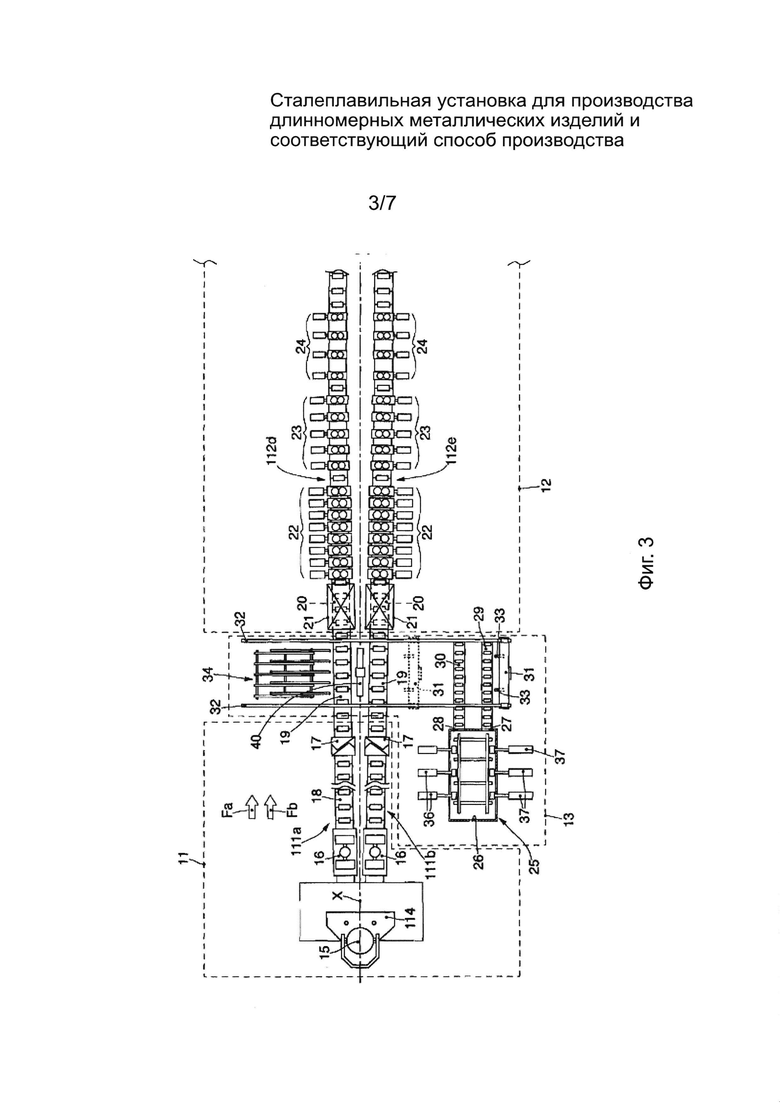
На фиг. 3 на виде сверху схематично изображен другой вариант осуществления сталелитейной установки согласно предлагаемому изобретению.
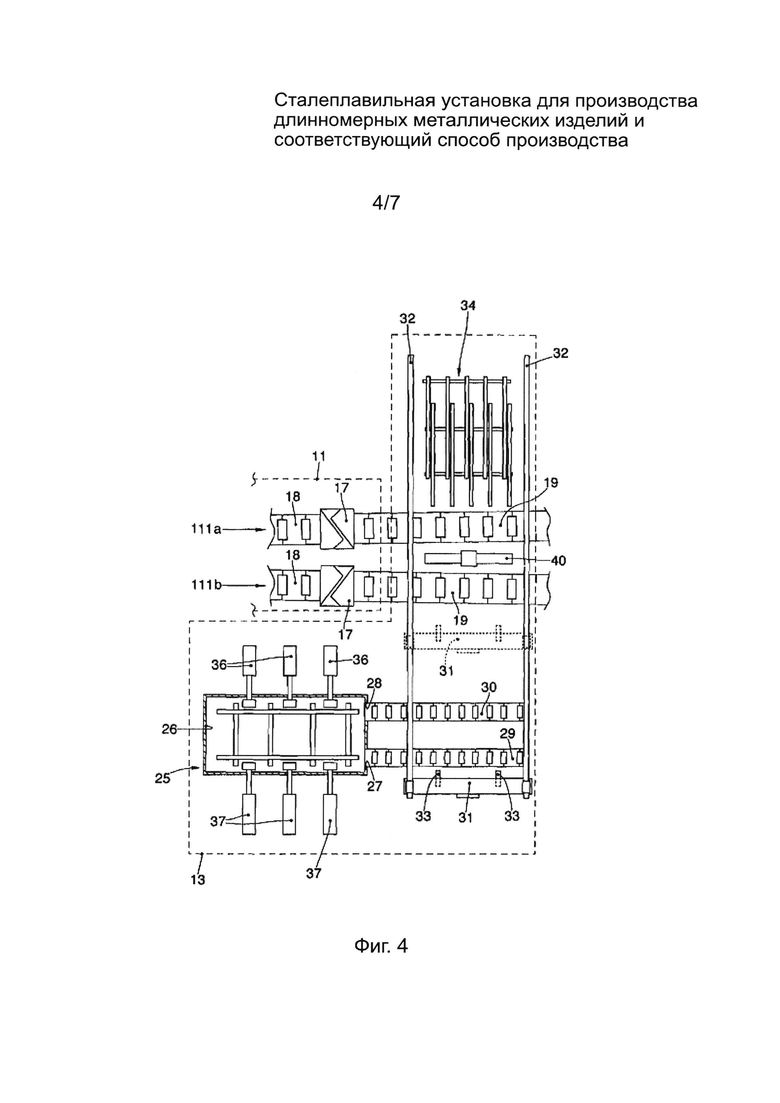
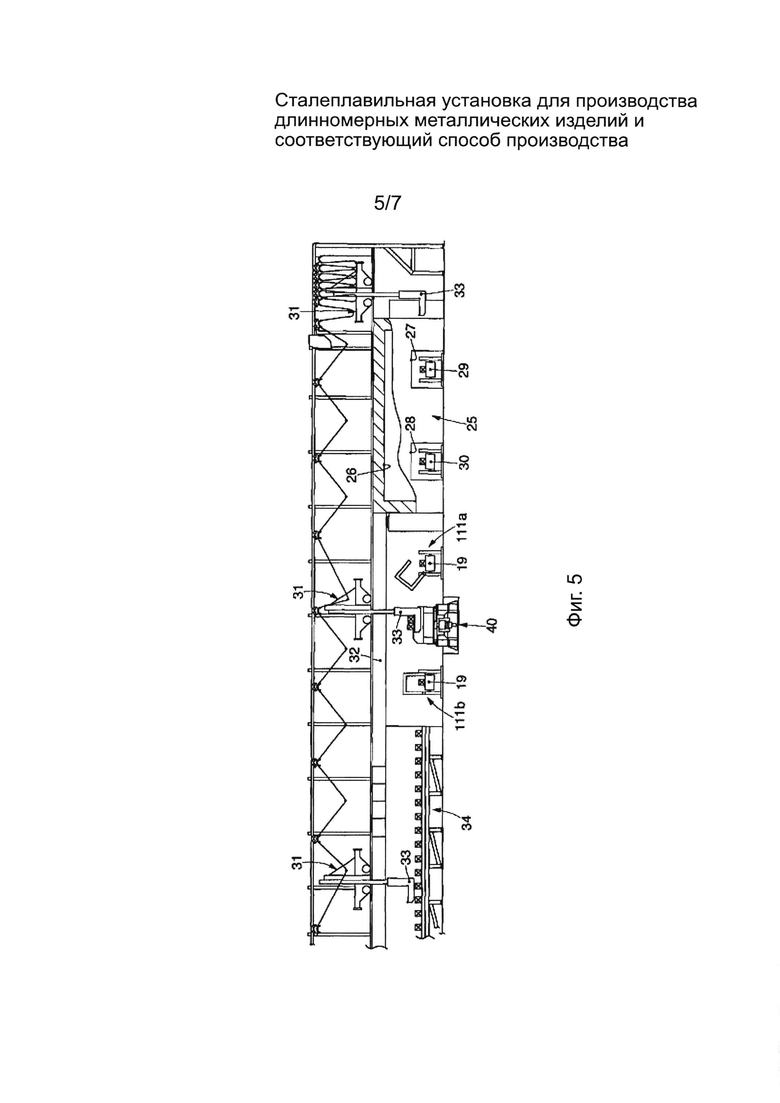
На фиг. 4 в увеличенном виде показана часть сталелитейной установки, представленной на фиг. 3.
На фиг. 5 сталелитейная установка, изображенная на фиг. 4, показана на виде спереди.
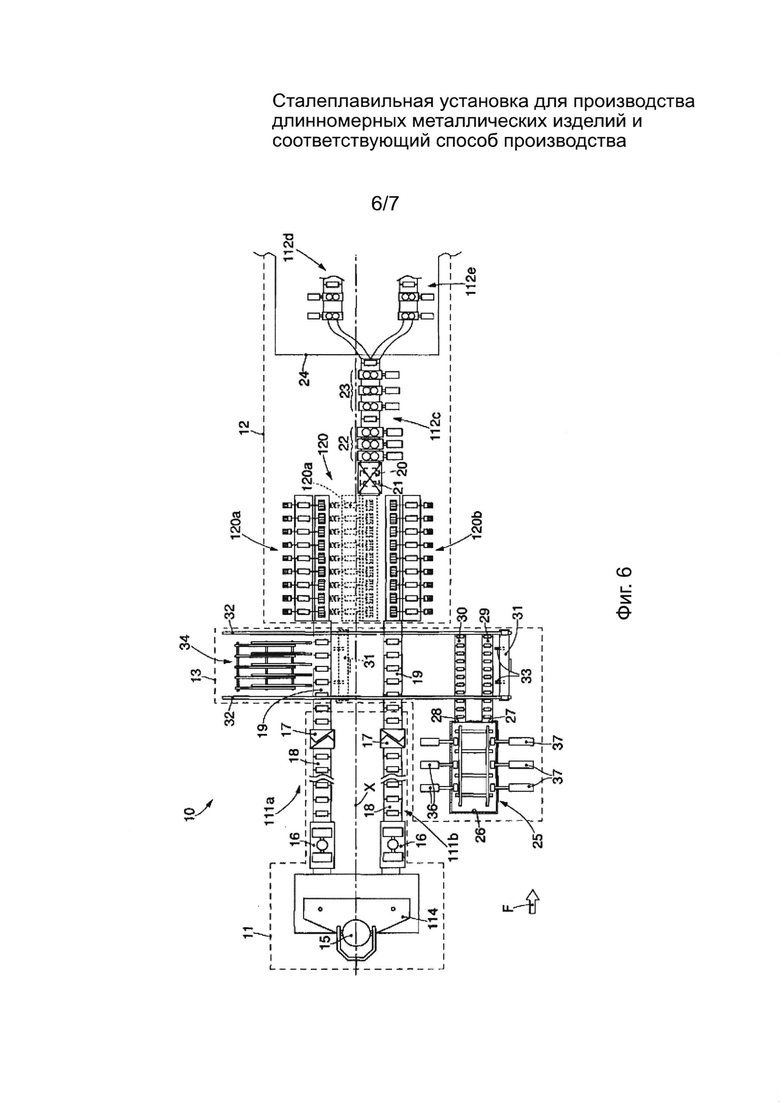
На фиг. 6 на виде сверху схематично представлен еще один вариант осуществления сталелитейной установки согласно предлагаемому изобретению.
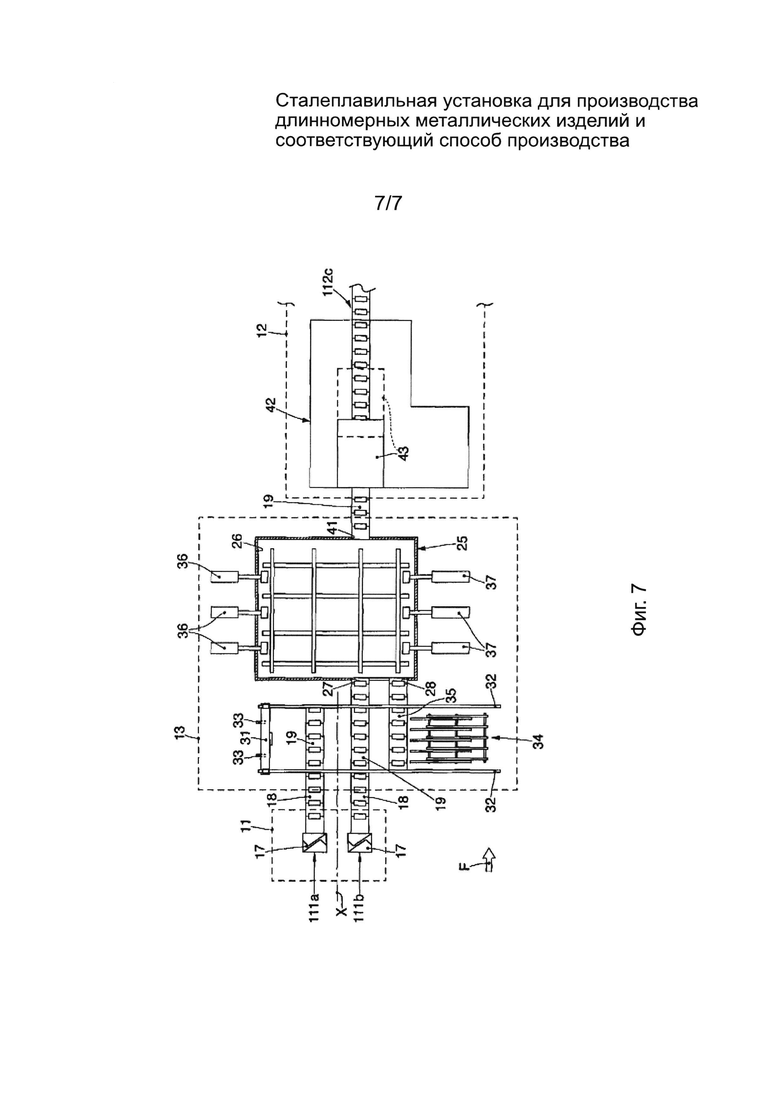
На фиг. 7 в увеличенном виде показана часть сталелитейной установки, представленной на фиг. 6.
В последующем описании одинаковые ссылочные обозначения относятся к одинаковым компонентам сталеплавильной установки согласно предлагаемому изобретению, в том числе, когда компоненты относятся к разным вариантам ее осуществления. Должно быть понятно без дальнейших пояснений, что элементы и характеристики одного варианта осуществления предлагаемого изобретения могут быть введены в другие варианты его осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ПРЕДЛААЕМОГО ИЗОБРЕТЕНИЯ
Далее подробно рассмотрены различные варианты осуществления предлагаемого изобретения, из которых один или большее количество показаны на прилагаемых чертежах. Каждый из рассматриваемых вариантов осуществления предлагаемого изобретения служит только целям иллюстрации изобретения и не должен считаться ограничивающим его объем. В частности, признаки, указанные для одного варианта осуществления предлагаемого изобретения, могут быть введены в другие варианты его осуществления с созданием, тем самым, еще одного варианта осуществления предлагаемого изобретения. Должно быть понятно, что объем предлагаемого изобретения должен охватывать все такие варианты и модификации.
На прилагаемых чертежах являющаяся предметом предлагаемого изобретения сталеплавильная установка с множественными комбинированными прокатными линиями для производства длинномерных металлических изделий в целом обозначена позицией 10 и выполнена с возможностью воздействовать на отверждение расплавленного металла, например, жидкой стали, в передельных отлитых изделиях и производить на основе этих передельных продуктов длинномерные металлические изделия.
Поперечное сечение производимых передельных заготовок может иметь форму круга, прямоугольника, квадрата или многоугольника, такие формы поперечного сечения обычно используются для полос, арматуры для бетона, стержней, профилей, или же могут производиться балочные заготовки, имеющие по существу Н-образное поперечное сечение и используемые для получения балок или профилей.
Далее в описании и, возможно, в формуле изобретения для обозначения любого из упоминавшихся выше отливаемых в непрерывном режиме передельных изделий будет использован термин «заготовка».
Согласно некоторым вариантам осуществления предлагаемого изобретения, в случае сечений, допускающих обработку с максимальной скоростью, производительность сталелитейной установки 10 может достигать приблизительно 150 т/час проката, а годовой объем производства может превышать 1-1,5 Мт.
Сталеплавильная установка 10 согласно предлагаемому изобретению содержит литейную машину 11 непрерывного действия и прокатное устройство или прокатный стан 12, который в производственной линии расположен за упомянутой литейной машиной 11 непрерывного действия.
Литейная машина 11 непрерывного действия и прокатный стан 12 примыкают друг к другу и расположены друг за другом в направлении потока обработки (в рабочем направлении), которое на чертежах обозначено стрелкой с буквой «F», которой обозначено направление потока обрабатываемого материала в процессе литья и прокатки, выполняемых на сталелитейной установке 10.
В некоторых вариантах осуществления предлагаемого изобретения литейная машина 11 непрерывного действия и прокатный стан 12 имеют также общую рабочую ось X, так что заготовки могут приниматься непосредственно прокатным станом 12. При таком решении обеспечена возможность осуществления рабочего процесса без разрыва его непрерывности, непрерывного процесса от разливки жидкой стали до получения прокатанных готовых длинномерных изделий. При осуществлении такого непрерывного процесса под термином «передельное литое изделие» следует понимать одиночную заготовку, длина которой начинается от выхода из зоны кристаллизации литейной машины 11 непрерывного действия до входа в прокатный стан 12. Сталелитейная установка 10 пригодна также для осуществления процесса полунепрерывной прокатки (полунепрерывного процесса), или процесса выпуска заготовки за заготовкой, в котором передельные литые изделия подают в прокатный стан 12 с частичным нарушением непрерывности.
При полунепрерывном процессе в прокатный стан 12 подают отрезки заготовок желаемой длины, например, от 12 м до 80 м.
Должно быть понятно, однако, что для некоторых типов продукции, например, производимой в полунепрерывном процессе, некоторыми вариантами осуществления предлагаемого изобретения может быть предусмотрено расположение литейной машины 11 непрерывного действия и прокатного стана 12 на разных рабочих осях, например, параллельных друг другу, при этом предусмотрены также промежуточные средства переноса для переноса передельных литых изделий.
Согласно некоторым вариантам осуществления предлагаемого изобретения, допускающим комбинирование с каждым из описываемых здесь вариантов осуществления предлагаемого изобретения, сталелитейная установка 10 содержит также одно или большее количество средств переноса 19, соединяющих литейную машину 11 и прокатный стан 12 и предназначенных для переноса заготовок между этими двумя компонентами сталелитейной установки 10.
Согласно некоторым вариантам осуществления предлагаемого изобретения, допускающим комбинирование с каждым из описываемых здесь вариантов осуществления предлагаемого изобретения, сталелитейная установка 10 содержит также нагревательную печь 25 для поддержания температуры и (или) нагревания заготовок, которая расположена вне линии у упомянутого одного или большего количества средств переноса 19, разгрузочную площадку 34 для боковой разгрузки заготовок, которая расположена, например, тоже у упомянутого одного или большего количества средств переноса 19, а также устройство 31 для переноса на подвеске для быстрого перемещения заготовки без сколько-нибудь существенной потери температуры или, в любом случае, с минимальными тепловыми потерями между упомянутым одним или большим количеством средств переноса 19, нагревательной печью 25 для поддержания температуры и (или) нагревания заготовок и (или) разгрузочной площадкой 34.
Упомянутая нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок и разгрузочная площадка 34 могут быть составными частями промежуточного вспомогательного устройства 13, которое может быть расположено у упомянутого одного или большего количества средств переноса 19.
В настоящем описании под термином «горячие заготовки» следует понимать такие заготовки, в том числе балочные заготовки, которые поступают из литейной машины 11 непрерывного действия и обычно имеют температуру выше 800°C, в некоторых случаях достигающую даже 900°C.
В настоящем описании под термином «холодные заготовки» следует понимать такие передельные литые изделия, которые уже остыли до температуры окружающей среды, например, произведенные и накопленные вне линии на предыдущих циклах.
На фиг. 1 и фиг. 2 показаны варианты осуществления являющейся предметом предлагаемого изобретения сталелитейной установки 10, в которой литейная машина 11 непрерывного действия имеет одну литейную линию 11а.
Единственная литейная линия 11а получает расплавленный металл от промежуточного ковша 14, в который расплавленный металл, например, жидкая сталь, заливается ковшами 15 в непрерывном режиме.
Желаемую форму поперечного сечения придают заготовке с помощью охлаждаемой извне изложницы (на чертежах не показана), которую обычно располагают сразу под упомянутым промежуточным ковшом 14, из которого поступает расплавленный металл.
На прилагаемых чертежах с фиг. 3 по фиг. 7 представлены варианты осуществления предлагаемой сталелитейной установки 10, в которой литейная машина 11 непрерывного действия снабжена по меньшей мере двумя литейными линиями, например, первой литейной линией 111а и второй литейной линией 111b, которые являются автономными и независимыми друг от друга; единым промежуточным ковшом 114, который является общим для обеих литейных линий 111а и 111b и в рабочем направлении установлен перед этими двумя литейными линиями 111а и 111b.
Как первая литейная линия 111а, так и вторая литейная линия 111 b отходят от одного и того же промежуточного ковша, в который в непрерывном режиме подают расплавленный металл, например, жидкую сталь, из последовательно следующих друг за другом ковшей 15.
Литейные линии 111а и 111b могут быть ориентированы под некоторым углом друг к другу, то есть, расходиться от некоторой теоретической срединной оси (см., например, фиг. 3, фиг. 4 и фиг. 5), или же они могут быть ориентированы параллельно друг другу (см., например, фиг. 6 и фиг. 7), о чем более подробно будет рассказано ниже.
Каждая из литейных линий 111а и 111b обычно содержит изложницу (на чертежах не показана), которая выполнена с возможностью обеспечивать отверждение самого верхнего слоя (корки) заготовок и задавать форму их поперечного сечения.
Согласно некоторым вариантам осуществления предлагаемого изобретения как единственная литейная линия 11а, так и каждая из литейных линий 111а и 111b может содержать также разгружающее устройство 16, выполненное с возможностью извлечения твердеющих заготовок из изложницы непрерывно и одновременно, в частности, в случае варианта с двумя литейными линиями 111а и 111b.
В процессе продвижения по рабочему направлению F заготовки в литейной машине постепенно отвердевают, главным образом за счет принудительного охлаждения, например, с помощью водно-воздушной смеси.
Литейная машина 11 может содержать в каждой литейной линии 11а; 111а, 111b нарезающее устройство 17, выполненное с возможностью включения его, в полунепрерывный процесс или же, например, в случае аварии, в непрерывный процесс, в частности, в случае закупорки прокатного стана 12 металлом, когда процесс прокатки приходится прерывать.
Упомянутое нарезающее устройство 17, которое может быть реализовано как устройство механического типа, например, в виде режущей машины, или же как устройство, работающее на термохимическом принципе, будучи реализованным, например, как кислородно-ацетиленовая система с кислородно-ацетиленовыми горелками, выполнено с возможностью нарезания заготовок по размеру, обеспечивая получение заготовок заданного размера, например, длиной от 12 м до 16 м, или же длиной вплоть до 80 м, чтобы была обеспечена возможность их хранения и последующей прокатки.
Каждое из нарезающих устройств 17 расположено на конце соответствующего промежуточного транспортировочного устройства, например, промежуточного транспортировочного устройства 18, расположенного между разгружающим устройством 16 и нарезающим устройством 17 и соединяющего эти устройства.
В иллюстративных вариантах осуществления предлагаемого изобретения, представленных, например, на фиг. 1, предусмотрено средство переноса 19, например, снабженное роликами, выполненное с возможностью соединять литейную машину 11 непрерывного действия с прокатным станом 12.
Упомянутое средство переноса 19 может быть расположено, например, между упомянутым промежуточным транспортировочным устройством 18 и другим средством переноса 20, например, питающим роликовым устройством прокатного стана 12 для переноса заготовок от одного средства переноса 19, 20 к другому.
Как можно видеть, например, на фиг. 1, прокатный стан 12 снабжен единственной прокатной линией 12а, при этом средство переноса 20 может составлять ее начальный участок.
В некоторых вариантах осуществления предлагаемого изобретения, представленных на фиг. 1, может быть предусмотрена единственная прокатная линия 12а, которая ориентирована вдоль рабочей оси X, так что в условиях нормальной работы обеспечена возможность прокатки заготовок на прокатном стане 12 непосредственно и без нарушения непрерывности. При таком решении единственная литейная линия 11а и единственная прокатная линия 12а образуют комбинированную прокатную линию, обеспечивающую возможность осуществления непрерывного рабочего процесса, не требующего применения разрезающего устройства 17.
Когда же, напротив, возможность получения прокатным станом 12 материала из литейной машины 11 не обеспечена, например, в случае остановок прокатки для выполнения запланированного технического обслуживания прокатного стана 12, или при переоборудовании для изменения формы поперечного сечения выпускаемых изделий, или же в случае аварии, например, закупорки или технической неисправности, может быть приведено в действие разрезающее устройство 17 для разрезания заготовок на участки.
После нарезания заготовок на участки нужного размера эти нарезанные участки в каждом случае сгружают с литейной линии 11а, когда они находятся на средстве переноса 19.
Согласно представленным на фиг. 1 некоторым вариантам осуществления предлагаемого изобретения, комбинируемым со всеми описываемыми здесь вариантами осуществления предлагаемого изобретения, может быть предусмотрено расположение промежуточного вспомогательного устройства 13 между литейной машиной 11 непрерывного действия и прокатным станом 12 в соответствии со средством переноса 19.
Упомянутое промежуточное вспомогательное устройство 13 может быть выполнено, например, с возможностью выгрузки нарезанных на участки заготовок со средства переноса 19 для отправки их в зону временного хранения.
Таким же образом промежуточное вспомогательное устройство 13 может быть выполнено с возможностью размещать нарезанные на участки заготовки на средстве переноса 19 для прокатки, как только работа прокатного стана 12 будет восстановлена.
В вариантах осуществления предлагаемого изобретения, представленных на фиг. 1, нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок может быть расположена, например, сбоку от литейной машины 11 непрерывного действия и прокатного стана 12, у средства переноса 19, а разгрузочная площадка 34 расположена на противоположной боковой стороне, при условии что устройство 31 для переноса на подвеске работает по обе стороны от литейной машины 11 непрерывного действия и прокатного стана 12 для размещения в нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок и (или) на разгрузочной площадке 34 заготовок, уносимых со средства переноса 19.
В других вариантах осуществления предлагаемого изобретения нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок может, по меньшей мере частично, находиться в состоянии перекрытия со средством переноса 19 между литейной машиной 11 непрерывного действия и прокатным стана 12, как показано, например, на фиг. 7.
Когда сталелитейная установка 10 работает нормально, например, в непрерывном режиме, заготовка, прибывающая от промежуточного транспортировочного устройства 18 литейной машины 11 непрерывного действия, проходит через промежуточное вспомогательное устройство 13 на средстве переноса 19 и обеспечено ее перемещение через индукционные электрические печи 21 упомянутым другим средством переноса 20.
В случае работы сталелитейной установки 10 в полунепрерывном или прерывистом режиме заготовки поступают в индукционные электрические печи 21 нарезанными на участки.
Во всех случаях индукционные электрические печи 21, обычно расположенные за промежуточным вспомогательным устройством 13, могут быть выполнены, например, с возможностью нагревания заготовки до температуры начала прокатки, величина которой обычно заключена в пределах от 1050°C до 1200°C.
Средство переноса 20 выполнено с возможностью перемещения заготовки к группе клетей черновой прокатки 22, в которых осуществляют первичное деформирование заготовок. Обычно группа клетей черновой прокатки 22 образует зону первичной обработки прокатного стана 12 перед завершающей обработкой, о чем более подробно будет изложено далее.
В некоторых вариантах осуществления предлагаемого изобретения за группой клетей черновой прокатки 22 в прокатном стане 12 имеется группа клетей промежуточной прокатки 23, которые обеспечивают придание формы заготовке, выходящей из группы клетей черновой прокатки 22, путем последовательных деформирующих прогонов, в результате чего обеспечена возможность получения изделия с поперечным сечением, промежуточным между окончательным поперечным сечением прокатанного изделия и начальным поперечным сечение отлитой заготовки.
За группой клетей промежуточной прокатки 23 в составе прокатного стана 12 находится группа клетей чистовой прокатки 24, которые обеспечивают одну или более операций прокатки для получения готовой продукции.
Кроме того, за группой клетей чистовой прокатки 24 в составе прокатного стана 12 могут наличествовать устройства для перемещения, сбора и хранения готовой продукции.
На фиг. 3 представлены варианты осуществления предлагаемого изобретения, комбинируемые со всеми описываемыми здесь вариантами осуществления предлагаемого изобретения, в которых две литейные линии 111а и 111b ориентированы под углом друг к другу, в частности, они выполнены расходящимися в разные стороны на горизонтальной плоскости относительно общей срединной оси по рабочим направлениям Fa и Fb, соответственно.
На фиг. 3 в качестве примера представлены иллюстративные варианты осуществления предлагаемого изобретения, в которых обе литейные линии 111а и 111b ориентированы под углом к рабочей оси X установки с зеркальной симметрией относительно этой оси.
Возможны также и такие решения, при которых литейные линии 111а и 111b ориентированы под углом к рабочей оси X установки асимметрично, а также такие решения, при которых под углом к рабочей оси X установки ориентирована только одна литейная линия 111а или 111b, в то время как другая литейная линия параллельна этой оси.
На фиг. 6 и фиг. 7 в качестве примера представлены иллюстративные варианты осуществления предлагаемого изобретения, в которых как первая литейная линия 111а, так и вторая литейная линия 111b параллельны рабочей оси X установки и, тем самым, параллельны друг другу.
В иллюстративных вариантах осуществления предлагаемого изобретения, представленных на прилагаемых чертежах с фиг. 3 по фиг. 7, предусмотрено два средства переноса 19 для соединения каждой из литейных линий 111а и 111b литейной машины 11 и прокатного стана 12.
В иллюстративных вариантах осуществления предлагаемого изобретения, представленных на фиг. 3, фиг. 6 и фиг. 7, промежуточное вспомогательное устройство 13, как можно видеть, например, на фиг. 1, расположено между литейной машиной 11 и прокатным станом 12. В этих вариантах осуществления предлагаемого изобретения промежуточное вспомогательное устройство 13 может содержать пару упомянутых средств переноса (или роликовых разгрузочных устройств) 19.
Каждое из средств переноса 19 может быть согласовано с одним из промежуточных транспортировочных устройств 18 литейных линий 111а и 111b, а также со средством переноса 20 прокатного стана 12.
Прокатный стан 12 может быть оснащен, как, например, в вариантах осуществления предлагаемого изобретения, представленных на фиг. 3, двумя прокатными линиями, в частности, первой прокатной линией 112а и второй прокатной линией 112b, которые являются автономными и независимыми друг от друга, поэтому предусмотрено также два устройства переноса 20 - по одному на каждую из прокатных линий 112а и 112b.
При таком решении упомянутые первая прокатная линия 112а и вторая прокатная линия 112b могут быть согласованы с первой литейной линией 111а и второй литейной линией 111b, соответственно.
Следовательно, если литейные линии 111а и 111b ориентированы под углом друг к другу, то и прокатные линии 112а и 112b тоже ориентированы под углом друг к другу, а если литейные линии 111а и 111b ориентированы параллельно друг другу, то и прокатные линии 112а и 112b тоже ориентированы параллельно друг другу.
На фиг. 6 и фиг. 7 в качестве примера представлены иллюстративные варианты осуществления предлагаемой литейной установки, в которой прокатный стан 12 содержит единственный прокатный участок 112 с, который простирается от средства переноса 19 промежуточного вспомогательного устройства 13 до группы клетей чистовой прокатки 24 прокатного стана 12.
Возможны такие варианты осуществления предлагаемого изобретения (см. фиг. 6), в которых упомянутый единственный прокатный участок 112 с установлен с простиранием параллельно рабочей оси X установки или непосредственно по этой оси, в то время как в других вариантах осуществления предлагаемого изобретения (см. фиг. 7) он может быть установлен на одной прямой с первой литейной линией 111а или со второй литейной линией 111b.
Упомянутая группа клетей чистовой прокатки 24 может быть выполнена с возможностью чистовой прокатки изделий на двух линиях чистовой прокатки 112d и 112е, которые по существу параллельны друг другу независимы друг от друга.
В некоторых вариантах осуществления предлагаемого изобретения, таких как в качестве примера представлены на фиг. 6, в которых предусмотрен единственный прокатный участок 112 с, прокатный стан 12 может содержать также питающее устройство или питающий челнок 120, расположенный между средствами переноса 19 промежуточного вспомогательного устройства 13 и единственным средством переноса 20 прокатного стана 12.
Упомянутый питающий челнок 120 выполнен с возможностью укладывать заготовки, поступающие от средств переноса 19, на средство переноса 20 с целью подачи в индукционные электрические печи 21.
Питающий челнок 120 может быть образован участками, снабженными роликами для перемещения заготовок, подвижными в поперечном направлении относительно рабочей оси X установки, например, перпендикулярно этой оси.
В иллюстративных вариантах осуществления предлагаемого изобретения, представленных на фиг. 6, питающий челнок 120 может содержать подвижный участок 120а, выполненный с возможностью принимать заготовки от средств переноса 19 первой литейной линии 111а, и подвижный участок 120b, выполненный с возможностью принимать заготовки от второй литейной линией 111b.
Оба упомянутых подвижных участка 120а и 120b выполнены с возможностью сразу по получении заготовок переносить их, направляя на средство переноса 20, с последующим возвращением в исходное положение, согласуясь по ориентации с литейной линией 111а и 111b, соответственно.
В качестве вариантов осуществления предлагаемого изобретения или в качестве альтернативы режимам работы, которые описаны выше, может быть предусмотрено такое решение, при котором на прокатный стан 12 подают заготовки из зоны временного хранения, то есть, не непосредственно из литейной машины 11 непрерывного действия и без нарушения непрерывности после отверждения и нарезания на участки определенного размера.
В некоторых вариантах осуществления предлагаемого изобретения упомянутая зона временного хранения может быть в составе промежуточного вспомогательного устройства 13.
Промежуточное вспомогательное устройство 13 может содержать нагревательную печь 25 для поддержания температуры и (или) нагревания заготовок, выполненная, в частности, с возможностью поддерживать заготовку горячей и нагревать холодные заготовки до температуры режима ожидания. Обычно нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок имеет низкое потребление и может быть выполнена с возможностью работать при относительно низких температурах (приблизительно 900°C), так что для заготовок обеспечена возможность в течение некоторого времени оставаться внутри печи, чем обеспечено преимущество, состоящее в ограничении образования окалины.
Температура режима ожидания, до которой могут быть нагреты холодные заготовки, обычно достаточно высока, например, она может составлять две трети от температуры прокатки, так что с обеспечением преимущества обеспечено сокращение времени дальнейшего пребывания заготовок в индукционных электрических печах 21, и достаточно низка, чтобы, как сказано выше, ограничить образование окалины.
В некоторых вариантах осуществления предлагаемого изобретения, таких как представленные на прилагаемых чертежах с фиг. 1 по фиг. 6, нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок может быть расположена сбоку от литейных линий 11а, 11b, 111а и 111b и за их пределами, или же, как показано на фиг. 6, она может перекрываться с одним или большим количеством средств переноса 19 между одной из литейных линий 111b или 111а или ими обеими и прокатным станом 12.
Упомянутая нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок может быть снабжена внутренней камерой 26 (см., например, фиг. 2), размеры которой позволяют разместить в ней по меньшей мере 16 заготовок, и которая выполнена из жаростойкого материала, так что обеспечена возможность нагревания и выдерживания заготовок при температуре не ниже приблизительно 900°C.
Преимущество обеспечено при таком решении, при котором нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок выполнена с возможностью накопления или ожидания, так чтобы содержимое составляло количество заготовок, эквивалентное по массе содержимому ковша с жидкой сталью массой 70 т, например, 20 заготовок квадратного сечения со стороной 165 мм и длиной 16 м каждая.
Как говорилось выше, возможны такие варианты осуществления предлагаемого изобретения, не ограничивающие его объем, в которых на выходе из нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок или, во всяком случае, за нею может быть установлена упоминавшаяся ранее индукционная электрическая печь 21, выполненная с возможностью принимать температуру заготовок до величин, подходящих для прокатки, по меньшей мере, если температура на выходе из этой индукционной электрической печи составляет величину, например, 1050°C или ниже.
При работе индукционной электрической печи 21 может быть обеспечена большая равномерность нагревания заготовок, в частности, нагревания их краев, благодаря чему удается предотвратить образование в этих зонах трещин при прокатке.
Согласно некоторым вариантам осуществления предлагаемого изобретения, нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок имеет входной проем 27 для загрузки заготовок в упомянутую внутреннюю камеру 26 и выходной проем 28 для выгрузки заготовок из внутренней камеры 26.
Загрузка заготовок может быть выполнена с помощью загрузочного средства 29, реализованного, например, в виде рольганга, выполненного с возможностью принимать заготовки и загружать их во внутреннюю камеру 26, а для выгрузки заготовок предусмотрено средство выгрузки 30, реализованное, например, в виде рольганга, выполненного с возможностью осуществлять захват и выгрузку заготовок из внутренней камеры 26.
В некоторых вариантах осуществления предлагаемого изобретения, в частности, представленных на фиг. 1, фиг. 3, фиг. 4, фиг. 6 и фиг. 7, могут быть предусмотрен один или большее количество толкателей 36, выполненных с возможностью толкать заготовки к нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок, а также затем убирать их.
Кроме того, возможны варианты осуществления предлагаемого изобретения, в которых предусмотрен один или большее количество противотолкателей 37, выполненных с возможностью опустошать нагревательную печь 25 для поддержания температуры и (или) нагревания заготовок изнутри.
Возможны такие варианты осуществления предлагаемого изобретения, комбинируемые со всеми другими описываемыми здесь вариантами осуществления предлагаемого изобретения, в которых промежуточное вспомогательное устройство 13 содержит устройство 31 для переноса на подвеске. Это устройство 31 для переноса на подвеске может быть устройством быстрого типа, выполненного с возможностью осуществлять быстрый перенос заготовок на подвеске.
В настоящем описании под выражением «быстрый перенос на подвеске» следует понимать перенос, осуществляемый с горизонтальной скоростью от 90 м/мин до 120 м/мин и с вертикальной скоростью от 7,5 м/мин до 20 м/мин, предпочтительно - со скоростью 15 м/мин.
Скорость, обеспечиваемая устройством 31 для переноса на подвеске, должна быть такой, чтобы потери времени и температуры в процессе переноса заготовок были сведены к минимуму.
Устройство 31 для переноса на подвеске может работать на принципе скольжения, например, оно может быть выполнено с возможностью скольжения вдоль прямолинейных направляющих 32, ориентированных в поперечном направлении, например, перпендикулярно рабочей оси X установки.
Кроме того, устройство 31 для переноса на подвеске может быть выполнено с возможностью горизонтального перемещения над средствами переноса 19, загрузочными средствами 29 и средствами выгрузки 30 (см. фиг. 2 и фиг. 5).
При таком решении устройство 31 для переноса на подвеске может принимать разные рабочие положения в поперечном направлении относительно литейных линий 11а, 111а и 111b и над ними, например, с возможностью брать заготовки со средств переноса 19 и укладывать их на загрузочное средство 29, так чтобы их можно было отправить в нагревательную печь 25 для поддержания температуры и (или) нагревания заготовок.
Таким же образом устройство 31 для переноса на подвеске может брать заготовки со средства выгрузки 30 и укладывать их на средства переноса 19, так чтобы оттуда они могли быть отправлены на прокатку в прокатный стан 12.
В частности, в вариантах осуществления предлагаемого изобретения, представленных на фиг. 2 и фиг. 5, устройство 31 для переноса на подвеске выполнено с возможностью принимать по меньшей мере три разных рабочих положения.
Устройство 31 для переноса на подвеске выполнено с возможностью брать заготовки с помощью средств захвата и удерживания, которые имеют опорные вилки 33 или захваты, или же магнитные устройства, либо подобные или сравнимые захватные и удерживающие элементы.
Упомянутые опорные вилки 33 могут быть выполнены с возможностью перемещения в вертикальном направлении с возможностью принятия по меньшей мере следующих положений: высокого положения, являющегося ненагруженным; низкого положения - для захвата и высвобождения заготовок; и промежуточного положения - для переноса заготовок.
Согласно некоторым вариантам осуществления предлагаемого изобретения, комбинируемым со всеми другими описываемыми здесь вариантам осуществления предлагаемого изобретения, промежуточное вспомогательное устройство 13 может содержать также разгрузочную площадку 34, которая выполнена с возможностью принимать заготовки и, следовательно, может работать как зона временного хранения, о чем говорилось выше. Эта разгрузочная площадка 34 может быть размещена, например, за пределами средств переноса 19 и в стороне от них, например, поблизости к ним. В частности, в вариантах осуществления предлагаемого изобретения, в которых нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок расположена сбоку от единственной литейной линии 11а (см. фиг. 1 и фиг. 2) или от двух литейных линий 111а и 111b (см. фиг. 3 - фиг. 6), а разгрузочная площадка 34 может быть размещена сбоку от литейной линии 11а или от литейных линий 111а и 111b напротив нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок.
В частности, разгрузочная площадка 34 может быть использована, когда нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок полностью заполнена заготовками и есть необходимость принимать другие передельные литые изделия, поступающие от литейной машины 11 непрерывного действия. Обычно заготовки, расположенные на разгрузочной площадке 34, являются холодными, и когда доступное пространство разгрузочной площадкы 34 исчерпано, заготовки могут быть удалены и отправлены на хранение зону сбора передельных литых изделий, которая на прилагаемых чертежах не показана.
Согласно некоторым вариантам осуществления предлагаемого изобретения, устройство 31 для переноса на подвеске может быть выполнено также с возможностью обслуживания разгрузочной площадкы 34, то есть, не только для переноса заготовок на разгрузочную площадку 34, но также для их снятия с разгрузочной площадкы 34. Поэтому возможны такие варианты осуществления предлагаемого изобретения, в которых устройство 31 для переноса на подвеске осуществляющее свои действия в пространстве от нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок до разгрузочной площадкы 34, выполнено с возможностью по выбору перемещать заготовки от нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок до разгрузочной площадкы 34, перенося их над литейными линиями 11а; 111а, 111b, как требуется.
Возможны варианты осуществления предлагаемого изобретения, представленные, в частности, на фиг. 3, фиг. 4 и фиг. 5, в которых литейные линии 111а и 111b ориентированы под углом друг к другу, например, они могут быть расходящимися в разные стороны, или же одна из них может быть ориентирована под углом к рабочей оси X установки, а вторая может быть параллельна этой оси, и в таких случаях может быть предусмотрено устройство 40 для поворота заготовок, выполненное с возможностью принимать заготовки и переориентировать их таким образом, чтобы главное направление их простирания совпадало с конкретным рабочим направлением F соответствующей прокатной линии 112а или 112b, на которой их впоследствии подвергают прокатке.
Следовательно, заготовки могут транспортироваться с помощью устройства 31 для переноса на подвеске, в частности, будучи захваченными с промежуточного вспомогательного устройства 13, из нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок или с разгрузочной площадки 34, и помещенными на упомянутое устройство 40 для поворота заготовок. Последнее выполнено с возможностью поворачивать заготовки с ориентацией их по той прокатной линии, вдоль которой устройство 31 для переноса на подвеске будет впоследствии перемещать заготовки для последующей их прокатки.
Как указано выше, на фиг. 7 представлены такие варианты осуществления предлагаемого изобретения, в которых нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок расположена с перекрытием одного или большего количества средств переноса 19 между одной из литейных линий, например, литейной линией 111b, хотя описание применимо равным образом к литейной линии 111а, или же обеими литейными линиями 111а и 111b с одной стороны и прокатным станом 12 с другой.
Возможны такие варианты осуществления предлагаемого изобретения, в которых предусмотрено единственное средство перемещения 35, реализованное, например, в виде рольганга и выполненное с возможностью принимать и подавать заготовки во взаимодействии с устройством 31 для переноса на подвеске и с нагревательной печью 25 для поддержания температуры и (или) нагревания заготовок. Упомянутое средство перемещения 35 может быть выполнено с возможностью введения заготовок внутрь нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок, а также выгрузки их из нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок и обеспечения доступа к ним для устройства 31 для переноса на подвеске.
Среди этих вариантов осуществления предлагаемого изобретения возможны такие, в которых нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок оснащена выходной дверью 41, которая расположена на противоположной стороне нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок относительно входного проема 27 и выполнена с возможностью взаимодействия со средством переноса 20.
При таком решении как вторая литейная линия 111b, так и единственный прокатный участок 112 с расположены на одной линии и прямо соединены, практически образуя комбинированную прокатную линию, обеспечивающую возможность осуществления, например, непрерывного процесса, в котором работает только вторая литейная линия 111b.
Если работают обе литейные линии 111а и 111b, то может быть осуществлен, например, полунепрерывный процесс, в котором нарезанные на участки заготовки от первой литейной линии 111а с помощью устройства 31 для переноса на подвеске захватывают с соответствующего средства переноса 19 и размещают на средстве перемещения 35, обеспечивая условия для загрузки их в нагревательную печь 25 для поддержания температуры и (или) нагревания заготовок.
Упоминавшиеся выше противотолкатели 37 выполнены с возможностью перемещать заготовки внутри нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок и согласовывать их ориентацию со средством переноса 20 для последующей обработки на прокатном стане 20.
За нагревательной печью 25 для поддержания температуры и (или) нагревания заготовок может быть предусмотрено устройство 42 для сваривания заготовок, как это можно видеть, в частности, на фиг. 7. Упомянутое устройство 42 для сваривания заготовок выполнено с возможностью сваривать участки, на которые нарезаны заготовки, по длине перед группой клетей черновой прокатки 22, практически восстанавливая рабочие условия, аналогичные непрерывному режиму.
Согласно некоторым вариантам осуществления предлагаемого изобретения, устройство 42 для сваривания заготовок может быть снабжено подвижным сварочным элементом 43, который выполнен с возможностью перемещения по рабочему направлению F с той же скоростью, что и заготовки, обеспечивая возможность сваривания заготовок без необходимости прекращения их перемещения, осуществляя, так сказать, сварку на ходу и, соответственно, без ущерба для производительности установки или потери теплосодержания заготовок.
Предлагаемое изобретение относится также к способам производства, обеспечивающим возможность получения готовых изделий с помощью комбинированной высокопроизводительной литейно-прокатной установки 10, описанной выше. Возможны варианты осуществления предлагаемого способа, обеспечивающие круглосуточную работу такой литейно-прокатной установки 10.
Согласно некоторым вариантам осуществления предлагаемого изобретения, поток материала в рабочем направлении F может быть, в частности, непрерывным и быть подвергаем обработке без прекращения или перерывов между литейной машиной 11 и прокатным станом 12 с целью максимального использования энергетического содержания расплавленного металла и обеспечения максимальной эффективности работы прокатного стана 12.
Возможны такие варианты осуществления предлагаемого изобретения, в которых прокатный стан 12 оказывается не в состоянии обрабатывать материал, например, из-за выхода технического оборудования из строя или по причине плановых остановок, и тогда непрерывный процесс может быть прерван.
Остановка разливки жидкого металла и процессов «выше по течению» представляет неудобство, поэтому в такой ситуации, пока прокатный стан 12 не будет снова введен в строй, необходимо нарезать заготовки по размеру, при этом полученные нарезанные участки, все еще имеют высокую температуру, которую не следовало бы терять попусту, а напротив, с обеспечением преимущества представляется желательным сохранить по меньшей мере до тех пор, пока прокатный стан 12 не возобновит работу. Для этого, как говорилось выше, в некоторых вариантах осуществления предлагаемого изобретения предусмотрена нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок, находящаяся вблизи литейных линий 11а, 111а, 111b, например, сбоку от них (см. фиг. 1 - фиг. 6) или частично или полностью перекрывается с одним или большим количеством средств переноса 19 между литейными линиями 11а, 111а, 111 b с одной стороны и прокатным станом 12 с другой (см. фиг. 7).
Возможны такие варианты осуществления способа согласно предлагаемому изобретению, в которых предусмотрено такое решение, при котором в случае прерывания процесса прокатки, например, из-за технических неполадок или для замены прокатных валков, с помощью устройства 31 для переноса на подвеске берут заготовки, например:
- по направлению к нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок, например, на загрузочное средство 29 (см., например, фиг. 1 - фиг. 6) или на единственное средство перемещения 35 (см., например, фиг. 7),
- или на разгрузочную площадку 34, на которой заготовки могут охлаждаться,
- или в последовательных комбинациях указанных выше мест назначения.
Согласно одному из возможных вариантов осуществления предлагаемого изобретения, в конце ежедневной последовательности операций, составляющих предлагаемый способ производства, часть времени, например, некоторую долю часа, резервируют для вывода заготовок, накопившихся в нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок и подачи их на прокатный стан 12.
Можно предположить и такие решения, при которых приводят в состояние, обеспечивающее возможность обработки, также заготовки, накопившиеся на разгрузочной площадке 34.
Возможны такие варианты осуществления предлагаемого изобретения, при которых предусмотрена загрузка холодных заготовок в нагревательную печь 25 для поддержания температуры и (или) нагревания заготовок и удержание их внутри этой печи в течение надлежащего времени, которое может составлять от одного часа до 20 часов, обычно составляет от двух до 15 часов, например, три часа, так чтобы они были нагреты до желаемой температуры и затем обработаны в прокатном стане 12. Согласно предлагаемому изобретению, эта операция может быть выполнена, пока нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок еще не полна, то есть, когда она наполнена только частично, и предел накопления еще не достигнут, или также когда она заполнена полностью.
В некоторых вариантах осуществления предлагаемого изобретения обеспечена возможность подачи заготовок, ранее произведенных и накопленных на разгрузочной площадке 34 или в зоне сбора, в прокатный стан 12 всегда в конце дневного производственного цикла.
В некоторых вариантах осуществления предлагаемого изобретения представляется обеспечивающим преимущество такое решение, при котором принят такой режим управления накоплением заготовок в нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок, при котором последняя заполнена заготовками, и ее всегда поддерживают в наполненном состоянии на протяжении производственного цикла, то есть, она заполнена полностью, и ее поддерживают в таком состоянии, например, до завершения ежедневной последовательности операций. Следовательно, в описываемых здесь вариантах осуществления предлагаемого изобретения для того, чтобы управляться с заготовками и загружать их в нагревательную печь 25 для поддержания температуры и (или) нагревания заготовок и выгружать из нее, не применяются режимы «первым вошел - первым вышел» или «последним вошел - первым вышел», а вместо этого нагревательную печь 25 для поддержания температуры и (или) нагревания заготовок заполняют и поддерживают в заполненном состоянии до конца ежедневного цикла прокатки, после чего все заготовки из нее выгружают.
Если при работе установки не случается неполадок, например, закупорки прокатного стана 12 металлом, или если не предусмотрено плановых остановок, например, с целью замены валков, то при традиционном управлении накоплением заготовок нагревательная печь 25 для поддержания температуры и (или) нагревания заготовок обычно остается пустой. В вариантах осуществления предлагаемого изобретения, напротив, может быть предусмотрено для каждого дневного рабочего цикла безусловное полное заполнения нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок, даже если не было перерывов в процессе прокатки, при этом заготовки загружают в нагревательную печь 25 для поддержания температуры и (или) нагревания заготовок, например, беря их с разгрузочной площадки 34, если они там имеются, или же из зоны хранения, и держат их внутри печи по меньшей мере в течение надлежащего времени, например, по меньшей мере в течение двух часов, предпочтительно - по меньшей мере в течение трех часов, например, от двух до 15 часов. В некоторых вариантах осуществления предлагаемого изобретения может быть предусмотрено также смешанное накопление в нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок холодных и горячих заготовок.
Поэтому в некоторых вариантах осуществления предлагаемого изобретения, в которых предусмотрен режим управления накоплением заготовок, при котором нагревательную печь 25 для поддержания температуры и (или) нагревания заготовок поддерживают в наполненном состоянии в течение ежедневного рабочего цикла, представляется обеспечивающим преимущество такое решение, при котором обеспечена возможность утилизации всех заготовок, которые накоплены за литейной машиной 11 непрерывного действия, например, после перерывов в процессе литья-прокатки в результате остановок прокатного стана. Эти заготовки подвергают обработке в прокатном стане 12 через постоянные интервалы, запрограммированные по времени, например, в конце ежедневного цикла прокатки.
Таким образом, благодаря, в частности, нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок и разгрузочной площадке 34 предлагаемое изобретение обеспечивает следующие преимущества:
- сведение к минимуму или полное устранение попадания материала в отходы при чрезвычайных ситуациях или в процессе запланированных остановок,
- гарантированный высокий коэффициент выхода, вычисляемый как отношение между массой готовой продукции и массой расплавленного металла, требуемого для получения одной тонны готовой продукции,
- обеспечение повышенной стабильности работы прокатной линии и лучшего размерного качества готовой продукции,
- гарантированная возможность изменения размеров и типа продукции без остановки процесса непрерывной разливки, достижение высокого кпд установки без потери производительности и без ущерба для сталелитейного оборудования в производственной линии «выше по течению»,
- максимальное полезное использование теплосодержания исходного расплавленного металла по всей производственной линии для получения значительной экономии энергии и сокращение текущих затрат по сравнению с известными способами.
Кроме того, благодаря наличию устройства 31 для переноса на подвеске предлагаемое изобретение обеспечивает следующие возможности:
- загружать нагревательную печь 25 для поддержания температуры и (или) нагревания заготовок на загрузочном средстве 29 или на единственном средстве перемещения 35, в зависимости от варианта,
- захватывать заготовки с роликового средства выгрузки 30 или с единственного средства перемещения 35, в зависимости от варианта, нагревательной печи 25 для поддержания температуры и (или) нагревания заготовок, так чтобы затем питать один или большее количество прокатных станов 12а, 112а, 112b, возможно, с приданием заготовкам промежуточного положения на устройстве 40 для поворота заготовок,
- помещать заготовки на разгрузочную площадку 34,
- убирать заготовки с разгрузочной площадкы 34,
- переносить заготовки с одной прокатной линии 112а, 112b на другую.
Таким образом, в управлении заготовками обеспечена максимальная гибкость, и поэтому обеспечена возможность иметь дело с широким спектром разных режимов работы сталелитейной установки 10.
Должно быть понятно, что возможны различные модификации описанных здесь предлагаемых сталелитейной установки 10 и способа производства и (или) дополнения к ним без отхода от духа изобретения и выхода за пределы его объема.
Кроме того, хотя предлагаемое изобретение описано здесь со ссылками только на некоторые конкретные варианты его осуществления, должно быть понятно, что специалист в данной отрасли техники наверняка сможет создать много других эквивалентных вариантов предлагаемых сталелитейной установки и способа производства, признаки которых изложены в формуле изобретения, и следовательно, все эти варианты попадают в объем предлагаемого изобретения.
Изобретение относится к области прокатного производства. Сталелитейная установка содержит литейную машину (11) непрерывного действия, прокатный стан (12), расположенный за упомянутой литейной машиной (11) непрерывного действия, и одно или более средство переноса (19) для перемещения передельных литьевых изделий, при этом с помощью упомянутых средств переноса осуществляют соединение литейной машины (11) непрерывного действия с прокатным станом (12). Кроме того, предлагаемая сталелитейная установка содержит по меньшей мере одну нагревательную печь (25) для поддержания температуры и (или) нагревания заготовок, разгрузочную площадку (34) для передельных литьевых изделий и устройство (31) для переноса на подвеске. Изобретение обеспечивает увеличение производительности и возможность управления технологическим процессом без нарушения непрерывности на предшествующих стадиях производства. 2 н. и 17 з.п ф-лы, 7 ил.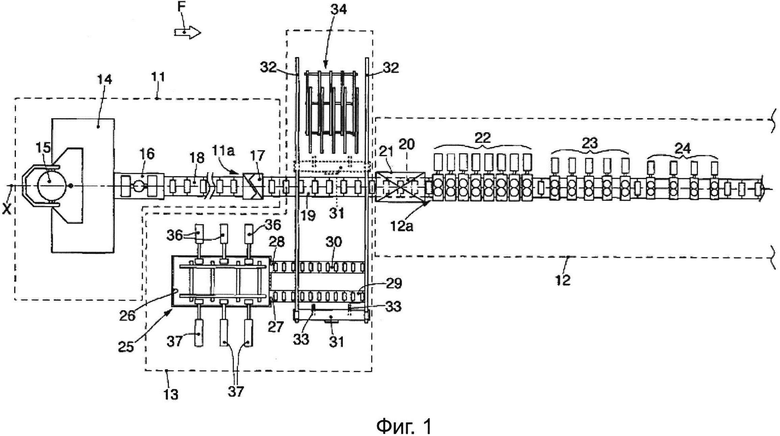
1. Сталелитейная установка для производства длинномерных металлических изделий, содержащая
- литейную машину (11) непрерывного действия,
- прокатный стан (12), расположенный за упомянутой литейной машиной (11) непрерывного действия,
- по меньшей мере одно средство переноса (19) для передельных литьевых изделий, выполненных с возможностью соединения литейной машины (11) непрерывного действия и прокатного стана (12),
отличающаяся тем, что она содержит
- по меньшей мере одну нагревательную печь (25) для поддержания температуры и/или нагревания заготовок для нагревания передельных литьевых изделий, расположенную вблизи или по меньшей мере с частичным перекрытием упомянутых средств переноса (19),
- разгрузочную площадку (34) для передельных литьевых изделий,
- устройство (31) для переноса на подвеске, выполненное с возможностью быстрого перемещения на подвеске передельных литьевых изделий между одним или более средством переноса (19), нагревательной печью (25) для поддержания температуры и/или нагревания заготовок и/или разгрузочной площадкой (34).
2. Установка по п. 1, отличающаяся тем, что упомянутая нагревательная печь (25) для поддержания температуры и/или нагревания заготовок и упомянутая разгрузочная площадка (34) расположены вне литейной машины (11) непрерывного действия и прокатного стана (12) на взаимно противоположных сторонах относительно рабочей оси (X), заданной литейной машиной (11) непрерывного действия и прокатным станом (12), при этом упомянутое устройство (31) для переноса на подвеске выполнено с возможностью перемещения в поперечном направлении относительно упомянутой рабочей оси (X) для обслуживания нагревательной печи (25) для поддержания температуры и/или нагревания заготовок и разгрузочной площадки (34).
3. Установка по п. 1, отличающаяся тем, что упомянутая нагревательная печь (25) для поддержания температуры и/или нагревания заготовок расположена по меньшей мере с частичным перекрытием с упомянутым одним или более средством переноса (19) между литейной машиной (11) непрерывного действия и прокатным станом (12), а упомянутая разгрузочная площадка (34) расположена сбоку от упомянутой литейной машины (11) непрерывного действия, при этом упомянутое устройство (31) для переноса на подвеске выполнено с возможностью перемещения в поперечном направлении относительно упомянутой рабочей оси (X) с обеспечением возможности его скольжения над упомянутой литейной машиной (11) непрерывного действия и над упомянутым прокатным станом (12).
4. Установка по п. 2 или 3, отличающаяся тем, что упомянутая литейная машина (11) непрерывного действия и упомянутый прокатный стан (12) содержат соответственно одну литейную линию (11а) и одну прокатную линию (12а), ориентированные по упомянутой рабочей оси (X) и соединенные друг с другом с помощью средства переноса (19), при этом упомянутая разгрузочная площадка (34) расположена сбоку вблизи упомянутого средства переноса (19), а упомянутое устройство (31) для переноса на подвеске выполнено с возможностью скольжения, по меньшей мере, над упомянутым средством переноса (19) и упомянутой разгрузочной площадкой (34) в поперечном направлении относительно упомянутой рабочей оси (X).
5. Установка по п. 2 или 3, отличающаяся тем, что упомянутая литейная машина (11) непрерывного действия и упомянутый прокатный стан (12) содержат соответственно две литейные линии (111а и 111b) и две прокатные линии (112а и 112b), ориентированные, по меньшей мере, по рабочему направлению (F, Fa, Fb), задающему направление потока материала от литейной машины (11) непрерывного действия до прокатного стана (12), которые соединены двумя средствами переноса (19), при этом упомянутая разгрузочная площадка (34) расположена сбоку вблизи одного из упомянутых средств переноса (19), а упомянутое устройство (31) для переноса на подвеске выполнено с возможностью скольжения, по меньшей мере, над упомянутыми средствами переноса (19) и упомянутой разгрузочной площадкой (34).
6. Установка по п. 5, отличающаяся тем, что упомянутые две литейные линии (111а и 111b) и по меньшей мере первые участки упомянутых двух прокатных линий (112а и 112b) выполнены расходящимися друг от друга по соответствующим рабочим направлениям (Fa и Fb) относительно упомянутой рабочей оси (X), при этом она содержит устройство (40) для поворота заготовок, расположенное в промежуточной зоне между средствами переноса (19) и выполненное с возможностью переориентации передельных литьевых изделий для их расположения параллельно упомянутой рабочей оси (X), при этом упомянутое устройство (31) для переноса на подвеске выполнено с возможностью перемещения передельных литьевых изделий по направлению к упомянутому устройству (40) для поворота заготовок и от него.
7. Установка по п. 5, отличающаяся тем, что упомянутые две литейные линии (111а и 111b) и упомянутые две прокатные линии (112а и 112b) расположены параллельно друг другу и упомянутой рабочей оси (X).
8. Установка по любому из пп. 1-3 или 6-7, отличающаяся тем, что упомянутое устройство (31) для переноса на подвеске снабжено захватными и опорными элементами (33), выполненными с возможностью их перемещения в вертикальном направлении для захвата передельных литьевых изделий и обеспечения для них опоры при их перемещении.
9. Установка по п. 4, отличающаяся тем, что упомянутое устройство (31) для переноса на подвеске снабжено захватными и опорными элементами (33), выполненными с возможностью их перемещения в вертикальном направлении для захвата передельных литьевых изделий и обеспечения для них опоры при их перемещении.
10. Установка по п. 5, отличающаяся тем, что упомянутое устройство (31) для переноса на подвеске снабжено захватными и опорными элементами (33), выполненными с возможностью их перемещения в вертикальном направлении для захвата передельных литьевых изделий и обеспечения для них опоры при их перемещении.
11. Установка по п. 5, отличающаяся тем, что упомянутое устройство (31) для переноса на подвеске выполнено с возможностью перемещения в направлении, перпендикулярном упомянутой рабочей оси (X) и/или по меньшей мере одному рабочему направлению (F, Fa, Fb).
12. Способ производства длинномерных металлических изделий, включающий непрерывную разливку, последующую прокатку и перемещение передельных литьевых изделий с помощью по меньшей мере одного средства переноса (19) от места непрерывного литья до места прокатки, отличающийся тем, что осуществляют следующие операции:
- поддерживают температуру передельных литьевых изделий и/или подвергают их нагреванию в нагревательной печи (25) для поддержания температуры и/или нагревания заготовок по меньшей мере у одного средства переноса (19) между литьем и прокаткой,
- разгружают передельные литьевые изделия на разгрузочную площадку (34),
- осуществляют быстрое перемещение передельных литьевых изделий на подвеске между по меньшей мере одним средством переноса (19), нагревательной печью (25) для поддержания температуры и/или нагревания заготовок и/или разгрузочной площадкой (34).
13. Способ по п. 12, отличающийся тем, что после размещения передельных литьевых изделий на одном или более средстве переноса (19) и перед перемещением этих передельных литьевых изделий к упомянутой нагревательной печи (25) для поддержания температуры и/или нагревания заготовок осуществляют перемещение этих передельных литьевых изделий на подвеске к разгрузочной площадке (34).
14. Способ по п. 12 или 13, отличающийся тем, что передельные литьевые изделия перемещают к упомянутой нагревательной печи (25) для поддержания температуры и/или нагревания заготовок, когда эта нагревательная печь (25) для поддержания температуры и (или) нагревания заготовок пуста и частично наполнена, до полного заполнения.
15. Способ по п. 12 или 13, отличающийся тем, что на основе ежедневного производственного цикла нагревательную печь (25) для поддержания температуры и/или нагревания заготовок поддерживают полностью заполненной передельными литьевыми изделиями, а выгрузку других передельных литьевых изделий при необходимости осуществляют на разгрузочную площадку (34), при этом в конце производственного цикла передельные литьевые изделия удаляют из нагревательной печи (25) для поддержания температуры и/или нагревания заготовок и с разгрузочной площадки (34) и подвергают эти передельные литьевые изделия прокатке.
16. Способ по п. 14, отличающийся тем, что на основе ежедневного производственного цикла нагревательную печь (25) для поддержания температуры и /или нагревания заготовок поддерживают полностью заполненной передельными литьевыми изделиями, а выгрузку других передельных литьевых изделий при необходимости осуществляют на разгрузочную площадку (34), при этом в конце производственного цикла передельные литьевые изделия удаляют из нагревательной печи (25) для поддержания температуры и/или нагревания заготовок и с разгрузочной площадки (34) и подвергают эти передельные литьевые изделия прокатке.
17. Способ по любому из пп. 12-13 или 16, отличающийся тем, что передельные литьевые изделия выдерживают в нагревательной печи (25) для поддержания температуры и/или нагревания заготовок в течение по меньшей мере двух часов, предпочтительно - в течение по меньшей мере трех часов.
18. Способ по п. 14, отличающийся тем, что передельные литьевые изделия выдерживают в нагревательной печи (25) для поддержания температуры и/или нагревания заготовок в течение по меньшей мере двух часов, предпочтительно - в течение но меньшей мере трех часов.
19. Способ по п. 15, отличающийся тем, что передельные литьевые изделия выдерживают в нагревательной печи (25) для поддержания температуры и/или нагревания заготовок в течение по меньшей мере двух часов, предпочтительно - в течение по меньшей мере трех часов.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СХОЖДЕНИЯ УПРАВЛЯЕМЫХ КОЛЕС АВТОМОБИЛЯ В ПРОЦЕССЕ ДВИЖЕНИЯ | 2009 |
|
RU2410272C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ЛЕНТ ИЛИ ПРОФИЛЕЙ ИЗ ПОЛУЧЕННОГО НЕПРЕРЫВНОЙ РАЗЛИВКОЙ ПОЛУФАБРИКАТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2108877C1 |
| Устройство для направления проката на два потока | 1985 |
|
SU1338917A1 |

