Область техники, к которой относится изобретение
Настоящее изобретение относится к способу литья и литейно-прокатному агрегату непрерывного процесса, действующему в полунепрерывном (полубесконечном) режиме, с целью получения изделий длинномерного металлического проката, такого как полоса, пруток, балочная заготовка, рельс или, в общем, прокатного профиля, начиная от высокоскоростного и высокопроизводительного непрерывного литья материала.
Уровень техники
Установкам непрерывного литья с разливкой в один ручей, известным в данной области техники и предназначенным для производства длинномерного проката, присущи серьезные ограничения, заключающиеся в том, что по причинам, по существу связанным с функциональными ограничениями и характеристиками компонентов, производительность таких установок, как правило, не превосходит 25-40 т/ч. Следовательно, для получения более высокой производительности необходимо увеличивать число ручьев разливки металла, связанных с одним и тем же прокатным станом, которое может доходить до 8 и более. Это влечет за собой, среди прочего, необходимость передачи слитков или блюмов, выходящих с различных ручьев разливки, в одну точку входа в нагревательную печь и, следовательно, потери слитками температуры при такой передаче.
Следствием этого является необходимость в значительном количестве энергии для питания нагревательной печи, которая должна восстанавливать потери температуры и поднимать температуру от значения, действующего на входе в печь, которое составляет от 650°С до 750°С, до значения, приемлемого для осуществления прокатки, которое равно приблизительно 1100°С.
Кроме того, необходимость переноса отрезков слитков или блюмов с различных ручьев разливки металла в точку, где они вводятся в печь, накладывает ограничения на длину, а значит и на вес: длина слитков при этом составляет 12-14 м, максимум до 16 м, а вес в среднем равняется 2-3 т.
Указанные требования и ограничения процесса являются главной причиной увеличения расхода энергии на нагревание слитков и ухудшения общей пропускной способности установки (при одной и той же производительности, тонн/час, которую необходимо обеспечить) как из-за больших размеров разливочных устройств, которые требуются для обслуживания нескольких ручьев разливки, так и из-за большого числа слитков, которые подлежат обработке, следствием чего также является большой объем обрезки головных частей слитков на входе в клети прокатного стана и образование большого количества некондиционных коротких отрезков слитков.
Раскрытие изобретения
Поэтому одна из задач настоящего изобретения состоит в осуществлении непрерывного литейно-прокатного процесса в полунепрерывном (полубесконечном) режиме (то есть с порезкой продукта литья на мерные отрезки) для длинномерных изделий и усовершенствовании соответствующего производственного агрегата, который при использовании только одного ручья разливки металла позволяет увеличить производительность по сравнению с известными аналогичными агрегатами.
Другая задача настоящего изобретения заключается в максимальном использовании энтальпии, которой обладает исходная жидкая сталь, на всей технологической линии с целью снижения потерь температуры во времени между моментом резки продукта литья в размер и передачей его на операцию прокатки с целью получения значительной экономии энергии и снижения эксплуатационных расходов по сравнению с традиционными процессами.
Еще одна задача настоящего изобретения состоит в том, чтобы обеспечить возможность справляться с остановками прокатного стана, по существу без прерывания процесса разливки и, следовательно, без производственных потерь и влияния на предшествующие сталелитейные операции.
Также задача настоящего изобретения состоит в сведении к минимуму или исключению выведения материала в отходы в аварийных ситуациях или во время плановых остановок и таким образом в полном превращении материала в изделия, который в таких ситуациях временно накапливается в промежуточной точке технологической линии.
Задачи изобретения также предполагают:
- снизить капитальные затраты за счет уменьшения числа ручьев разливки металла при той же самой производительности;
- гарантировать увеличение отдачи (выхода годных изделий), которая представляет собой отношение веса конечной продукции к весу жидкой стали, потребной для изготовления тонны продукции;
- снизить вероятность попадания камней во время прокатки за счет уменьшения числа точек входа в прокатный стан;
- повысить устойчивость прокатного стана и улучшить качество готовых изделий в отношении точности размеров;
- теснее приблизить показатели полунепрерывного процесса к показателям непрерывного процесса, то есть не прибегая к конструкции, обеспечивающей непрерывный переход от машины непрерывной разливки металла к прокатному стану;
- гарантировать возможность варьирования выпускаемых изделий по размерам и типу без остановки непрерывной разливки металла и получить более высокий коэффициент использования агрегата.
Настоящее изобретение задумано, разработано и проверено на предмет решения поставленной задачи и иных задач, получения полезных качеств, а также преодоления недостатков, свойственных существующим техническим решениям.
Идея изобретения изложена в независимых пунктах формулы изобретения, при этом варианты осуществления идеи сформулированы в зависимых пунктах.
Литейно-прокатный агрегат непрерывного процесса для производства изделий длинномерного металлического проката, действующий в полунепрерывном (полубесконечном) режиме, согласно настоящему изобретению содержит машину для непрерывной разливки металла в один ручей, с кристаллизатором, пригодным для высокоскоростного и высокопроизводительного литья жидкой стали (для примера, с производительностью от 35 до 200 т/ч).
Под высокоскоростным литьем подразумевается, что машина непрерывной разливки может выдавать литой продукт (слиток), в зависимости от его толщины, со скоростью приблизительно от 3 м/мин до 9 м/мин.
Желательно, чтобы кристаллизатор производил слиток по существу прямоугольного профиля (сечения) или, в любом случае, уширенного профиля, то есть профиля, у которого один размер преобладает над другим, который в дальнейшем, в общем смысле, называется «блюм» (bloom).
В описании и формуле изобретения под термином «блюм» (bloom) подразумевается изделие прямоугольного сечения, в котором отношение длинной стороны сечения к короткой стороне находится в интервале от 1,02 до 4, то есть указанное отношение соответствует сечениям от квадрата до прямоугольника, у которого длинная сторона в 4 раза больше короткой стороны.
Согласно настоящему изобретению профиль получаемых изделий не ограничивается четырехгранником с прямыми параллельными сторонами (с 2 парами сторон), но также может представлять собой сечения, обладающие, по меньшей мере, криволинейной, выпуклой или вогнутой стороной, при этом желательно (но не обязательно), чтобы в двух указанных парах противоположные стороны имели зеркальную геометрию или было сочетание вышеупомянутых геометрических форм.
Прямоугольное сечение имеет большую площадь, нежели квадратное, с той же высотой, таким образом, осуществляя литье профилей такого типа, при одинаковой скорости литья можно получить более высокую пропускную способность (производительность) агрегата, т.е. большее число тонн материала, перерабатываемого в единицу времени.
Согласно настоящему изобретению сечение литой заготовки по существу прямоугольной формы имеет площадь, равную площади квадрата с эквивалентными сторонами от 100 мм до 300 мм.
Для примера, блюмы, получаемые непрерывным литьем, в соответствии с изобретением могут иметь различные размеры сечения, которые представлены следующим рядом: 100 мм × 140 мм, 100 мм × 160 мм, 130 мм × 180 мм, 130 мм × 210 мм, 140 мм × 190 мм, 160 мм × 210 мм, 160 мм × 280 мм, 180 мм × 300 мм, 200 мм × 320 мм, или можно получать блюмы промежуточных размеров. В случае производства средних профилей могут быть использованы сечения даже больших размеров, например, 300 мм × 400 мм или аналогичные.
Следовательно, настоящее изобретение дает возможность при той же самой производительности сократить необходимое число ручьев разливки металла на машине до одного и, таким образом, получить увеличенную отдачу (выход годных изделий) и общую пропускную способность благодаря тому факту, что оказывается возможным использовать разливочное устройство меньшего объема с меньшим расходом огнеупорного материала.
После машины непрерывной разливки прокатная линия также содержит режущие средства для порезки блюмов в размер, на отрезки требуемой длины. Под требуемой длиной отрезков подразумевается длина в интервале от 16 м до 150 м, желательно от 16 м до 80 м, а оптимально от 40 м до 60 м. Оптимальный размер отрезка блюма в каждом случае определяют, исходя из типа продукции и режимов процесса, способом, который более подробно рассматривается ниже.
После разливочной машины располагается установка (печь) для выдерживания и/или возможного нагревания блюмов, в которую напрямую поступают порезанные в размер отрезки блюмов, имеющие среднюю температуру, по меньшей мере, 1000°С, а в предпочтительном случае - температуру в интервале приблизительно от 1100°С до 1150°С. Средняя температура блюма при его выходе из печи составляет приблизительно от 1050°С до 1180°С.
В некоторых вариантах осуществления (не являющихся ограничительными для объема изобретения) на выходе печи для выдерживания и/или возможного нагревания блюмов или в любом случае после указанной печи располагается индуктор, функция которого заключается в приведении температуры отрезков блюмов к значениям, приемлемым для прокатки, по меньшей мере, в тех случаях, когда температура блюмов на выходе из печи составляет около 1050°С или менее.
Индуктор может располагаться или дополнительно располагаться в промежуточном месте между клетями прокатного стана.
Согласно отличительному признаку настоящего изобретения оси разливочной машины и прокатного стана смещены друг относительно друга и параллельны между собой, именно поэтому рассматриваемая компоновка пригодна для осуществления процесса полунепрерывного (полубесконечного) типа.
Согласно отличительному признаку настоящего изобретения установка для выдерживания и/или возможного нагревания блюмов содержит печь с поперечной передачей блюмов, которая связывает литейную линию, расположенную на первой оси, с линией прокатки, расположенной на второй оси, которая, как уже говорилось, смещена относительно первой оси и параллельна ей. Конструкция печи с поперечной передачей позволяет компенсировать различие в производительности машины для непрерывной разливки и прокатного стана.
Печь с поперечной передачей имеет длину, которая в конкретных случаях может варьировать в диапазоне, по меньшей мере, от 16 м до 150 м, желательно - от 16 м до 80 м, но согласно другому отличительному признаку настоящего изобретения в каждом случае указанная длина подлежит определению с целью оптимизации характеристик процесса, что более подробно будет рассмотрено ниже.
В частности, длина печи является определяющим параметром при планировании размеров литейно-прокатного агрегата, в том отношении, что это параметр, позволяющий установить оптимальный компромисс между производительностью (пропускной способностью), энергопотреблением, вместимостью накопителя, общей массой материала и т.п., что также более подробно будет рассмотрено ниже.
В предпочтительном варианте осуществления изобретения печь с поперечной передачей разделена на две секции: первую секцию, ось которой совпадает с осью разливочной машины и которая работает в темпе разливочной машины, что позволяет непрерывно вводить в печь отрезки блюмов, получаемые непрерывно при разливке металла, и вторую, выходную секцию, ось которой совпадает с осью прокатного стана и которая работает в темпе прокатного стана, расположенного после печи. Это позволяет подавать отрезки блюма в прокатный стан, используя конструкцию, не предусмотренную для реализации непрерывного (бесконечного) процесса.
Таким образом, когда рассматриваемый литейно-прокатный агрегат работает в нормальных условиях, процессы непрерывной разливки и прокатки могут осуществляться, по существу, как «непрерывный» процесс, близкий к «бесконечному» режиму, несмотря на то, что работа производится с отрезками слитка, порезанного в размер, и с прокаткой на линии, ось которой смещена по отношению к оси машины непрерывной разливки.
Печь с поперечной передачей также действует в качестве накопителя блюмов, например, когда необходимо парировать прерывание процесса прокатки, вызванное аварией или плановой заменой валков или переходом на другой тип изделий, и, таким образом, избежать потерь материала и энергии, а самое главное, избежать прерывания процесса литья. Печь позволяет организовать буферное время до 60-80 мин (при максимальной скорости литья) и более; в любом случае при проектировании литейно-прокатного агрегата это время может быть сделано различным.
Наличие накопителя позволяет значительно увеличить коэффициент использования литейно-прокатного агрегата.
Благодаря буферной емкости печи общая отдача также увеличивается по следующим причинам:
- снижается число случаев повторного запуска разливки или вообще такие случаи исключаются, что влечет за собой экономию материала, который мог бы уходить в отходы в начале и в конце разливки;
- сталь, которая в момент случайной остановки прокатного стана, например, из-за попадания камня, должна излиться из разливочного устройства (при этом жидкая сталь загружается в кристаллизатор), не придется измельчать в начале прокатного стана и отправлять в отходы, также данная сталь не останется и в разливочном ковше - оставшуюся сталь часто не удается вернуть в технологический процесс;
- в случае случайной остановки прокатного стана блюм, уже захваченный одной или несколькими клетями, можно вернуть внутрь печи и сохранить там при требуемой температуре, при этом исключается необходимость измельчения блюма и, следовательно, потери материала.
Согласно настоящему изобретению оптимальную длину блюма, а следовательно, и длину печи с поперечным переносом, которая должна вмещать такой блюм, выбирают из условия минимума функции потерь - линейной комбинации тепловых потерь в печи и потерь материала, связанных с обрезкой слитков, образованием коротких слитков и возникновением заторов в прокатном стане (попаданием камней).
В соответствии с одним примером расчета указанная функция потерь выражается формулой:
F(E,Y)=ke·E+ky·Y,
где член ke·Е представляет экономические потери, связанные с расходом энергии на поддержание температуры и/или возможное нагревание слитков (блюмов) и прямо пропорциональные длине Lb блюма, в то время как член ky·Y представляет экономические потери, связанные с обрезкой слитков, образованием коротких слитков и возникновением заторов в прокатном стане, и обратно пропорциональные Lb.
Следовательно, записывая функцию потерь как функцию одной переменной, например, длины блюма, подлежащего обработке, и определяя минимум указанной функции, можно найти оптимальную длину блюма. Оптимальная длина печи с поперечной передачей будет, по меньшей мере, равна длине блюма; но для надежности желательно ввести достаточный запас, который учитывает отступления от допуска при порезке блюмов, а также необходимые размерные и конструктивные поправки.
Таким образом, можно определить оптимальные рабочие условия для координирования работы машины непрерывной разливки и прокатного стана.
В одном варианте осуществления изобретения (который не является ограничительным), литейно-прокатный агрегат содержит дополнительную установку редуцирования, состоящую, по меньшей мере, из одной прокатной клети, назначение которой вернуть уширенный профиль к квадратной, круглой или овальной форме или в любом случае к форме менее широкой, чем начальный профиль, и сделать блюм пригодным для подачи в прокатный стан.
Дополнительную установку располагают непосредственно после машины непрерывной разливки металла, когда скорость блюма на входе в первую клеть составляет приблизительно от 0,05 м/с (или менее) до 0,08 м/с. Поскольку совершается обжатие только что отлитого материала, с горячей сердцевиной, данная операция выигрышна с точки зрения затрат энергии на обжатие.
С другой стороны, если скорость блюма на входе в первую клеть составляет приблизительно от 0,08 м/с до 0,1 м/с (или выше), указанную установку располагают после печи с поперечной передачей, то есть в начале прокатного стана.
Настоящее изобретение также касается процесса прокатки для получения длинномерных изделий. При этом указанный процесс содержит этап непрерывного литья блюмов, этап температурного выдерживания и/или возможного нагревания и этап прокатки, который следует за этапом температурного выдерживания и/или возможного нагревания.
Согласно отличительному признаку настоящего изобретения этап температурного выдерживания и/или возможного нагревания предусмотрен для сохранения множества порезанных в размер отрезков блюма внутри печи, где организована поперечная передача указанных отрезков. Такое сохранение предусматривается на время, которое зависит от размеров печи по длине и ширине, и определяется таким образом, чтобы оптимизировать функциональную связь между операциями непрерывного литья и прокатки. Таким образом, между литьем и прокаткой рассматриваемый процесс предусматривает накопитель, где могут оставаться блюмы, то есть предусматривает буферное время, которое определяется на стадии проектирования литейно-прокатного агрегата, и может варьировать от 30 мин до 60-80 мин или более при максимальной скорости литья. Указанное время рассчитывается, исходя из условий работы агрегата и/или максимального числа блюмов, которое может быть аккумулировано в печи, а также исходя из сечения и длины блюма.
В других вариантах осуществления изобретения литейно-прокатный агрегат содержит первое устройство для удаления окалины перед печью с поперечной передачей и/или второе устройство для удаления окалины после печи с поперечной передачей.
Краткое описание чертежей
Указанные и иные отличительные особенности настоящего изобретения будут понятны из последующего описания предпочтительных вариантов его осуществления, изложенных в виде примеров, которые не носят ограничительного характера, со ссылками на прилагаемые чертежи, на которых:
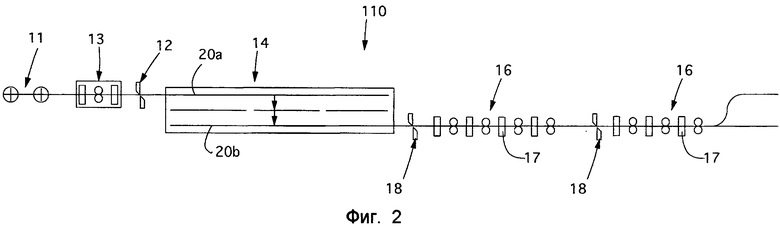
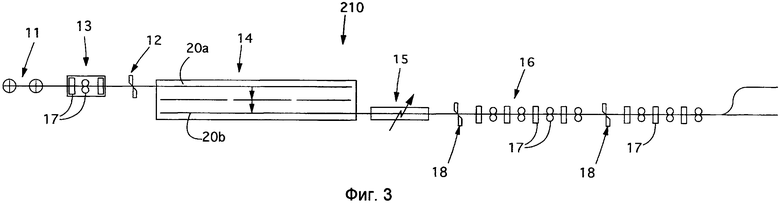
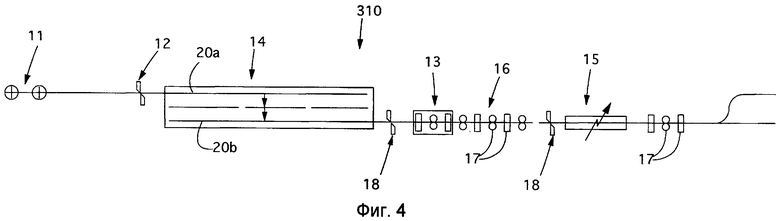
фиг.1-4 изображают четыре возможных варианта компоновки литейно-прокатного агрегата, соответствующего настоящему изобретению;
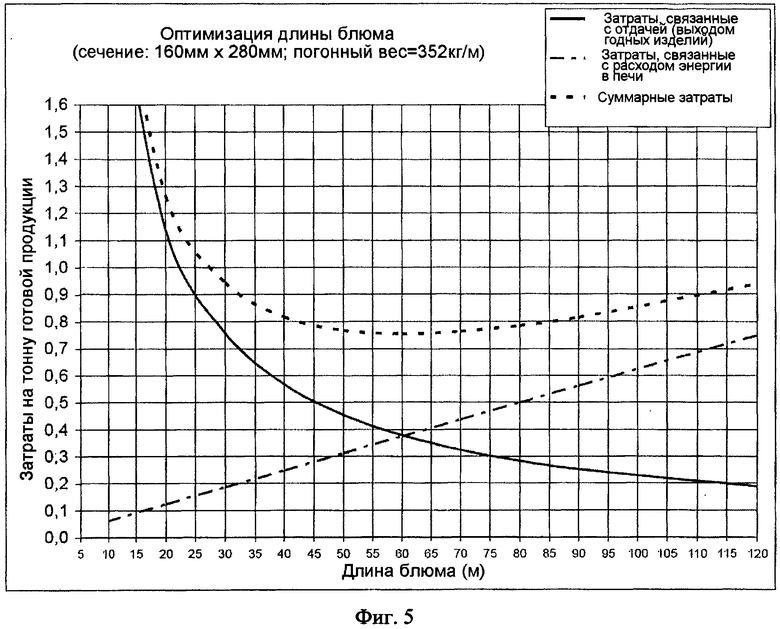
фиг.5 представляет собой график для расчета оптимальной длины отрезка блюма, соответствующий настоящему изобретению;
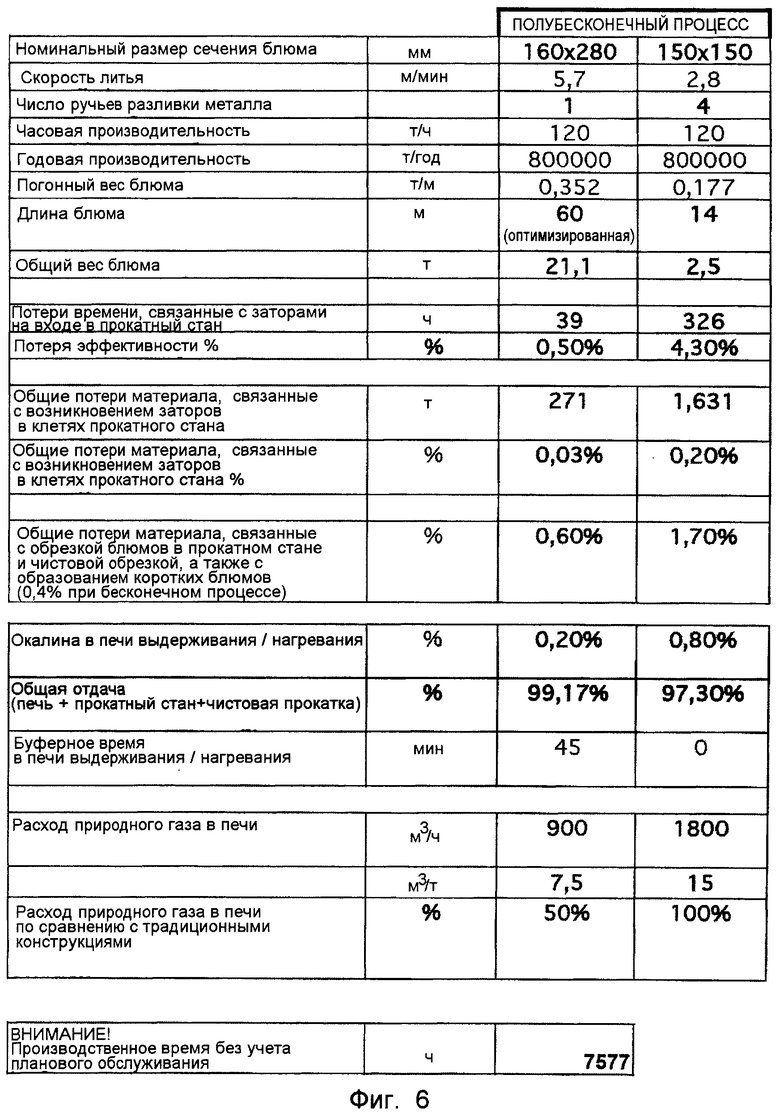
фиг.6 показывает числовой пример определения размеров с использованием графика фиг.5;
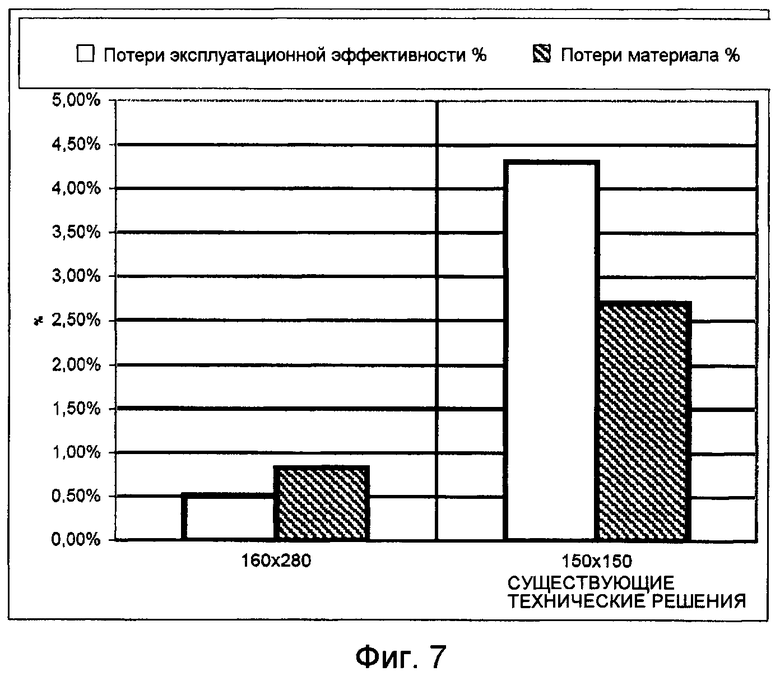
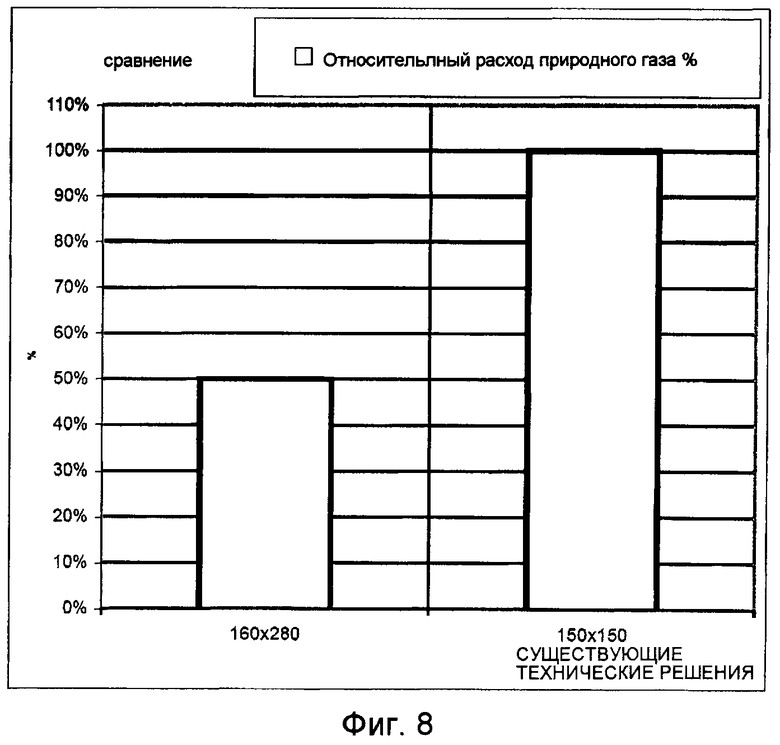
фиг.7 и 8 показывают экономию на примерах эксплуатационной эффективности и расхода природного газа для конструкции, предлагаемой в настоящем изобретении, и для традиционной конструкции с несколькими ручьями разливки металла и длиной блюма, меньшей 16 м;
фиг.9-12 изображают примеры некоторых различных профилей (сечений), которые могут быть получены на литейно-прокатных агрегатах фиг.1-4.
Осуществление изобретения
На фиг.1 показан первый пример компоновки 10 агрегата для производства длинномерных изделий проката, соответствующего настоящему изобретению.
Агрегат с компоновкой 10, приведенной на фиг.1, содержит среди представленных основных компонентов машину 11 непрерывной разливки металла с одним ручьем разливки, в которой используется кристаллизатор или иное устройство, подходящее для литья слитков или блюмов (bloom) различных форм и размеров, главным образом, прямоугольного сечения с прямыми, криволинейными, выпуклыми или вогнутыми сторонами, или иной формы. Некоторые примеры профилей (сечений), которые могут быть отлиты при использовании настоящего изобретения, показаны на фиг.9-12, на которых соответственно представлено прямоугольное сечение с прямыми и параллельными сторонами (фиг.9), сечение с выпуклыми короткими сторонами и прямыми и параллельными длинными сторонами (фиг.10), сечение с короткими сторонами, вогнутыми в середине, и прямыми и параллельными длинными сторонами (фиг.11), а также сечение с вогнутыми короткими сторонами и прямыми и параллельными длинными сторонами (фиг.12).
Машина 11 непрерывной разливки располагается на оси, которая смещена относительно оси линии прокатки и параллельна ей и которая в свою очередь определяется прокатным станом 16, расположенным после машины 11. При этом имеется возможность организации прерывистого или полунепрерывного (полубесконечного) процесса, но с показателями, очень близкими к показателям непрерывного (бесконечного) процесса. Из дальнейшего будет понятно, что согласно настоящему изобретению это достигается благодаря определенному выбору значений параметров.
Желательно, чтобы машина 11 непрерывной разливки металла была высокопроизводительной и могла обеспечивать скорость литья от 3 до 9 м/мин в зависимости от типа продукции (сечения профиля, качества стали, конечного изделия, которое должно быть получено, и т.д.), а также могла выполнять литье уширенных профилей, т.е. профилей, у которых один из размеров преобладает над другим и отношение размеров предпочтительно составляет от 1,02 до 4.
В частности, машина 11 непрерывной разливки позволяет получить производительность в интервале от 35 т/ч до 200 т/ч.
Для примера, размеры профилей, литье которых может производиться, могут быть выбраны из следующего ряда: 100 мм × 140 мм, 100 мм × 160 мм, 130 мм × 180 мм, 130 мм × 210 мм, 140 мм × 190 мм, 160 мм × 210 мм, 160 мм × 280 мм, 180 мм × 300 мм, 200 мм × 320 мм или могут быть выбраны промежуточные размеры. В случае производства средних профилей могут быть использованы сечения даже больших размеров, например, 300 мм × 400 мм или аналогичные.
Преимущество заключается в том, что при равной высоте или толщине сечения профили такого типа позволяют получать блюмы большого веса.
После машины 11 непрерывной разливки находятся средства 12 для порезки слитков в размер, например, ножницы или кислородно-ацетиленоый газовый резак, который разрезает полученный блюм на отрезки требуемой длины. Предпочтительно, чтобы производилась резка блюма на отрезки длиной, в 1-10 раз превышающей длину блюмов, получаемых в существующих литейно-прокатных агрегатах. Предпочтительная длина блюмов согласно настоящему изобретению составляет от 16 до 150 м, желательно от 16 до 80 м, а оптимально от 40 до 60 м. Таким образом, получаются блюмы большего веса, который в 5-20 раз превышает вес блюмов, получаемых в существующих литейно-прокатных агрегатах. Вес блюма согласно настоящему изобретению составляет от 10 до 100 т.
Таким образом, несмотря на то, что конструкция литейно-прокатных агрегатов с компоновками 10, 110, 210, 310 предусматривает работу в полунепрерывном (полубесконечном) режиме, в том смысле, что работа начинается с порезанных в размер сегментов блюма, такие блюмы очень большой длины и очень большого погонного веса позволяют агрегату при нормальных условиях работы функционировать по существу в непрерывном (бесконечном) режиме и достигать показателей, очень близких к показателям непрерывного режима.
В вариантах компоновки 110 и 210, показанных на фиг.2 и 3 (где идентичные или эквивалентные компоненты обозначены одинаковыми номерами), имеется дополнительная установка 13 редуцирования/чернового обжатия, в общем, состоящая из 1-4 прокатных клетей, а в данном конкретном случае из трех клетей 17 с чередованием направления обжатия - вертикальное/горизонтальное/вертикальное или вертикальное/вертикальное/горизонтальное. В некоторых случаях также возможно использование только одной клети вертикального обжатия. Указанные клети 17 используются, чтобы вернуть уширенное сечение слитка к квадратному, круглому или овальному сечению или, по меньшей мере, к сечению менее широкому, чем начальное сечение слитка, так чтобы сделать слиток пригодным для прокатки в расположенном далее прокатном стане 16. Несмотря на то, что согласно чертежам число клетей равняется 3, следует понимать, что число прокатных клетей можно выбирать от 1 до 4 в зависимости от общих конструктивных параметров технологической линии и изделий, которые должны производиться способом непрерывного литья.
Наилучшее положение дополнительной установки 13 редуцирования/чернового обжатия в технологической линии (в промежутке между выходом разливочной машины и входом в прокатный стан 16) определяют в зависимости от скорости, которая может быть получена на входе в первую клеть установки. Например, если указанная скорость составляет от 3 до 4,8 м/мин (от 0,05 до 0,08 м/с), установку 13 располагают непосредственно после машины 11 непрерывной разливки, перед средствами 12 резки блюма в размер, однако если скорость на входе в клеть имеет большее значение, например, от 5 до 9 м/мин, то дополнительную установку 13 располагают в начале прокатного стана 16 после печи 14, которая предназначена для нагревания и/или выдерживания слитков и которая будет рассмотрена ниже.
Другим параметром, который может обусловить размещение дополнительной установки 13 редуцирования/чернового обжатия непосредственно после машины непрерывной разливки и перед средствами 12 резки, является энергетический фактор.
Когда первое сокращение сечения слитка осуществляется непосредственно после операции непрерывного литья, сразу после смыкания конуса расплавленного металла, расход энергии снижается, поскольку редуцирование сечения производится у продукта с еще очень горячей сердцевиной, и, следовательно, возможно применение меньшего усилия для обжатия и использование менее мощных клетей, потребляющих меньше энергии.
После машины непрерывной разливки металла располагается печь 14 выдерживания и/или возможного нагревания блюмов, осуществляющая их горизонтальное поперечное перемещение. Указанная печь вдоль первой оси принимает отрезки блюма, которые подаются с литейной операции и уже порезаны в размер средствами 12 резки, и передает их вдоль второй оси, которая параллельна первой оси, в прокатный стан 16, расположенный после печи 14.
Полезный эффект состоит в том, что имеется только один ручей высокопроизводительной разливки, который позволяет напрямую подавать в печь 14 выдерживания и/или возможного нагревания блюмы со средней температурой, по меньшей мере, 1000°С, а в предпочтительном варианте с температурой от 1100°С до 1150°С. Зато средняя температура блюма при его выходе из печи составляет приблизительно от 1150°С до 1180°С.
Видно, что во всех компоновках фиг.1-4 линия прокатки смещена относительно линии литья и параллельна последней. При этом печь 14 выдерживания и/или возможного нагревания содержит первую секцию 20а перемещения, ось которой совпадает с осью литья, и вторую секцию 20b перемещения, ось которой совпадает с осью прокатки. Внутри печи 14 выдерживания и/или возможного нагревания осуществляется необходимая поперечная связь благодаря наличию устройств, которые в чертежах не показаны, но которые переправляют отрезки блюма из секции 20а перемещения в секцию 20b перемещения, а также выгружают отрезки блюма по оси 20b, так чтобы подать их на прокатный стан 16, расположенный после печи 14.
Печь 14 выдерживания и/или возможного нагревания не только обеспечивает поперечную связь между двумя смещенными линиями, но также выполняет, по меньшей мере, следующие функции и работает в следующих режимах:
- действует только в качестве камеры для поддержания температуры блюмов. В такой конфигурации печь гарантирует поддержание температуры загруженного материала в промежутке между входом и выходом;
- действует в качестве нагревательной печи для блюмов. В такой конфигурации печь 14 увеличивает температуру загруженного материала в промежутке между входом и выходом, например, чтобы восстановить потерю температуры, если установка 13 редуцирования установлена непосредственно после литейной операции.
Как было сказано, печь 14 с поперечной передачей разделена на две секции: первую секцию 20а перемещения на входе, которая действует в том темпе, в котором работает машина 11 непрерывной разливки, и вторую секцию 20b перемещения на выходе, которая действует в темпе работы прокатного стана 16, расположенного после печи.
В частности, секции 20а и 20b перемещения содержат соответствующие внутренние рольганги, причем ось первого совпадает с осью рольганга машины 11 непрерывной разливки, а ось второго - с осью рольганга, питающего прокатный стан 16. Указанные две секции перемещения, или рольганги, 20а, 20b действуют синхронно с машиной 11 непрерывной разливки и, соответственно, с прокатным станом 16, в то время как перемещение отрезков блюмов с одного рольганга на другой обеспечивается устройствами (не показаны) поперечной передачи, которые подают/убирают блюмы.
Печь 14 выдерживания и/или возможного нагревания слитков функционирует также в качестве накопителя с поперечной передачей, который может компенсировать различия в производительности машины 11 непрерывной разливки и установленного далее прокатного стана 16.
Кроме того, если имеет место прерывание работы прокатного стана из-за аварии, или для плановой замены валков, или перехода на другой тип изделий, подающие устройства продолжают аккумулировать поступающие блюмы, пока внутреннее буферное пространство не окажется заполненным, в то время как устройства уборки блюмов продолжают стоять.
Когда прокатный стан возобновляет свое действие, устройства уборки снова начинают цикл нормальной работы, в то время как подающие устройства продолжают по-прежнему передавать блюмы с входного рольганга на выходной рольганг.
Как было сказано, печь 14 выдерживания и/или возможного нагревания слитков дает возможность выполнять переход с одного типа продукции на другой путем замены некоторых или всех клетей прокатного стана 16, предоставляя до 60 мин буферного времени. При этом нет необходимости останавливать машину непрерывной разливки металла.
Оптимальную длину блюмов можно установить из условия минимума функции потерь - линейной комбинации тепловых потерь в печи 14 выдерживания и/или возможного нагревания и потерь материала, связанного с обрезкой блюмов, образованием коротких блюмов и возникновением заторов.
Для примера, такая функция может быть записана в следующем виде:
F(E,Y)=ke·E+ky·Y,
где член ke·Е представляет экономические потери, связанные с расходом энергии на поддержание температуры и/или возможное нагревание блюмов и прямо пропорциональные длине Lb блюма: Е=fe * Lb, (кВт*ч/т продукции), в то время как член ky·Y представляет экономические потери, связанные с обрезкой блюмов, образованием коротких блюмов и возникновением заторов в прокатном стане, и обратно пропорциональные Lb:Y=fy/Lb, (т скрапа/т продукции).
Другими словами, член ky·Y представляет величину, обратную выходу материала (отдаче по материалу).
На фиг.5 представлены графики, характеризующие указанные члены ke·Е и ky·Y.
Подставляя выражения для членов в формулу, получим:
F(E,Y)=ke*(fe*Lb)+ky*(fy/Lb),
приравнивая первую производную к нулю (dF/dL=0), получим:
ke*d(fe*L)dL+ky*d(fy/L)/dL=0,
где ke, ky - постоянные преобразования;
fe, fy - непрерывные функции, связанные с конкретной установкой и технологической конфигурацией.
В частном случае, когда (fe, fy) являются постоянными:
Loptimum=[(kу*fy)/(ke*fe)]0,5
Например, для случая (показан в примере на графике фиг.5) блюма сечением 160 мм × 280 мм, которое эквивалентно квадрату со стороной 211,66 мм, с погонным весом 352 кг/м, при надлежащем экспериментальном определении коэффициентов (выполненном авторами изобретения) минимум вышеприведенной функции соответствует оптимальной длине (Lopt) блюма, равной 60 м.
Поскольку оптимальная длина блюма рассчитывается в соответствии с параметрами энергопотребления печи 14, которые напрямую связаны с длиной блюма, приведенный способ также применим и для определения оптимальной длины самой печи 14. Печь 14 с поперечной передачей слитков будет иметь оптимальную длину, по меньшей мере, равную оптимальной длине блюма, за исключением того, что для надежности желательно предусмотреть запас длины, учитывающий возможность появления блюмов, обрезанных с нарушением допуска, а также необходимые размерные и конструктивные поправки.
Таким образом, устанавливаются оптимальные рабочие условия для координации действия машины непрерывной разливки и прокатного стана.
В таблице фиг.6 приведены данные для сравнения прокатного агрегата для длинномерных изделий с одним ручьем разливки, выполненного согласно настоящему изобретению, работа которого начинается с блюма сечением 160 мм × 280 мм, и прокатного агрегата современного уровня техники, использующего четыре ручья разливки, соединенные с одним прокатным станом, работа которого начинается с блюма квадратного сечения размером 150 мм × 150 мм.
Из таблицы видно, что оптимизированная длина блюма, равная 60 м, значительно превышает традиционно используемые длины, равные 14 м, при этом вес такого блюма также значительно больше.
Отдача агрегата значительным образом увеличилась благодаря сокращению потерь материала на обрезку в прокатном стане и благодаря предотвращению образования коротких блюмов.
Другой параметр особенной значимости - это резкое сокращение расхода природного газа для питания печи 14 - до 50% по сравнению с традиционными конструкциями.
Диаграммы на фиг.7 и 8 соответственно показывают экономию на примерах эксплуатационной эффективности и расхода природного газа для конструкции, предлагаемой в настоящем изобретении (левые столбцы), и для традиционной конструкции с несколькими ручьями разливки и длиной блюма, меньшей 16 м (правые столбцы).
Компоновка 210 на фиг.3 отличается от компоновок фиг.1 и 2 в том отношении, что содержит индуктор 15, установленный непосредственно на выходе печи 14 выдерживания и/или возможного нагревания, в то время как компоновка фиг.4 отличается от остальных тем, что индуктор 15 располагается в промежуточном месте между клетями 17 прокатного стана 16.
Функция индуктора заключается в приведении температуры блюмов к значениям, приемлемым для прокатки, по меньшей мере, в случаях, если их температура на выходе из печи составляет около 1050°С или менее. Например, если дополнительная установка редуцирования установлена непосредственно после разливочной машины и печь 14 осуществляет только поддержание температуры, то тогда индуктор на выходе печи восполняет потерю температуры в указанной дополнительной установке редуцирования.
Число клетей 17, используемых в прокатном стане 16, варьирует от 3-4 до 15-18 и более в зависимости от типа конечных изделий, которые должны быть произведены, толщины продукта литья, скорости литья и других параметров.
Перед прокатным станом 16 или в промежуточном месте могут находиться обрезные ножницы, аварийные ножницы, измельчающие ножницы - все указанные элементы в целом обозначены индексом 18. В компоновках 10, 110, 210, 310, представленных на прилагаемых чертежах, как обычно, присутствуют и другие компоненты, известные в данной области техники, такие как устройства для удаления окалины, измерители и т.п., которые на фигурах не показаны.
Изобретение относится к области металлургии и может быть использовано при прокатке на совмещенной литейно-прокатной установке. На машине непрерывной разливки, определяющей ось литья, разливают в один ручей продукт прямоугольного или эквивалентного сечения с отношением длинной стороны к короткой 1,02-4. Продукт литья режут на отрезки блюма длиной 16-150 м, весом 10-100 т. Отрезки блюма вводят в печь для выдерживания или нагрева. Ось первой секции печи совпадает с осью литья. Внутри печи отрезки блюма передают поперечно во вторую секцию, ось которой смещена относительно первой секции печи и параллельна ей, но при этом совпадает с осью прокатки, которая смещена относительно оси литья и параллельна последней. Сечение отрезков блюма редуцируют в прокатном стане, который определяет ось прокатки. Обеспечивается непрерывный процесс разливки при остановках прокатного стана. 2 н. и 6 з.п. ф-лы, 12 ил.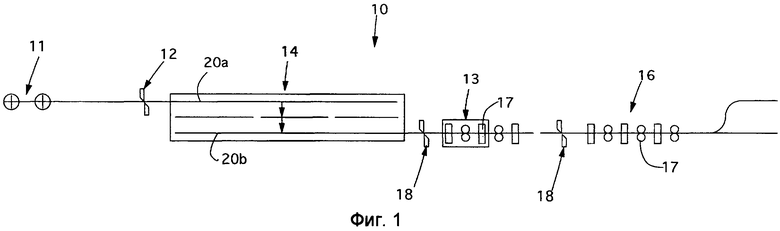
1. Способ производства изделий длинномерного металлического проката, отличающийся тем, что он содержит этапы:
- непрерывное литье продукта прямоугольного или эквивалентного сечения с отношением длинной стороны к короткой, большим или равным, 1,02 причем меньшим или равным 4, при этом литье осуществляют в одноручьевой машине (11) непрерывной разливки металла, определяющей ось литья, с производительностью, составляющей от 35 до 200 т/ч,
- резк продукта литья в размер с выделением отрезка блюма длиной от 16 до 150 м, вес которого составляет от 10 до 100 т,
- введение указанного отрезка, имеющего среднюю температуру, по меньшей мере, 1000°С, в печь (14) для выдерживания и/или нагревания, содержащую первую секцию (20а) для перемещения продукта литья, ось которой совпадает с осью литья,
- поперечная передача указанного отрезка блюма внутри печи (14) с его помещением во вторую секцию (20b) для перемещения продукта литья, ось которой смещена относительно первой секции (20а), параллельна ей и совпадает с осью прокатки, которая смещена относительно оси литья и параллельна последней,
- редуцирование сечения отрезка блюма в прокатном стане (16), который определяет указанную ось прокатки.
2. Способ по п. 1, отличающийся тем, что скорость литья машины (11) для непрерывной разливки металла составляет от 3 до 9 м/мин.
3. Способ по п.1, отличающийся тем, что сечение продукта литья имеет площадь, равную площади квадрата с эквивалентными сторонами от 100 до 300 мм.
4. Способ по п.1, отличающийся тем, что он содержит этап редуцирования и чернового обжатия продукта литья, который выполняют посредством дополнительной установки (13) редуцирования, состоящей, по меньшей мере, из одной прокатной клети.
5. Способ по п.4, отличающийся тем, что этап редуцирования и чернового обжатия выполняют перед печью (14) для выдерживания и/или нагревания, когда скорость поступления продукта литья в первую клеть указанной дополнительной установки (13) редуцирования находится в интервале между 0,05 м/с или менее и 0,08 м/с, причем после печи (14) для выдерживания и/или нагревания, когда скорость поступления продукта литья в первую клеть составляет от порядка 0,08 м/с до порядка 0,1 м/с или более.
6. Способ по п.1, отличающийся тем, что он содержит этап быстрого нагревания, выполняемый индуктором (15), установленным непосредственно на выходе печи (14) для выдерживания и/или нагревания и/или в промежуточном месте между клетями (17) прокатного стана (16).
7. Литейно-прокатный агрегат непрерывного действия для производства изделий длинномерного металлического проката, содержащий:
- одноручьевую машину (11) непрерывной разливки металла производительностью от 35 до 200 т/ч, определяющую ось литья и выполненную с возможностью литья продукта прямоугольного или эквивалентного сечения с отношением длинной стороны к короткой, большим или равным 1,02, причем меньшим или равным 4,
- режущие средства (12) для резки продукта литья в размер с выделением отрезка блюма длиной от 16 до 150 м, вес которого составляет от 10 до 100 т,
- печь (14) для выдерживания и/или нагревания, содержащую первую секцию (20а) для перемещения продукта литья, ось которой совпадает с осью литья, и вторую секцию (20b) для перемещения продукта литья, ось которой смещена относительно первой секции (20а), параллельна ей и совпадает с осью прокатки, которая смещена относительно оси литья и параллельна последней,
- прокатный стан (16), определяющий указанную ось прокатки.
8. Агрегат по п.7, отличающийся тем, что на участке технологической линии, заключенном между выходом упомянутой машины (11) и входом прокатного стана (16), предусмотрена дополнительная установка (13) редуцирования, состоящая, по меньшей мере, из одной прокатной клети.
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ И/ИЛИ ЛИСТА | 1994 |
|
RU2114707C1 |
| US 6122950 A, 26.09.2000 | |||
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2372157C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО РАЗЛИВА | 1996 |
|
RU2138345C1 |

