Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение в целом относится к сталеплавильной установке и соответствующему способу производства длинномерной металлической продукции, такой как полосы, арматура круглого сечения для бетона, металлическая проволока, балки или другие профили, пригодные для использования, например, в механике или в гражданском строительстве.
В частности, предлагаемое изобретение относится к комбинированной литейно-прокатной установке для непосредственной прокатки передельных непрерывных литьевых изделий способами, характеризуемыми как «непрерывный» и «полунепрерывный».
Область техники, к которой относится предлагаемое изобретение
Известно, что длинномерные металлические изделия, то есть, изделия, у которых один размер, продольный, является преобладающим относительно размеров поперечного сечения, обычно изготавливают прокаткой длинномерных передельных заготовок, получаемых непрерывной разливкой металла, например, стали.
Готовые изделия обычно представляют собой полосы, арматуру круглого сечения для бетона, пруты, балки или другие профили, полученные трансформацией заготовок квадратного, прямоугольного или круглого сечения.
Сталелитейные установки, как известно, находят применение для производства длинномерной продукции, при этом прокатный стан соединен с установленной за ним по рабочему направлению (то есть, по направлению потока обработки) литейной машиной непрерывного действия.
В этих известных установках прокатная линия расположена за литейной линией непрерывного действия и может быть, например, согласована и непосредственно сопряжена с нею, образуя, таким образом, комбинированную линию без промежуточных устройств, транспортировочных устройств, устройств для челночного перемещения, транспортировочных лент, роликовых танкеток и т.п., с помощью которых могло бы быть обеспечено активное перемещение отлитого изделия, например, переноса его в направлениях, поперечных по отношению к рабочему направлению.
Эти известные установки обеспечивают возможность осуществления производственного процесса без нарушения непрерывности, известного также как непрерывный процесс, в котором присутствует только одна непрерывно разливаемая передельная заготовка, простирающаяся от того места, где происходит отверждение расплавленного металла, до того места, где он входит в прокатный стан.
Эту единственную передельную заготовку подвергают последовательной прокатке вдоль прокатной линии за литейной линией непрерывного действия, благодаря чему обеспечено сокращение количества прохождений через все клети линии прокатки и, следовательно, уменьшение вероятности возникновения закупорки прокатного стана металлом, что способствует повышению производительности.
Известная установка комбинированного типа обеспечивает также возможность уменьшить силы давления, которые требуются на первом участке прокатного стана, а также использовать высокую температуру передельной отливаемой заготовки и уменьшить количество обрезков, что способствует сокращению эксплуатационных расходов и повышению объема выпускаемой продукции.
Кроме того, установка, оснащенная комбинированной прокатной линией, обеспечивает также возможность осуществления полунепрерывного производственного процесса, в котором вместо единственной непрерывной передельной заготовки прокатный стан принимает от литейной линии непрерывного действия материал в виде дискретной последовательности передельных заготовок, нарезанных по размеру с помощью нарезающего устройства.
Упомянутое нарезающее устройство может быть использовано на начальных и конечных фазах работы литейной машины, например, для отрезания «голов» и «хвостов», или же при остановках прокатного стана, когда таковые имеют место, например, при вмешательстве с целью технического обслуживания или в случае переоборудования установки, или же в случае закупорки или с возникновением других проблем или неудобств.
В ситуациях, когда прокатный стан не может принять материал, подлежащий прокатке, производство передельных отлитых заготовок осуществляют с использованием упоминавшегося выше нарезающего устройства, при этом упомянутые передельные заготовки имеют определенную предварительно заданную длину, их затем отправляют на хранение, чтобы впоследствии подвергнуть обработке в прокатном стане, как только он будет введен в работу.
Известны также установки, в которых прокатную линию, установленную за литейной машиной, питают две литейные линии, и осуществляют полунепрерывный процесс.
Для обеспечения возможности производства конкурентоспособной продукции в данной отрасли ощущается сильная потребность в повышении производительности сталелитейных установок, а также в сокращении отходов и сокращении потребления энергии, что поспособствовало бы увеличению объема производимых изделий и сокращению производственных расходов.
Известные комбинированные литейно-прокатные установки непрерывного действия в этом отношении имеют ограничения, так как они не могут удовлетворить требованиям, они подвержены частым остановкам прокатного стана - как плановым, так и в результате неисправности.
Это ограничение является особенно серьезным в случае сталелитейных установок с единственной комбинированной прокатной линией, в которой всякая задержка или проблема с прокаткой может вызвать снижение темпа работы, а то и остановку литейной машины непрерывного действия, за которой установлена эта сталелитейная установка, и, следовательно, остановку всего металлургического завода, к которой относится эта сталелитейная установка.
Кроме того, если повышение производительности требуется от сталелитейной установки с одной линией, то это повышение может быть получено только при повышении скорости литья. Однако повышение скорости литья возможно только до некоторого технологического предела, который имеет каждая литейная машина непрерывного действия для каждого типа продукции, и слишком высокие скорости ухудшают литейные качества отливаемой передельной заготовки или даже делают литье невозможным, а также ухудшают качество таких заготовок, что влияет отрицательно на процесс прокатки и, следовательно, на качество готовой продукции.
В публикациях US 2004/079512 А1, JP S56 45201 А и JP S55 112105 А описываются литейные установки непрерывного действия с множественными прокатными линиями. В публикации US 2004/079512 А1 предложено решение, в котором две прокатных линии расположены под углом друг к другу, например, под углом 90°, их питает соответствующее литейное устройство с помощью промежуточного ковша, соединенного с вращаемым устройством с двумя ковшами. В публикациях JP S56 45201 А и JP S55 112105 А описываются решения с двойной литейной линией и линией (группой клетей) черновой прокатки, которые сходятся в одной линии (группы клетей) промежуточной прокатки, и линией (группой клетей) чистовой прокатки, при этом система выполнена с возможностью управлять контуром между клетями черновой прокатки и клетями промежуточной и чистовой прокатки.
Одна из целей предлагаемого изобретения состоит в создании комбинированной литейно-прокатной установки непрерывного действия и соответствующего способа производства длинномерных металлических изделий, так чтобы были гарантированы высокая производительность и сокращение занимаемого объема до минимума.
Еще одна цель предлагаемого изобретения состоит в обеспечении максимально эффективного использования цикла сталелитейной установки, расположенной в начале производственной линии, путем минимизации количества движений, необходимых для питания литейных машин, расположенных за нею.
Еще одна цель предлагаемого изобретения состоит в обеспечении максимизации производительности установки и создании соответствующего способа, в сведении к минимуму брака и обрезков, образующихся в процессе производства.
Еще одна цель предлагаемого изобретения состоит в обеспечении максимально эффективного использования теплосодержания исходного расплавленного металла, в частности, в передельных заготовках, получаемых в результате непрерывного литья, что позволило бы сократить производственные расходы и энергопотребление установки.
Кроме того, еще одной целью предлагаемого изобретения является создание сталелитейной установки и соответствующего способа производства длинномерных металлических изделий, обеспечивающего гибкость, так чтобы было возможно, например, осуществлять совокупность операций, приспособленную к совокупности разных рабочих условий или к типу продукции, которая должна выпускаться.
Заявитель разработал, испытал и осуществил предлагаемое изобретение с целью преодоления недостатков предшествующего уровня техники и достижения как указанных выше, так и других целей и обеспечения преимуществ предлагаемого изобретения.
Краткое описание предлагаемого изобретения
Предлагаемое изобретение описано и охарактеризовано в независимых пунктах формулы изобретения, в то время как в зависимых пунктах формулы изобретения указаны другие признаки предлагаемого изобретения или варианты основной изобретательской идеи.
В соответствии с указанными выше целями изобретения предлагаемая сталелитейная установка, которая свободна от ограничений и недостатков предшествующего уровня техники, содержит литейную машину непрерывного действия и прокатный стан, который расположен за этой литейной машиной непрерывного действия в непосредственном следовании за нею.
Согласно одному из характеристических признаков предлагаемого изобретения, упомянутая литейная машина непрерывного действия имеет по меньшей мере две литейные линии, а упомянутый прокатный стан имеет по меньшей мере две прокатные линии, при этом каждая литейная линия согласована с соответствующей прокатной линией, так что в целом обеспечено наличие по меньшей мере двух комбинированных прокатных линий, расположенных рядом друг с другом, которые ориентированы вдоль соответствующих рабочих направлений. Кроме того, предлагаемая сталеплавильная установка содержит также единое устройство для подачи расплавленного металла, а упомянутые по меньшей мере две литейные линии выполнены с возможностью приема металла из него.
Преимущество такого решения состоит в том, что обеспечена возможность производства длинномерных металлических изделий путем прямой прокатки передельных литьевых изделий в непрерывном режиме и без нарушения непрерывности при использовании двух независимых комбинированных прокатных линий, каждая из которых имеет первую часть, обеспечивающую непрерывную разливку металла, и вторую часть, обеспечивающую прокатку. Кроме того, согласно предлагаемому изобретению, преимущество обеспечено при таком решении, при котором упомянутые две комбинированные прокатные лини расположены вместе близко друг к другу по меньшей мере в упомянутых их первых частях при условии наличия единого питающего устройства.
Когда одновременно задействованы обе комбинированные прокатные линии, предлагаемым изобретением обеспечена возможность достичь высокой производительности, например, вплоть до 150 т/час.
Согласно некоторым вариантам осуществления предлагаемого изобретения, комбинированные прокатные линии могут быть ориентированы параллельно друг другу на всем протяжении от литейной машины до прокатного стана.
Согласно другим вариантам осуществления предлагаемого изобретения, комбинированные прокатные линии могут быть ориентированы под углом друг к другу, например, будучи расположены с расхождением друг от друга относительно некоторой общей центральной оси. Согласно предлагаемому изобретению, такое угловое, в частности, расходящееся расположение комбинированных прокатных линий может относиться только к одной части каждой из этих комбинированных прокатных линий.
Согласно некоторым вариантам осуществления предлагаемого изобретения, комбинированные прокатные линии расположены на расстоянии друг от друга, в соответствии с упомянутым питающим устройством - на расстоянии, равном первому межосевому расстоянию - между осями литейных линий.
Согласно некоторым вариантам осуществления предлагаемого изобретения, комбинированные прокатные линии расположены на расстоянии друг от друга, в соответствии с оконечной частью прокатного стана - на расстоянии, равном второму межосевому расстоянию, которое больше упомянутого первого межосевого расстояния.
Согласно предлагаемому изобретению, упомянутое второе межосевое расстояние превышает первое межосевое расстояние по меньшей мере на 100%, вплоть до 300% или более.
Преимущество такого решения состоит в том, что обеспечена возможность уменьшить общую ширину сталеплавильной установки путем сокращения до минимума межосевых расстояний между комбинированными прокатными линиями в соответствии с требованиями расположения и перемещения литейных и прокатных устройств.
Согласно некоторым вариантам осуществления предлагаемого изобретения, сталеплавильная установка содержит по меньшей мере одно центральное управляющее устройство, соединенное по меньшей мере с одним разгружающим устройством каждой из упомянутых по меньшей мере двух литейных линий, и с регулирующим устройством для регулирования потока расплавленного металла от питающего устройства к соответствующему кристаллизатору каждой литейной линии.
Упомянутое центральное управляющее устройство выполнено с возможностью независимо и автономно осуществлять управление по меньшей мере каждым разгружающим устройством и каждым регулирующим устройством с возможностью избирательно изменять скорость разливки в каждой из литейных линий, автономно и независимо от других литейных линий (которых по меньшей мере одна).
Следовательно, одно из преимуществ предлагаемого изобретения состоит в большой гибкости предлагаемой сталеплавильной установки, обеспечивающей возможность независимого управления литейными линиями и, следовательно, обеспечивающей возможность получения различных изделий от работы одной или другой линии и возможность регулирования производительности двух комбинированных прокатных линий в зависимости от требований, предъявляемых к установке. Поэтому обеспечена возможность поддержания на оптимальном уровне скоростей разливки металла и, следовательно, скоростей прокатки, так чтобы всегда, при любых производственных требованиях, было обеспечено получение готовой продукции самого высокого качества.
Кроме того, благодаря наличию двух независимо управляемых комбинированных прокатных линий обеспечена возможность переоборудования одной литейной линии или одной прокатной линии, в то время как друга литейная линия или прокатная линия может продолжать работать. Кроме того, запланированные остановки одной или обеих комбинированных прокатных линий могут быть осуществлены индивидуально без остановки работы всей сталеплавильной установки, как это происходит в случае установки с одной линией. В частности, если прокатный стан одной из двух комбинированных прокатных линий остановлен для технического обслуживания или из-за аварии, сталеплавильная установка может работать в одном из следующих двух режимов:
(а) работоспособная линия продолжает нормально работать, в то время как линия, в которой прокатный стан остановлен, продолжает литьевой процесс, производя заготовки, которые, вместо того чтобы быть отправленными на соответствующий прокатный стан, нарезают на участки требуемой длины и выгружают за литейной машиной вбок; при таком решении рабочий цикл в начале производственной линии остается неизменным,
(б) производительность сталеплавильной установки в начале производственной линии сокращают наполовину, и обеспечивают питание только работающей линии.
Кроме того, предлагаемое изобретение относится также к способу производства длинномерных металлических изделий, содержащему операции непрерывной разливки металла и последующей прокатки, при этом расплавленный металл подают от единого питающего устройства по меньшей мере на две расположенные рядом комбинированные прокатные линии, ориентированные в соответствующих рабочих направлениях, расплавленный металл разливают по меньшей мере по двум расположенным рядом литейным линиям и без нарушения непрерывности прокатывают отлитый металл, полученный от двух литейных линий по меньшей мере через две прокатные линии, относящиеся к комбинированным прокатным линиям.
Краткое описание прилагаемых графических материалов
Описанные выше и другие признаки предлагаемого изобретения станут более понятными из последующего подробного описания, в котором рассмотрены не ограничивающие его объем варианты его осуществления, со ссылками на прилагаемые чертежи.
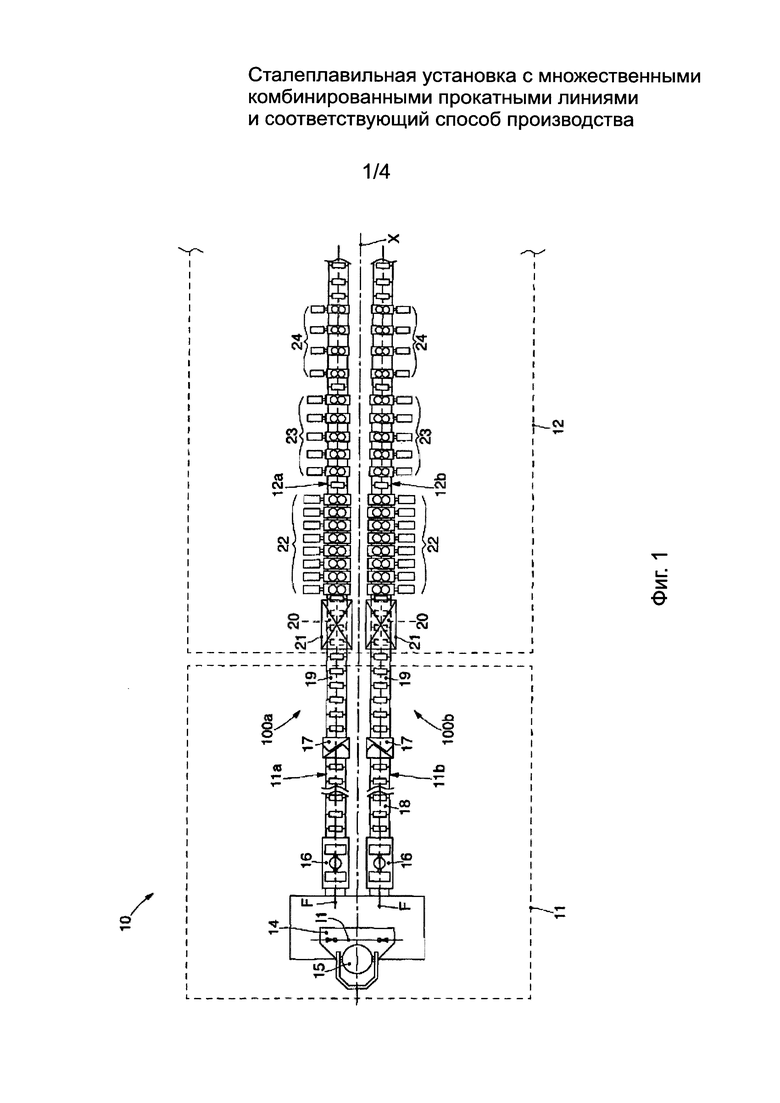
На фиг. 1 схематично изображен на виде сверху один из вариантов осуществления сталелитейной установки согласно предлагаемому изобретению.
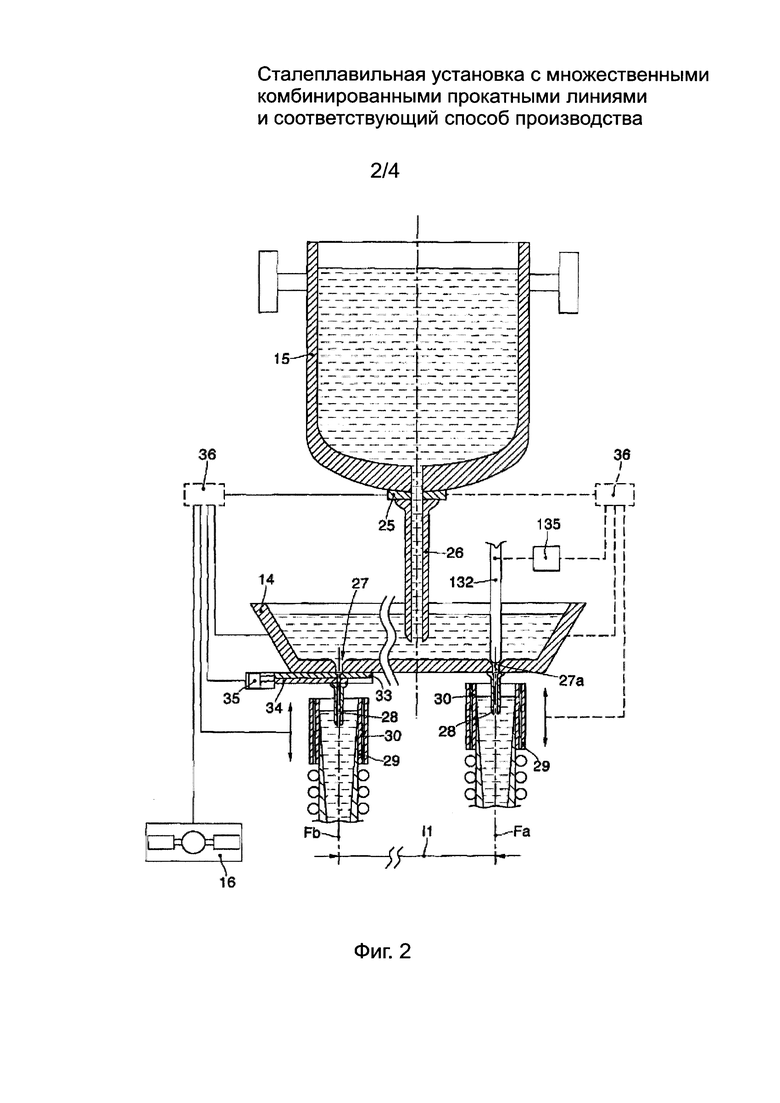
На фиг. 2 на виде спереди схематично с частичными разрезами показана часть установки, изображенной на фиг. 1.
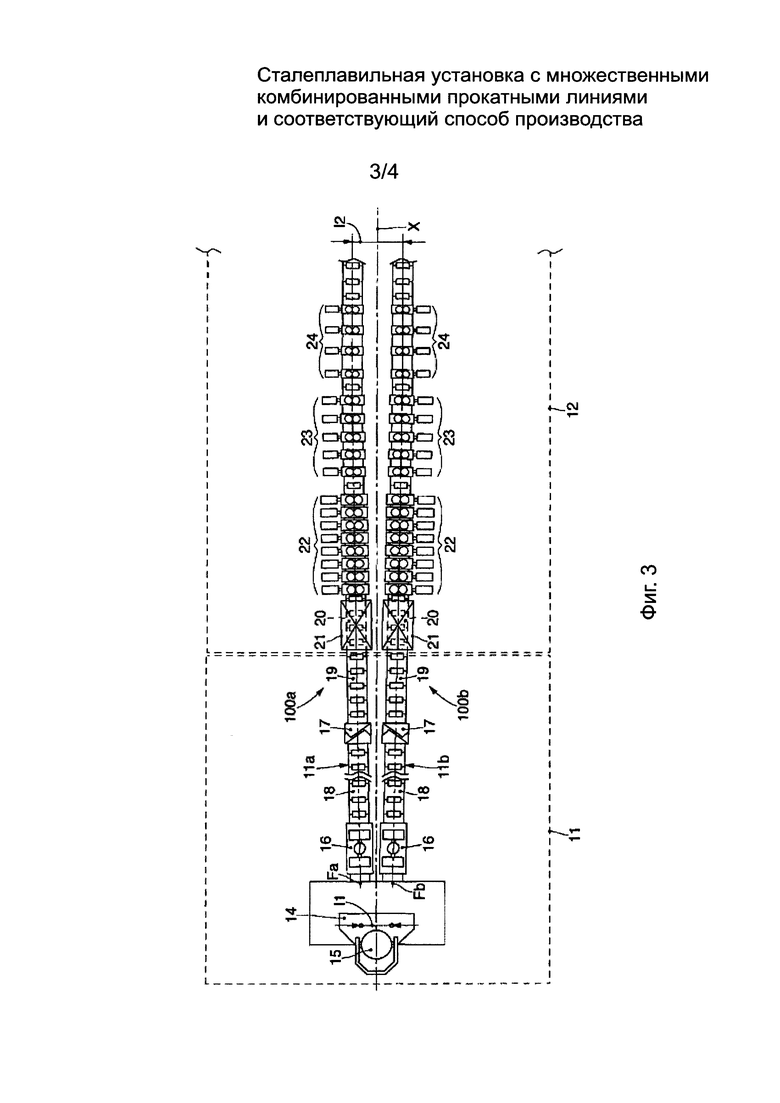
На фиг. 3 показана модификация установки, изображенной на фиг. 1
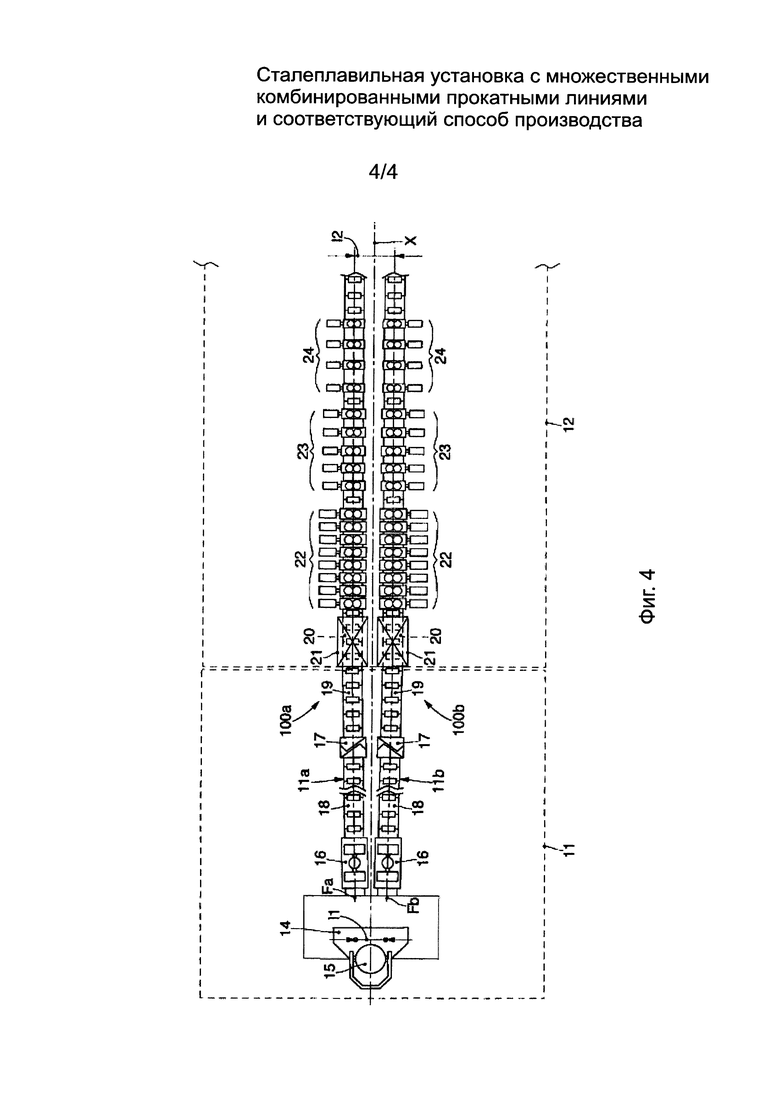
На фиг. 4 показана модификация установки, изображенной на фиг. 3.
В последующем описании одинаковые ссылочные обозначения относятся к одинаковым компонентам сталеплавильной установки согласно предлагаемому изобретению, в том числе, когда компоненты относятся к разным вариантам ее осуществления. Должно быть понятно без дальнейших пояснений, что элементы и характеристики одного варианта осуществления предлагаемого изобретения могут быть введены в другие варианты его осуществления.
Подробное описание предпочтительных вариантов осуществления предлагаемого изобретения
Далее будут подробно рассмотрены различные варианты осуществления предлагаемого изобретения, из которых один или более показаны на прилагаемых чертежах. Каждый из рассматриваемых вариантов осуществления предлагаемого изобретения служит только целям иллюстрации изобретения и не должен считаться ограничивающим его объем. В частности, признаки, указанные для одного варианта осуществления предлагаемого изобретения, могут быть введены в другие варианты его осуществления с созданием, тем самым, еще одного варианта осуществления предлагаемого изобретения. Должно быть понятно, что объем предлагаемого изобретения охватывает все такие варианты и модификации.
На прилагаемых чертежах являющаяся предметом предлагаемого изобретения сталеплавильная установка с множественными комбинированными прокатными линиями для производства длинномерных металлических изделий в целом обозначена позицией 10.
В настоящем описании под термином «комбинированная прокатная линия» следует понимать комбинацию литейной линии с согласованной с нею, то есть, ориентированной вдоль той же оси, прокатной линией, которая расположена за этой литейной линией, причем упомянутая прокатная линия может быть таким образом согласована с линейной линией только частично, на своем начальном участке, при этом согласование обеспечено без промежуточных устройств, транспортировочных устройств, устройств для челночного перемещения, транспортировочных лент, роликовых танкеток и т.п., с помощью которых могло бы быть обеспечено активное перемещение отлитого изделия, например, перенос его в направлениях, поперечных по отношению к рабочему направлению.
Кроме того, в настоящем описании сталеплавильная установка выполнена с возможностью воздействовать на отверждение расплавленного металла, например, жидкой стали, в передельных отлитых изделиях и производить на основе этих передельных продуктов длинномерные металлические изделия.
Поперечное сечение производимых передельных заготовок может иметь форму круга, прямоугольника, квадрата или многоугольника, такие формы поперечного сечения обычно используются для полос, арматуры для бетона, стержней, профилей, или же могут производиться балочные заготовки, имеющие по существу Н-образное поперечное сечение и используемые для получения балок или профилей.
Далее в описании и, возможно, в формуле изобретения для обозначения любого из упоминавшихся выше отливаемых в непрерывном режиме передельных изделий будет использован термин «заготовка».
Согласно некоторым вариантам осуществления предлагаемого изобретения, в случае сечений, допускающих обработку с максимальной скоростью, производительность сталелитейной установки 10 может достигать приблизительно 150 т/час проката, а годовой объем производства может превышать 1-1,5 Мт.
Сталеплавильная установка 10 согласно предлагаемому изобретению содержит литьевую машину 11 непрерывного действия и прокатное устройство или прокатный стан 12, который в производственной линии расположен за упомянутой литьевой машиной 11 непрерывного действия.
Литьевая машина 11 непрерывного действия и прокатный стан 12 примыкают друг к другу и расположены друг за другом в направлении потока обработки (в рабочем направлении).
В настоящем описании под термином «рабочее направление F» следует понимать направление потока обрабатываемого материала в процессе литья и прокатки, выполняемых на комбинированной прокатной линии сталелитейной установки 10.
В иллюстративных вариантах осуществления предлагаемого изобретения, представленных на фиг. 1, рабочее направление каждой из комбинированных прокатных линий обозначено как ось F.
В других иллюстративных вариантах осуществления предлагаемого изобретения, представленных на фиг. 3 и фиг. 4, рабочие направления могут различаться, они могут быть ориентированы, например, под углом друг к другу по осям Fa и Fb.
Согласно некоторым вариантам осуществления предлагаемого изобретения, литьевая машина 11 непрерывного действия и прокатный стан 12 имеют общее рабочее направление F, так что передельные отливаемые заготовки могут быть приняты соответствующим прокатным станом 12 непосредственно. При таком решении обеспечивается возможность осуществления процесса комбинированной прокатки без нарушения непрерывности, или непрерывного процесса, от разливки расплавленного металла до получения длинномерных металлических изделий. При осуществлении такого непрерывного процесса под термином «передельное литое изделие» следует понимать одиночную заготовку, длина которой начинается от выхода из кристаллизатора литейной машины 11 непрерывного действия до входа в прокатный стан 12.
Сталелитейная установка 10 пригодна также для осуществления процесса полунепрерывной прокатки (полунепрерывного процесса), или процесса выпуска заготовки за заготовкой, в котором передельные литые изделия подают в прокатный стан 12 с частичным нарушением непрерывности. При полунепрерывном процессе в прокатный стан 12 подают отрезки заготовок желаемой длины, например, от 12 м до 80 м.
Согласно некоторым вариантам осуществления предлагаемого изобретения, допускающим комбинирование с каждым из описываемых здесь вариантов осуществления предлагаемого изобретения, сталелитейная установка 10 содержит также одно или большее количество средств переноса 19, через посредство которых осуществлено соединение литейной машины 11 непрерывного действия с прокатным станом 12.
Прилагаемые чертежи использованы для иллюстрации вариантов осуществления предлагаемой сталелитейной установки 10, в которой литейная машина 11 непрерывного действия снабжена по меньшей мере двумя литейными линиями, например, первой литейной линией 11а и второй литейной линией 11b, которые автономны и независимы друг от друга.
Для сокращения объема, занимаемого сталелитейной установкой 10, по меньшей мере в зоне, занимаемой литейной машиной 11 непрерывного действия, перед упомянутыми двумя литейными линиями 11а и 11b может быть установлено единое устройство для подачи расплавленного металла, общее для обеих литейных линий 11а и 11b, которое может быть реализовано, например, в виде единого промежуточного ковша 14, которым обслуживаются две комбинированные прокатные линии 100а и 100b описываемой здесь сталелитейной установки 10. Первая литейная линия 11а и вторая литейная линия 11b могут отклоняться от упомянутого единого промежуточного ковша 14.
Расплавленный металл может быть подвергнут разливке, например, непрерывной разливке в упомянутый промежуточный ковш 14 из ковшей 15, которые следуют один за другим обычно с частотой, соответствующей длительности цикла плавильной печи или длительности плавки от выпуска до выпуска, что существенно определяет время работы всего сталелитейного завода, а следовательно, и сталелитейной установки 10.
В настоящем описании под термином «ось X установки» следует понимать ось, проходящую через центр общего промежуточного ковша 14, которая разделяет плоскости, в которых лежат две комбинированные прокатные линии.
Представляются возможными такие варианты осуществления предлагаемого изобретения, в которых две литейные линии 11а и 11b расположены параллельно друг другу, а также, например, параллельно оси X установки, то есть, имеют рабочие направления по осям F, которые параллельны друг другу, например, как это показано на фиг. 1. Представляются возможными также такие варианты осуществления предлагаемого изобретения, в которых две литейные линии 11а и 11b расположены под некоторым углом друг к другу, то есть, имеют рабочие направления по осям Fa и Fb, которые направлены под некоторым углом друг к другу, в частности, могут проходить в расходящихся направлениях (см., например, фиг. 3 и фиг. 4) по отношению к теоретической медианной оси, которой может быть, например, ось X установки, о чем будет подробно говориться в дальнейшем изложении.
Согласно некоторым вариантам осуществления предлагаемого изобретения, каждая из литейных линий, первая литейная линия 11а и вторая литейная линия 11b, содержит разгружающее устройство 16, выполненное с возможностью выгружать отверждающиеся заготовки из изложницы в непрерывном режиме и, в случае, например, двух литейных линий 11а и 11b, одновременно.
В процессе продвижения в рабочих направлениях, обозначенных как оси F (см., например, фиг. 1), Fa и Fb (см., например, фиг. 3 и фиг. 4), заготовки в литейной машине 11 постепенно переходят в твердое состояние, главным образом, за счет принудительного охлаждения, например, с помощью воздушно-водяной смеси.
Литейная машина 11 может иметь, например, для каждой из литейных линий 11а и 11b нарезающее устройство 17, выполненное с возможностью включения его, в полунепрерывный процесс или же, например, в случае аварии, в непрерывный процесс, в частности, в случае закупорки прокатного стана 12 металлом, когда процесс прокатки приходится прерывать.
Упомянутое нарезающее устройство 17, которое может быть реализовано как устройство механического типа, например, в виде режущей машины, или же как устройство, работающее на термохимическом принципе, будучи реализованным, например, как кислородно-ацетиленовая система с кислородно-ацетиленовыми горелками, выполнено с возможностью нарезания заготовок по размеру, обеспечивая получение заготовок заданного размера, например, длиной от 12 м до 16 м, или же длиной вплоть до 80 м, чтобы была обеспечена возможность их хранения и последующей прокатки.
Каждое из нарезающих устройств 17 расположено на конце соответствующего промежуточного транспортировочного устройства 18, например, рольганга, расположенного между разгружающим устройством 16 и нарезающим устройством 17 и соединяющего эти устройства.
В некоторых вариантах осуществления предлагаемого изобретения может быть применено такое решение, при котором с каждой из литейных линий 11а и 11b согласована по оси X установки соответствующая прокатная линия 12а или 12b. При таком решении первая литейная линия 11а и первая прокатная линия 12а образуют первую комбинированную прокатную линию 100а, а вторая литейная линия 11b и вторая прокатная линия 12b образуют вторую комбинированную прокатную линию 100b. Поэтому при таком решении обеспечена возможность, при нормальном рабочем процессе, прокатки заготовок на прокатном стане 12 напрямую и без нарушения непрерывности. При непрерывном процессе сталеплавильная установка может обрабатывать единую заготовку для каждой из комбинированных прокатных линий 100а и 100b, и эта единая заготовка может простираться от начальной части литейной машины 11 непрерывного действия по меньшей мере до некоторой промежуточной части прокатного стана 12.
В иллюстративных вариантах осуществления предлагаемого изобретения, представленных на фиг. 1, фиг. 3 и фиг. 4, для каждой из комбинированных прокатных линий 100а и 100b может быть предусмотрено средство переноса 19, например, снабженное роликами, выполненное с возможностью соединять литейную машину 11 непрерывного действия с прокатным станом 12, будучи включенным частично в литейную машину 11 непрерывного действия и частично в прокатный стан 12.
Упомянутое средство переноса 19 может быть расположено, например, между упоминавшимся выше промежуточным транспортировочным устройством 18 и группой клетей черновой прокатки 22 прокатного стана 12, где осуществляют первые деформирующие воздействия на заготовку, то есть, где обычно требуется наибольшая мощность. Обычно группа клетей черновой прокатки 22 образует в составе прокатного стана 12 зону предварительной обработки, расположенную перед зоной чистовой обработки, о чем более подробно будет сказано ниже.
Средство переноса 19 может иметь конечную часть, которая в пределах прокатного стана 12 работает как питающий участок 20.
В случае нормальной работы сталеплавильной установки 10 в непрерывном режиме заготовка, поступающая от промежуточного транспортировочного устройства 18 литейной машины 11 непрерывного действия может быть протянута вдоль средства переноса 19 и может быть перемещена через устройства быстрого нагревания, например, такие как одна или более индукционных электрических печей 21, имеющихся в соответствии с упомянутым питающим участком 20.
Когда прокатный стан 12, напротив, не может принимать материал от литейной машины 11 непрерывного действия, например, в случае остановок прокатки для проведения планового технического обслуживания прокатного стана 12, или в случае переоборудования для изменения поперечного сечения прокатываемой продукции, или же в случае аварии, такой как закупорка прокатного стана металлом или нарушение нормальной работы, может быть приведено в действие нарезающее устройство 17 для нарезания заготовок на участки заданной длины.
В случае работы в полунепрерывном режиме или работы с остановками индукционные электрические печи 21 принимают заготовки участками.
Во всех случаях индукционные электрические печи 21, обычно расположенные перед группой клетей черновой прокатки 22, могут быть выполнены, например, с возможностью нагревания заготовки до температуры начала прокатки, величина которой обычно заключена в пределах от 1050°С до 1200°С.
В некоторых вариантах осуществления предлагаемого изобретения за группой клетей черновой прокатки 22 в прокатном стане 12 имеется группа клетей промежуточной прокатки 23, которые обеспечивают придание формы заготовке, выходящей из группы клетей черновой прокатки 22, путем последовательных деформирующих прогонов, в результате чего обеспечена возможность получения изделия с поперечным сечением, промежуточным между окончательным поперечным сечением прокатанного изделия и начальным поперечным сечение отлитой заготовки.
За группой клетей промежуточной прокатки 23 в составе прокатного стана 12 находится группа клетей чистовой прокатки 24, которые обеспечивают одну или большее количество операций прокатки для получения готовой продукции.
Кроме того, за группой клетей чистовой прокатки 24 в составе прокатного стана 12 могут быть установлены устройства для перемещения, сбора и хранения готовой продукции.
Заявитель провел эксперименты, которые показали, что непрерывный режим работы может обеспечить для сталелитейной установки 10 возможность минимизации отходов и, следовательно, возможность достижения высокого показателя полезного использования материала, то есть, отношения массы готовой продукции к массе использованного расплавленного металла, который превышает 98% или даже может достигать 99% и более.
В возможных случаях, когда, например, металлургический завод должен производить 1 Мт готового проката, то есть, продукции, вышедшей из прокатного стана 12, в год, продуктивность, которая должна быть гарантирована для сталелитейной установки 10, может составлять около 150 т/час, принимая в расчет упомянутый показатель полезного использования материала и плановые остановки, и считая, что годовая нетто-продолжительность нормальной работы составляет 6700 часов.
На данный момент такая производительность не может быть достигнута при работе с единственной комбинированной прокатной линией, так как для некоторых размеров, обычно используемых для производства длинномерных металлических изделий, заготовки надо было бы отливать со скоростями более высокими, чем 10 м/мин, например, 12 м/мин для заготовки квадратного сечения со стороной квадрата 165 мм. Это сделало бы невозможным достижение отверждения первой корки в изложнице и, следовательно, изделие было бы непригодно для литья. Было бы невозможно также управлять внутренней микроструктурой материала и контролировать ее и, следовательно, управлять качеством самих заготовок и готовой продукции.
Для соблюдения требования достижения высокого годового объема продукции предлагаемая сталелитейная установка 10 снабжена по меньшей мере двумя описанными выше комбинированными линиями прокатки 100а и 100b.
На фиг. 2 схематически показана соответствующая некоторым возможным вариантам осуществления предлагаемого изобретения начальная часть литейной машины 11 непрерывного действия, которая имеет ковш 15, выполненный с возможностью выливания его содержимого, которое представляет собой расплавленный металл, в единый промежуточный ковш 14, который выполнен с возможностью питать две литейных линии 11а и 11b.
В некоторых вариантах осуществления предлагаемого изобретения предусмотрен ковшовый короб 25, который обычно расположен в донной части ковша 15 и выполнен с возможностью пропускания расплавленного металла из ковша 15 с единым промежуточным ковшом 14. Ковшовый короб 25 может быть расположен в донной части ковша 15 и выполнен с возможностью открываться в начале каждого отдельного акта разливки и закрываться, когда ковш 15 пуст или, если возможно, в случае аварии.
Возможны такие варианты осуществления предлагаемого изобретения, при которых ковшовый короб 25 может быть выполнен с возможностью регулирования потока расплавленного металла для промежуточного ковша 14 ниже ковша 15.
В некоторых вариантах осуществления предлагаемого изобретения предусмотрен элемент защиты потока, например, разгрузочное устройство 26, расположенное под ковшовым коробом 25 и соединенное с ним. Упомянутое разгрузочное устройство 26 имеет продольный канал для пропускания потока расплавленного металла в промежуточный ковш 14.
Разгрузочное устройство 26 может быть выполнено, например, в виде продолговатого трубчатого элемента, имеющего на концах входное и выходное отверстия и простирающегося от днища ковшового короба 25 к промежуточному концу 14. В качестве материала разгрузочного устройства 26 может быть использован, например, жаростойкая керамика.
Как показано на фиг. 2, в процессе работы установки разгрузочное устройство 26 может быть частично погружено в ванну жидкого металла в промежуточном ковше 14, так что поток расплавленного металла, следующий из ковша 15 в промежуточный ковш 14, не вступает в контакт с воздухом.
Промежуточный ковш 14, который, как говорилось выше, является единым и общим для обеих литейных линий 11а и 11b, имеет в днище питающие отверстия. Через упомянутые питающие отверстия две литейные линии 11а и 11b автономно принимают расплавленный металл из промежуточного ковша 14. В частности, могут быть предусмотрены первое питающее отверстие 27а, выполненное с возможностью выпускать расплавленный металл в первую литейную линию 11а, и второе питающее отверстие 27b, выполненное с возможностью выпускать расплавленный металл во вторую литейную линию 11b.
Упомянутые два питающих отверстия 27а и 27b отдалены друг от друга на расстояние, например, равное междуосевому расстоянию I1 литейных линий 11а и 11b, по меньшей мере, насколько позволяет промежуточный ковш 14.
Упомянутое межосевое расстояние I1 может составлять величину от приблизительно 2000 мм до приблизительно 5000 мм, в зависимости от типа отливаемого изделия и типа литейного оборудования, а также от конкретных требований и от габаритов прокатного стана 12.
В вариантах осуществления предлагаемого изобретения, изображенных на фиг. 1, комбинированные прокатные линии 100а и 100b параллельны друг другу, и межосевое расстояние I1 на всем протяжении оси X установки, от литейной машины 11 до прокатного стана 12, постоянно и задает разделение комбинированных прокатных линий 100а и 100b.
При таком решении обеспечена возможность создания сталелитейной установки 10 с множественными комбинированными прокатными линиями, например, с двумя комбинированными прокатными линиями 100а и 100b, которая очень компактна, так как позволяет иметь для двух комбинированных прокатных линий 100а и 100b общую систему управления и разливки расплавленного металла.
Расплавленный металл, поступающий из промежуточного ковша 14, может изливаться в кристаллизаторы, например, в первый кристаллизатор 29а для первой литейной линии 11а и второй кристаллизатор 29b для второй литейной линии 11b, в которых происходит отверждение первой корки заготовки.
Для этого кристаллизаторы 29а и 29b могут быть подвергнуты охлаждению, например, с помощью охладительных контуров, в которых циркулирует охлаждающая жидкость, например, вода, эти охладительные контуры могут быть реализованы, например, в виде одного или большего количества каналов 30, выполненных в осевом направлении в толще стенки кристаллизаторов 29а и 29b, или же в виде пустот. Охладительные контуры и система подачи протекающей в них охлаждающей жидкости обеспечивают отвод тепла от расплавленного металла, вызывая быстрое охлаждение поверхности и последующее отверждение наружного слоя заготовки, в результате чего происходит образование так называемой первой корки.
Для облегчения смазки и обеспечения возможности скольжения заготовки по внутренней поверхности соответствующего кристаллизатора 29а или 29b возможны варианты осуществления предлагаемого изобретения, использующие решение, состоящее в том, что обеспечивают вибрации кристаллизаторов 29а и 29b в вертикальном направлении (показано стрелками на фиг. 2).
В вариантах осуществления предлагаемого изобретения, изображенных на фиг. 2, возможно такое решение, при котором предусмотрены разгрузочные штоки 28, выполненные с возможностью направлять и защищать потоки расплавленного металла из промежуточного ковша 14 в кристаллизаторы 29а и 29b. Эти разгрузочные штоки 28 обеспечивают устранение из потоков расплавленного металла турбулентности.
Возможны варианты осуществления предлагаемого изобретения, сочетаемые со всеми описываемыми в настоящем описании вариантами осуществления предлагаемого изобретения, в которых предусмотрено наличие регулирующего устройства, выполненного с возможностью регулировать поток расплавленного металла из промежуточного ковша 14 в кристаллизаторы 29а и 29b двух литейных линий 11а и 11b. В частности, возможны варианты осуществления предлагаемого изобретения, в которых упомянутое регулирующее устройство выполнено в виде короба 32 промежуточного ковша (см., например, на фиг. 2 слева), а также варианты осуществления предлагаемого изобретения, в которых регулирующее устройство выполнено в виде стопора 132 (см., например, на фиг. 2 справа).
В тех вариантах осуществления предлагаемого изобретения, в которых регулирующее устройство реализовано в виде короба 32 промежуточного ковша, может иметь неподвижную перфорированную пластину 33, подвижную перфорированную пластину 34 и командный модуль 35. Упомянутый командный модуль 35 может быть выполнен с возможностью перемещать упомянутую подвижную перфорированную пластину 34 относительно неподвижной перфорированной пластины 33 с целью варьирования взаимного расположения соответствующих отверстий и, следовательно, регулировать сечение питающего канала, увеличивая или уменьшая его. Максимально большое сечение питающего канала может быть задано в соответствии со скоростью литья.
Согласно тем возможным вариантам осуществления предлагаемого изобретения, в которых в качестве регулирующего устройства используют стопорный стержень или стопор 132, последний может быть выполнен подвижным и может быть соединен с командным модулем 135, который выполнен с возможностью регулировать его положение по высоте в зависимости от скорости литья, которую нужно получить. Конец стопорного стержня или стопора 132 приближают к соответствующему питающему отверстию 27а или 27b или удаляют от него, создавая, тем самым, большую или меньшую преграду для истечения расплавленного металла. Чем больше полезное проходное сечение, тем больший поток расплавленного металла вытекает из промежуточного ковша 14 в литейные линии 11а и 11b, и, соответственно, тем больше скорость литья.
Возможны такие варианты осуществления предлагаемого изобретения, сочетаемые со всеми описанными вариантами осуществления предлагаемого изобретения, в которых литейная машина 11 содержит в своем составе центральное управляющее устройство 36 электронного типа, которое соединено, с возможностью независимого или совместного управления, по меньшей мере с частью литейной машины 11 непрерывного действия, показанной на фиг. 2, например, с ковшовым коробом 25, коробами 32 промежуточного ковша или, возможно, со стопорными стержнями 132 (с помощью соответствующих командных модулей 35, 135) для приведения в колебательное движение (вибрации) кристаллизаторов 29а и 29b и разгружающего устройство 16.
Возможно такое решение, при котором управление каждой из литейных линий 11а, 11b может быть осуществлено с помощью центрального управляющего устройства 36 автономно и независимо от другой литейной линии 11b, 11а, соответственно.
Такая необходимость варьировать скорости литейных линий 11а и 11b может быть обусловлена необходимостью получать на выходе из кристаллизаторов 29а и 29b заготовки, отличающиеся друг от друга размерами или микроструктурными характеристиками, или необходимостью обеспечения работы прокатных линий 12а и 12b с разными скоростями, чтобы получить разные готовые изделия, или же необходимостью устранения неполадок или ликвидации аварий в одной из двух комбинированных прокатных линий 100а и 100b.
На деле возможно также такое решение, при котором упомянутое центральное управляющее устройство 36 воздействует на скорости литья и литейные параметры одной или обеих литейных линий 11а и 11b в качестве реакции на вариации условий прокатки в соответствующей прокатной линии 12а или 12b или в обеих прокатных линиях 12а и 12b.
При таком решении обеспечена возможность получения разных готовых изделий для каждой из комбинированных прокатных линий 100а и 100b, которые обрабатывают разные передельные литьевые заготовки, или же идентичные передельные литьевые заготовки с разными скоростями.
Эти возможности придают рабочему процессу, осуществляемому в предлагаемой сталелитейной установке 10, существенную гибкость.
Кроме того, дополнительную гибкость предлагаемой сталелитейной установке 10 придает то, что, если требуемая производительность совпадает с производительностью, которая может быть обеспечена одной комбинированной прокатной линией 100а или 100b, например, до 75 т/час, то для обеспечения такой производительности можно оставить работающей только одну комбинированную прокатную линию 100а или 100b.
Работа только одной комбинированной прокатной линии 100а или 100b обеспечивает преимущество, состоящее в том, что работа этой линии может быть обеспечена с оптимальной скоростью, что способствует получению качественной готовой продукции.
Благодаря наличию двух комбинированных прокатных линий 100а и 100b с независимым управлением обеспечена возможность переоборудования одной из литейных линий 11а или 11b или одной из прокатных линий 12а или 12b, в то время как другая литейная линия 11b или 11а или прокатная линия 12b или 12а, соответственно, может продолжать работу. Кроме того, плановые остановки одной из двух комбинированных прокатных линий 100а и 100b могут быть осуществлены по отдельности, без остановки работы всей сталелитейной установки 10, как это случилось бы в случае единственной линии. В частности, если прокатный стан из одной из двух комбинированных прокатных линий остановлен для технического обслуживания или по причине закупорки прокатного стана металлом, то установка может продолжать работу в одном из следующих двух режимов:
(а) работоспособная комбинированная линия продолжает нормально работать, в то время как комбинированная линия с остановленной прокатной линией продолжает литейные операции, производя заготовки, которые не отправляют на соответствующую прокатную линию, а нарезают на участки желаемой длины и выгружают вбок за литейной машиной; при таком решении работа сталелитейной установки до остановленной прокатной линии остается неизменной,
(б) производительность сталелитейной установки до остановленной прокатной линии уменьшают наполовину и осуществляют питание только работающей комбинированной линии.
На фиг. 3 и фиг. 4 представлены варианты осуществления предлагаемого изобретения, сочетаемые со всеми описываемыми в настоящем описаниями вариантами осуществления предлагаемого изобретения, в которых по меньшей мере одна из комбинированных прокатных линий 100а и 100b, по меньшей мере на некотором своем участке, в частности, по меньшей мере две литейные линии 11а и 11b ориентированы под углом к общей центральной оси. Возможны такие варианты осуществления предлагаемого изобретения, при которых упомянутый угол составляет величину от 0° до 5°, предпочтительно - от 0,5° до 3,5°, более предпочтительно - от 1° до 2°.
Возможны такие варианты осуществления предлагаемого изобретения, при которых обе литейные линии 11а и 11b ориентированы под углом друг к другу, в частности, они могут взаимно расходиться на горизонтальной плоскости относительно упоминавшейся выше общей центральной оси, образуя, соответственно, два рабочие направления Fa и Fb, расположенные под углом друг к другу, в частности, с расхождением.
При таком расположении под углом друг к другу, в частности, с расхождением, может быть обеспечено преимущество, состоящее в том, что при таком решении обеспечена возможность минимизировать расстояние между двумя литейными линиями 11а и 11b у промежуточного ковша 14, так что последний может быть максимально компактным, а большее расстояние между следующими за литейными линиями 11а и 11b прокатными линиями 12а и 12b обеспечивает возможность технического обслуживания, замены деталей, операций разгрузки и т.д. в узлах или группах узлов, составляющих две комбинированные прокатные линии 100а и 100b, а также внутри последних.
На фиг. 3 и фиг. 4 в качестве примеров показаны иллюстративные варианты осуществления предлагаемого изобретения, в которых обе литейные линии 11а и 11b ориентированы под углом к оси X установки с зеркальной симметрией относительно этой оси.
Возможны также и такие решения, при которых литейные линии 11а и 11b ориентированы под углом к оси X установки асимметрично, а также такие решения, при которых под углом к оси X установки ориентирована только одна литейная линия 11а или 11b, в то время как другая литейная линия параллельна этой оси.
Как возможное следствие расположения литейных линий 11а и 11b под углом друг к другу, под углом друг к другу расположены также и прокатные линии 12а и 12b, и если литейные линии 11а и 11b параллельны друг другу, то и прокатные линии 12а и 12b тоже параллельны друг другу.
Возможны такие варианты осуществления предлагаемого изобретения, в которых, как показано, например, на фиг. 3, прокатные линии 12а и 12b ориентированы под углом друг к другу, расходясь по направлениям Fa и Fb только на некотором ограниченном участке своей длины, например, на участке между питающим участком 20 индукционных электрических печей 21 и группой клетей черновой прокатки 22 прокатного стана, или между упомянутым питающим участком 20 индукционных электрических печей и группой клетей промежуточной прокатки 23 прокатного стана, а в остальной части своей длины прокатные линии 12а и 12b параллельны оси X установки.
Возможны также решения, нашедшие отражение на фиг. 4, которыми предусмотрено, что в комбинированных прокатных линиях 100а и 100b литейные линии 11а и 11b симметрично расходятся, в то время как прокатные линии 12а и 12b параллельны друг другу.
В вариантах осуществления предлагаемого изобретения с расходящимися прокатными линиями 100а и 100b, нашедших отражение на фиг. 3 и фиг. 4, определен такой параметр, как второе межосевое расстояние I2 между продольными осями групп клетей чистовой прокатки 24, и это второе межосевое расстояние I2 больше, чем первое межосевое расстояние I1 между питающими отверстиями 27а и 27b промежуточного ковша 14.
Упомянутое второе межосевое расстояние I2 таково, что его величина обеспечивает возможность расположить роликовые устройства по обе стороны каждой из прокатных линий 12а и 12b, а также возможность перемещать компоненты, подлежащие перемещению для осуществления переоборудования и технического обслуживания прокатных линий 12а и 12b, например, калибровочные цилиндры.
Согласно некоторым вариантам осуществления предлагаемого изобретения, второе межосевое расстояние I2 может быть больше первого межосевого расстояния I1 на величину от 100% до 300%, например, по меньшей мере на 100% больше, предпочтительно - по меньшей мере на 150% больше, более предпочтительно - по меньшей мере на 200% больше, еще более предпочтительно - по меньшей мере на 250% больше, и даже больше на 300% и более, - в зависимости от конкретной конструкции и (или) эксплуатационных требований.
Кроме того, предлагаемое изобретение относится к способу производства длинномерных металлических изделий, содержащему операции литья в непрерывном режиме и прокатки отлитых заготовок, выходящих после упомянутого непрерывного литья, в котором осуществляют следующие стадии:
- расплавленный металл из промежуточного ковша 14 подают на две комбинированные прокатные линии 100а и 100b, расположенные рядом с ориентацией по соответствующим рабочим направлениям F, Fa, Fb,
- расплавленный металл, принимаемый из промежуточного ковша 14, разливают в две расположенные рядом литейные линии 11а и 11b в составе упомянутых комбинированных прокатных линий 100а и 100b,
- отлитый металл, принимаемый от упомянутых двух литейных линий 11а и 11b прокатывают через по меньшей мере две прокатные линии 12а и 12b в составе комбинированных прокатных линий 100а и 100b.
Возможны такие варианты осуществления способа согласно предлагаемому изобретению, в которых упомянутые две комбинированные прокатные линии 100а и 100b выполнены с возможностью производить, как описано в настоящем описании, длинномерные металлические изделия разные на той и другой комбинированной прокатной линии, то есть, различающиеся по меньшей мере формой поперечного сечения и (или) его площадью.
Должно быть понятно, что без отклонения от области применения и выхода за пределы объема предлагаемого изобретения предлагаемая сталелитейная установка может быть подвергнута модификациям, и в нее могут быть внесены добавления.
Должно быть понятно также, что, хотя предлагаемое изобретение было описано со ссылками на конкретные варианты его осуществления, специалист соответствующего профиля наверняка сможет осуществить много попадающих в объем охраны эквивалентных вариантов предлагаемой сталелитейной установки, охарактеризованной в прилагаемой формуле изобретения.
Изобретение может быть использовано на установке совмещенного непрерывного литья и прокатки длинномерных металлических изделий. Устройство содержит единое питающее устройство (14) для выпуска расплавленного металла, литейную машину (11) непрерывного действия и прокатный стан (12). Литейная машина (11) имеет по меньшей мере две литейные линии (11а, 11b), а прокатный стан (12) – по меньшей мере две прокатные линии (12а, 12b). Центральным управляющим устройством (36) осуществляют независимое и автономное управление работой разгружающего устройства (16) каждой из литейных линий (11а, 11b) и устройством (32, 132), обеспечивающим регулирование потока металла из питающего устройства (14) в соответствующие кристаллизаторы (29а, 29b) литейных линий (11а, 11b). Обеспечивается избирательное варьирование скорости разливки каждой литейной линии (11а, 11b) независимо и автономно относительно остальных литейных линий. 2 н. и 6 з.п. ф-лы, 4 ил.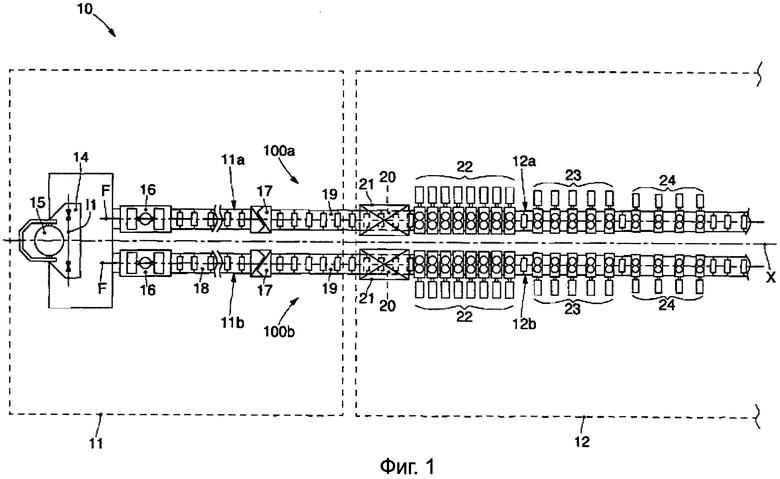
1. Установка для совмещенного непрерывного литья и прокатки длинномерных стальных изделий, содержащая литейную машину (11) непрерывного действия и прокатный стан (12), расположенный с примыканием к упомянутой литейной машине (11) непрерывного действия непосредственно за нею, при этом литейная машина (11) непрерывного действия содержит по меньшей мере две литейные линии (11а, 11b), а упомянутый прокатный стан (12) содержит по меньшей мере две прокатные линии (12а, 12b), при этом каждая из литейных линий (11а, 11b) согласована с соответствующей прокатной линией (12а, 12b) и составляет вместе с ними по меньшей мере две комбинированные прокатные линии (100а, 100b), расположенные рядом и ориентированные по соответствующим рабочим направлениям (F, Fa, Fb), при этом установка содержит единое питающее устройство (14) для выпуска расплавленного металла, а упомянутые по меньшей мере две литейные линии (11а, 11b) выполнены с возможностью приема расплавленного металла от упомянутого единого питающего устройства (14), отличающаяся тем, что она содержит по меньшей мере центральное управляющее устройство (36), соединенное по меньшей мере с разгружающим устройством (16) каждой из упомянутых по меньшей мере двух литейных линий (11а, 11b) и с регулирующим устройством (32, 132), предназначенным для регулирования потока расплавленного металла из упомянутого питающего устройства (14) в соответствующий кристаллизатор (29а, 29b) каждой из упомянутых по меньшей мере двух литейных линий (11а, 11b), при этом упомянутое центральное управляющее устройство (36) выполнено с возможностью независимого и автономного управления по меньшей мере каждым из разгружающих устройств (16) и каждым регулирующим устройством (32, 132) с обеспечением возможности избирательного варьирования скорости разливки каждой из литейных линий (11а, 11b) независимо и автономно относительно по меньшей мере одной другой литейной линии (11b, 11а), при этом упомянутые по меньшей мере две комбинированные прокатные линии (100а, 100b) параллельны друг другу и имеют общее рабочее направление (F).
2. Установка по п. 1, содержащая средство переноса (19) для передельных отлитых заготовок из упомянутой литейной машины (11) непрерывного действия на прокатный стан (12), выполненное с возможностью соединения каждой из упомянутых литейных линий (11а, 11b) с соответствующей прокатной линией (12а, 12b).
3. Установка по п. 1, характеризующаяся тем, что упомянутое единое питающее устройство (14) выполнено с возможностью питания упомянутых по меньшей мере двух литейных линий (11а, 11b) через соответствующие питающие отверстия (27а, 27b), отстоящие друг от друга на расстояние, определяющее первое межосевое расстояние (11) между упомянутыми по меньшей мере двумя литейными линиями (11а, 11b).
4. Установка по любому из пп. 1-3, характеризующаяся тем, что по меньшей мере две комбинированные прокатные линии (100а, 100b) ориентированы с расхождением друг от друга на горизонтальной плоскости относительно центральной оси по меньшей мере в области упомянутых по меньшей мере двух литейных линий (11а, 11b).
5. Установка по п. 4, характеризующаяся тем, что упомянутые по меньшей мере две комбинированные прокатные линии (100а, 100b) ориентированы в рабочих направлениях (Fa, Fb), простирающихся под углом друг к другу и расходящихся начиная от упомянутого питающего устройства (14).
6. Установка по п. 5, характеризующаяся тем, что упомянутые по меньшей мере две комбинированные прокатные линии (100а, 100b) на конечной зоне упомянутого прокатного стана (12) расположены друг от друга на расстоянии, равном второму межосевому расстоянию (12), которое больше упомянутого первого межосевого расстояния (11).
7. Установка по п. 6, характеризующаяся тем, что упомянутое второе межосевое расстояние (12) больше упомянутого первого межосевого расстояния (11) по меньшей мере на 100%.
8. Способ производства длинномерных стальных изделий путем совмещенного непрерывного литья и прокатки, включающий операции литья в непрерывном режиме и прокатки отлитых заготовок, выходящих после упомянутого непрерывного литья, в котором осуществляют следующие стадии:
- расплавленный металл из единого питающего устройства (14) подают по меньшей мере на две комбинированные прокатные линии (100а, 100b), расположенные рядом параллельно друг другу с ориентацией по соответствующим общим рабочим направлениям (F, Fa, Fb),
- расплавленный металл, принимаемый из упомянутого единого питающего устройства (14), разливают по меньшей мере в две расположенные рядом литейные линии (11а, 11b) в составе упомянутых комбинированных прокатных линий (100а, 100b),
- отлитый металл, принимаемый от упомянутых по меньшей мере двух литейных линий (11а, 11b), прокатывают через по меньшей мере две прокатные линии (12а, 12b) в составе комбинированных прокатных линий (100а, 100b),
- с помощью центрального управляющего устройства (36) осуществляют независимое и автономное управление работой по меньшей мере разгружающего устройства (16) каждой из упомянутых по меньшей мере двух литейных линий (11а, 11b) и регулирующим устройством (32, 132) для регулирования потока расплавленного металла из упомянутого единого питающего устройства (14) в соответствующий кристаллизатор (29а, 29b) каждой из упомянутых по меньшей мере двух литейных линий (11а, 11b) для избирательного варьирования скорости разливки каждой из упомянутых по меньшей мере двух литейных линий (11а, 11b) независимо и автономно относительно по меньшей мере одной другой литейной линии (11b, 11а).
| US 20040079512 A1, 29.04.2004 | |||
| WO 2012013456 A2, 02.02.2012 | |||
| JP S5645201 A, 24.04.1981 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТ И ЛИСТОВ ИЗ СТАЛИ | 2001 |
|
RU2271256C2 |
| СПОСОБ ПРОКАТКИ ТОНКИХ И/ИЛИ ТОЛСТЫХ СТАЛЬНЫХ СЛЯБОВ В ГОРЯЧЕКАТАНУЮ ПОЛОСУ | 2004 |
|
RU2335357C2 |

