Предлагаемое изобретение относится к области получения пенобетона в различных отраслях строительства, в частности строительства и ремонта: жилых и промышленных зданий и сооружений, основания объектов транспортной инфраструктуры (автомобильных дорог, железнодорожных путей, взлетно-посадочных полос, грузовых площадок аэропортов, морских и речных портов, буровых площадок, городских улиц и площадей и т.д.), теплоизоляции и укрепления подземных сооружений: (туннелей, шахтных выработок, трубопроводов, водопропускных сооружений, мостовых примыканий и т.д.). Особенно важное значение предлагаемое изобретение приобретает для получения легких до 400 кг/м3 и суперлегких до 200 кг/м3 пенобетонов в климатических зонах с экстремальными условиями строительства: зона вечной мерзлоты, водонасыщенные пучинистые грунты, большие перепады температур и т.д.
Известны способы получения пенобетона близкие к заявляемому по своей технической сущности и достигаемому результату: SU 461916 (кл. C04B 21/10. B28C 5/00, опубл. 28.02.1975) (D1); RU 2099313 (кл. C04B 38/10, B28B 1/50, опубл. 20.12.1997) (D2); RU 2197380 (кл. B28C 5/38, опубл. 10.09.1999) (D3).
Способ приготовления поризованной бетонной смеси (D1) заключается в перемешивании компонентов в бетономешалке с введением воздухововлекающей добавки, причем с целью уменьшения объемного веса бетона и повышения его однородности в процессе перемешивания в смесь подают сжатый воздух под давлением 0,15-0,2 МПа.
Недостатками известного способа (D1) являются циклический (периодический) режим работы, низкая производительность оборудования, высокие трудозатраты, узкий интервал плотности пенобетона 600-1200 кг/м3, высокая неоднородность и дефектность поровой структуры, высокая теплопроводность и низкая механическая прочность продукта.
Способ изготовления изделий из пенобетона (D2) включает приготовление смеси путем совместного помола в вибромельнице вяжущего и минерального заполнителя с одновременным введением воды и порообразующей добавки. В процессе помола в смеси создается избыточное давление за счет нагрева пеносмеси и дополнительного нагнетания воздуха, нарастающее к началу выгрузки смеси в форму от 0 до 0,25 МПа.
Недостатками известного способа (D2) являются циклический (периодический) режим работы, низкая производительность оборудования, высокие трудозатраты, узкий интервал плотности пенобетона (легкие и суперлегкие пенобетоны недоступны), высокая неоднородность и дефектность поровой структуры, высокая теплопроводность и низкая механическая прочность пенобетона.
Способ приготовления пенобетонной смеси (D3) включает приготовление технологической смеси путем перемешивания поверхностно-активного вещества, воды, цемента и кремнеземистого компонента. Технологическую смесь поризуют сжатым воздухом в смесителе, имеющем эжектор, ротор с лопастями, установленный с возможностью вращения и образования зоны разрежения, путем многократного прохождения технологической смеси через эжектор и зону разрежения, с образованием множества мелких воздушных пор, давление воздуха в которых равно давлению в смесителе. Отбор поризованной технологической смеси производят через отверстие в нижней части смесителя.
Недостатками известного способа (D3) являются циклический (периодический) режим работы, низкая производительность оборудования, высокие трудозатраты, узкий интервал плотности пенобетона (легкие и суперлегкие пенобетоны недоступны), высокая неоднородность и дефектность поровой структуры, высокая теплопроводность и низкая механическая прочность пенобетона.
Техническим результатом, на достижение которого направлен заявляемый способ получения пенобетона, является высокопроизводительный непрерывный режим приготовления пенобетона, значительное повышение физико-механических характеристик и потребительских свойств пенобетона за счет увеличения однородности и бездефектности его структуры, в том числе снижение теплопроводности, и повышения механической прочности, значительное расширение интервала плотности пенобетона в сторону нижней границы до 70 кг/м3 (суперлегкие пенобетоны), уменьшение трудозатрат за счет высокой степени механизации и автоматизации.
Для достижения указанного технического результата способ получения пенобетона проводят непрерывно в три этапа, при этом на первом этапе ведут перемешивание-активирование вяжущих компонентов с водой, заполнителем и добавками в смесителе-активаторе со скоростью 1500-3000 1/мин вращения рабочего органа с кавитационным эффектом до получения жидко-твердой дисперсии вяжущих в тиксотропном метастабильном состоянии с уменьшением вязкости до 50-500 Па·с, в другом смесителе-активаторе ведут перемешивание-активирование концентрата пенообразователя с добавлением воды до получения жидко-жидкой дисперсии пенообразователя в тиксотропном метастабильном состоянии с уменьшением вязкости до 10-200 Па·с, на втором этапе в смесителе-аэраторе со скоростью вращения рабочих органов 1000-1500 1/мин ведут перемешивание непрерывных потоков обеих ранее активированных дисперсий с одновременной их аэрацией сжатым воздухом при избыточном давлении 0,25-2,5 МПа, а на третьем этапе полученная в смесителе-аэраторе пеномасса непрерывно поступает в канал пеномассопровода-структурообразователя в виде диффузора, совмещающего непрерывное транспортирование пеномассы в опалубку и ее бездефектное структурирование в режиме свободного движения под действием разности давлений 0,25-2,5 МПа на входе в канал и 0,01-0,1 МПа на его выходе при ограничении максимальной линейной скорости потока и минимального времени пребывания пеномассы в канале, при этом на первом этапе ведут перемешивание-активирование вяжущих компонентов с водой, заполнителем и добавками в смесителе-активаторе с кавитационным эффектом до получения жидко-твердой дисперсии вяжущих в тиксотропном метастабильном состоянии с уменьшением вязкости, в другом смесителе-активаторе ведут перемешивание-активирование концентрата пенообразователя с добавлением воды до получения жидко-жидкой дисперсии пенообразователя в тиксотропном метастабильном состоянии с уменьшением вязкости, на втором этапе в смесителе-аэраторе при избыточном давлении ведут перемешивание непрерывных потоков обеих ранее активированных дисперсий с одновременной их аэрацией сжатым воздухом, а на третьем этапе полученная в смесителе-аэраторе пеномасса непрерывно поступает в канал пеномассопровода-структурообразователя в виде диффузора, совмещающего непрерывное транспортирование пеномассы в опалубку и ее бездефектное структурирование в режиме свободного движения под действием разности давлений на входе и выходе канала при ограничении максимальной линейной скорости потока и минимального времени пребывания пеномассы в канале.
Предлагаемый непрерывный способ получения пенобетона с учетом вышерассмотренного описания далее будем кратко именовать: «активирование-аэрирование-структурирование».
Общим сходством вышерассмотренных способов (D1-D3) с предлагаемым способом получения пенобетона является использование сжатого воздуха.
Существенные отличия предлагаемого способа получения пенобетона от известных циклических способов, в том числе (D1-D3):
- непрерывный режим приготовления пенобетона,
- раздельное перемешивание-активирование дисперсии вяжущих компонентов с водой, заполнителем и добавками и дисперсии пенообразователя в смесителях-активаторах до получения тиксотропных метастабильных состояний этих дисперсий на этапе подготовки [1],
- непрерывное перемешивание с одновременной аэрацией активированных жидко-жидкой дисперсии пенообразователя и жидко-твердой дисперсии вяжущих компонентов с заполнителем и добавками в метастабильных тиксотропных состояниях обеих дисперсий,
- совмещение непрерывного транспортирования пеномассы в опалубку в режиме свободного движения под действием разности давлений с бездефектным структурированием пеномассы (управляемый рост пузырей воздуха без разрушения межпоровых перегородок) в процессе ее релаксации при плавном снижении давления в пеномассопроводе-структурообразователе в виде диффузора с переменным профилем поперечного сечения по длине, обеспечивающем заданные ограничения на максимальную линейную скорость и минимальное время пребывания пеномассы в канале.
Наиболее близким к предлагаемому изобретению по совокупности существенных признаков является способ (D3) (прототип).
Установка для осуществления предлагаемого способа получения пенобетона является технологическим ядром множества различных полных комплектов оборудования для получения:
- различных изделий из пенобетона стационарными комплектами оборудования в заводских условиях, в том числе блоки и панели,
- монолитного пенобетона мобильными комплектами оборудования в построечных условиях.
В обоих случаях пенобетонную смесь (пеномассу), приготовленную в предлагаемой установке, заливают в опалубку и выдерживают в ней, не применяя механических воздействий, до набора пенобетоном нормативной прочности.
Известны установки для получения пенобетона, близкие к заявляемой по своей технической сущности и достигаемому результату: RU 2136492 (кл. B28C 5/38, опубл. 10.09.1999) (D4); RU 2200090 (кл. B28C 5/38, опубл. 20.02.2001) (D5).
Установка для приготовления пенобетонной смеси (D4) выполняет непрерывное приготовление пенобетонной смеси в шнеке с последовательным распределением по его длине зон подачи сухой смеси, воды, раствора добавок и пены.
Недостатками известной установки (D4) являются узкий интервал плотности пенобетона (легкие и суперлегкие пенобетоны недоступны), высокая неоднородность и дефектность поровой структуры, высокая теплопроводность и низкая механическая прочность пенобетона.
Установка для приготовления пенобетонной смеси (D5) обеспечивает непрерывный ввод сухих компонентов, пены и жидкости затворения в горизонтальный цилиндрический смеситель из двух частей разного диаметра. Отношение большего к меньшему 1,01-3 для ПБ плотности 1200-200 кг/м3 соответственно.
Недостатками известной установки (D5) является узкий интервал плотности пенобетона (легкие и суперлегкие пенобетоны недоступны), высокая неоднородность и дефектность поровой структуры, высокая теплопроводность и низкая механическая прочность пенобетона.
Наиболее близкой к заявляемой установке по совокупности существенных признаков является установка (D4) (прототип).
Известны также устройства для приготовления пенобетона, близкие к заявляемым по своей технической сущности и достигаемому результату, но лишь в части отдельных устройств предлагаемой установки: SU 300332 (кл. B28C 5/38, опубл. 01.01.1971) (D6); RU 2077421 (кл. B28C 5/38, опубл. 20.04.1997) (D7); RU 2173257 (кл. B28C 5/38, опубл. 10.09.2001) (D8).
Устройство для приготовления пористых бетонов (D6) включает перемешивание компонентов в смесителе, газовая и смесительная камеры которого выполнены в виде одной емкости, разделенной пористой перегородкой, а лопасти с тыльной стороны имеют сопла для аэрации смеси в области разрежения, создаваемой их вращением.
Недостатками известного устройства (D6) являются циклический (периодический) режим работы, низкая производительность оборудования, высокие трудозатраты, узкий интервал плотности пенобетона (легкие и суперлегкие пенобетоны недоступны), высокая неоднородность и дефектность поровой структуры, высокая теплопроводность и низкая механическая прочность продукта.
Устройство для аэрации строительного раствора (D7) включает одновременную подачу исходного строительного раствора, пенообразующей добавки и сжатого воздуха в смеситель непрерывного действия. Пенообразующая добавка и сжатый воздух смешиваются в отдельной камере, образуя мелкопористую пену, которая, проходя кольцевой зазор, смешивается с исходным раствором, обеспечивая быстрое и равномерное смешивание, то есть его аэрацию с последующим выводом аэрированного (поризованного) раствора.
Недостатком известного устройства (D2) являются узкий интервал плотности пенобетона из-за относительно низкой степени аэрации, так средняя плотность получаемого пенобетона составляет 860 кг/м3. Устройство (D2) не может быть использовано для получения легких 200-400 кг/м3 и суперлегких пенобетонов плотностью менее 200 кг/м3.
Смеситель для получения ячеистобетонной смеси (D8) представляет собой аппарат периодического действия, совмещающий функции перемешивающего устройства, гидромеханического активатора, пеногенератора, пневмокамерного насоса, подающего ячеистобетонную смесь по растворопроводу на расстояние, пропорциональное величине избыточного давления.
Недостатками известного устройства (D8) являются циклический (периодический) режим работы, низкая производительность оборудования, высокие трудозатраты и потери ячеистобетонной смеси из-за периодической очистки растворопровода от «застывшей» смеси, узкий интервал плотности пенобетона (легкие и суперлегкие пенобетоны недоступны), высокая неоднородность и дефектность поровой структуры, высокая теплопроводность и низкая механическая прочность пенобетона.
Сходством устройств (D6, D7, D8) с предлагаемым смесителем-аэратором пеномассы в составе заявляемой установки является совмещение функций пеногенератора и смесителя, а сходством, дополнительным с (D7, D8), является использование сжатого воздуха. Наиболее близким к заявляемому устройству смесителя-аэратора по совокупности существенных признаков является устройство (D7) (прототип).
Техническим результатом, на достижение которого направлена предлагаемая установка, является высокопроизводительный непрерывный режим приготовления пенобетона, значительное повышение физико-механических характеристик и потребительских свойств пенобетона за счет увеличения однородности и бездефектности его структуры, снижения теплопроводности и повышения механической прочности, значительное расширение интервала плотности пенобетона в сторону нижней границы до 70 кг/м3, уменьшение трудозатрат за счет высокой степени механизации и автоматизации установки.
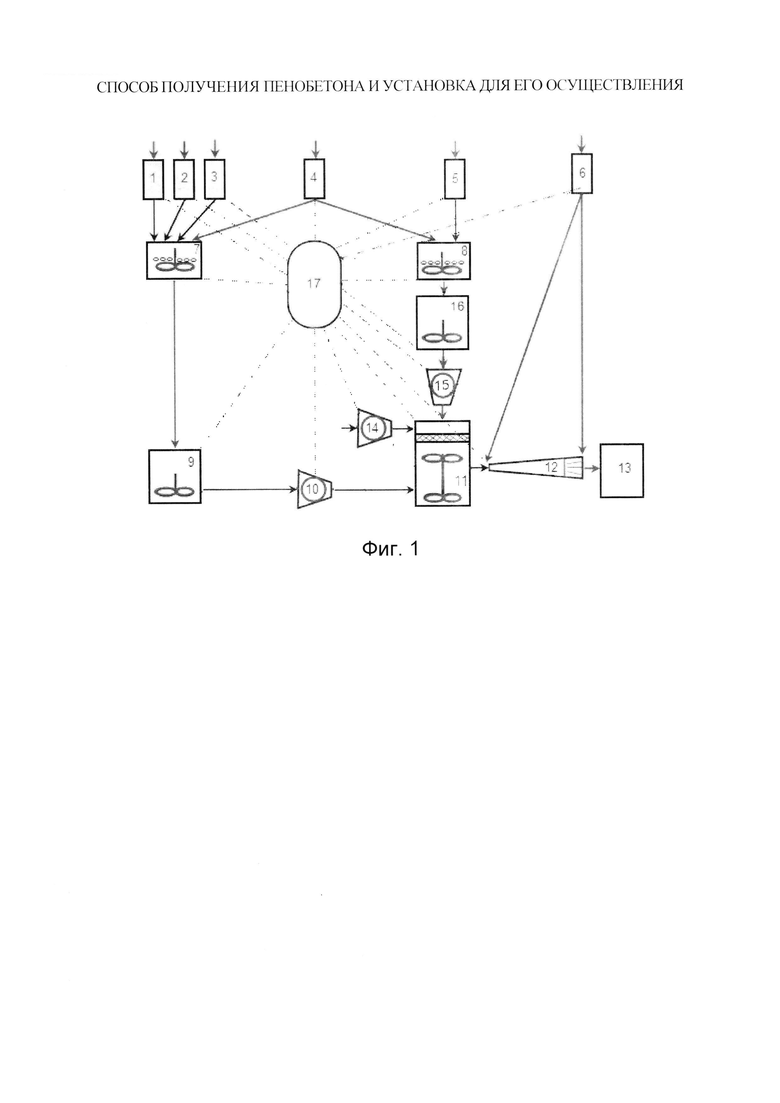
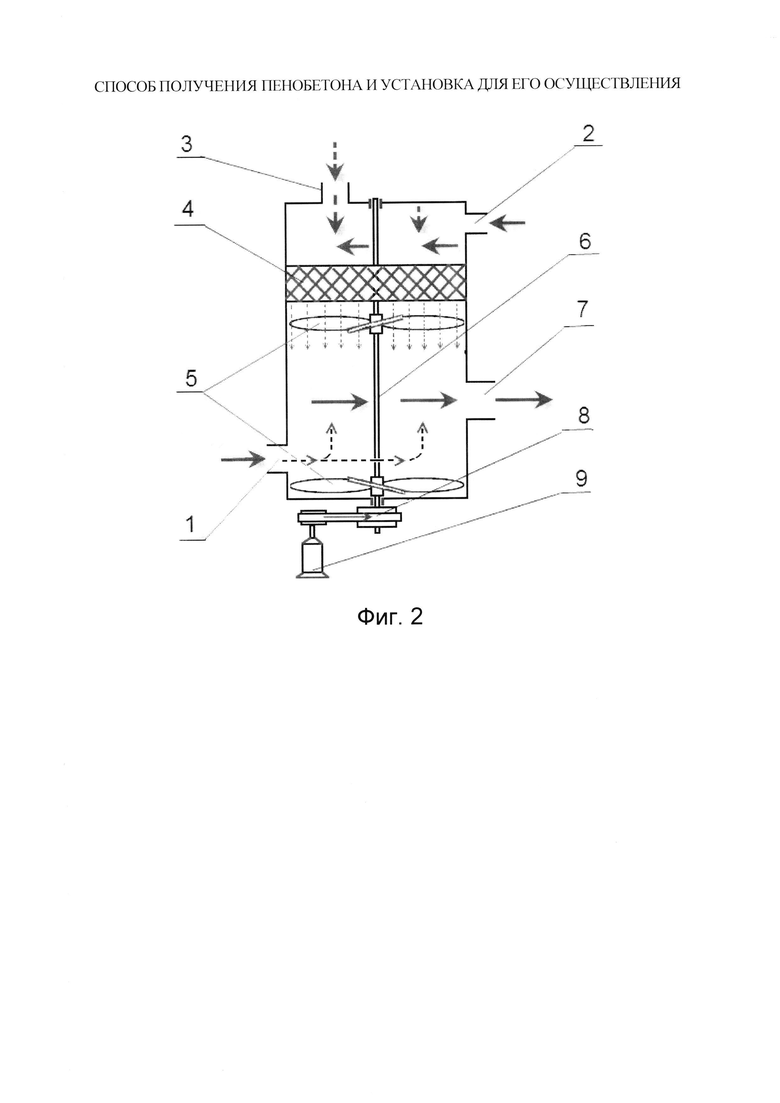
Для достижения указанного технического результата предлагается установка для получения пенобетона (фиг. 1), включающая смеситель-активатор вяжущих компонентов с заполнителем и добавками, смеситель-активатор пенообразователя, смеситель-аэратор пеномассы, пеномассопровод-структурообразователь, представляющий собой канал транспортирования пеномассы в опалубку, систему автоматического управления отдельных устройств и установки в целом, а также автоматические дозаторы всех компонентов пеномассы, емкости-накопители активированных дисперсий, насосы, воздушный компрессор, при этом дозатор вяжущих компонентов, дозатор заполнителя, дозатор ускорителей, пластификаторов и других добавок, дозатор воды соединены со смесителем-активатором вяжущих компонентов с заполнителем и добавками, который связан в свою очередь с емкостью-накопителем активированной дисперсии вяжущих и далее через насос вяжущих соединен со смесителем-аэратором пеномассы, которая через пеномассопровод-структурообразователь поступает в опалубку, одновременно дозатор концентрата пенообразователя и дозатор воды соединены со смесителем-активатором пенообразователя, который связан в свою очередь с емкостью-накопителем активированной дисперсии пенообразователя и далее через насос пенообразователя соединен со смесителем-аэратором пеномассы, дозатор армирующих добавок соединен с входом и/или выходом канала пеномассопровода-структурообразователя. Смеситель-аэратор пеномассы выполнен в виде цилиндрического корпуса, разделенного рассекателем пены на две камеры, с расположенным в верхней камере патрубком ввода непрерывного потока активированной дисперсии пенообразователя и патрубком ввода сжатого воздуха над рассекателем пены, установленным на центральной оси смесителя с возможностью вращения, а также с расположенными в нижней камере двумя винтами с противоположными углами наклона лопастей, установленными на центральной оси смесителя с возможностью вращения, с расположенным в середине нижней камеры патрубком вывода пеномассы и, наконец, с расположенным в нижней части корпуса над нижним лопастным винтом патрубком ввода непрерывного потока активированной дисперсии вяжущих. Канал пеномассопровода-структурообразователя выполнен в виде диффузора с непрерывной функцией распределения его площади поперечного сечения по длине канала, в частности прямой, степенной, параболической, гиперболической и любой другой. Канал пеномассопровода-структурообразователя выполнен в виде диффузора ступенчатого как дискретного аналога диффузора непрерывного, состоящего из комбинации любого количества секций с постоянной площадью поперечного сечения, но различных по величине этой площади, при этом секции соединены по росту площади поперечного сечения переходными муфтами. Канал пеномассопровода-структурообразователя выполнен спиралевидным диффузором-улиткой с непрерывной функцией распределения площади поперечного сечения по длине спирали логарифмической, гиперболической или архимедовой. Канал пеномассопровода-структурообразователя выполнен из армированной резины, металла, синтетической ткани, пластмассы, композитов или из комбинации вышеперечисленных и других материалов. На выходе канала пеномассопровода-структурообразователя установлена комбинация любого количества секций с изменяемой площадью поперечного сечения на входе и выходе каждой секции раздельно, при этом каждая секция может принимать вид диффузора, конфузора или цилиндра.
Для осуществления предлагаемого непрерывного способа получения пенобетона в предлагаемой установке непрерывного действия реализованы четыре существенных отличия от вышерассмотренных установок (D4, D5), включая прототип (D4):
1. В двух смесителях-активаторах осуществляется раздельное перемешивание-активирование дисперсии вяжущих компонентов с водой, заполнителем и добавками и дисперсии пенообразователя с водой до получения тиксотропных метастабильных состояний этих дисперсий на этапе подготовки [1],
2. В смесителе-аэраторе пеномассы реализован непрерывный режим аэрирования сжатым воздухом непрерывных дозированных входных активированных потоков в метастабильных состояниях: дисперсии вяжущих компонентов с заполнителем и добавками и дисперсии пенообразователя при их интенсивном совместном перемешивании.
3. Материал и конструкция канала пеномассопровода-структурообразователя за счет совмещения непрерывного транспортирования пеномассы в опалубку с бездефектным структурированием пеномассы позволяет приготовление пенобетонов, в том числе сверхлегких плотностью менее 200 кг/м3 с однородной, замкнутой, мелкопористой ячеистой структурой при пониженном водо-твердом (В/Т) отношении и высокой эффективности использования пенообразователя в процессе структурообразования с изменением кратности пены (отношение объема пены к объему пенообразователя) от низкократной 2-5 на входе в канал до высокократной 8-15 на выходе и в опалубке
4. Система механизации и автоматизации с использованием математических моделей отдельных устройств и установки в целом позволяет одному оператору поддерживать стабильный режим непрерывного приготовления пеномассы с максимальной погрешностью по плотности ±5 кг/м3 и при необходимости оперативно без остановки производства изменять задания в системе автоматического управления, в частности плотность пенобетона в интервале 70-1200 кг/м3. Принцип работы предлагаемой установки и отдельных ее устройств, а также их конструктивные особенности поясняются фиг. 1-3.
Установка для осуществления предлагаемого непрерывного способа получения пенобетона как технологического ядра множества различных полных комплектов оборудования для производства различных изделий или монолитного пенобетона включает (фиг. 1): дозатор вяжущих компонентов 1, дозатор заполнителя 2, дозатор ускорителей, пластификаторов и других добавок 3, дозатор воды 4, дозатор пенообразователя 5, дозатор армирующих добавок 6, смеситель-активатор раствора вяжущих 7, смеситель-активатор пенообразователя 8, емкость-накопитель вяжущих 9, насос вяжущих 10, смеситель-аэратор пеномассы 11, пеномассопровод-структурообразователь 12, приемную емкость (опалубку) 13, компрессор воздуха 14, насос пенообразователя 15, емкость-накопитель пенообразователя 16, систему автоматического управления 17.
Технологический процесс в предлагаемой установке (фиг. 1) можно условно разделить на три этапа:
1. Этап активирования исходных дисперсий:
а) Исходные компоненты дисперсии вяжущих с заполнителем и добавками подаются в смеситель-активатор периодического действия 7 через дозаторы 1-4 в нижеприведенной последовательности: вода, вяжущие (цемент, гипс, известь, …), специальные добавки (пластификаторы, ускорители твердения, стабилизаторы, …). В результате кратковременного (1-3 мин) интенсивного перемешивания рабочим органом смесителя-активатора, создающим кавитационный эффект (перфорированный диск), двухфазная жидко-твердая дисперсия приводится в метастабильное тиксотропное состояние, которое характеризуется интенсивным образованием гелей вяжущих компонентов (гидросульфоалюмината кальция и трехкальциевого гидросиликата) и определяется резким снижением вязкости до 100-500 Па·с. Далее активированную жидко-твердую дисперсию вяжущих выгружают в емкость-накопитель вяжущих 9, где усредняются по объему физико-механические параметры и распределение гелей вяжущих компонентов путем перемешивания лопастной турбиной с малой скоростью, сохраняющей метастабильное тиксотропное состояние дисперсии до загрузки в смеситель-аэратор 11 насосом 10.
b) Исходный концентрат пенообразователя через дозатор 5 и вода через дозатор 4 подаются в смеситель-активатор периодического действия 8. В результате кратковременного (0,5-2 мин) интенсивного перемешивания рабочим органом смесителя-активатора, создающим кавитационный эффект (перфорированный диск), жидко-жидкая дисперсия пенообразователя приводится в метастабильное тиксотропное состояние, которое характеризуется резким снижением вязкости до 10-200 Па·с и суммарной энергией водородных связей в интервале 50-91 кДж/моль. Далее активированную дисперсию пенообразователя выгружают в емкость-накопитель 16, где усредняются по объему гелевый состав и физико-механические параметры дисперсии путем перемешивания лопастной турбиной с малой скоростью, сохраняющей метастабильное тиксотропное состояние дисперсии до загрузки в смеситель-аэратор 11 насосом 15.
Интенсивность активации обеих дисперсий (время перемешивания и скорость рабочих органов) на этапе активации задают так, чтобы пеномасса в опалубке 13 сохраняла метастабильное состояние не менее 5-10 мин. Критерием окончания периода метастабильности является приближение к нулю значения производной по времени электрического сопротивления пеномассы. Этот показатель наряду с показателями мощности перемешивания в системе автоматического управления позволяет организовать обратную связь для управления этапом активации обеих дисперсий.
2. Этап аэрирования дисперсии вяжущих.
Этап перемешивания и аэрирования активированных дисперсий вяжущих и пенообразователя выполняется в смесителе-аэраторе пеномассы 11 непрерывно под давлением. Кратность пены (отношение объема пенообразователя к объему пены) при нормальных условиях составляет 8-15. С ростом избыточного давления до 2,5 МПа кратность пены уменьшается до 2-5. Максимальное избыточное давление теоретически не ограничено, но практически оно не превышает 2,5 МПа во избежание резкого роста затрат на изготовление и эксплуатацию оборудования, кроме того, это предельно допустимое давление воздушных компрессоров общепромышленного и общестроительного назначения. Принцип работы смесителя-аэратора пеномассы и его конструкция поясняются схемой на фиг 2. Цилиндрический корпус смесителя-аэратора разделен рассекателем пены на две камеры: верхнюю и нижнюю, и имеет три приемных патрубка для непрерывных входных потоков и один выпускной патрубок для пеномассы. Активированная дисперсия вяжущих подается насосом 10 через приемный патрубок в в нижней камере смесителя-аэратора над нижним лопастным винтом, активированная дисперсия пенообразователя подается насосом 15 через приемный патрубок над рассекателем пены и сжатый воздух подается компрессором 14 через приемный патрубок в верхней камере. Мелкопористая, упругая пена, образующаяся в верхней камере посредством рассекателя, вращающегося со скоростью 1000-1500 1/мин поступает в нижнюю смесительную камеру, в которой интенсивно перемешивается с встречным потоком дисперсии вяжущих. Встречное движение перемешиваемых дисперсий выполняется двумя высокоскоростными винтами с противоположными углами наклона лопастей со скоростью вращения 1000-1500 1/мин, обеспечивающими интенсивное и равномерное перемешивание дисперсии. Аэрированный раствор (пеномасса) непрерывно выгружается в середине нижней камеры через выпускной патрубок в пеномассопровод-структурообразователь 12.
При условиях, близких к нормальным (атмосферное давление 760 мм рт.ст., температура воздуха 0°C), пеномасса малой плотности с высоким воздухонаполнением представляют собой трехфазную газо-жидко-твердую дисперсию с высокой вязкостью жесткой, малоподвижной структуры при плотной «упаковке» воздушных пузырей. Сдвиговая деформация при перемешивании пеномассы в нормальных условиях разрушает тонкие межпоровые оболочки в ячеистой структуре пеномассы с образованием множественных дефектов ячеистой структуры, резко снижающих физико-механические характеристики и потребительские свойства пенобетона.
При изотермическом сжатии определенного количества пеномассы увеличивается давление и уменьшается ее объем за счет уменьшения объема газовой фазы пеномассы при неизменном объеме жидкой и твердой фаз (практически несжимаемых), т.е. уменьшается относительный объем газовой фазы согласно уравнению состояния газа Менделеева-Клапейрона [2]:

где: Р - давление газа, V - объем газа, n - число молей газа, R - универсальная газовая постоянная, T - температура газа.
При увеличении давления насосов и компрессора увеличивается массовая скорость входных потоков, при этом в смесителе-аэраторе 11 увеличивается давление (изохорное повышение давления), а также увеличивается количество пеномассы и, следовательно, увеличивается объем практически несжимаемых жидкой и твердой фаз за счет уменьшения относительного объема газовой фазы (1). Пузыри сжимаемого воздуха уменьшаются в объеме, следовательно, утолщаются межпоровые жидко-твердые оболочки пеномассы, что уменьшает ее вязкость, т.е. повышает структурную подвижность и, следовательно, структурную устойчивость пеномассы в процессе приготовления и транспортирования ее в опалубку.
Кроме того, при перемешивании и транспортировании пеномассы уменьшается количество дефектов ее ячеистой структуры, поскольку с увеличением толщины межпоровых жидко-твердых оболочек увеличивается допустимая величина сдвиговых деформаций без разрушения поровой структуры. Повышение структурной устойчивости и однородности пеномассы объясняется также ростом упругой реакции пузырей сжатого воздуха при увеличении давления и их стремлением к сферической форме, т.е. стремлением занять максимальный объем при минимальной поверхности.
Существует множество математических моделей для описания реологии различных дисперсных систем. Так, например, для оценки вязкости дисперсий сферических частиц Эйнштейн предложил формулу (2), часто используемую до настоящего времени [3]:

где η - вязкость дисперсии, ηср - вязкость дисперсионной среды, Ф - объемная концентрация наполнителя, K1 - константа.
Для твердых сферических частиц при условии ламинарного течения дисперсионной среды Эйнштейн получил значение K1 равным 2,5. Для пеномассы зависимость вязкости дисперсии от наполнения воздухом следует искать в форме аналогичной (2) с подбором константы К1 по результатам эксперимента для определенного состава пеномассы.
Таким образом, этап аэрирования дисперсий вяжущих и пенообразователя по сути является преобразованием сжатого воздуха и двух двухфазных дисперсий в одну трехфазную газо-жидко-твердую дисперсию, называемую пеномассой, которая непрерывно поступает на следующий этап: транспортирования и структурирования.
Полученная в смесителе-аэраторе при повышенном давлении пеномасса как трехфазная газо-жидко-твердая дисперсия находится в метастабильном тиксотропном состоянии с высокой структурной подвижностью (низкой вязкостью), что является необходимой предпосылкой для целенаправленного формирования бездефектной мелкопористой замкнутой ячеистой структуры суперлегких пенобетонов с высокими потребительскими свойствами.
3. Этап транспортирования и бездефектного структурирования пеномассы выполняется в канале пеномассопровода-структурообразователя 12 непрерывно при плавном регулируемом снижении избыточного давления от максимального (не более 2,5 МПа) в смесителе-аэраторе и практически до нуля (не более 0,05 МПа) на выходе из канала при ограничениях линейной скорости пеномассы и времени пребывания ее в канале.
Вышерассмотренный второй этап получения низкоплотного пенобетона описан в статье [4], где методу было дано наименование «обжатие-релаксация». Если процесс обжатия в [4] описан достаточно подробно, то процесс релаксации на этапе транспортирования и структурирования пеномассы не рассматривается и не описывается.
Ниже приводится математическое описание как второго, так и третьего этапов технологического процесса, обеспечивающего формирование оптимальной бездефектной мелкопористой замкнутой ячеистой структуры пенобетонов любой плотности, в том числе сверхлегких пенобетонов плотностью менее 200 кг/м3, с высокими физико-механическими (потребительскими) свойствами. Также приводится предложение по выбору материала и конструкции пеномассопровода-структурообразователя 12 как неотъемлемого элемента предлагаемой установки для непрерывного способа получения пенобетона (фиг. 1).
Предлагаемый непрерывный способ получения пенобетона с учетом вышерассмотренного описания и в развитие [4] далее будем именовать: «активирование-аэрирование-структурирование».
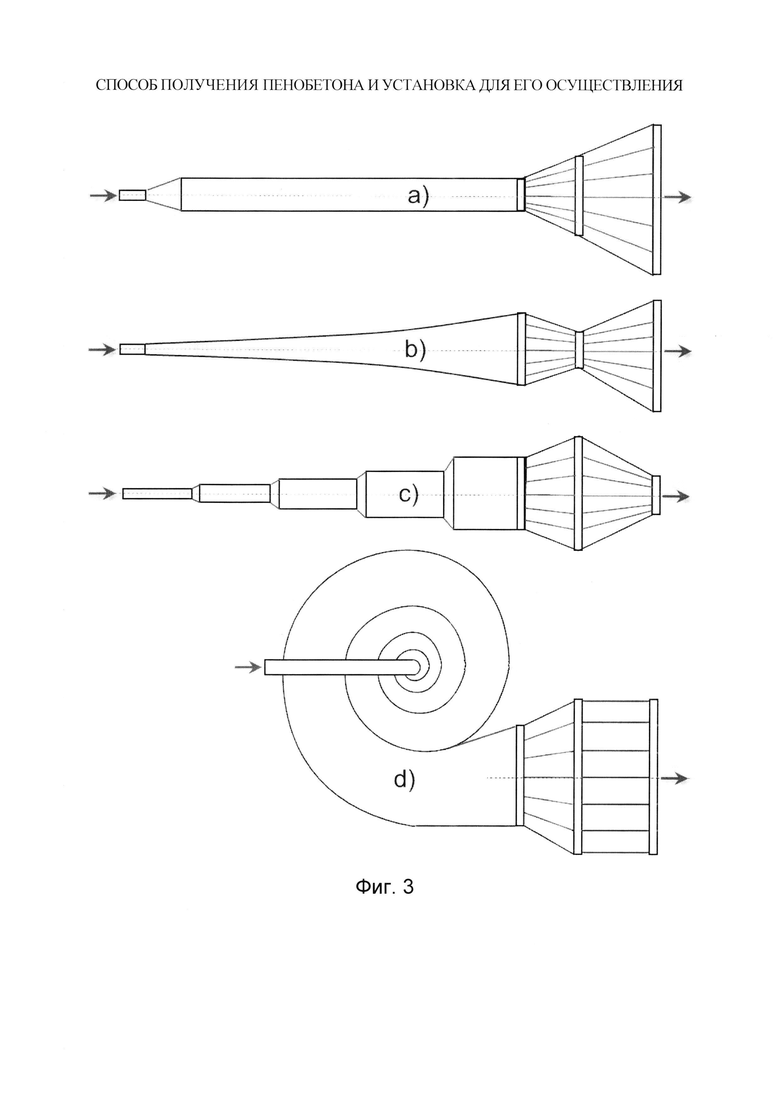
Предлагаемые конструкции пеномассопровода-структурообразователя приводятся на фиг 3. Поперечное сечение канала пеномассопровода-структурообразователя может иметь любую форму, в том числе круг, что обеспечивает максимальную площадь поперечного сечения при одинаковом периметре для различных фигур.
В отличие от существующих пеномассопроводов с постоянной площадью поперечного сечения канала (вариант а на фиг. 3) для бездефектного структурирования пеномассы предлагается три варианта канала пеномассопровода-структурообразователя с переменной площадью поперечного сечения (фиг. 3): b) - диффузор с произвольной функцией распределения площади поперечного сечения по длине, в частности прямой, степенной, параболической, гиперболической и др., с) - диффузор ступенчатый как дискретный аналог вышеуказанного, d) - диффузор-улитка, т.е. диффузор в виде спирали, в том числе логарифмической, гиперболической или архимедовой. Диффузор-улитка используется для компактного размещения пеномассопровода-структурообразователя в мобильных установках для построечных условий.
Для всех вариантов на выходе канала пеномассопровода-структурообразователя по ходу движения пеномассы может быть установлена комбинация любого количества секций с изменяемой площадью поперечного сечения на входе и выходе каждой секции раздельно, при этом каждая секция может принимать вид диффузора, конфузора или цилиндра, т.е. секция выполняется управляемой для тонкой настройки канала пеномассопровода-структурообразователя в процессе работы и грубой его настройки в процессе запуска при заполнении канала (фиг. 3).
Раздельное независимое изменение площади поперечного сечения на входе и выходе каждой секции может быть выполнено различными способами. Один из возможных способов состоит в использовании пластин, которые скользят по направляющим с наложением соседних пластин друг на друга по аналогии с веером. Пластины скользят по направляющим канавкам на двух поясах, установленных по периметру на входе и выходе каждой секции. Для изменения площади поперечного сечения на входе и/или выходе секции изменяют длину соответствующего пояса и, следовательно, его периметр. Поскольку избыточное давление пеномассы на выходе канала мало, самоуплотнение пластин веерной конструкции надежно предотвращает боковые утечки пеномассы. Для повышения герметичности при необходимости с внутренней стороны секции на поясах закрепляется эластичный и/или гофрированный вдоль секции рукав. Конструктивным аналогом секции с изменяемой площадью поперечного сечения на входе и выходе является управляемое сопло турбореактивного двигателя [5].
В результате плавной регулируемой релаксации объемных и сдвиговых напряжений пеномассы при снижении давления в процессе ее движении в канале пеномассопровода-структурообразователя 12 формируется оптимальная пористость пеномассы с минимальной дефектностью ячеистой структуры, что позволяет приготовление сверхлегких пенобетонов плотностью менее 200 кг/м3 с однородной, замкнутой, мелкопористой ячеистой структурой при пониженном водо-твердом (В/Т) отношении и высокой эффективности использования пенообразователя в процессе структурообразования с изменением кратности пены от низкократной 2-5 в смесителе-аэраторе до высокократной 8-15 в опалубке.
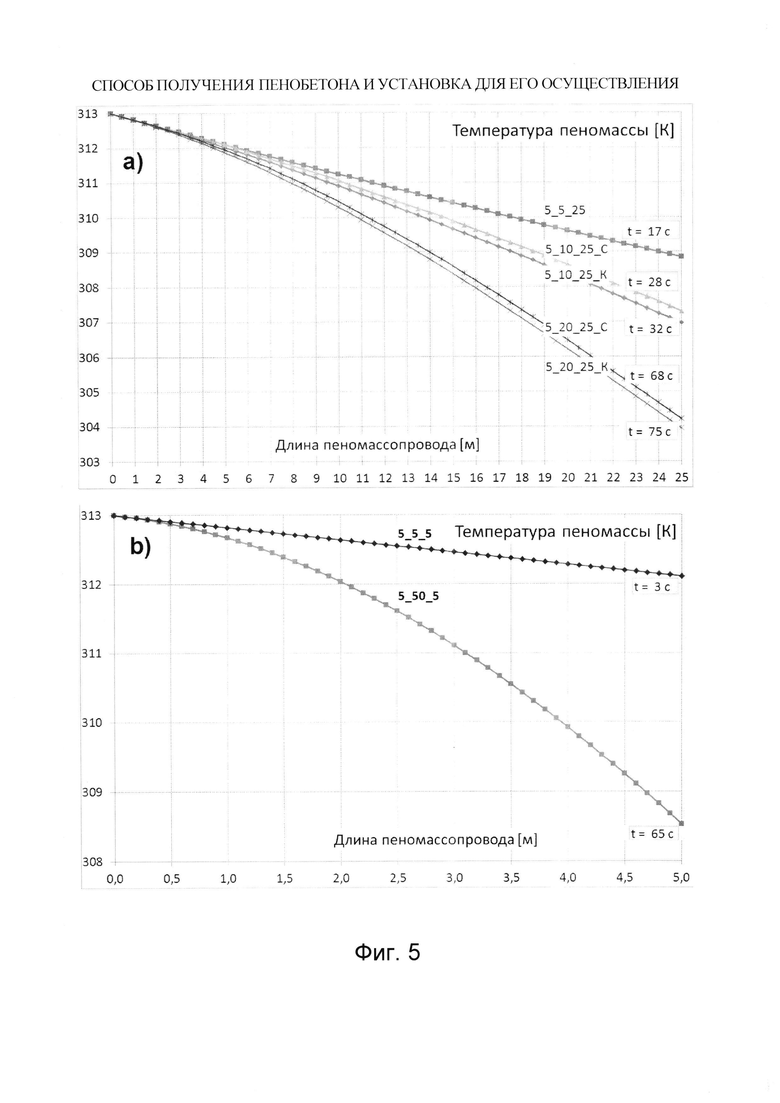
Ниже приводятся примеры выбора материала и конструкции пеномассопровода-структурообразователя (фиг. 4, 5). В стационарных комплектах оборудования для приготовления пенобетона с использованием вариантов (а-с) на фиг. 3, как правило, используются армированные резиновые, металлические, тканые синтетической нитью, пластмассовые, композитные или комбинированные из перечисленных и других материалов относительно длинные шланги. Для мобильных установок могут быть использованы относительно короткие компактные пеномассопроводы, в том числе спиралевидные диффузоры-улитки d) на фиг. 3 из композитных материалов или металла, с высоким отношением площади поперечных сечений на выходе и входе канала и относительно большой поверхностью теплообмена с малым тепловым сопротивлением (см. диаграмму b на фиг. 5).
Предлагаемый пеномассопровод-структурообразователь 12 кроме собственно транспортирования пеномассы в опалубку 13 создает необходимые условия для бездефектного структурирования пеномассы в процессе ее движения и релаксации объемных и сдвиговых напряжений при снижении давления в канале. При этом все пузыри воздуха всех размеров постепенно, одновременно и равномерно увеличиваются в объеме согласно (1), расширяя поровую структуру пеномассы и сохраняя при этом гелевый состав вяжущих компонентов (гидросульфоалюминат кальция и трехкальциевый гидросиликат) и тиксотропное метастабильное состояние жидко-твердых межпоровых оболочек.
При релаксации пеномассы по ходу ее движения в канале с увеличением объема газовой фазы увеличивается соответственно объем пеномассы и, следовательно, ее объемная скорость при постоянной массовой скорости. С увеличением объемной скорости резко увеличивается и линейная скорость потока, если канал пеномассопровода имеет постоянную площадь поперечного сечения, например цилиндрический. При очень высокой линейной скорости пограничный турбулентный слой потока у стенки канала расширяется и постепенно охватывает все поперечное сечение потока с разрушением поровой структуры пеномассы, разрушением гелей вяжущих компонентов и потерей тиксотропного метастабильного состояния пеномассы. Для предотвращения этого явления следует ограничить линейную скорость потока за счет увеличения площади поперечного сечения канала пеномассопровода. Идеальной конструкцией при этом условии является диффузор непрерывный (вариант b на фиг. 3). Но эту конструкцию трудно реализовать на практике, поэтому предлагается и более простой в исполнении вариант диффузор ступенчатый (вариант c на фиг. 3).
Применением диффузоров (фиг. 3) решается и вторая важная задача - регулирование времени пребывания пеномассы в условиях ее бездефектного структурирования при продолжении процесса гидратации вяжущих и становлении кристаллической структуры будущего пенобетона из трехфазной газо-жидко-твердой дисперсии в коллоидном метастабильном состоянии.
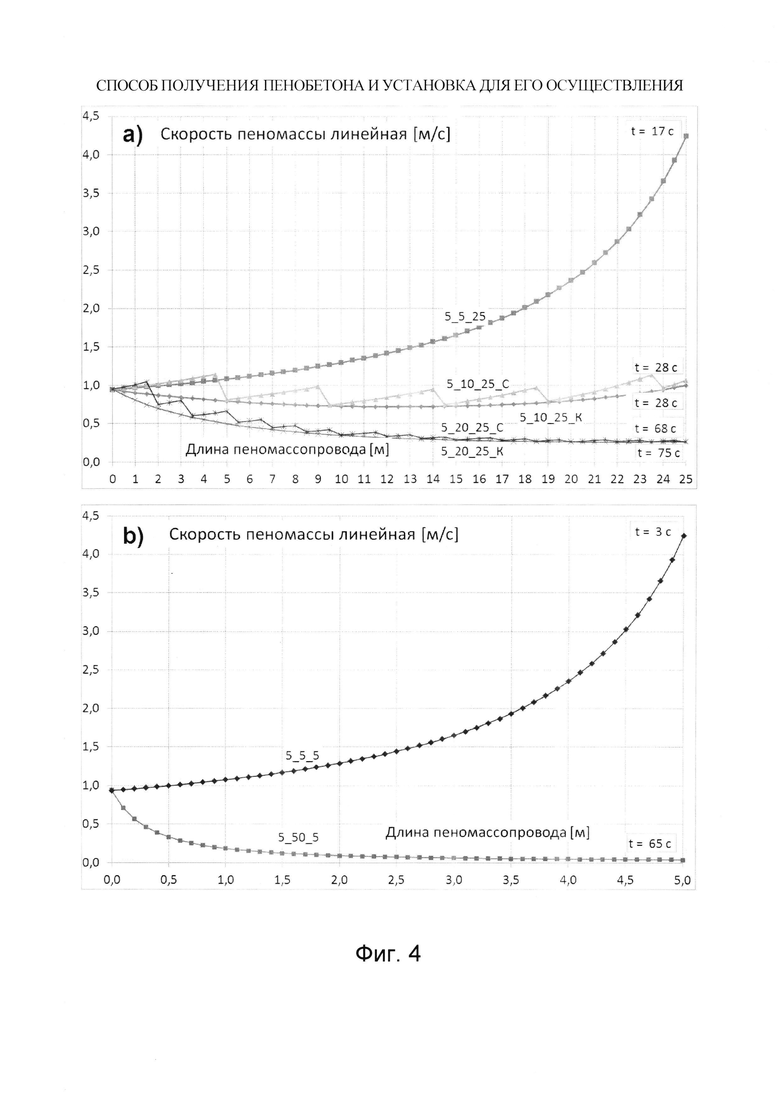
Таким образом, необходимыми условиями при выборе оптимальной конструкции канала пеномассопровода-структурообразователя 12 являются ограничения на максимальную линейную скорость пеномассы и минимальное время ее пребывания в канале пеномассопровода. Для приведенных ниже примеров проектирования канала пеномассопровода-структурообразователя (фиг. 4, 5) максимальная линейная скорость пеномассы не превосходит 1 м/с. Минимальное время пребывания пеномассы в канале не менее 60 секунд.
На фиг. 4, 5 представлены диаграммы распределения по длине пеномассопровода-структурообразователя следующих параметров: линейной скорости пеномассы и температуры
Обозначения на диаграммах: t - общее время пребывания пеномассы [с], температура окружающей среды 288 K, коэффициент теплопередачи составляет 133 [Вт/(м2·град)].
а). Варианты пеномассопровода-структурообразователя длиной 25 м для стационарных установок:
1. 5_5_25 - цилиндр, диаметры: начальный 5 см, конечный 5 см,
2. 5_10_25_K - диффузор, диаметры: начальный 5 см, конечный 10 см,
3. 5_10_25_C - диффузор ступенчатый, диаметры: начальный 5 см, конечный 10 см,
4. 5_20_25_K - диффузор, диаметры: начальный 5 см, конечный 20 см,
5. 5_20_25_C - диффузор ступенчатый, диаметры: начальный 5 см, конечный 20 см.
b). Варианты пеномассопровода-структурообразователя длиной 5 м для мобильных установок:
1. 5_5_5 - цилиндр, диаметры: начальный 5 см, конечный 5 см,
2. 5_50_5_У - улитка, диаметры: начальный 5 см, конечный 50 см.
Отметим на фиг. 4, 5 оптимальный выбор параметров диффузора конусовидного (вариант b на фиг. 3) и диффузора ступенчатого (вариант с на фиг. 3) при сохранении ограничения на максимальную линейную скорость пеномассы. Отметим также значительный рост времени пребывания пеномассы в канале пеномассопровода при увеличении выходного диаметра канала. Это особенно важно для мобильных установок с относительно коротким компактным пеномассопроводом, например, в виде диффузора-улитки (вариант d на фиг. 3).
Проекты каналов пеномассопровода-структурообразователя 12, приведенные на фиг. 4, 5 в качестве примеров, разработаны с использованием математической модели пеномассопровода-структурообразователя 12 как процесса свободного движения пеномассы (трехфазной газо-жидко-твердой дисперсии) в канале переменного сечения с учетом трения пеномассы на стенках канала и теплообмена с окружающей средой, а также математической модели смесителя-аэратора пеномассы 11 как процесса интенсивного перемешивания трех непрерывных входных потоков [6, 7]. Эти модели двух основных этапов предлагаемого непрерывного способа получения пенобетона являются ядром общей математической модели.
Математическое описание. Основу системы уравнений математического описания процессов в предлагаемой установке для получения пенобетона предлагаемым способом «активирование-аэрирование-структурирование» составляют уравнения материальных и тепловых балансов для непрерывных входных сырьевых потоков и выходного потока пеномассы как трехфазной газо-жидко-твердой дисперсии. В уравнения покомпонентных и общего материального балансов включаются интенсивности всех источников вещества (твердых, жидких и газовых компонентов). В уравнения теплового баланса включаются интенсивности всех источников тепла в потоках [6].
Ниже представлена система уравнений математического описания двух основных этапов в производстве пенобетона: обжатия, перемешивания и аэрации в смесителе-аэраторе 11 и транспортирования и структурирования пеномассы в пеномассопроводе-структурообразователе 12.
СМЕСИТЕЛЬ-АЭРАТОР. В силу интенсивного перемешивания входных потоков в рабочей зоне смесителя-аэратора можно пренебречь распределением параметров по объему и принять упрощенную гидродинамическую модель в рабочей зоне - идеальное смешение [6].
Система уравнений сохранения компонентов пеномассы в процессе их перемешивания в смесителе-аэраторе (покомпонентный материальный баланс) в этом случае имеет вид:

где: 






Уравнение сохранения вещества пеномассы (общего материального баланса) имеет вид:

Уравнение сохранения энергии пеномассы (теплового баланса) в смесителе-аэраторе имеет вид:

где: 





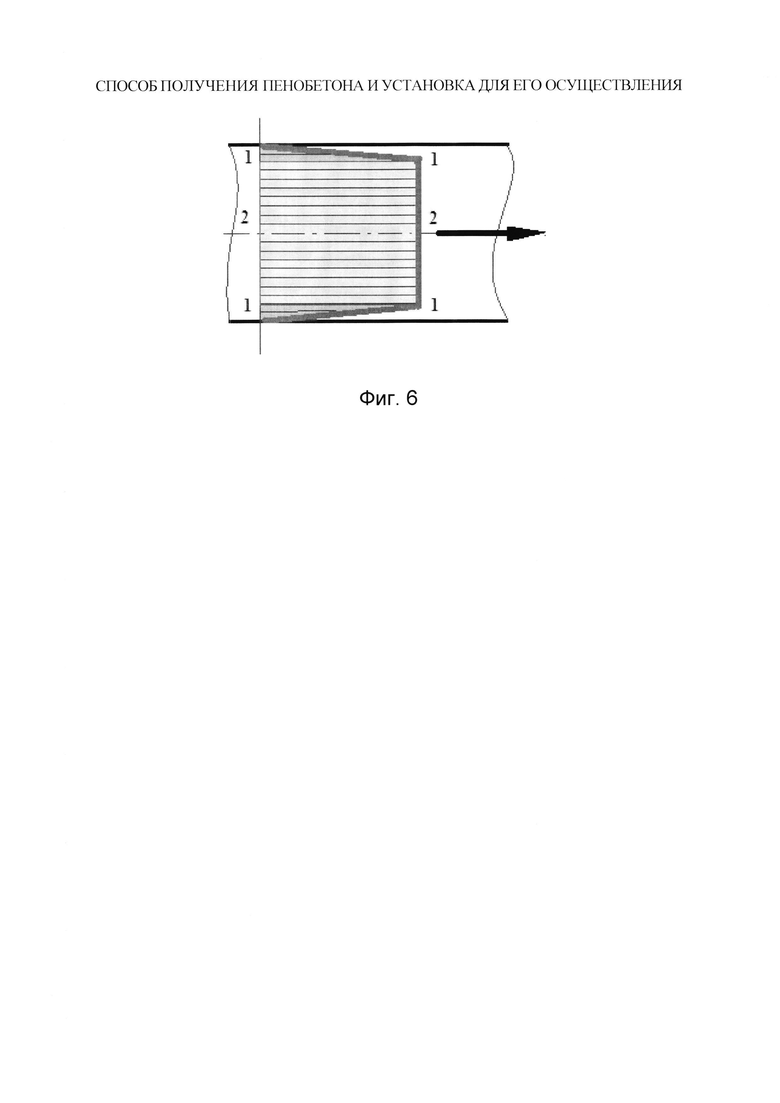
ПЕНОМАССОПРОВОД-СТРУКТУРООБРАЗОВАТЕЛЬ 12. Структура потока пеномассы в канале приближенно может быть представлена упрощенной гидродинамической моделью - идеальное вытеснение в том смысле, что каждый следующий слой пеномассы в поперечном сечении канала вытесняет собой предыдущий. При этом изменением всех параметров потока в слое можно пренебречь, т.е. каждый слой идеально перемешан и поэтому однороден. Изменение параметров имеет место только по длине канала [6]. Принятая гидродинамическая модель вполне удовлетворительно описывает реальную гидродинамическую обстановку в канале в силу особенности движения трехфазной дисперсии в тиксотропном состоянии, реология которого характеризуется резким уменьшением вязкости потока у стенки канала при превышении предела прочности и когезионного разрыва дисперсии у стенки канала [7]. Характерная для трехфазной газо-жидко-твердой дисперсии в тиксотропном состоянии эпюра линейных скоростей потока в канале представлена на фиг. 6: 1 - область когезионного разрыва потока у стенки канала, 2 - область стержневого движения потока, в которой нет сдвиговых деформаций, и, следовательно, это стабильная область структурирования пеномассы, которая сохраняет это важнейшее условие на всем протяжении пеномассопровода [7].
Система уравнений сохранения компонентов пеномассы в произвольном сечении канала при движении и структурировании пеномассы в канале (покомпонентный материальный баланс):

где: 
Уравнение сохранения вещества пеномассы (общего материального баланса) в канале имеет вид:

Уравнение сохранения энергии (теплового баланса) пеномассы в произвольном сечении канала имеет вид:

где: v - массовая скорость пеномассы в канале [кг/с]; C - теплоемкость пеномассы в канале [Дж/кг/град]; Т(l) - температура пеномассы в произвольном сечении канала [K]; QΣ(l) - суммарная интенсивность источников теплоты в произвольном сечении канала [дж/с].
ИНТЕНСИВНОСТИ ИСТОЧНИКОВ. Интенсивности источников веществ (компонентов) и теплоты характеризуют скорости притока (образования) или стока (расходования) веществ и теплоты в потоке за счет следующих основных элементарных процессов [6]: химические реакции (R), массопередача (М), изменение агрегатного состояния или фазовые переходы (А), подпитки внешними потоками (П), теплопередача (Т), теплоизлучение (И).
Суммарные интенсивности источников веществ и теплоты определяются суммами интенсивностей элементарных процессов согласно вышерассмотренной классификации:


В процессе обжатия, перемешивания и аэрации пеномассы в смесителе-аэраторе 11, а также движения и структурирования ее в канале 12 теоретически имеют место почти все вышеперечисленные элементарные процессы.
Так, например, для процесса теплопередачи интенсивность источника теплоты (QT) выражаются через площадь поверхности рассматриваемой зоны теплопередачи (FT):

Для смесителя-аэратора 11 FT - это площадь его поверхности. Для канала 12 FT - это его периметр, в общем случае переменный по длине канала.
Локальная интенсивность источника тепла в процессе теплопередачи в окружающую среду (qT) определяется следующим выражением:

где: КТ - коэффициент теплопередачи; Tc - температура внешней среды; Т - локальная температура потока пеномассы. Для смесителя-аэратора 11 - это температура пеномассы в аппарате. Для канала 12 - это локальная температура потока пеномассы переменная по длине канала.
На практике при математическом моделировании процессов в смесителе-аэраторе 11 и канале 12 следующими элементарными процессами можно пренебречь в силу их относительной малости или отсутствия: химические превращения, массопередача, фазовые переходы, внешняя подпитка и теплоизлучение.
В частности, было принято к сведению следующее важное замечание [8]: интенсивности источников веществ в процессах химических превращений в смесителе-аэраторе 11 и в канале 12 настолько малы, что ими можно пренебречь. Это обусловлено особенностями процесса гидратации основных составляющих цемента: трехкальциевый C3S и двухкальциевый C2S силикаты, трехкальциевый алюминат C3Al. На первой стадии процесса гидратации, как только C3S вступает в контакт с водой, наблюдается высокая скорость реакции и тепловыделения соответственно, а затем ее резкое падение [8]. Называемая предындукционным периодом, эта стадия продолжается несколько минут и завершается во время первого подготовительного этапа активации исходной жидко-твердой дисперсии вяжущих в аппаратах 7 и 9 (фиг. 1). На второй стадии процесса гидратации скорость химических превращений очень низка [8]. Это индукционный период, который продолжается несколько часов и завершается в опалубке 13. Поэтому при исследовании и моделировании двух основных этапов предлагаемого способа непрерывного получения пенобетона в аппаратах 11 и 12 (фиг. 1) химическими превращениями в процессе гидратации можно пренебречь. Кроме того, увеличение продолжительности индукционного периода и уменьшение скорости химической реакции гидратации обусловлено особенностью структуры пеномассы в отличие от тяжелых рядовых бетонов и объясняется замедлением процесса переноса воды в относительно тонких межпоровых оболочках.
Анализ выполненных проектов реализации этапа транспортирования и структурирования пеномассы в пеномассопроводе-структурообразователе 12 (фиг. 4, 5) показывает высокую чувствительность и надежность разработанных математических моделей смесителя-аэратора пеномассы и пеномассопровода-структурообразователя, которые являются частью общей математической модели предлагаемого непрерывного способа получения пенобетона «активирование-аэрирование-структурирование».
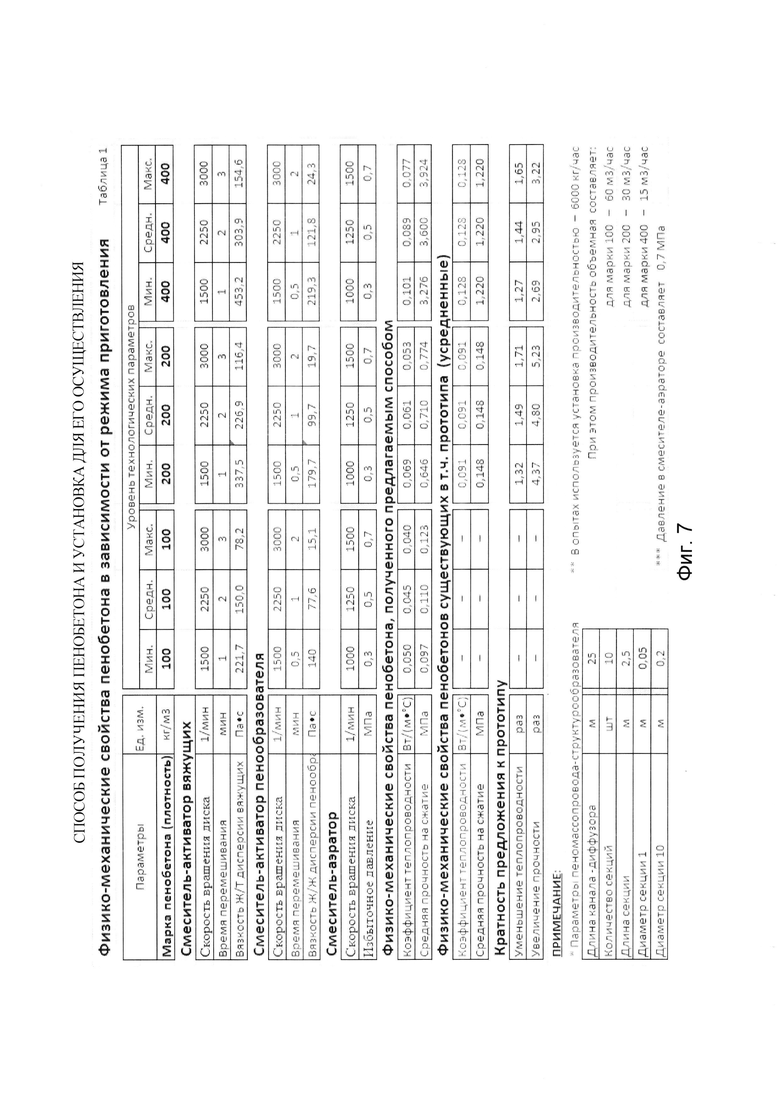
Примеры испытаний предлагаемого способа получения пенобетона и установки для его осуществления представлены в таблице на фиг. 7. В таблице 1 «Физико-механические свойства пенобетона в зависимости от режима приготовления» приведены результаты опытов по исследованию физико-механических свойств пенобетона, в частности теплопроводности и прочности на сжатие, в зависимости от технологических параметров смесителей активаторов и смесителя-аэратора для различных марок пенобетона 100, 200, 400. Результаты испытаний показывают значительное повышение потребительских свойств пенобетона. В сравнении с существующими марками пенобетона соответствующей плотности предлагаемое изобретение за счет уменьшения количества дефектов структуры позволяет уменьшить теплопроводность пенобетона в 1,5-2 раза и увеличить его механическую прочность в 3-5 раз.
Усредненная производительность установки, использованной в эксперименте и осуществляющей предлагаемый способ получения пенобетона, например, марки 100 составляет 60 м3/час. Для марки 400 производительность составляет 15 м3/час. Для множества существующих установок с периодическим способом получения пенобетона, в том числе прототипа, усредненная производительность не превосходит 5 м3/час. Производительность предлагаемой установки приготовления пенобетона в сравнении с существующими увеличивается в 3-10 раз в зависимости от плотности пенобетона.
Система механизации и автоматизации с использованием предлагаемых математических моделей отдельных устройств и установки в целом позволяет одному оператору поддерживать стабильный режим непрерывного приготовления пенобетона с максимальной погрешностью по плотности ±10 кг/м3 и при необходимости оперативно без остановки производства изменять задания в системе автоматического управления, в частности плотность пенобетона в интервале 70-1200 кг/м3.
Источники информации
1. Левин Л.И., Юдович Б.Э., Зубехин С.А., Диденко В.А., Злобин В.В., Коновалов A.Г.
Способ изготовления пенобетона и пенобетон, полученный этим способом / Патент РФ на изобретение №2239615, заявка №2001117620, приоритет 28.06.2001 г., регистрация 10.11.2004 г.
2. Стромберг А.Г., Семченко Д.П. Физическая химия: Учеб. для хим. спец. вузов / Под ред. А. Г. Стромберга. - 7-е изд., стер. - М.: Высш. шк., 2009. - 527 с. - ISBN 978-5-06-006161-1.
3. Einstein A. Über die von der molekularkinetischen Theorie der Wärme geforderte Bewegung von in ruhenden Flüssigkeiten suspendierten Teilchen. // Annalen der Physik. - 1905. - 322 (8). - P. 549-560.
4. Кобидзе Т.Е., Коровяков В.Ф., Самборский С.А. Получение низкоплотного пенобетона для производства изделий и монолитного бетонирования //Строит. материалы. 2004. №10. С. 56-58.
5. Гусенко С.М., Демченко А.В., Пырков С.Н., Марчуков Е.Ю. Реактивное сопло с управляемым вектором тяги для турбореактивного двигателя / Патент РФ на изобретение №2455513, заявка №2010149289, приоритет 02.12.2010 г., регистрация 10.07.2012 г.
6. Бояринов А.И., Кафаров В.В. Методы оптимизации в химической технологии. М.: Химия, 1975, 576 с.
7. Логинов В.Я. Одношнековое формование трехфазных дисперсных композиций. Моделирование и оптимизация. // ISBN: 978-3-659-16575-7. LAP LAMBERT Academic Publishing. Saarbrücken, Deutschland. 2012. 191 c.
8. Юдович Б.Э., Зубехин С.А., Диденко В.А. Способ изготовления цемента, бетона на его основе и бетонных и железобетонных изделий и монолитных конструкций из полученного бетона / Патент ЕАРО №002673, заявка №200000454, приоритет 23.03.2000 г., регистрация 29.08.2002 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕНОМАССОПРОВОД-СТРУКТУРООБРАЗОВАТЕЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЕНОБЕТОНА | 2014 |
|
RU2614843C2 |
| СМЕСИТЕЛЬ-АЭРАТОР ДЛЯ ЖИДКОФАЗНЫХ ПОТОКОВ | 2014 |
|
RU2586692C1 |
| Способ получения пенобетонной смеси | 2021 |
|
RU2778225C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКИХ СТРОИТЕЛЬНЫХ ПЛИТ | 2014 |
|
RU2565696C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПЕНОБЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2242362C2 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ, ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ ПЕНОБЕТОННОЙ СМЕСИ | 2002 |
|
RU2214916C1 |
| СМЕСЬ ДЛЯ ПЕНОБЕТОНА НА ОСНОВЕ НАНОСТРУКТУРИРОВАННОГО ВЯЖУЩЕГО (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОБЕТОНА (ВАРИАНТЫ) | 2009 |
|
RU2412136C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ГЕОПОЛИМЕРНОГО ПЕНОБЕТОНА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2022 |
|
RU2795804C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ЯЧЕИСТЫХ СМЕСЕЙ | 2008 |
|
RU2384402C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ПЕНОБЕТОНА | 1998 |
|
RU2148494C1 |
Группа изобретений относится к области получения пенобетона. В способе получения пенобетона, включающем приготовление технологической смеси путем перемешивания концентрата пенообразователя, воды, вяжущих, заполнителя, добавок и аэрацию смеси сжатым воздухом в смесителе, получение пенобетона осуществляют непрерывно в три этапа: на первом этапе ведут перемешивание-активирование вяжущих компонентов с водой, заполнителем и добавками в смесителе-активаторе со скоростью 1500-3000 1/мин вращения рабочего органа с кавитационным эффектом до получения жидко-твердой дисперсии вяжущих в тиксотропном метастабильном состоянии с уменьшением вязкости до 50-500 Па·с, в другом смесителе-активаторе ведут перемешивание-активирование концентрата пенообразователя с добавлением воды до получения жидко-жидкой дисперсии пенообразователя в тиксотропном метастабильном состоянии с уменьшением вязкости до 10-200 Па·с, на втором этапе в смесителе-аэраторе со скоростью вращения рабочих органов 1000-1500 1/мин ведут перемешивание непрерывных потоков обеих ранее активированных дисперсий с одновременной их аэрацией сжатым воздухом при избыточном давлении 0,25-2,5 МПа, а на третьем этапе полученная в смесителе-аэраторе пеномасса непрерывно поступает в канал пеномассопровода-структурообразователя в виде диффузора, совмещающего непрерывное транспортирование пеномассы в опалубку и ее бездефектное структурирование в режиме свободного движения под действием разности давлений 0,25-2,5 МПа на входе в канал и 0,01-0,1 МПа на его выходе при ограничении максимальной линейной скорости потока и минимального времени пребывания пеномассы в канале. Установка для получения пенобетона по п.1 включает смеситель-активатор вяжущих компонентов с заполнителем и добавками, смеситель-активатор пенообразователя, смеситель-аэратор пеномассы при избыточном давлении, пеномассопровод-структурообразователь, представляющий собой цилиндрический канал транспортирования пеномассы в опалубку, систему автоматического управления отдельных устройств и установки в целом, а также автоматические дозаторы всех компонентов пеномассы, емкости-накопители активированных дисперсий, насосы, воздушный компрессор, при этом дозатор вяжущих компонентов, дозатор заполнителя, дозатор ускорителей, пластификаторов и других добавок, дозатор воды соединены со смесителем-активатором вяжущих компонентов с заполнителем и добавками, который связан в свою очередь с емкостью-накопителем активированной дисперсии вяжущих и далее через насос вяжущих соединен со смесителем-аэратором пеномассы, которая через пеномассопровод-структурообразователь поступает в опалубку, одновременно дозатор концентрата пенообразователя и дозатор воды соединены со смесителем-активатором пенообразователя, который связан в свою очередь с емкостью-накопителем активированной дисперсии пенообразователя и далее через насос пенообразователя соединен со смесителем-аэратором пеномассы, дозатор армирующих добавок соединен с входом и/или выходом канала пеномассопровода-структурообразователя. Изобретения развиты в зависимых пунктах формулы изобретения. Технический результат - повышение однородности структуры, прочности, снижение теплопроводности пенобетона. 2 н. и 5 з.п. ф-лы, 7 ил.
1. Способ получения пенобетона, включающий приготовление технологической смеси путем перемешивания концентрата пенообразователя, воды, вяжущих, заполнителя, добавок и аэрацию смеси сжатым воздухом в смесителе, отличающийся тем, что способ получения пенобетона проводят непрерывно в три этапа, при этом на первом этапе ведут перемешивание-активирование вяжущих компонентов с водой, заполнителем и добавками в смесителе-активаторе со скоростью 1500-3000 1/мин вращения рабочего органа с кавитационным эффектом до получения жидко-твердой дисперсии вяжущих в тиксотропном метастабильном состоянии с уменьшением вязкости до 50-500 Па·с, в другом смесителе-активаторе ведут перемешивание-активирование концентрата пенообразователя с добавлением воды до получения жидко-жидкой дисперсии пенообразователя в тиксотропном метастабильном состоянии с уменьшением вязкости до 10-200 Па·с, на втором этапе в смесителе-аэраторе со скоростью вращения рабочих органов 1000-1500 1/мин ведут перемешивание непрерывных потоков обеих ранее активированных дисперсий с одновременной их аэрацией сжатым воздухом при избыточном давлении 0,25-2,5 МПа, а на третьем этапе полученная в смесителе-аэраторе пеномасса непрерывно поступает в канал пеномассопровода-структурообразователя в виде диффузора, совмещающего непрерывное транспортирование пеномассы в опалубку и ее бездефектное структурирование в режиме свободного движения под действием разности давлений 0,25-2,5 МПа на входе в канал и 0,01-0,1 МПа на его выходе при ограничении максимальной линейной скорости потока и минимального времени пребывания пеномассы в канале.
2. Установка для получения пенобетона по п.1, включающая смеситель-активатор вяжущих компонентов с заполнителем и добавками, смеситель-активатор пенообразователя, смеситель-аэратор пеномассы при избыточном давлении, пеномассопровод-структурообразователь, представляющий собой цилиндрический канал транспортирования пеномассы в опалубку, систему автоматического управления отдельных устройств и установки в целом, а также автоматические дозаторы всех компонентов пеномассы, емкости-накопители активированных дисперсий, насосы, воздушный компрессор, при этом дозатор вяжущих компонентов, дозатор заполнителя, дозатор ускорителей, пластификаторов и других добавок, дозатор воды соединены со смесителем-активатором вяжущих компонентов с заполнителем и добавками, который связан в свою очередь с емкостью-накопителем активированной дисперсии вяжущих и далее через насос вяжущих соединен со смесителем-аэратором пеномассы, которая через пеномассопровод-структурообразователь поступает в опалубку, одновременно дозатор концентрата пенообразователя и дозатор воды соединены со смесителем-активатором пенообразователя, который связан в свою очередь с емкостью-накопителем активированной дисперсии пенообразователя и далее через насос пенообразователя соединен со смесителем-аэратором пеномассы, дозатор армирующих добавок соединен с входом и/или выходом канала пеномассопровода-структурообразователя.
3. Установка для получения пенобетона по п. 2, отличающаяся тем, что смеситель-аэратор пеномассы выполнен в виде цилиндрического корпуса, разделенного рассекателем пены на две камеры, с расположенным в верхней камере патрубком ввода непрерывного потока активированной дисперсии пенообразователя и патрубком ввода сжатого воздуха над рассекателем пены, установленным на центральной оси смесителя с возможностью вращения, а также с расположенными в нижней камере двумя винтами с противоположными углами наклона лопастей, установленными на центральной оси смесителя с возможностью вращения, с расположенным в середине нижней камеры патрубком вывода пеномассы и, наконец, с расположенным в нижней части корпуса над нижним лопастным винтом патрубком ввода непрерывного потока активированной дисперсии вяжущих.
4. Установка для получения пенобетона по п. 2, отличающаяся тем, что пеномассопровод-структурообразователь изготовлен из армированной резины, металла, синтетической ткани, пластмассы, композитов или комбинации вышеперечисленных материалов и выполнен в виде диффузора с непрерывной функцией распределения площади поперечного сечения канала по его длине, в частности прямой, степенной, параболической, гиперболической и любой другой.
5. Установка для получения пенобетона по п. 2, отличающаяся тем, что пеномассопровод-структурообразователь выполнен в виде диффузора ступенчатого как дискретного аналога диффузора непрерывного, состоящего из комбинации любого количества секций с постоянной площадью поперечного сечения, но различных по величине этой площади, при этом секции соединены по росту площади поперечного сечения переходными муфтами.
6. Установка для получения пенобетона по п. 2, отличающаяся тем, что пеномассопровод-структурообразователь выполнен в виде спиралевидного диффузора-улитки с непрерывной функцией распределения площади поперечного сечения по длине спирали логарифмической, гиперболической или архимедовой.
7. Установка для получения пенобетона по п. 2, отличающаяся тем, что пеномассопровод-структурообразователь на выходе включает комбинацию любого количества секций с изменяемой площадью поперечного сечения на входе и выходе каждой секции раздельно, при этом каждая секция может принимать вид диффузора, конфузора или цилиндра.
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОБЕТОННОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2197380C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОБЕТОНА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262497C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПЕНОБЕТОННЫХ ИЗДЕЛИЙ | 2007 |
|
RU2336999C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЕНОБЕТОНА | 2007 |
|
RU2350461C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ПЕНОБЕТОНА | 1998 |
|
RU2148494C1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ ПЕНОБЕТОННОЙ СМЕСИ И СПОСОБ РАБОТЫ НА НЕЙ | 2001 |
|
RU2200090C2 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ ПЕНОБЕТОННОЙ СМЕСИ | 1998 |
|
RU2136492C1 |
| Устройство для передачи изображения | 1928 |
|
SU13241A1 |

