Область техники
Изобретение относится к одноступенчатой двухбарабанной формовочной машине для изготовления автомобильной шины и к способу изготовления шины. В частности, для осуществления технологии конструирования и изготовления приспособлена двухбарабанная формовочная машина, содержащая три рабочие станции. Изобретение относится к области производства резинотехнических изделий.
Уровень техники
Резиновую шину, используемую в настоящее время, в основном изготавливают согласно способу изготовления меридианной заготовки шины, раскрытому в ранее зарегистрированном патенте. Каркас и сборку, содержащую брекер и протектор, соответственно последовательно подготавливают для передачи к барабану для завершающей обработки, для изготовления заготовки шины в ходе процессов соответствующей подготовки каркаса шины и сборки, содержащей брекер и протектор, а затем их транспортируют к барабану для завершающей обработки.
Двухбарабанная, трехбарабанная, четырехбарабаная или пятибарабаная формовочная машина и одноступенчатый или двухступенчатый способ формования приспособлены, в общем, к применению с использованием существующего оборудования для изготовления заготовки шины и с применением существующего способа ее изготовления. Различия между технологиями изготовления заготовки шины определяются различиями в оборудовании для изготовления и в способах изготовления; это оборудование для изготовления и эти способы изготовления обладают некоторыми недостатками и не могут полностью отвечать требованиям, предъявляемым к качеству формуемых шин и к эффективности производства.
В заявке на патент № 200610130223.5 на «Одноступенчатую формовочную машину для изготовления радиальной шины с частично стальным кордом» раскрыта технологическая схема, включающая в себя следующее оборудование: формовочную машину, содержащую: основание главной машины; основной корпус; формовочный барабан; адсорбционное кольцо для формования борта шины; передаточное кольцо для формования композиции протектора; барабан для наслаивания брекера и корпус укладчика, которые упорядоченно расположены на основании главной машины; причем формовочная машина также содержит: главное питающее устройство машины; питающее устройство укладчика; устройство для намотки узкой беговой дорожки протектора; прессовое устройство; лазерное устройство для автоматического дистанционного регулирования и позиционирования; устройство для предварительной установки борта шины; устройство для съема шины и электрическую систему; при этом формовочную машину используют для оптимизации и объединения функций одноступенчатой и двухступенчатой формовочных машин для повышения качества изготовления шины.
Однако так называемый одноступенчатый способ формования не полностью описан в технологической схеме; и из описания вариантов осуществления и чертежей следует, что подготовка каркаса и формование и прессование с заворотом завершают на формовочном барабане, установленном фиксированным образом; а именно требуется, чтобы множество технологических операций выполнялось упорядоченно последовательно. В результате этого множество важных этапов в общем технологическом процессе завершают последовательно по очереди. Таким образом, технологический процесс изготовления является продолжительным и сложным, время изготовления одной заготовки шины все еще является продолжительным, и требуется более тщательный контроль за эффективностью изготовления заготовки шины.
Кроме того, формовочная машина в технологической схеме является сложной по конструкции, и требуется, чтобы бортовое кольцо и каркас, которые подготавливают заранее, и сборку, содержащую брекер и протектор, были обеспечены соответствующими кольцами для передачи в осевом направлении, из-за чего количество компонентов формовочной машины и стоимость их изготовления высоки; формовочная машина также занимает соответственно чрезмерно большое пространство; проектирование и изготовление формовочной машины меньших габаритов не обеспечено.
С этой целью создано настоящее изобретение.
Краткое описание изобретения
Согласно изобретению предложена одноступенчатая двухбарабанная формовочная машина для изготовления автомобильной шины и способ изготовления шины, причем изобретение направлено на устранение недостатков существующих аналогов и прототипа. Таким образом, базовая конструкция двухбарабанной формовочной машины, содержащей три рабочие станции, действует следующим образом: бортовое кольцо и сборку, содержащую брекер и протектор, соответственно подготавливают заранее; а с помощью формовочного барабана, выполненного с возможностью перемещения в осевом направлении, переносят каркас для введения его в формовочную, прессовую рабочую станцию, в результате чего общий технологический процесс изготовления получается эффективно оптимизированным; время подготовки одной заготовки шины дополнительно сокращается и эффективность изготовления повышается.
Другой задачей изобретения является упрощение конструкции существующей формовочной машины и уменьшение количества независимо подготавливаемых, перемещаемых в осевом направлении передаточных колец для уменьшения количества компонентов формовочной машины и снижения стоимости их изготовления, и для обеспечения возможности проектирования и изготовления формовочной машины меньших габаритов.
Для решения указанных задач одноступенчатая двухбарабанная формовочная машина для изготовления автомобильной шины в основном содержит главную машину и обслуживающее устройство, причем главная машина содержит: корпус барабана для брекера; кольцо для переноса борта шины; корпус формовочного барабана; формовочный барабан; основание и скользящую раму; кольцо для переноса брекерного слоя; барабан для брекера; комбинированный вал и устройство для предварительной установки борта шины.
Обслуживающее устройство содержит: обслуживающее устройство для протектора; обслуживающее устройство для брекера; обслуживающее устройство для беговой дорожки протектора и главное обслуживающее устройство.
Отличие формовочной машины согласно изобретению от аналогов предшествующего уровня техники заключается в следующем: рабочая станция для наслаивания, содержащая барабан для брекера и расположенная с одной стороны барабана для брекера, установлена вдоль осевой линии главного вала главной машины таким образом, чтобы завершать наслаивание брекернего слоя и протектора и намотку беговой дорожки протектора.
Главное обслуживающее устройство рабочей станции для наслаивания, расположенное с одной стороны формовочного барабана, установлено вдоль осевой линии главного вала главной машины таким образом, чтобы завершать наслаивание боковины шины, внутреннего герметизирующего слоя и кордной ткани.
Рабочая станция для формования и прессования, расположенная с одной стороны комбинированного вала, установлена вдоль осевой линии главного вала главной машины таким образом, чтобы подготовленную сборку, состоящую из брекера, беговой дорожки протектора и протектора, и сборку, состоящую из боковины шины, внутреннего герметизирующего слоя и каркаса, можно было транспортировать к рабочей станции и соединять с бортовым кольцом для осуществления технологических операций формования и прессования с заворотом для получения заготовки шины.
Рабочая станция для формования и прессования расположена между рабочей станцией для наслаивания, содержащей барабан для брекера, и рабочей станцией для наслаивания, содержащей главное обслуживающее устройство.
Корпус формовочного барабана расположен на основании и скользящей раме с возможностью перемещения скольжением таким образом, чтобы формовочный барабан можно было перемещать к рабочей станции для формования и прессования.
Согласно базовой технологической схеме базовая конструкция формовочной машины представляет собой два барабана и три рабочие станции: рабочая станция для наслаивания, содержащая барабан для брекера, и рабочая станция для наслаивания, содержащая главное обслуживающее устройство, расположены вдоль осевой линии главного вала и соответственно выставлены; с помощью формовочного барабана, выполненного с возможностью перемещения в осевом направлении, переносят сборку, содержащую боковину шины, внутренний герметизирующий слой и каркас, для окончательного завершения подготовки одной заготовки шины на рабочей станции для формования и прессования.
Таким образом, на основе тщательного контроля качества подготовки сборки, содержащей брекер, беговую дорожку протектора и протектор, и сборки, содержащей боковину шины, внутренний герметизирующий слой и каркас, упрощают общий технологический процесс изготовления заготовки шины и достаточно существенно повышают эффективность производства.
Для дополнительного уменьшения расстояния в осевом направлении и производственной площади, занимаемой главной машиной, портальная рама может быть расположена над вертикальным направлением главной машины; кольцо для переноса борта шины может быть подвешено и может поддерживаться на портальной раме с возможностью перемещения скольжением для завершения подготовки бортового кольца шины и транспортирования бортового кольца шины к рабочей станции для формования и прессования. Таким образом, технологический процесс подготовки сборки, содержащей брекер, беговую дорожку протектора и протектор, осуществляемый с одной стороны барабана для брекера, не оказывает пагубного влияния на процесс предварительной установки бортового кольца шины, и производственную площадь, занимаемую всей главной машиной, непосредственно оптимизируют, принимая во внимание то, что общая конструкция содержит нижние и верхние направляющие.
Для повышения качества изготовления сборки, содержащей брекер, беговую дорожку протектора и протектор, могут быть предприняты следующие соответствующие меры по усовершенствованию процессов: устройство для обслуживания процесса формования беговой дорожки протектора располагают между устройством для обслуживания процесса формования протектора и устройством для обслуживания процесса формирования брекерного слоя в вертикальном направлении на рабочей станции для наслаивания, содержащей барабан для брекера.
Головка намоточной машины обслуживающего устройства для намотки брекерного слоя расположена по касательной к круговому нижнему краю барабана для брекера, а именно брекерный слой наматывают снизу, используя режим наслаивания; головка намоточной машины устройства для обслуживания процесса формования протектора расположена по касательной к круговому верхнему краю барабана для брекера, а именно протектор накладывают сверху, используя режим наслаивания.
На основе использования того же конструкторского подхода, головку для намотки внутреннего герметизирующего слоя можно располагать так, чтобы она выступала наружу из главного обслуживающего устройства на рабочей станции для наслаивания и была расположена по касательной к круговому нижнему краю формовочного барабана, а именно чтобы внутренний герметизирующий слой можно было наматывать, используя режим наслаивания, снизу, вместе с использованием формовочного барабана.
Посредством усовершенствования конструкции одноступенчатой двухбарабанной формовочной машины для изготовления автомобильной шины одновременно достигают оптимизации способа формования путем использования изобретения следующим образом.
Главная машина формовочной машины содержит барабан для брекера, установленный в корпусе барабана для брекера, и формовочный барабан, установленный в корпусе формовочного барабана.
Главное обслуживающее устройство расположено около продольной вертикальной стороны формовочного барабана; обслуживающее устройство для протектора, обслуживающее устройство для брекера и обслуживающее устройство для беговой дорожки протектора расположены около продольной вертикальной стороны барабана для брекера.
Отличия от аналогов и прототипа заключаются в следующем: рабочая станция, содержащая барабан для наслаивания брекера, рабочая станция, содержащая главное обслуживающее устройство для наслаивания брекера, и рабочая станция для формования и прессования упорядоченно расположены вдоль осевой линии главного вала главной машины формовочной машины.
Наслаивание брекернего слоя и протектора и намотку беговой дорожки протектора завершают на рабочей станции для наслаивания, содержащей барабан для брекера.
Наслаивание боковины шины, внутреннего герметизирующего слоя и кордной ткани завершают на рабочей станции для наслаивания, содержащей главное обслуживающее устройство.
Подготовленную сборку, содержащую брекер, беговую дорожку протектора и протектор, и подготовленную сборку, содержащую боковину шины, внутренний герметизирующий слой и каркас, соответственно транспортируют к рабочей станции для формования и прессования с помощью кольца для переноса брекерного слоя и формовочного барабана, который перемещают в осевом направлении с помощью корпуса формовочного барабана вдоль основания и скользящей рамы, и соединяют с бортовым кольцом шины для осуществления технологических операций формования и прессования с заворотом заготовки шины.
Дополнительная оптимизация технологической схемы заключается в следующем: сборку, содержащую брекер, беговую дорожку протектора и протектор, сборку, содержащую боковину шины, внутренний герметизирующий слой, каркасный слой, и бортовое кольцо шины одновременно подготавливают и соответствующим образом транспортируют к рабочей станции для формования и прессования после подготовки.
С помощью кольца для переноса борта шины транспортируют подготовленное бортовое кольцо шины к рабочей станции для формования и прессования посредством перемещения скольжением вдоль портальной рамы над главной машиной.
Брекерный слой наслаивают снизу на барабане для брекера, а протектор наслаивают сверху на барабане для брекера на рабочей станции для наслаивания, содержащей барабан для брекера.
Внутренний герметизирующий слой наслаивают снизу на формовочном барабане на рабочей станции для наслаивания, содержащей главное обслуживающее устройство.
Суммируя сказанное, следует отметить, что одноступенчатая двухбарабанная формовочная машина для изготовления автомобильной шины и способ изготовления шины согласно изобретению обладают следующими преимуществами.
1. Благодаря приспособлению базовой конструкции двухбарабанной формовочной машины, содержащей три рабочие станции, вся технология изготовления может быть эффективно оптимизирована, и время изготовления одной заготовки шины может быть сокращено, и эффективность изготовления очевидно может быть повышена.
2. Конструкция главной машины формовочной машины оптимизирована, и облегчена возможность изготовления формовочной машины меньших габаритов и уменьшения стоимости изготовления формовочной машины.
Краткое описание чертежей
Одноступенчатая двухбарабанная формовочная машина для изготовления автомобильной шины и способ изготовления шины далее будут дополнительно описаны со ссылкой на прилагаемые чертежи, на которых:
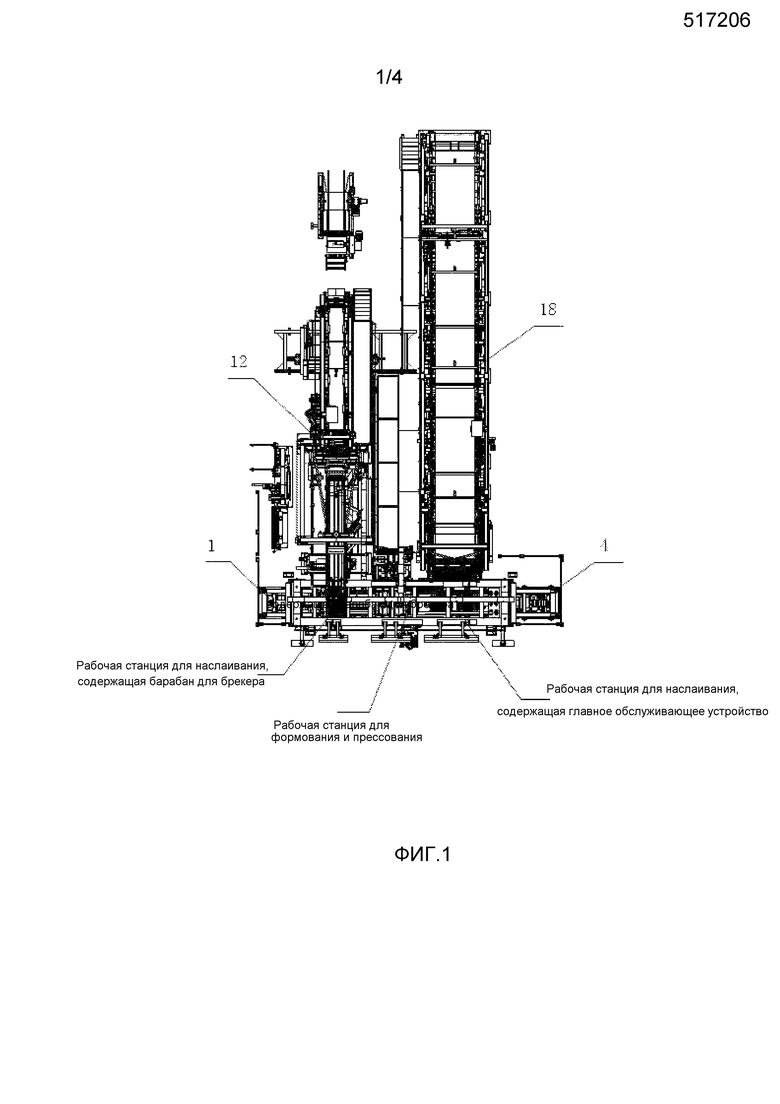
фиг. 1 - структурная схема одноступенчатой двухбарабанной формовочной машины для изготовления автомобильной шины;
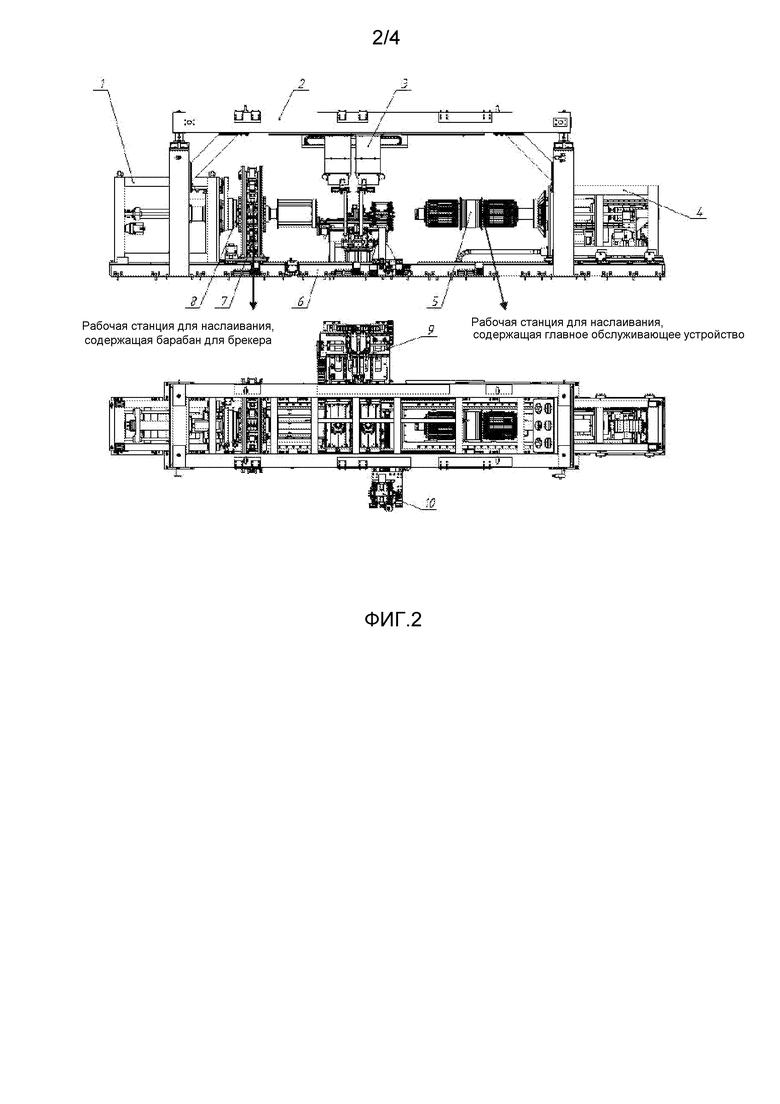
фиг. 2 - структурная схема спереди и снизу главной машины формовочной машины в исходном состоянии;
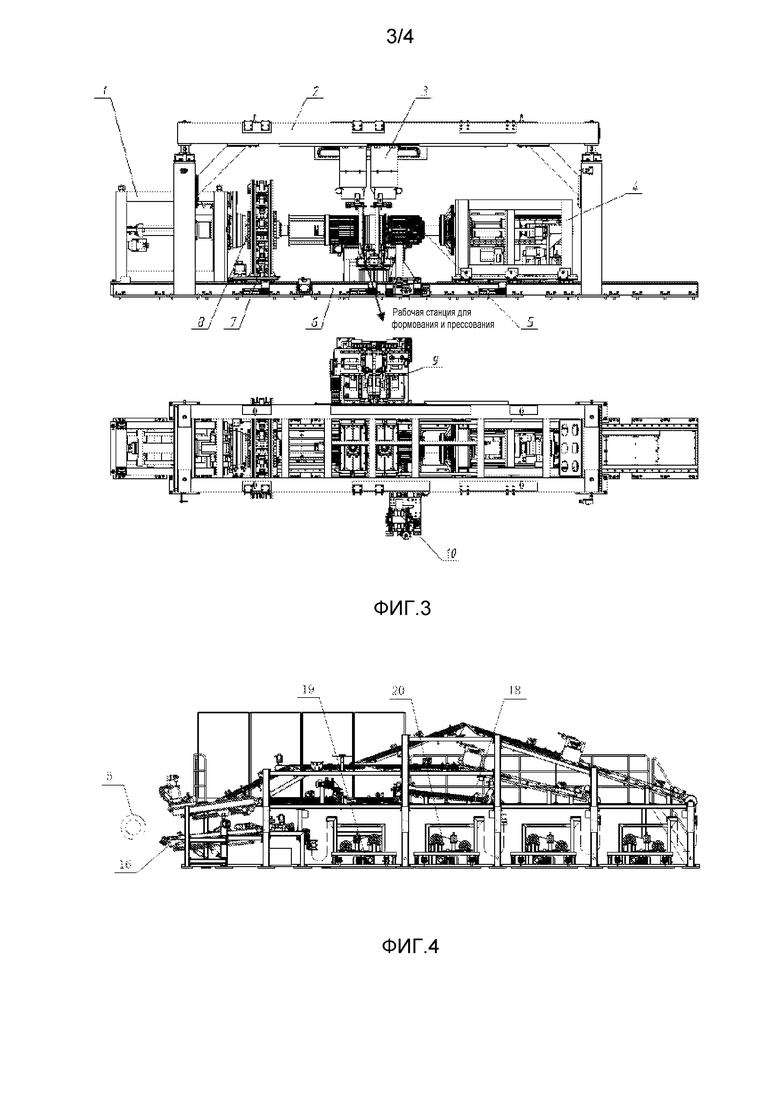
фиг. 3 - структурная схема спереди и снизу главной машины формовочной машины при выполнении формования и прессования;
фиг. 4 - структурная схема главного обслуживающего устройства; и
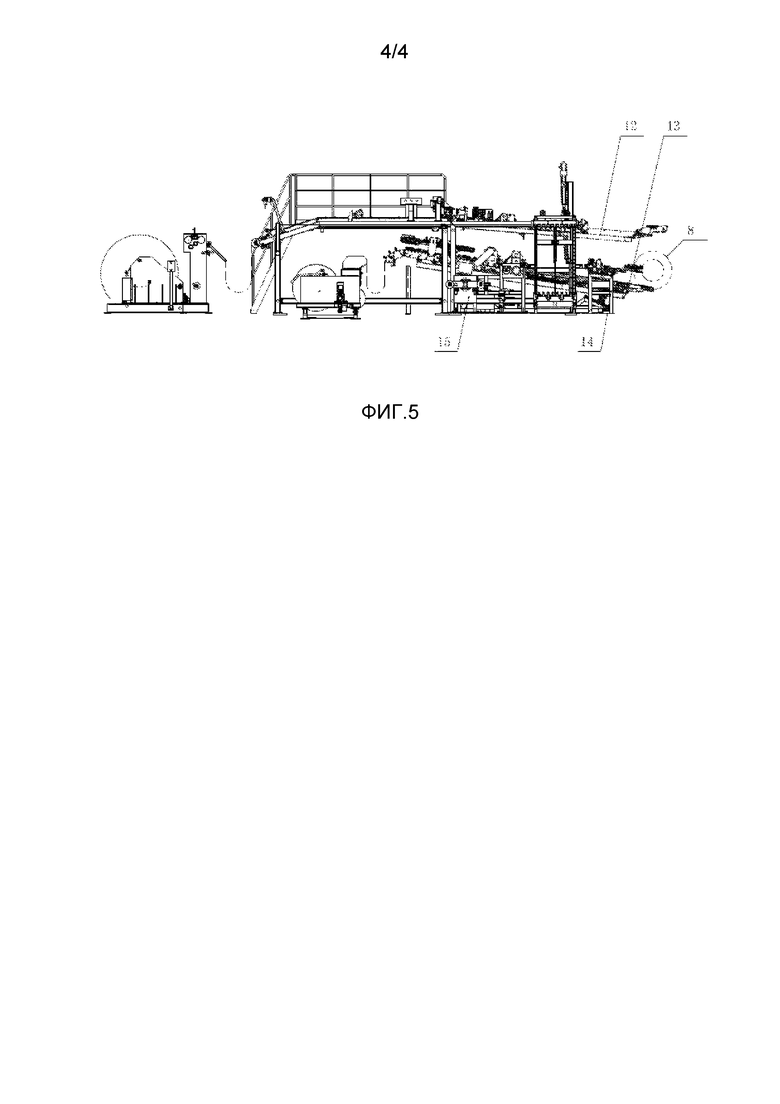
фиг. 5 - структурные схемы обслуживающего устройства для протектора, обслуживающего устройства для брекера и обслуживающего устройства для беговой дорожки протектора.
На фиг. 1-5 показаны: корпус 1 барабана для брекера, портальная рама 2, кольцо 3 для переноса борта шины, корпус 4 формовочного барабана, формовочный барабан 5, основание и скользящая рама 6, кольцо 7 для переноса брекерного слоя, барабан 8 для брекера, комбинированный вал 9, устройство 10 для предварительной установки борта шины, обслуживающее устройство 12 для протектора, обслуживающее устройство 13 для брекерного слоя, головка 14 намоточной машины для намотки беговой дорожки протектора, обслуживающее устройство 15 для беговой дорожки протектора, головка 16 намоточной машины для намотки внутреннего герметизирующего слоя, главное обслуживающее устройство 18, устройство 19 для направления кордной ткани и внутреннего герметизирующего слоя и устройство 20 для направления боковины шины.
Способы осуществления изобретения
Одноступенчатая двухбарабанная формовочная машина для изготовления автомобильной шины согласно варианту осуществления 1, показанному на фиг. 1-5, в основном содержит главную машину, обслуживающее устройство, электрическую систему, систему безопасности и т.п., причем электрическая система содержит главную станцию управления, главную систему управления, элемент газового тракта и т.п.
Главная машина содержит: корпус 1 барабана для брекера, портальную раму 2, кольцо 3 для переноса борта шины, корпус 4 формовочного барабана, формовочный барабан 5, основание и скользящую раму 6, кольцо 7 для переноса брекерного слоя, барабан 8 для брекера, комбинированный вал 9 и устройство 10 для предварительной установки борта шины.
Обслуживающее устройство содержит: обслуживающее устройство 12 для протектора, обслуживающее устройство 13 для брекера, обслуживающее устройство 15 для беговой дорожки протектора и главное обслуживающее устройство 18.
Корпус 1 барабана для брекера установлен на основании и скользящей раме 6; корпус 4 формовочного барабана с формовочным барабаном 5 присоединен к основанию и скользящей раме 6 с возможностью перемещения скольжением, и его можно перемещать возвратно-поступательно вдоль осевой линии главного вала главной машины.
Комбинированный вал 9 и устройство 10 для предварительной установки борта шины соответственно расположены с продольных передней и задней сторон главной машины.
Кольцо 7 для переноса брекерного слоя установлено на основании и скользящей раме 6 с возможностью перемещения скольжением, и его можно перемещать возвратно-поступательно вдоль осевой линии главного вала главной машины для завершения подготовки сборки, содержащей брекер, беговую дорожку протектора и протектор, и транспортирования сборки, содержащей брекер, беговую дорожку протектора и протектор.
Портальная рама 2 расположена над вертикальным направлением главной машины; кольцо 3 для переноса борта шины подвешено к портальной раме 2 и поддерживается на портальной раме 2 с возможностью перемещения скольжением для завершения подготовки бортового кольца шины и транспортирования бортового кольца шины.
Рабочая станция для наслаивания, содержащая барабан для брекера, расположенная с одной стороны барабана 8 для брекера, установлена вдоль осевой линии главного вала главной машины для завершения наслаивания брекернего слоя и протектора и намотки беговой дорожки протектора.
Рабочая станция для наслаивания, содержащая главное обслуживающее устройство, расположенная с одной стороны формовочного барабана 5, установлена вдоль осевой линии главного вала главной машины для завершения наслаивания боковины шины, внутреннего герметизирующего слоя и кордной ткани.
Рабочая станция для формования и прессования, расположенная с одной стороны комбинированного вала 9, установлена вдоль осевой линии главного вала главной машины для того, чтобы подготовленную сборку, содержащую брекер, беговую дорожку протектора и протектор, и сборку, содержащую боковину шины, внутренний герметизирующий слой и каркас, транспортировать к рабочей станции и соединять с бортовым кольцом шины, для осуществления технологических операций формования и прессования с заворотом заготовки шины.
Рабочая станция для формования и прессования расположена между рабочей станцией для наслаивания, содержащей барабан для брекера, и рабочей станцией для наслаивания, содержащей главное обслуживающее устройство.
Устройство 15 для обслуживания процесса формования беговой дорожки протектора расположено между вертикальными направлениями обслуживающего устройства 12 для протектора и обслуживающего устройства 13 для брекерного слоя у рабочей станции для наслаивания, содержащей барабан для брекера; головка намоточной машины обслуживающего устройства 13 для брекернего слоя расположена по касательной к круговому нижнему краю барабана 8 для брекера; головка намоточной машины обслуживающего устройства 12 для протектора расположена по касательной к круговому верхнему краю барабана 8 для брекера.
Головка 16 намоточной машины для намотки внутреннего герметизирующего слоя выступает из рабочей станции для наслаивания, содержащей главное обслуживающее устройство, и расположена по касательной к круговому нижнему краю формовочного барабана 5.
Благодаря приспособлению одноступенчатой двухбарабанной формовочной машины для изготовления автомобильной шины формование может быть осуществлено следующим образом.
Главное обслуживающее устройство 18 располагается у продольной вертикальной стороны формовочного барабана 5.
Обслуживающее устройство 12 для протектора, обслуживающее устройство 13 для брекерного слоя и обслуживающее устройство 15 для беговой дорожки протектора расположены около продольной вертикальной стороны барабана 8 для брекера.
Рабочая станция для наслаивания, содержащая барабан для брекера, рабочая станция для наслаивания, содержащая главное обслуживающее устройство, и рабочая станция для формования и прессования упорядоченно расположены вдоль осевой линии главного вала главной машины формовочной машины.
Сборку, содержащую брекер, беговую дорожку протектора и протектор; сборку, содержащую боковину шины, внутренний герметизирующий слой и каркас; и бортовое кольцо шины одновременно и соответственно подготавливают.
Наслаивание брекернего слоя и протектора и намотку беговой дорожки протектора завершают именно на рабочей станции для наслаивания, содержащей барабан для брекера.
Наслаивание боковины шины, внутреннего герметизирующего слоя и кордной ткани завершают на рабочей станции для наслаивания, содержащей главное обслуживающее устройство.
Подготовленную сборку, содержащую брекер, беговую дорожку протектора и протектор; подготовленную сборку, содержащую боковину шины, внутренний герметизирующий слой и каркас; и подготовленное бортовое кольцо шины соответственно транспортируют к рабочей станции для формования и прессования с помощью кольца 7 для переноса брекерного слоя; формовочный барабан 5 перемещают в осевом направлении с помощью корпуса 4 формовочного барабана вдоль основания и скользящей рамы 6; и кольцо 3 для переноса бортового кольца шины перемещают вдоль портальной рамы 2 над вертикальным направлением главной машины для осуществления технологических операций формования и прессования с заворотом заготовки шины после завершения соединения.
Брекерный слой наслаивают на круговой нижний край барабана 8 для брекера посредством перемещения вверх головки намоточной машины обслуживающего устройства для брекера, а протектор наслаивают на круговой верхний край барабана 8 для брекера посредством перемещения вниз головки намоточной машины обслуживающего устройства для протектора.
Внутренний герметизирующий слой наслаивают на круговой нижний край формовочного барабана 5 посредством перемещения вверх головки машины для внутреннего герметизирующего слоя, выступающей из рабочей станции для наслаивания, содержащей главное обслуживающее устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ИЗ УСТРОЙСТВ ДЛЯ ИЗГОТОВЛЕНИЯ НЕВУЛКАНИЗИРОВАННЫХ РАДИАЛЬНЫХ ШИН И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКИХ ШИН | 2004 |
|
RU2343072C2 |
| СИСТЕМА УСТРОЙСТВ ДЛЯ СБОРКИ СЫРОЙ ШИНЫ ТРАНСПОРТНЫХ СРЕДСТВ | 1997 |
|
RU2174469C2 |
| Способ изготовления пневматических шин и устройство для его осуществления | 1984 |
|
SU1431666A3 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2595668C2 |
| РАДИАЛЬНАЯ ПНЕВМАТИЧЕСКАЯ ШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2209139C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2016 |
|
RU2663259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ | 2004 |
|
RU2362679C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Способ изготовления покрышекпНЕВМАТичЕСКиХ шиН | 1976 |
|
SU806462A1 |
Изобретение относится к одноступенчатой двухбарабанной формовочной машине для изготовления автомобильной шины и к способу изготовления шины. Техническим результатом является упрощение конструкции формовочной машины и уменьшение ее габаритов. Технический результат достигается одноступенчатой двухбарабанной формовочной машиной для изготовления автомобильной шины, которая содержит главную машину, содержащую корпус барабана для брекера, кольцо для переноса борта шины, корпус формовочного барабана, формовочный барабан, основание и скользящую раму, кольцо для переноса брекера, барабан для брекера, комбинированный вал и устройство для предварительной установки борта шины. Обслуживающее устройство содержит обслуживающее устройство для протектора, обслуживающее устройство для брекерного слоя, обслуживающее устройство для беговой дорожки протектора и главное обслуживающее устройство. Рабочая станция для наслаивания, содержащая барабан для брекера, с одной стороны барабана для брекера, установленная вдоль осевой линии главного вала главной машины, для завершения наслаивания брекера и протектора и намотки беговой дорожки протектора. Рабочая станция для наслаивания, содержащая главное обслуживающее устройство, с одной стороны формовочного барабана, установленная вдоль осевой линии главного вала главной машины, для завершения наслаивания боковины шины, внутреннего герметизирующего слоя и кордной ткани. Рабочая станция для формования и прессования с одной стороны комбинированного вала, установленная вдоль осевой линии главного вала главной машины, для того, чтобы подготовленную сборку, содержащую брекер, беговую дорожку протектора и протектор, и подготовленную сборку, содержащую боковину шины, внутренний герметизирующий слой и каркас, транспортировать к рабочей станции и соединять с бортовым кольцом шины для осуществления операции формования и прессования с заворотом заготовки шины. При этом рабочая станция для формования и прессования расположена между рабочей станцией для наслаивания, содержащей барабан для брекера, и рабочей станцией для наслаивания, содержащей главное обслуживающее устройство. Причем корпус формовочного барабана установлен на основании и скользящей раме с возможностью перемещения скольжением для перемещения формовочного барабана к рабочей станции для формования и прессования. 2 н. и 7 з.п. ф-лы, 5 ил.
1. Одноступенчатая двухбарабанная формовочная машина для изготовления автомобильной шины, содержащая:
главную машину, содержащую корпус барабана для брекера, кольцо для переноса борта шины, корпус формовочного барабана, формовочный барабан, основание и скользящую раму, кольцо для переноса брекера, барабан для брекера, комбинированный вал и устройство для предварительной установки борта шины; и
обслуживающее устройство, содержащее обслуживающее устройство для протектора, обслуживающее устройство для брекерного слоя, обслуживающее устройство для беговой дорожки протектора и главное обслуживающее устройство; и
рабочую станцию для наслаивания, содержащую барабан для брекера, с одной стороны барабана для брекера, установленную вдоль осевой линии главного вала главной машины, для завершения наслаивания брекера и протектора и намотки беговой дорожки протектора;
рабочую станцию для наслаивания, содержащую главное обслуживающее устройство, с одной стороны формовочного барабана, установленную вдоль осевой линии главного вала главной машины, для завершения наслаивания боковины шины, внутреннего герметизирующего слоя и кордной ткани; и
рабочую станцию для формования и прессования с одной стороны комбинированного вала, установленную вдоль осевой линии главного вала главной машины, для того, чтобы подготовленную сборку, содержащую брекер, беговую дорожку протектора и протектор, и подготовленную сборку, содержащую боковину шины, внутренний герметизирующий слой и каркас, транспортировать к рабочей станции и соединять с бортовым кольцом шины для осуществления операции формования и прессования с заворотом заготовки шины;
при этом рабочая станция для формования и прессования расположена между рабочей станцией для наслаивания, содержащей барабан для брекера, и рабочей станцией для наслаивания, содержащей главное обслуживающее устройство;
причем корпус формовочного барабана установлен на основании и скользящей раме с возможностью перемещения скольжением для перемещения формовочного барабана к рабочей станции для формования и прессования.
2. Машина по п. 1, дополнительно содержащая портальную раму, расположенную над вертикальным направлением главной машины, причем кольцо для переноса борта шины подвешено к портальной раме и поддерживается ею с возможностью перемещения скольжением, для завершения подготовки бортового кольца шины и транспортирования бортового кольца шины к рабочей станции для формования и прессования.
3. Машина по п. 1, в которой обслуживающее устройство для беговой дорожки протектора расположено между вертикальными направлениями обслуживающего устройства для протектора и обслуживающего устройства для брекера на рабочей станции для наслаивания, содержащей барабан для брекера;
головка намоточной машины обслуживающего устройства для брекера расположена по касательной к круговому нижнему краю барабана для брекера; и
головка намоточной машины обслуживающего устройства для протектора расположена по касательной к круговому верхнему краю барабана для брекера.
4. Машина по п. 1, дополнительно содержащая головку машины для внутреннего герметизирующего слоя, выступающую из рабочей станции для наслаивания, содержащей главное обслуживающее устройство, и расположенную по касательной к круговому нижнему краю формовочного барабана.
5. Одноступенчатый способ формования автомобильной шины с использованием двух барабанов, причем главная машина формовочной машины содержит барабан для брекера, поддерживаемый корпусом барабана для брекера, кольцо для переноса брекерного слоя и формовочный барабан, поддерживаемый корпусом формовочного барабана;
при этом у продольной вертикальной стороны формовочного барабана расположено главное обслуживающее устройство, а у продольной вертикальной стороны барабана для брекера расположены обслуживающее устройство для протектора, обслуживающее устройство для брекера и обслуживающее устройство для беговой дорожки протектора, причем вдоль осевой линии главного вала главной машины формовочной машины упорядоченно располагают рабочую станцию, содержащую барабан для наслаивания брекера, рабочую станцию для наслаивания, содержащую главное обслуживающее устройство, и рабочую станцию для формования и прессования; при этом согласно способу:
наслаивают брекерный слой и протектор на рабочей станции для наслаивания, содержащей барабан для брекера;
завершают намотку беговой дорожки протектора на рабочей станции для наслаивания, содержащей барабан для брекера;
завершают наслаивание боковины шины, внутреннего герметизирующего слоя и кордной ткани на рабочей станции для наслаивания, содержащей главное обслуживающее устройство;
транспортируют подготовленную сборку, содержащую брекер, беговую дорожку протектора и протектор, и подготовленную сборку, содержащую боковину шины, внутренний герметизирующий слой и каркас, к рабочей станции для формования и прессования с помощью кольца для переноса брекерного слоя и формовочного барабана, который перемещают в осевом направлении с помощью корпуса формовочного барабана вдоль основания и скользящей рамы; и
соединяют подготовленную сборку, содержащую брекер, беговую дорожку протектора и протектор, и подготовленную сборку, содержащую боковину шины, внутренний герметизирующий слой и каркас, с бортовым кольцом для осуществления операции формования и прессования с заворотом заготовки шины.
6. Способ по п. 5, при котором сборку, содержащую брекер, беговую дорожку протектора и протектор, сборку, содержащую боковину шины, внутренний герметизирующий слой и каркас, и бортовое кольцо шины подготавливают одновременно и соответственно транспортируют к рабочей станции для формования и прессования после их подготовки.
7. Способ по п. 5, при котором дополнительно с помощью кольца для переноса борта шины транспортируют подготовленное бортовое кольцо шины к рабочей станции для формования и прессования посредством перемещения скольжением вдоль портальной рамы над вертикальным направлением главной машиной.
8. Способ по п. 5, при котором головку намоточной машины обслуживающего устройства для брекера перемещают вверх, так что брекерный слой наслаивают на круговой нижний край барабана для брекера, и головку намоточной машины обслуживающего устройства для протектора перемещают вниз, так что протектор наслаивают на круговой верхний край барабана для брекера.
9. Способ по п. 5, при котором головку машины для внутреннего герметизирующего слоя, выступающую из рабочей станции для наслаивания, содержащей главное обслуживающее устройство, перемещают вверх, так что внутренний герметизирующий слой наслаивают на круговой нижний край формовочного барабана.
| CN 101130281 A, 27.02.2008; | |||
| US 4753707 A1, 28.06.1988 | |||
| US 5413653 A1, 09.05.1995 | |||
| US 6979378 B2, 27.12.2005 | |||
| СИСТЕМА УСТРОЙСТВ ДЛЯ СБОРКИ СЫРОЙ ШИНЫ ТРАНСПОРТНЫХ СРЕДСТВ | 1997 |
|
RU2174469C2 |
| Жатвенная машина | 1924 |
|
SU3418A1 |

