Изобретение относится к системе устройств для сборки сырой шины, т.е. невулканизированной шины, называемой далее в описании как сырая шина, для транспортных средств, например легковых автомобилей.
Хотя известны многие такие системы устройств, описанные, например, в патентах США 5213651 и 5399225, однако, вплоть до настоящего времени отсутствуют системы или, другими словами, комбинации из известных устройств, которые используются для сборки сырой шины и в которой эти устройства взаимосвязаны определенным образом, позволяющим иметь систему, которая обеспечивает высокую производительность при изготовлении сырых шин, большую переналаживаемость в отношении изготавливаемого типа шин, а также высокое качество сырой шины.
Действительно, целью настоящего изобретения является создание системы устройств для сборки сырой шины, которая могла бы быть способна на это.
Согласно изобретению предлагается система устройств для сборки невулканизированной или сырой шины для транспортных средств, содержащая первое машинное отделение с двумя соосно расположенными валами для сборки брекера, проходящими в направлении первой горизонтальной главной оси, причем на первом из двух валов для сборки брекера установлен барабан для сборки брекера и на втором из двух валов для сборки брекера установлен барабан для сборки протектора, а барабан для сборки протектора в направлении первой горизонтальной главной оси расположен на большем расстоянии от первого машинного отделения, чем барабан для сборки брекера, и также с приводом для раздельного приведения в движение двух валов для сборки брекера; второе машинное отделение с валом, вращающимся вокруг второй горизонтальной главной оси, параллельной первой горизонтальной главной оси, при этом второе машинное отделение в направлении первой горизонтальной главной оси расположено на большем расстоянии от первого машинного отделения, чем барабан для сборки протектора; на вращающемся валу второго машинного отделения установлены два вала для сборки каркаса, расположенные на расстоянии друг от друга и параллельно друг другу; каждый вал для сборки каркаса параллелен первой главной оси; на первом из двух валов для сборки каркаса установлен первый барабан для сборки каркаса и на втором из валов для сборки каркаса установлен второй барабан для сборки каркаса, и также с приводом главного вала для приведения во вращение вращающегося вала и двумя приводами валов для сборки каркаса для раздельного приведения в движение двух валов для сборки каркаса, причем первый и второй валы для сборки каркаса выполнены с возможностью соответственно поворота наверх вращающимся валом для расположения на одной прямой с первой главной осью; транспортный путь с направлением транспортировки, параллельным первой горизонтальной главной оси, при этом транспортный путь в вертикальном направлении расположен под барабаном для сборки брекера и барабаном для сборки протектора и простирается по вертикали вплоть до расположения под барабаном для сборки каркаса, повернутым для расположения на одной прямой с первой главной осью; первое транспортное кольцо, расположенное на транспортном пути и выполненное с возможностью передвижения между барабаном для сборки брекера и барабаном для сборки протектора; второе транспортное кольцо, расположенное на транспортном пути и выполненное с возможностью передвижения между барабаном для сборки протектора и барабаном для сборки каркаса, повернутым для расположения на одной прямой с первой главной осью; вспомогательное устройство для брекерных слоев, предназначенное для подачи брекерных слоев к барабану для сборки брекера; устройство для беговых слоев, расположенное под вспомогательным устройством для подачи брекерных слоев в вертикальном направлении и предназначенное для подачи прорезиненных найлоновых кордов к барабану для сборки брекера; вспомогательное устройство для протекторов, предназначенное для подачи протекторных слоев к барабану для сборки протектора; обмоточное устройство, расположенное на первом транспортном кольце и предназначенное для подачи найлонового бегового слоя к барабану для сборки брекера или протектора; устройство для удерживания и размещения бортов, подвижно расположенное на транспортном пути для подачи бортов к барабану для сборки каркаса, повернутому для расположения на одной прямой с первой главной осью; вспомогательное устройство для деталей каркаса, предназначенное для подачи деталей каркаса к другому барабану для сборки каркаса, когда один из барабанов для сборки каркаса повернут для расположения на одной прямой с первой главной осью; прикатчик протектора, расположенный под вспомогательным устройством для деталей каркаса с по меньшей мере одним прикаточным роликом для прикатывания комплекта из, между прочим, брекерного слоя и протектора к деталям каркаса, имеющимся на барабане для сборки каркаса, повернутом для расположения на одной прямой с первой главной осью для изготовления сырой шины, и съемное устройство для снятия сырой шины с второго транспортного кольца. Это особое взаимное расположение устройств, составляющих систему, делает возможным изготовление высококачественной сырой шины очень воспроизводимым образом в течение 40 секунд, при этом с помощью системы, кроме того, можно изготавливать множество типов шин, используя разные детали шин.
Дальнейшее сокращение продолжительности цикла сборки сырой шины и, таким образом, дальнейшее повышение производительности можно достигнуть, если второе транспортное кольцо снабжено проходом, ограниченным со всех сторон, или проходом, открытым с одной стороны, для радиального прохождения по меньшей мере одного прикаточного ролика.
Теперь в качестве примера будут описаны некоторые варианты выполнения системы согласно изобретению со ссылкой на чертежи, на которых:
фиг. 1 показывает поперечное сечение сырой шины для быстроходного легкового автомобиля высшего класса,
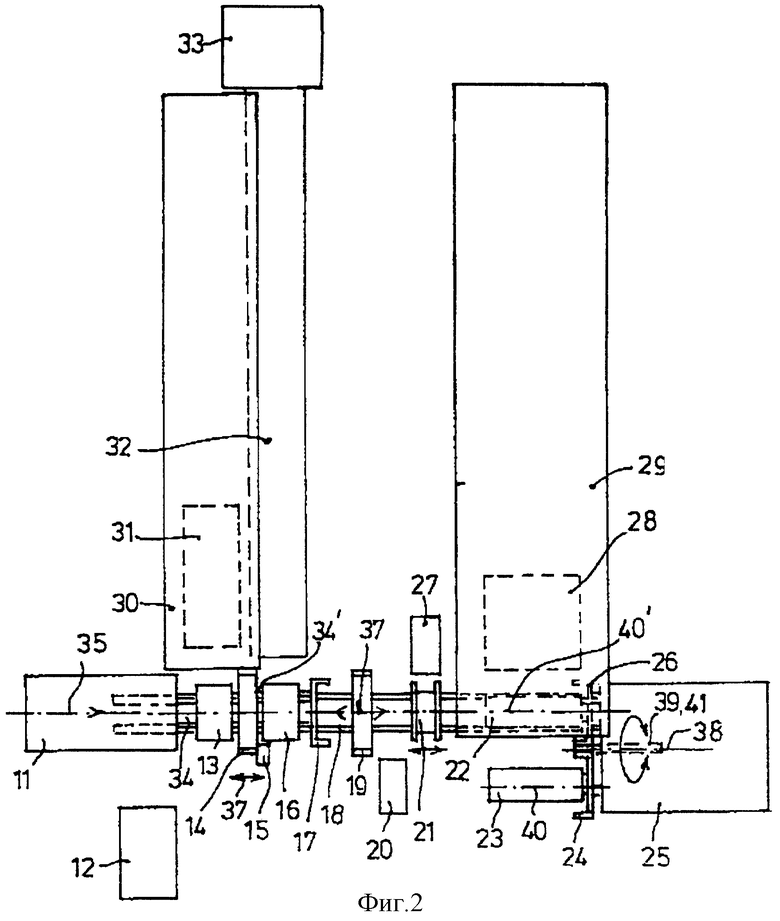
фиг. 2 схематически показывает вид сверху системы согласно изобретению,
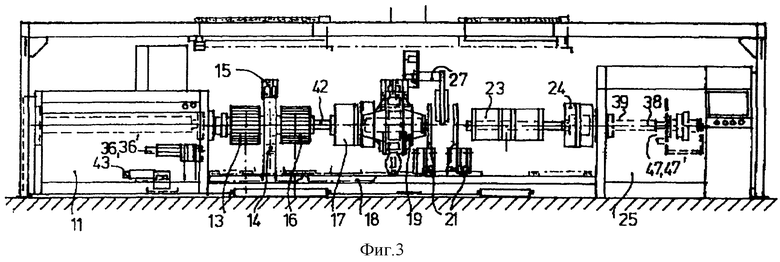
фиг. 3 показывает вид спереди системы согласно фиг. 2,
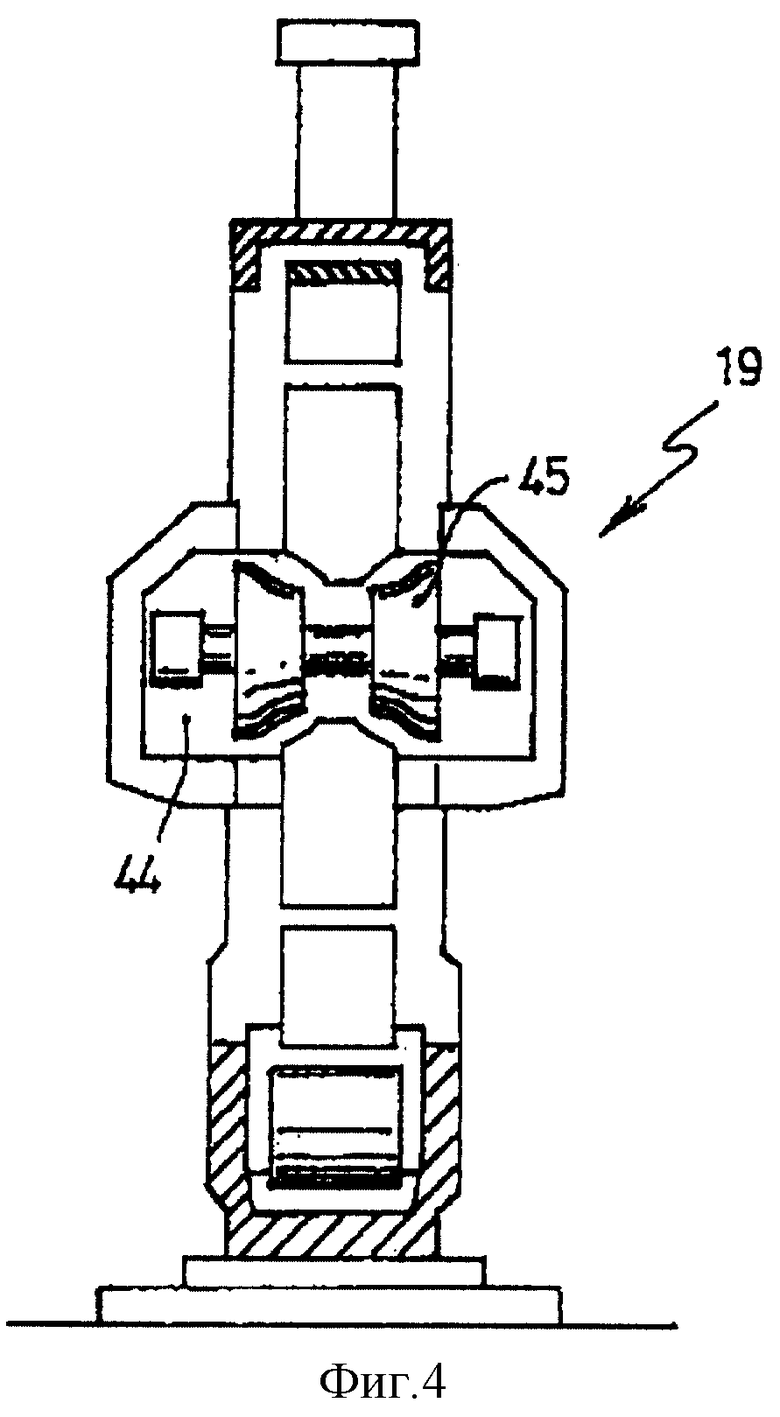
фиг. 4 показывает транспортное кольцо с проходом, ограниченным со всех сторон, и
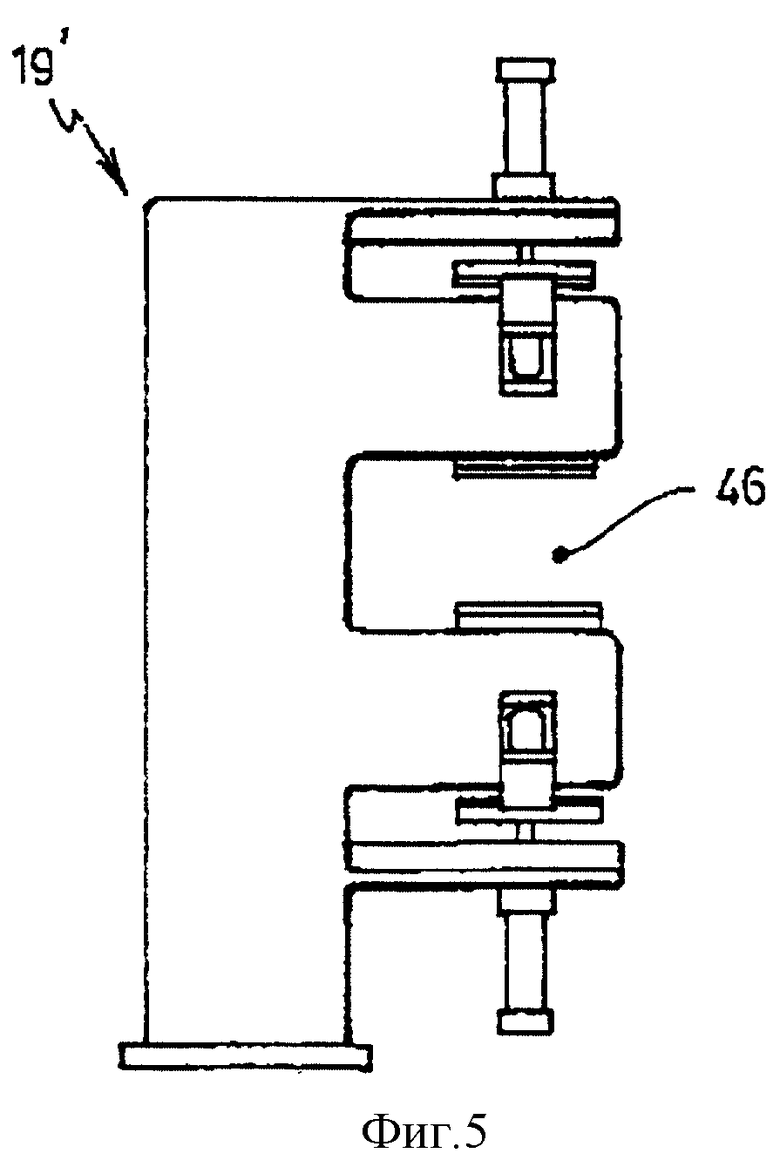
фиг. 5 показывает транспортное кольцо с проходом, открытым с одной стороны.
Так как настоящее изобретение направлено на взаимное расположение известных устройств, используемых при сборке сырой шины, а не на изобретение, относящееся к одному из самих этих устройств, то нижеследующее описание назначения и конструкции этих устройств будет кратким во избежание того, чтобы описание стало излишне сложным и объемистым, тем более что для специалиста в области сборки сырой шины такое краткое описание представляет достаточную информацию в отношении тех устройств, которые являются полезными для реализации работающей системы согласно изобретению.
Для пояснения терминов, используемых далее в описании, будут кратко описаны детали шины, которые имеются в радиальной шине для быстроходного легкового автомобиля высшего класса, со ссылкой на фиг. 1, схематически показывающую поперечное сечение сырой шины. Однако, изобретение не ограничивается таким типом сырой шины, так как могут быть легко исключены, заменены или добавлены детали шины.
Сырая, невулканизированная шина согласно фиг. 1 содержит два борта 1, каждый из которых состоит из пучка проволоки и выступа, герметизирующий внутренний слой 2, один или большее число слоев 3 каркаса, края которых завернуты вокруг борта, две резиновые боковины 4, две бортовые ленты 5 полотняного переплетения в месте расположения борта или же вместо этого две износостойкие резиновые ленты, брекер 8, состоящий из двух слоев с взаимно пересекающимися стальными кордами, беговой слой 7, содержащий кольцевые найлоновые корды 8, которые, если это желательно, могут присутствовать в двух слоях, но у которых передний и задний концы отрезаны, например, под углом 45o или 30o, в то время как уязвимые края брекера могут быть снабжены бесконечно намотанным прорезиненным найлоновым кордом 9, и последнюю деталь - протектор 10, тонкие края которого оканчиваются на ранее упомянутых боковинах 4 или в альтернативном предпочтительном варианте выполнения шины - под боковинами 4.
Эти два последних варианта выполнения шины называют также шиной с протектором поверх боковины (П.П.Б.) или шиной с боковиной поверх протектора (Б. П.П.). На фиг. 1 показана шина типа Б.П.П.
Сырая шина, показанная на фиг. 1, собрана согласно изобретению с большой производительностью и с высоким качеством с помощью системы устройств, схематически показанных на фиг. 2 и фиг. 3. Предлагаемая в изобретении система содержит первое машинное отделение 11 с двумя, соосно расположенными, выступающими валами 34 и 34' для сборки брекера. Валы 34 и 34' для сборки брекера простираются в направлении первой горизонтальной главной оси 35. На первом валу 34 для сборки брекера установлен барабан 13 для сборки брекера, а на втором валу 34' для сборки брекера установлен барабан 16 для сборки протектора. Барабан 16 для сборки протектора в направлении первой горизонтальной главной оси 35 расположен на большем расстоянии от первого машинного отделения 11, чем барабан 13 для сборки брекера. Первое машинное отделение 11, кроме того, содержит привод 36 и 36' для сборки брекера, предпочтительно сервопривод, для раздельного приведения в движение двух валов 34, 34' для сборки брекера и, следовательно, барабана 13 для сборки брекера и барабана 16 для сборки протектора.
Барабаны 13 и 16 предпочтительно являются совершенно одинаковыми и содержат известным образом внутренний механизм, который может позволить, например, 24 магнитным сегментам на наружной стороне барабана принять меньший диаметр для снятия брекера или брекера и протектора. Если брекер не должен содержать стальные корды, то тогда вместо сборочных барабанов с магнитами могут быть использованы известные сборочные барабаны, которые действуют под давлением воздуха снизу. Сборочные барабаны 13 и 16 могут вращаться и управляться независимо друг от друга, а в противном случае оставаться неподвижными.
Предлагаемая система также содержит вспомогательное устройство 30 для подачи брекерных слоев, которые разрезаны по размеру, в барабан 13 для сборки брекера. Это вспомогательное устройство 30 для подачи брекерных слоев, которое может быть сходным, например, с устройством по NL-A-9301717, позволяет наматывать на барабан 13 для сборки брекера первый брекерный слой и затем второй брекерный слой, в котором направление корда противоположно направлению корда в первом брекерном слое. Для сырых шин, предназначенных для легковых автомобилей с ограниченной быстроходностью, будет достаточным образование брекера в сборке из этих двух брекерных слоев. При изготовлении брекера, показанного на фиг. 1, система согласно настоящему изобретению содержит известное устройство 31 для беговых слоев, которое расположено под вспомогательным устройством для подачи брекерных слоев при виде в вертикальном направлении и предназначено для подачи прорезиненных найлоновых кордов к барабану 13 для сборки брекера. Устройство 31 для беговых слоев содержит режущее устройство для нарезания найлонового бегового слоя по размеру и под желаемым углом, например 45o или 30o, при этом найлоновый беговой слой может быть намотан на брекерные слои, уже намотанные на барабан 13 для сборки брекера, путем одного или двух оборотов этого барабана.
Предлагаемая система, кроме того, содержит транспортный путь 18 с направлением транспортировки 37, параллельным направлению первой главной оси 35. В вертикальном направлении транспортный путь 18 расположен под сборочными барабанами 13 и 16. Транспортный путь 18 несет первое транспортное кольцо 14 известного типа, которое принадлежит системе и выполнено с возможностью передвижения между барабаном 13 для сборки брекера и барабаном 16 для сборки протектора. Транспортное кольцо 14 транспортирует брекер, имевшийся на барабане для сборки брекера, к барабану для сборки протектора.
С рулона 12 с полосой прорезиненного найлонового корда найлоновый беговой слой можно подавать к барабану 16 для сборки протектора через известное обмоточное устройство 15, расположенное на первом транспортном кольце 14. Изменяя шаг обмоточного устройства 15, можно получить любой желаемый рисунок распределения, причем преимущество этого заключается в том, что не происходит никакого видимого стыкования или перекрытия. Как следствие возможности наложения найлонового бегового слоя путем спиральной намотки узкой ленты при желании на барабан 13 для сборки брекера или на барабан 16 для сборки протектора, могло быть исключение широкого бегового слоя (позиция 7 на фиг. 1).
С помощью вспомогательного устройства 32 протектор подают к барабану 16 для сборки протектора и наматывают на брекер, имеющийся на барабане 16 для сборки протектора. Протектор может поступать с подающего рулона 33 с лентой из материала протектора, которую косо нарезают известным образом с помощью, например, ультразвукового ножа.
После этого получают полный комплект из брекера и протектора, и этот комплект снимают с барабана 16 для сборки протектора с помощью второго транспортного кольца 19, подвижно расположенного на транспортном пути 18. Второе транспортное кольцо 19 с комплектом из брекера и протектора передвигают в положение ожидания, при этом на барабане для сборки брекера и барабане для сборки протектора можно собирать следующий комплект из брекера и протектора.
Система согласно изобретению, кроме того, содержит второе машинное отделение 25 с валом 39, вращающимся вокруг второй горизонтальной главной оси 38. Вторая горизонтальная главная ось 38 параллельна первой горизонтальной главной оси 35. В направлении первой горизонтальной главной оси 35 второе машинное отделение 25 расположено на большем расстоянии от первого машинного отделения 11, чем барабан 16 для сборки протектора. На вращающемся валу 39 установлены два вала 40 и 40' для сборки каркаса, расположенные на расстоянии друг от друга и параллельно друг другу, причем каждый вал для сборки каркаса расположен параллельно первой главной оси 35. На первом валу 40 для сборки каркаса установлен первый известный барабан 23 для сборки каркаса, а на втором валу 40' для сборки каркаса установлен второй, такой же барабан 22 для сборки каркаса. Второе машинное отделение 25, кроме того, содержит привод 41 главного вала, предпочтительно сервопривод, для приведения во вращение вращающегося вала 39 и приводы 47 и 47' валов для сборки каркаса для раздельного приведения в движение валов для сборки каркаса и, следовательно, барабанов для сборки каркаса. Второе машинное отделение 25 устроено таким образом, что первый и второй валы 40, 40' для сборки каркаса выполнены с возможностью соответственно поворота вращающимся главным валом 39 наверх для расположения на одной прямой с первой главной осью 35. Транспортный путь 18 простирается вплоть до расположения в вертикальном направлении под барабаном для сборки каркаса, повернутым для расположения на одной прямой с первой главной осью.
С вспомогательного устройства 29 последовательно подают детали каркаса, герметизирующий внутренний слой с резиновыми боковинами и каркасный слой с кордным усилением, разрезают по длине и наматывают вокруг первого барабана 23 для сборки каркаса. При желании на первом барабане 23 для сборки каркаса можно укладывать второй каркасный слой и по выбору - бортовую ленту с полотняным переплетением или резиновую бортовую ленту согласно NL-A-9200046.
Затем поворачивают оба барабана для сборки каркаса, при этом первый барабан 23 для сборки каркаса оказывается расположенным на одной прямой с первой горизонтальной главной осью 35 над транспортным путем 38, а второй, пустой барабан 22 для сборки каркаса поступает в положение, которое ранее занимал первый барабан 23 для сборки каркаса.
Из устройства 27 для загрузки и подачи бортов борта с пучками проволоки и выступами транспортируются в устройство 21 для удерживания и размещения бортов, подвижно расположенное на транспортном пути 18, как это известно, например, из NL-A-8803174. Это устройство 21 движется вокруг первого барабана 23 для сборки каркаса, на который уже уложены детали каркаса, при этом борта с пучками проволоки и выступами, расположенные на первом барабане 23 для сборки каркаса, под действием этого барабана плотно прижимаются к каркасному слою, образуя герметичное уплотнение, как это описано, например, в NL-A-9001645.
В зависимости от типа используемого барабана для сборки каркаса каркасные слои и боковины различным образом завертывают вокруг борта с пучками проволоки и выступом. В так называемом сдвоенном диафрагмовом барабане для сборки каркаса это осуществляют посредством четырех диафрагм. В варианте, представленном на фиг. 2 и 3, используют барабаны для сборки каркаса, имеющие только две диафрагмы и известные как таковые. Теперь заворот осуществляют посредством надвигаемого барабана 17, расположенного с одной стороны барабанов для сборки каркаса. Указанный надвигаемый барабан внутри имеет форму банки или часов и может быть перемещен и приведен в движение с помощью штока поршня 42, который пропущен через вал сборочных барабанов 13 и 16 и в первое машинное отделение 11. С другой стороны барабанов 23 и 22 для сборки каркаса расположены накатываемые/надвигаемые барабаны соответственно 24 и 26. Эти барабаны соответственно 17, 24 и 28 используют для раздвижения в стороны обеих вспученных изогнутых диафрагм, так чтобы детали каркаса правильно прижимались к формованному каркасу и бортам с пучками проволоки.
Если закончена сборка каркаса, то в случае изготовления шины с протектором поверх боковины передвигают второе транспортное кольцо 19 с комплектом из брекера и протектора из положения ожидания вплоть до положения над первым барабаном 23 для сборки каркаса, а для формования сырой шины прикатывают комплект из брекера и протектора к деталям каркаса с помощью прикатчика протектора 28, который расположен под вспомогательным устройством 29 для подачи деталей каркаса и содержит по меньшей мере один прикатывающий ролик.
Это прикатывание можно осуществлять после того, как второе транспортное кольцо 19 расположит комплект из брекера и протектора на барабане для сборки каркаса и отодвинется от этого барабана.
Однако, чтобы сократить время, необходимое для изготовления сырой шины, предпочитается использовать транспортное кольцо 19, которое снабжено проходом 44, ограниченным со всех сторон, для радиального прохождения прикатывающего ролика 45 прикатчика 28 (см. фиг. 4). Следовательно, не требуется отодвигать второе транспортное кольцо 19 от барабана для сборки каркаса до того, как можно будет начать прикатывание. Такое транспортное кольцо известно из ЕР-ВI-0223317.
С другой стороны, сокращение времени изготовления сырой шины может быть достигнуто использованием транспортного кольца 19', которое снабжено проходом 46, открытым с одной стороны, для радиального прохождения прикатывающего ролика прикатчика (см. фиг. 5). Такое транспортное кольцо известно из NL-A-9300893.
Собранную сырую шину снимают с первого барабана 22 для сборки каркаса посредством второго транспортного кольца 19 и транспортируют к расположенному вблизи съемному устройству 20, которое снимает сырую шину с второго транспортного кольца 19. Затем передвигают второе транспортное кольцо 19 к барабану 16 для сборки протектора с целью снятия следующего комплекта из брекера и протектора и сменяют барабаны для сборки каркаса так, чтобы можно было закончить изготовление следующей сырой шины.
Общее время, необходимое для сборки сырой шины с помощью системы согласно изобретению, может быть менее 40 секунд, при этом все управление системой может осуществляться одним человеком. Качество сырых шин, изготовленных таким образом, оказалось очень хорошим. Кроме того, система является весьма приспосабливаемой как в отношении типа изготавливаемой шины, так и в отношении модульной конструкции системы со взаимозаменяемостью отдельных устройств, составляющих систему.
Изобретение может быть использовано при сборке невулканизированной шины. Система для сборки сырой или невулканизированной шины для транспортных средств, например легковых автомобилей, содержит два сборочных барабана для брекера и протектора, выполненных с возможностью раздельного приведения в движение и расположенных соосно друг с другом, два барабана для сборки каркаса, расположенных параллельно друг другу и установленных на общем вращающемся валу, при повороте которого один барабан для сборки каркаса и другой барабан для сборки каркаса могут соответственно располагаться соосно со сборочными барабанами. Система содержит первое и второе транспортные кольца, оба подвижно расположенные на транспортном пути. Первое транспортное кольцо выполнено с возможностью передвижения между сборочными барабанами, а второе транспортное кольцо - с возможностью передвижения между барабанами для сборки каркаса и ближайшим сборочным барабаном. Система содержит вспомогательное устройство для брекерных слоев и устройство для беговых слоев для подачи деталей шины к первому сборочному барабану, вспомогательное устройство для протекторов, обмоточное устройство для подачи деталей шины к сборочному барабану и устройство для удерживания борта и размещения борта, а также вспомогательное устройство для деталей каркаса, предназначенное для подачи деталей шины к барабану для сборки каркаса соосно со сборочными барабанами. Система содержит прикатчик протектора для прикатывания сборки из брекерного слоя и протектора к деталям каркаса, имеющимся на барабане для сборки каркаса, соосном со сборочными барабанами, для изготовления сырой шины и съемное устройство для снятия сырой шины с второго транспортного кольца. Система позволяет осуществлять быструю взаимозаменяемость отдельных устройств, входящих в систему, при смене типоразмера собираемой шины. 2 з.п. ф-лы, 5 ил.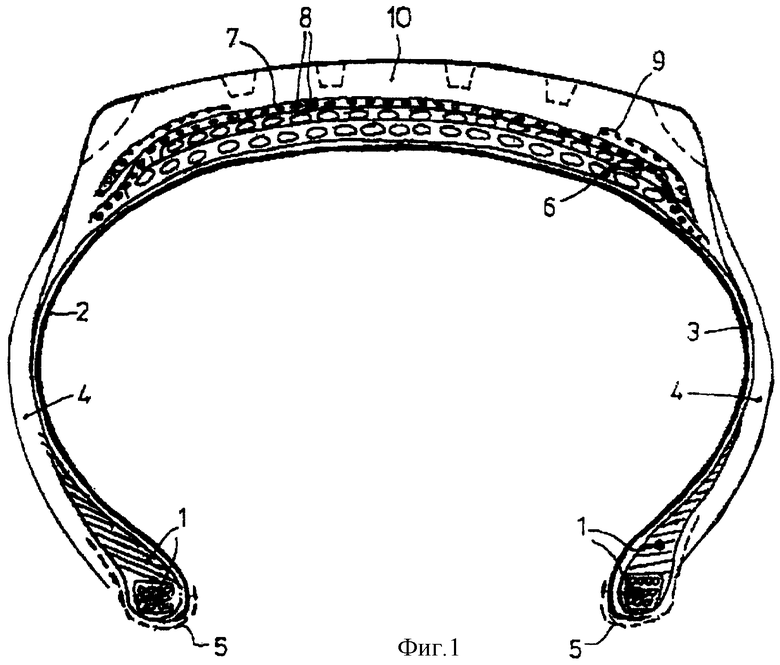
| US 4105487 A, 08.08.1978 | |||
| DE 3922227 A1, 31.05.1990 | |||
| Способ получения фермента для лизиса клеток микроорганизмов | 1972 |
|
SU503532A3 |
| EP 0223317 A1, 27.05.1987 | |||
| ЛИНИЯ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1610741A1 |
| Агрегат для сборки радиальных покрышек | 1977 |
|
SU682389A1 |

