Изобретение относится к машиностроению, а именно к изготовлению и заделке фитингов рукавов высокого давления (РВД), применяемых в гидросистемах привода рабочих органов землеройной техники, автокранов, сельскохозяйственных машин и иных гидравлических агрегатов.
Фитинги для РВД состоят из ниппеля с накидной гайкой и обжимной втулки. Именно втулка, скрепленная обжимкой с ниппелем, выполняет главную задачу: удерживает рукав в фитинге. Чем выше применяемое давление в гидросистемах, тем интенсивнее работа рабочих органов, больше грузоподъемность, поэтому надежность РВД является важнейшим условием как для безопасности проводимых работ (например, подъем клети с рабочими), так и предотвращения загрязнения окружающей среды (например, разлив масла в почву при сельскохозяйственных работах).
Широко известны отечественные фитинги для РВД, в которых обжимные втулки выдавливаются из куска трубы и обжимаются при сборке с рукавом фигурными кулачками, при этом подготовка рукава к сборке не требуется. При вибрациях, перегибах и допустимых гидроударах рукав на выходе из фитинга не обламывается, чему способствует юбка втулки таких фитингов.
Данный метод очень дешевый, но не выдерживает высоких давлений, номинальных для зарубежных рукавов, получивших распространение в России.
Наиболее близкими по технической сущности к заявляемому изобретению являются втулки фирмы «Манули», Италия (Каталог компании Манули „GENERAL HYDRAULICS CATALOGUE 2010": (электронный ресурс). 2010. URL: http://www.manuli-hydraulics.com/ProductCatalogues.asp (Дата обращения: 9.02.2014); Каталог компании Манули „GENERAL HYDRAULICS CATALOGUE 2010", раздел "FITTINGS": (электронный ресурс). 2010. URL: https://www.manuli-hydraulics.com/multimedia/MKT/PDF/135-fittings_chinese.pdf стр. 157: М00910/М00920 Втулки для РВД с металлической навивкой, стр. 158: М03400 Втулки для РВД с металлической оплеткой (Дата обращения: 9.02.2014)). Названные втулки имеют зубья, которые при обжимке жестко контактируют с металлическим оплеточным или навивочным армированием рукава, что позволяет держать рукав при испытаниях до его разрыва вдали от фитинга при давлении, порой более высоком, чем допускаемое разрывное давление для данного рукава. В зоне замковой части во втулках «Манули» выполнена канавка под замковый буртик ниппеля, в которую буртик попадает при помощи разрезного пластмассового кольца.
Однако в условиях отечественной эксплуатации втулки «Манули» недостаточно надежны и слишком часто обламывают рукав на выходе из фитинга, т.к. слишком короткая юбка втулки не сдерживает подвижность рукава на выходе из втулки. Поскольку охват резинового слоя рукава мал, он во время допустимых гидроударов, неизбежной вибрации и перегибов во время работы, сжимаясь, допускает в зону трения последнего зуба с оплеткой или навивкой влагу. Это показывает осмотр рукавов, аварийно вышедших из строя ввиду их обламывания по оплетке или навивке в месте выхода из фитинга. Кроме того, на втулках для однооплеточных и двухоплеточных рукавов юбка при обжимке имеет ту же увеличенную деформацию, что и зубья, и она, как тонкостенный цилиндр, защипывается между обжимными кулачками вплоть до появления трещин от юбки и почти до замка.
Предлагаемое изобретение решает задачу повышения надежности соединения втулки фитинга с рукавом высокого давления при его эксплуатации.
Техническим результатом изобретения является уменьшение деформации юбки втулки при обжимке и получение раструба для плавного выхода рукава из фитинга после обжимки.
Технический результат достигается тем, что в обжимной зубчатой втулке фитинга для рукава высокого давления последний зуб втулки выполнен укороченным за счет внутренней цилиндрической расточки всей хвостовой части втулки, а на наружной части втулки выполнена проточка от ее конца до упомянутого зуба.
Уменьшение проточкой наружного диаметра юбки втулки позволяет получить после обжимки внутренний диаметр юбки, приближенно равный диаметру верхнего резинового слоя рукава. После обжимки последний укороченный зуб втулки, имея ту же деформацию, что и остальные рабочие зубья, удерживает рукав за верхний резиновый слой, а деформированная юбка создает плавный выход рукава из фитинга при уменьшенной деформации торца юбки. Таким образом, место последнего зуба обеспечивает зону герметизации рукава с фитингом, а воронка юбки с цилиндрическим концом зону разгрузки.
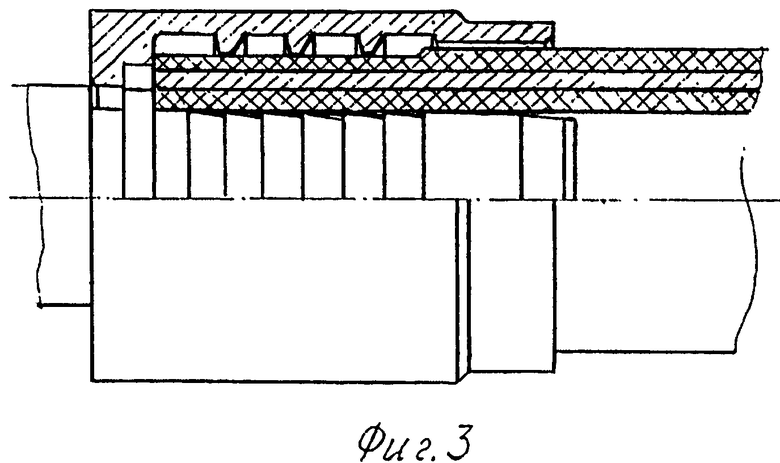
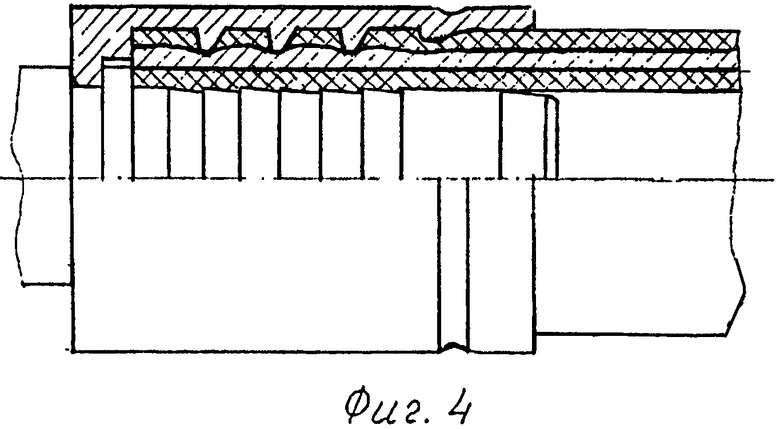
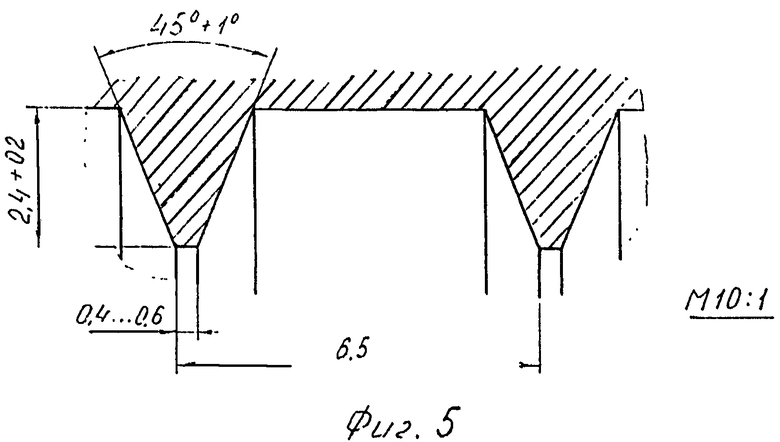
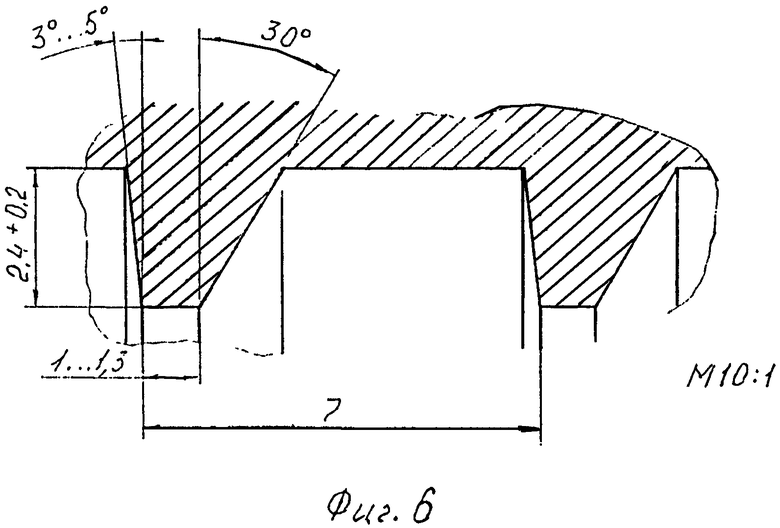
На фиг. 1 представлен фитинг с обжимной втулкой для РВД с оплеткой до обжатия. На фиг. 2 - фитинг с обжимной втулкой для РВД с оплеткой после обжатия. На фиг. 3 - фитинг с обжимной втулкой для РВД с навивкой до обжатия. На фиг. 4 - фитинг с обжимной втулкой для РВД с навивкой после обжатия. На фиг. 5 - рекомендуемая форма и размеры рабочих зубьев обжимной втулки для РВД Dy 20, армированных стальной решеткой. Шаг зубьев 5,5 мм. На фиг. 6 - рекомендуемая форма и размеры рабочих зубьев обжимной втулки для РВД Dy 20, армированных стальной навивкой. Шаг зубьев 7 мм.
Соединение рукава высокого давления с фитингом состоит из рукава 1, обжимной втулки 2, ниппеля 3 и накидной гайки 4.
Порядок расчета втулок для РВД.
Вначале определяют форму и размеры замковой части втулки. Форма - замковый внутренний буртик и открытая выточка под замковый буртик ниппеля, диаметр которой всегда меньше диаметра вводимого рукава, что облегчает изготовление втулки при отсутствии или незначительной подготовке рукава к сборке. По чертежу ниппеля определяют максимальную деформацию втулки в замковой части. Затем определяют внутренний диаметр зубьев. Для оплеточных рукавов он равен максимальному значению диаметра верхнего резинового слоя. Для навивочных рукавов он равен диаметру наружной обточки рукава в области рабочих зубьев. Очень важно при обточке оставлять такую минимальную толщину верхнего резинового слоя, которая не позволяет распушиться верхнему металлическому слою навивки. Форма зубьев для рукавов с оплеткой - равнобедренный треугольник с притуплением при вершине 0,5-0,7 мм, что при обжимке облегчает прорезание верхнего резинового слоя и внедрение в верхний металлический слой, не повреждая его, т.к. материал втулки мягкий, а оплетка выполнена из закаленной проволоки и оставляет четкий отпечаток на вершине зуба. Глубина врезания зуба в оплетку - до 0,6 мм. Форма зуба втулок для рукавов с навивкой - неравнобедренный треугольник, где не допускается перпендикулярность одной из сторон к оси втулки, что диктуется условиями резания (уклон не менее 3°). Притупление вершины зуба должно охватывать 2-3 витка навивки, чтобы не расслаивать ее. Высота зуба и шаг зубьев взаимосвязаны. Необходимо, чтобы объем выдавленного зубьями материала полностью помещался между зубьями для получения нужного контакта зубьев с навивкой или оплеткой. Глубина врезания зубьев в навивку рукава - до 0,4 мм, т.к. навивочный рукав жестче, чем оплеточный. Сумма удвоенной высоты зуба и внутреннего диаметра зубьев показывает внутренний диаметр канавок между зубьями, и при добавлении удвоенной толщины стенки втулки (1,5-2,5 мм в зависимости от размера втулки) получают наружный диаметр втулки. Далее определяют максимальную деформацию втулки в районе рабочих зубьев при обжиме на рукаве с минимально допускаемым диаметром верхней металлической навивки или оплетки и сравнивают с ранее найденной величиной наибольшей деформации втулки в замковой части. Для оплеточных рукавов полученная разность дает величину уменьшения наружного диаметра втулки в замковой части. Для навивочных рукавов такая разница близка к нулю. Затем определяют диаметр расточки юбки втулки, срезающей высоту последнего зуба втулки так, чтобы он сжимал при обжимке верхний резиновый слой рукава, не разрушая его, наподобие хомута. К величине врезания зуба в оплетку или навивку прибавляют половину толщины верхнего резинового слоя, удваивают и, прибавив внутренний диаметр зубьев, определяют диаметр расточки юбки втулки. У втулок для навивочных рукавов диаметр расточки оказывается близким к максимальной величине верхнего резинового слоя. В завершении определяют диаметр наружной проточки юбки втулки от конца втулки до укороченного зуба. Внутренняя поверхность юбки после обжимки должна приближаться к верхнему резиновому слою рукава с зазором 0,5 мм, т.к. после последнего зуба этот слой вспучивается. От величины максимальной деформации рабочих зубьев вычитают разность между упомянутым диаметром расточки юбки и максимальным диаметром верхнего резинового слоя рукава. Для втулок к оплеточным рукавам получают величину уменьшения наружного диаметра юбки в области упомянутой проточки. Для втулок к навивочным рукавам эта величина может быть равной максимальной деформации рабочих зубьев и поэтому при максимальных значениях диаметра навивки и верхнего резинового слоя рукава конец юбки не подвергается деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| Рукав высокого давления | 1990 |
|
SU1753162A1 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| ПОДВЕСКИ КАЧЕЛЕЙ | 2014 |
|
RU2598286C2 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| ГИБКИЙ РУКАВ ВЫСОКОГО ДАВЛЕНИЯ | 1991 |
|
RU2027096C1 |
| Устройство разъемного соединения рукавов высокого давления и труб | 1986 |
|
SU1442775A1 |
| Пневматический рукав высокого давления | 1990 |
|
SU1787230A3 |
| РУКАВ ВЫСОКОГО ДАВЛЕНИЯ С КОМПОЗИЦИОННОЙ ОПЛЕТКОЙ | 2008 |
|
RU2381406C2 |
| СПОСОБ СОЕДИНЕНИЯ НАПОРНОГО РУКАВА С НИППЕЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1990 |
|
SU1785315A1 |

Изобретение относится к устройствам обжимных зубчатых втулок фитинга для рукавов высокого давления и может быть применено в гидросистемах привода рабочих органов землеройной техники, автокранов, сельскохозяйственных машин и иных гидравлических агрегатов. Устройство включает рукав высокого давления, зубчатую втулку и ниппель. В обжимной зубчатой втулке фитинга для рукава высокого давления последний зуб втулки выполнен укороченным за счет внутренней цилиндрической расточки всей хвостовой части втулки, а на наружной части втулки выполнена проточка от ее конца до упомянутого зуба. Изобретение позволяет избегать обламывания рукава высокого давления на выходе из фитинга при его эксплуатации. 6 ил.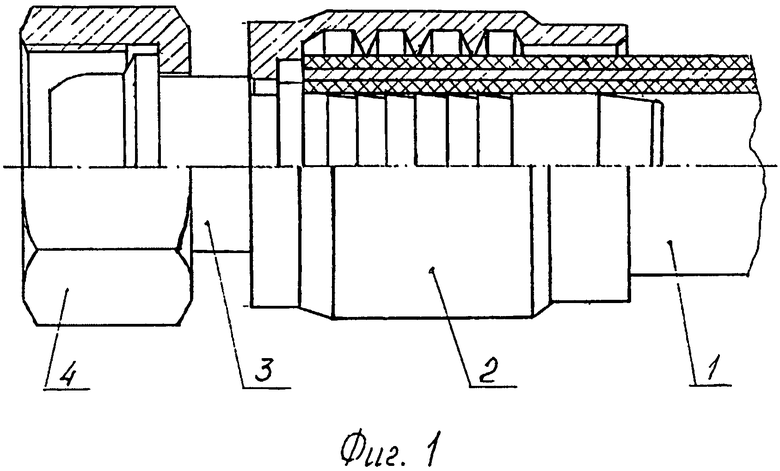
Обжимная зубчатая втулка фитинга для рукава высокого давления, отличающаяся тем, что последний зуб втулки выполнен укороченным за счет внутренней цилиндрической расточки всей хвостовой части втулки, а на наружной части втулки выполнена проточка от ее конца до упомянутого зуба.
| НЕРАЗЪЕМНАЯ КОНЦЕВАЯ АРМАТУРА РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 1995 |
|
RU2098710C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ С ПРИСОЕДИНИТЕЛЬНОЙ АРМАТУРОЙ | 1995 |
|
RU2098711C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| НЕРАЗЪЕМНАЯ КОНЦЕВАЯ АРМАТУРА РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2211396C2 |
| Установка для вибрационной обработки поверхностей | 1972 |
|
SU516515A1 |

