Перекрестная ссылка на родственные заявки
[001] Данная заявка на патент испрашивает приоритет каждой из предварительной заявки на патент США № 61/381040, поданной 8 сентября 2010 года, предварительной заявки на патент США № 61/391461, поданной 8 октября 2010 года, предварительной заявки на патент США № 61/425024, поданной 20 декабря 2010 года, и предварительной заявки на патент США № 61/437515, поданной 28 января 2011 года. Каждая из вышеперечисленных заявок на патент включена сюда по ссылке во всей своей полноте.
[002] Данная заявка на патент также родственна РСТ-заявке на патент № PCT/US2011/050894 под названием «УЛУЧШЕННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 6ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ», поданной 8 сентября 2011 года, РСТ-заявке на патент № PCT/US2011/050868 под названием «УЛУЧШЕННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ», поданной 8 сентября 2011 года, и РСТ-заявке на патент № PCT/US2011/050884 под названием «УЛУЧШЕННЫЕ АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ», поданной 8 сентября 2011 года.
Предпосылки изобретения
[003] Алюминиевые сплавы полезны во множестве областей применения. Однако улучшение одного свойства алюминиевого сплава без ухудшения другого свойства является труднодостижимым. Например, трудно повысить прочность сплава без снижения вязкости сплава. Два других представляющих интерес свойства алюминиевых сплавов включают коррозионную стойкость и сопротивление росту усталостных трещин.
Сущность изобретения
[004] В широком смысле данная заявка на патент относится к улучшенным деформируемым, упрочняемым термообработкой алюминиевым сплавам и способам их получения. В частности, данная заявка на патент относится к улучшенным продуктам из деформируемых алюминиевых сплавов 2ххх и способам их получения. В общем, эти продукты из алюминиевых сплавов 2ххх достигают улучшенного сочетания свойств благодаря, например, послезакалочной холодной обработке давлением и последующим за холодной обработкой давлением термическим обработкам, как более подробно описано ниже.
[005] Алюминиевые сплавы 2ххх - это алюминиевые сплавы, содержащие медь в качестве преобладающего легирующего компонента помимо алюминия. Для целей данной заявки алюминиевые сплавы 2ххх представляют собой алюминиевые сплавы, содержащие по меньшей мере 0,5% масс. Cu и вплоть до 8,0% масс. Cu, причем медь является преобладающим легирующим компонентом помимо алюминия.
[006] Один традиционный способ получения продуктов из алюминиевого сплава 2ххх в прокатанном виде проиллюстрирован на фиг.1. В традиционном способе изделие из алюминиевого сплава 2ххх отливают (10), после чего его гомогенизируют (11), а затем подвергают горячей прокатке (12) до промежуточной толщины. Далее изделие из алюминиевого сплава 2ххх подвергают холодной прокатке (13) до конечной толщины, после чего его подвергают термообработке на твердый раствор и быстрому охлаждению (14). Термины «термообработка на твердый раствор и быстрое охлаждение» и т.п., в общем называемые здесь «закалкой», означают нагревание изделия из алюминиевого сплава до подходящей температуры, обычно выше температуры сольвуса, выдерживание при этой температуре достаточно долгое для того, чтобы позволить растворимым элементам перейти в твердый раствор, и достаточно быстрое охлаждение для того, чтобы удержать элементы в твердом растворе. Твердый раствор, образовавшийся при высокой температуре, может быть сохранен в пересыщенном состоянии посредством охлаждения с достаточной быстротой для того, чтобы ограничить выделения растворенных атомов в виде крупных, некогерентных частиц. После закалки (14) изделие из алюминиевого сплава 2ххх может быть необязательно растянуто (15) на малую величину (например, на 1-5%) для плоскостности, подвергнуто термической обработке (16) и необязательно различным практическим приемам окончательной обработки (17). Фиг.1 согласуется с технологическим маршрутом получения алюминиевых сплавов в состоянии Т6 (состояние Т6 определено в данной заявке на патент позднее).
[007] Один вариант воплощения нового способа получения новых продуктов из алюминиевого сплава 2ххх проиллюстрирован на фиг.2. В данном новом способе изделие (тело) из алюминиевого сплава 2ххх приготавливают (100) для послезакалочной холодной обработки давлением, после чего его подвергают холодной обработке давлением (200), а затем термической обработке (300). Новый способ может также включать необязательную(ые) окончательную(ые) обработку(и) (400), как более подробно описано ниже. «Послезакалочная холодная обработка давлением» и т.п. означает холодную обработку давлением изделия из алюминиевого сплава после закалки. Величина послезакалочной холодной обработки давлением (нагартовки), которой подвергают изделие из алюминиевого сплава 2ххх, в общем составляет по меньшей мере 25%. За счет вначале закалки, а затем холодной обработки давлением на по меньшей мере 25%, а затем надлежащей термической обработки изделия из алюминиевого сплава 2ххх это изделие из алюминиевого сплава 2ххх может реализовать улучшенные свойства, как более подробно описано ниже. Например, может быть реализовано повышение прочности на 5-40% или более относительно традиционных продуктов из алюминиевого сплава в состоянии Т6 и/или Т87 и за долю времени, необходимого для обработки таких традиционных продуктов из алюминиевого сплава для состояния Т6 и/или Т87 (например, на 10%-90% быстрее, чем у обрабатываемых до состояния Т6 и/или Т87 сплавов). Новое изделие из алюминиевого сплава 2ххх может также реализовывать хорошую пластичность, обычно реализуя относительное удлинение более 4%, такое как относительное удлинение 6-16% или более. Новое изделие из алюминиевого сплава может реализовывать такие улучшения прочности без потери вязкости разрушения. В некоторых случаях новое изделие из алюминиевого сплава 2ххх реализует улучшенную вязкость разрушения, такую как вязкость разрушения на 5-25% лучше, чем традиционные продукты из алюминиевого сплава в состоянии Т6 и/или Т87. Другие свойства также могут быть сохранены и/или улучшены (например, сопротивление росту усталостных трещин).
А. Приготовление для послезакалочной холодной обработки давлением
[008] Как проиллюстрировано на фиг.2, новый способ включает приготовление (100) изделия из алюминиевого сплава для послезакалочной холодной обработки давлением. Изделие из алюминиевого сплава может быть приготовлено (100) для послезакалочной холодной обработки давлением различными методами, включая использование традиционных методов полунепрерывного литья (например, литье слитка с прямым охлаждением) и методов непрерывного литья (например, двухвалковое литье). Как проиллюстрировано на фиг.3, стадия приготовления (100) в общем включает приведение (120) изделия из алюминиевого сплава в форму, подходящую для холодной обработки давлением, и закалку (140) изделия из алюминиевого сплава. Стадия приведения (120) и стадия закалки (140) могут происходить последовательно друг за другом или параллельно (попутно) друг другу. Некоторые неограничивающие примеры стадий приготовления (100) проиллюстрированы на фиг.4-8, описанных ниже более подробно. Другие методы приготовления (100) изделия из алюминиевого сплава для послезакалочной холодной обработки давлением известны специалистам в данной области техники, и эти другие методы также входят в объем стадии приготовления (100), даже не будучи явным образом описанными здесь.
[009] При одном подходе стадия приготовления (100) включает метод полунепрерывного литья. В одном варианте воплощения и со ссылкой теперь на фиг.4 стадия приведения (120) включает литье (122) изделия из алюминиевого сплава (например, в виде слитка или заготовки, к примеру, чушки или биллета), гомогенизацию (124) изделия из алюминиевого сплава, горячую обработку давлением (126) изделия из алюминиевого сплава и необязательно холодную обработку давлением (128) изделия из алюминиевого сплава. После стадии приведения (120) выполняют стадию закалки (140). Подобные стадии могут быть осуществлены с использованием операций непрерывного литья, хотя изделие из алюминиевого сплава не будет в виде слитка/биллета после литья (120).
[0010] В другом варианте воплощения и со ссылкой теперь на фиг.5 стадия приготовления (100) включает литье (122) изделия из алюминиевого сплава, гомогенизацию (124) изделия из алюминиевого сплава и горячую обработку давлением (126) изделия из алюминиевого сплава. В данном варианте воплощения стадия горячей обработки давлением (126) может быть выполнена с переводом растворимых элементов в твердый раствор, после чего изделие из алюминиевого сплава быстро охлаждают (не проиллюстрировано), в результате совершая стадию закалки (140). Это является одним примером стадии приведения (120) и стадии закалки (140), выполняемых параллельно друг другу. Этот вариант воплощения может быть, среди прочих, применим к получаемым закалкой под прессом продуктам (например, прессовкам) и горячекатаным продуктам, которые быстро охлаждают после горячей прокатки.
[0011] В другом подходе стадия приготовления (100) включает метод непрерывного литья, такого как, среди прочих, литье на непрерывную ленту («ленточное» литье), стержневое литье, двухвалковое литье, двухленточное литье (например, литье на установке Hazelett), вытяжное литье и блочное литье. Один вариант воплощения стадии приготовления (100), использующий методику непрерывного литья, проиллюстрирован на фиг.6. В данном варианте воплощения изделие из алюминиевого сплава отливают и закаливают приблизительно в одно и то же время (142), т.е. параллельно друг другу. Литья приводит изделие из алюминиевого сплава в форму, приемлемую для холодной обработки давлением. Если скорость кристаллизации во время литья является достаточно высокой, изделие из алюминиевого сплава также закаливается. В данном варианте воплощения стадия литья/закалки (142) может включать быстрое охлаждение изделия из алюминиевого сплава после литья (не проиллюстрировано). Данный вариант воплощения может быть применим к процессам двухвалкового литья, помимо других процессов литья. Некоторые процессы двухвалкового литья, позволяющие выполнить процесс по фиг.6, описаны в патенте США № 7182825 и патенте США № 6672368.
[0012] В другом варианте воплощения и со ссылкой теперь на фиг.7 стадия приготовления (100) включает литье (122) изделия из алюминиевого сплава, а затем, после стадии литья (122), закалку (140) изделия из алюминиевого сплава. В данном варианте воплощения стадия приведения (120) включает литье (122). Данный вариант воплощения применим к процессам двухвалкового литья, помимо других процессов литья.
[0013] В другом варианте воплощения и со ссылкой теперь на фиг.8 стадия приготовления (100) включает литье (122) изделия из алюминиевого сплава, горячую обработку давлением (126) изделия из алюминиевого сплава и необязательно холодную обработку давлением (128) изделия из алюминиевого сплава. В данном варианте воплощения стадия приведения (120) включает стадии литья (122), горячей обработки давлением и необязательной холодной обработки давлением (128). После стадии приведения (120) выполняют стадию закалки (140). Этот вариант воплощения может быть применим к процессам непрерывного литья.
[0014] Многие из стадий, проиллюстрированных на фиг.2-8, могут быть выполнены в периодическом или непрерывном режимах. В одном примере стадию холодной обработки давлением (200) и стадию термической обработки (300) выполняют непрерывно. В данном примере закаленное изделие из алюминиевого сплава может поступать на операцию холодной обработки давлением при условиях окружающей среды. Учитывая относительно короткие продолжительности термической обработки, достижимые с описываемыми здесь новыми способами, подвергнутое холодной обработке давлением изделие из алюминиевого сплава может быть подвергнуто термической обработке (300) немедленно после холодной обработки давлением (например, поточно, т.е. в одной технологической линии). Предположительно такие термические обработки могут происходить поблизости от выхода устройства холодной обработки давлением либо в отдельном нагревательном устройстве, соединенном с устройством холодной обработки давлением. Это может повысить производительность.
[0015] Как описано выше, стадия приготовления (100) обычно включает закалку изделия из алюминиевого сплава. Как отмечено выше, «закалка» включает в себя быстрое охлаждение (не показано) изделия из алюминиевого сплава, которое может быть осуществлено с помощью жидкости (например, водного или органического раствора), газа (например, охлаждения воздухом) или даже твердого тела (например, охлажденных твердых тел на одной или более сторонах изделия из алюминиевого сплава). В одном варианте воплощения стадия быстрого охлаждения включает контактирование изделия из алюминиевого сплава с жидкостью или газом. В некоторых из таких вариантов воплощения быстрое охлаждение происходит в отсутствие горячей и/или холодной обработки давлением изделия из алюминиевого сплава. Например, быстрое охлаждение может происходить, среди прочих методов, посредством погружения, опрыскивания и/или струйной сушки и в отсутствие деформирования изделия из алюминиевого сплава.
[0016] Специалисты в данной области техники понимают, что могут быть использованы и другие стадии приготовления (100) для того, чтобы приготовить изделие из алюминиевого сплава для послезакалочной холодной обработки давлением (например, методы порошковой металлургии), и что такие другие стадии приготовления входят в объем стадии приготовления (100) при условии, что они приводят (120) изделие из алюминиевого сплава в форму, подходящую для холодной обработки давлением, и закаливают (140) изделие из алюминиевого сплава, независимо от того, происходят ли такие стадии приведения (120) и закалки (140) попутно (например, одновременно) или последовательно, и независимо от того, происходит ли такая стадия приведения (120) до стадии закалки (140) или наоборот.
В. Холодная обработка давлением
[0017] Возвращаясь к фиг.2 и как отмечено выше, новый способ включает холодную обработку давлением (200) изделия из алюминиевого сплава в высокой степени. «Холодная обработка давлением» и т.п. означает деформирование изделия из алюминиевого сплава в по меньшей мере одном направлении и при температурах ниже температур горячей обработки давлением (например, не более 400°F). Холодная обработка давлением может быть осуществлена одним или более методов из прокатки, экструдирования (прессования), ковки, волочения, вытяжки, выдавливания, ротационного выдавливания, обкатки и их комбинации помимо других типов методов холодной обработки давлением. Такие способы холодной обработки давлением могут по меньшей мере частично способствовать получению различных продуктов из алюминиевых сплавов 2ххх (см. раздел «Применения продуктов» ниже).
i. Холодная прокатка
[0018] В одном варианте воплощения и со ссылкой теперь на фиг.9 стадия холодной обработки давлением (200) включает холодную прокатку (220) (а в некоторых случаях состоит из холодной прокатки (220), с необязательным растягиванием или правкой для плоскостности (240)). В данном варианте воплощения и как описано выше, стадию холодной прокатки (220) выполняют после стадии закалки (140). Холодная прокатка (220) представляет собой технологию производства, при которой изделие из алюминиевого сплава уменьшают по толщине, обычно под воздействием давления, оказываемого валками, и при которой изделие из алюминиевого сплава поступает в прокатное оборудование при температуре ниже используемой для горячей прокатки (124) (например, не выше чем 400°F). В одном варианте воплощения изделие из алюминиевого сплава поступает в прокатное оборудование при условиях окружающей среды, т.е. в данном варианте стадию холодной прокатки (220) начинают (инициируют) при условиях окружающей среды.
[0019] Стадия холодной прокатки (220) уменьшает толщину изделия из алюминиевого сплава 2ххх на по меньшей мере 25%. Стадия холодной прокатки (220) может быть выполнена за один или более проходов прокатки. В одном варианте воплощения на стадии холодной прокатки (220) изделие из алюминиевого сплава прокатывают от промежуточной толщины до конечной толщины. Стадия холодной прокатки (220) может давать продукт в виде листа, плиты или фольги. Продукт в виде фольги представляет собой прокат с толщиной менее 0,006 дюйма. Продукт в виде листа представляет собой прокат с толщиной от 0,006 дюйма до 0,249 дюйма. Продукт в виде плиты представляет собой прокат с толщиной 0,250 дюйма или более.
[0020] «Холоднокатанный на ХХ%» и т.п. означает ХХХП%, где ХХХП% представляет собой величину уменьшения толщины, достигаемую при обжатии изделия из алюминиевого сплава от первой толщины Т1 до второй толщины Т2 холодной прокаткой, где Т1 - толщина до стадии холодной прокатки (200) (например, после закалки), а Т2 - толщина после стадии холодной прокатки (200). Иными словами, ХХХП% равняется:
ХХХП%=(1-Т2/Т1)×100%.
Например, когда изделие из алюминиевого сплава подвергают холодной прокатке от первой толщины (Т1) 15,0 мм до второй толщины (Т2) 3,0 мм, ХХХП% равно 80%. Такие фразы, как «холодная прокатка на 80%» и «холоднокатаный на 80%», эквивалентны выражению ХХХП%=80%.
[0021] В одном варианте воплощения изделие из алюминиевого сплава подвергают холодной прокатке (220) на по меньшей мере 30% (ХХХП%≥30%), т.е. обжимают по толщине на по меньшей мере 30%. В других вариантах воплощения изделие из алюминиевого сплава подвергают холодной прокатке (220) на по меньшей мере 35% (ХХХП%≥35%), или по меньшей мере 40% (ХХХП%≥40%), или по меньшей мере 45% (ХХХП%≥45%), или по меньшей мере 50% (ХХХП%≥50%), или по меньшей мере 55% (ХХХП%≥55%), или по меньшей мере 60% (ХХХП%≥60%), или по меньшей мере 65% (ХХХП%≥65%), или по меньшей мере 70% (ХХХП%≥70%), или по меньшей мере 75% (ХХХП%≥75%), или по меньшей мере 80% (ХХХП%≥80%), или по меньшей мере 85% (ХХХП%≥85%), или по меньшей мере 90% (ХХХП%≥90%), или более.
[0022] В некоторых вариантах воплощения холодная прокатка (220) более чем на 90% (ХХХП%≤90%) может оказаться непрактичной или неидеальной. В таких вариантах воплощения изделие из алюминиевого сплава может быть подвергнуто холодной прокатке (220) не более чем на 87% (ХХХП%≤87%), такой как холодная прокатка (220) не более чем на 85% (ХХХП%≤85%), или не более чем на 83% (ХХХП%≤83%), или не более чем 80% (ХХХП%≤80%).
[0023] В одном варианте воплощения изделие из алюминиевого сплава подвергают холодной прокатке в диапазоне от более чем 50% до не более чем 85% (50%<ХХХП%≤85%). Такая величина холодной прокатки может позволить получить изделие из алюминиевого сплава, обладающее предпочтительными свойствами. В родственном варианте воплощения изделие из алюминиевого сплава может быть подвергнуто холодной прокатке в диапазоне от 55% до 85% (55%≤ХХХП%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава может быть подвергнуто холодной прокатке в диапазоне от 60% до 85% (60%≤ХХХП%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава может быть подвергнуто холодной прокатке в диапазоне от 65% до 85% (65%≤ХХХП%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава может быть подвергнуто холодной прокатке в диапазоне от 70% до 80% (70%≤ХХХП%≤80%).
[0024] Все еще ссылаясь на фиг.9, в данном варианте воплощения способа может быть выполнена необязательная предварительная холодная прокатка (128). Такая стадия предварительной холодной прокатки (128) может дополнительно уменьшить промежуточную толщину изделия из алюминиевого сплава (вследствие горячей прокатки 126) до вторичной промежуточной толщины. В качестве примера необязательная стадия холодной прокатки (128) может быть использована для получения вторичной промежуточной толщины, которая облегчает получение конечной толщины холодного проката во время стадии холодной прокатки (220).
ii. Другие методы холодной обработки давлением
[0025] Помимо холодной прокатки и возвращаясь к фиг.2, холодная обработка давлением может быть осуществлена одним или более методов из прессования, ковки, волочения, вытяжки, выдавливания, ротационного выдавливания, обкатки и их комбинации помимо других видов методов холодной обработки давлением. Как отмечено выше, изделие из алюминиевого сплава обычно подвергают холодной обработке давлением на по меньшей мере 25% после закалки. В одном варианте воплощения холодная обработка давлением обеспечивает обработку изделия из алюминиевого сплава до его практически конечной формы (т.е. не требуется никаких дополнительных стадий горячей и/или холодной обработки давлением для достижения конечной формы продукта).
[0026] «Холодная обработка давлением на ХХ%» («ХХХОД%») и т.п. означает холодную обработку давлением изделия из алюминиевого сплава на величину, достаточную для достижения эквивалентной пластической деформации (описанной ниже), по меньшей мере равной по величине эквивалентной пластической деформации, которая была бы достигнута, если бы изделие из алюминиевого сплава было подвергнуто холодной прокатке на ХХ% (ХХХП%). Например, фраза «холодная обработка давлением на 68,2%» означает степень холодной обработки давлением изделия из алюминиевого сплава, достаточную для достижения эквивалентной пластической деформации, по меньшей мере равной по величине эквивалентной пластической деформации, которая была бы достигнута, если бы изделие из алюминиевого сплава было подвергнуто холодной прокатке на 68,2%. Поскольку как ХХХОД%, так и ХХХП% относятся к величине эквивалентной пластической деформации, вызванной в изделии из алюминиевого сплава, как если бы изделие из алюминиевого сплава было подвергнуто холодной прокатке на ХХ% (или действительно подвергнуто холодной прокатке на ХХ% в случае реальной холодной прокатки), данные термины используются здесь взаимозаменяемо для указания на эту величину эквивалентной пластической деформации.
[0027] Эквивалентная пластическая деформация связана с истинной деформацией. Например, холодная прокатка на ХХ%, т.е. ХХХП%, может быть представлена значениями истинной деформации, где истинную деформацию (εист) определяют по формуле:
εист=-ln(1-%ХП/100)
где %ХП - это ХХХП%, а значения истинной деформации могут быть преобразованы в значения эквивалентной пластической деформации. В том случае, когда во время холодной прокатки достигается двухосная деформация, расчетная эквивалентная пластическая деформация будет в 1,155 раз больше, чем значение истинной деформации (2, деленное на √3, равно 1,155). Двухосная деформация характерна для того вида пластической деформации, которая придается во время операций холодной прокатки. Таблица соответствия холодной прокатки на ХХ% значениям истинной деформации и значениям эквивалентной пластической деформации представлена ниже в таблице 1.
Такие значения эквивалентной пластической деформации предполагают, что:
А. нет упругой деформации;
В. истинные пластические деформации сохраняют постоянство объема; и
С. нагрузка является пропорциональной.
[0028] При пропорциональной нагрузке вышеуказанные и/или другие принципы могут быть использованы для определения эквивалентной пластической деформации при различных операциях холодной обработки давлением. При непропорциональной нагрузке эквивалентная пластическая деформация вследствие холодной обработки давлением может быть определена при помощи следующей формулы:

где dεp представляет собой приращение эквивалентной пластической деформации, а dεi p (i=1,2,3) представляет собой приращение основных компонентов пластической деформации. См. Plasticity, A. Mendelson, Krieger Pub Co; 2nd edition (August 1983), ISBN-10: 0898745829.
[0029] Специалистам в данной области техники понятно, что стадия холодной обработки давлением (200) может включать деформирование изделия из алюминиевого сплава первым образом (например, сжатием), а затем деформирование изделия из алюминиевого сплава вторым образом (например, растяжением), и что описанная здесь эквивалентная пластическая деформация относится к накопленной деформации вследствие всех операций деформирования, осуществленных как часть стадии холодной обработки давлением (200). Кроме того, специалистам в данной области техники понятно, что стадия холодной обработки давлением (200) приведет к возникновению деформации, но не обязательно к изменению конечных размеров изделия из алюминиевого сплава. Например, изделие из алюминиевого сплава может быть подвергнуто холодному деформированию первым образом (например, сжатием), после чего его подвергают холодному деформированию вторым образом (например, растяжением), накопленные результаты которых позволяют получить изделие из алюминиевого сплава с примерно такими же конечными размерами, как и у изделия из алюминиевого сплава до стадии холодной обработки давлением (200), но с повышенной деформацией вследствие различных операций холодного деформирования стадии холодной обработки давлением (200). Аналогично высокие накопленные деформации могут быть достигнуты посредством последовательных операций сгибания и обратного разгибания.
[0030] Накопленная эквивалентная пластическая деформация, а значит ХХХП%, может быть определена для любой данной операции холодной обработки давлением, или серии операций холодной обработки давлением, путем вычисления эквивалентной пластической деформации, придаваемой такими операциями холодной обработки давлением, а затем определения соответствующего ей значения ХХХП% согласно описанным выше методикам и другим методикам, известным специалистам в данной области техники. Например, изделие из алюминиевого сплава может быть подвергнуто холодной вытяжке, и специалисты в данной области техники могут рассчитать величину эквивалентной пластической деформации, приданной изделию из алюминиевого сплава, исходя из параметров операции холодной вытяжки. Если холодная вытяжка вызвала, например, эквивалентную пластическую деформацию примерно 0,9552, то такая операция холодной вытяжки эквивалентна величине ХХХП% примерно 56,3% (0,9552/1,155 равно значению истинной деформации 0,8270 (εист); в свою очередь, соответствующее значение ХХХП% равно 56,3% в соответствии с уравнением (1), приведенном выше). Таким образом, в данном примере ХХХП%=56,3, даже несмотря на то, что холодная обработка давлением представляла собой холодную вытяжку, а не холодную прокатку. Более того, поскольку «холодная обработка давлением на ХХ%» («ХХХОД%») определена (выше) как холодная обработка давлением изделия из алюминиевого сплава на величину, достаточную для достижения эквивалентной пластической деформации, которая по меньшей мере равна по величине эквивалентной пластической деформации, которая была бы достигнута, если бы изделие из алюминиевого сплава было уменьшено по толщине на ХХ% только в результате холодной прокатки (ХХХП%), то ХХХОД% также составляет 56,3%. Подобные расчеты могут быть применены при использовании серии операций холодной обработки давлением, при этом в таких случаях для определения ХХХП% будет использована накопленная эквивалентная пластическая деформация вследствие серии операций холодной обработки давлением.
[0031] Как описано выше, холодную обработку давлением (200) осуществляют так, что изделие из алюминиевого сплава реализует ХХХОД% или ХХХП%≥25%, т.е. эквивалентная пластическая деформация ≥0,3322. «Холодная обработка давлением на ХХ%» и т.п. означает ХХХОД%. Такие фразы, как «холодная обработка давлением на 80%» и «подвергнутый холодной обработке давлением на 80%», эквивалентны выражению ХХХОД%=80. Для специализированных операций неравномерной холодной обработки давлением величину эквивалентной пластической деформации, а значит и величину ХХХОД или ХХХП определяют на части (частях) изделия из алюминиевого сплава, получающей(их) холодную обработку давлением (200).
[0032] В одном варианте воплощения изделие из алюминиевого сплава подвергают достаточной холодной обработке давлением (200), достаточной для достижения и реализации эквивалентной пластической деформации («ЭПД») по меньшей мере 0,4119 (т.е. ХХХОД%≥30%). В других вариантах воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200), достаточной для достижения и реализации ЭПД по меньшей мере 0,4974 (ХХХОД%≥35%), или по меньшей мере 0,5899 (ХХХОД%≥40%), или по меньшей мере 0,6903 (ХХХОД%≥45%), или по меньшей мере 0,8004 (ХХХОД%≥50%), или по меньшей мере 0,9220 (ХХХОД%≥55%), или по меньшей мере 1,0583 (ХХХОД%≥60%), или по меньшей мере 1,2120 (ХХХОД%≥65%), или по меньшей мере 1,3902 (ХХХОД%≥70%), или по меньшей мере 1,6008 (ХХХОД%≥75%), или по меньшей мере 1,8584 (ХХХОД%≥80%), или по меньшей мере 2,1906 (ХХХОД%≥85%), или по меньшей мере 2,6588 (ХХХОД%≥90%), или более.
[0033] В некоторых вариантах воплощения холодная обработка давлением (200) более чем на 90% (ХХХОД%≤90% и ЭПД≤2,6588) может оказаться непрактичной или неидеальной. В таких вариантах воплощения изделие из алюминиевого сплава может быть подвергнуто холодной обработке давлением (200) не более чем на 87% (ХХХОД%≤87% и ЭПД≤2,3564), такой как холодная обработка давлением (200) не более чем на 85% (ХХХОД%≤85% и ЭПД≤2,1906), или не более чем на 83% (ХХХОД%≤83% и ЭПД≤2,0466), или не более чем на 80% (ХХХОД%≤80% и ЭПД≤1,8584).
[0034] В одном варианте воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200) в диапазоне от более 50% до не более 85% (50%<ХХХОД%≤85%). Такая степень холодной обработки давлением (200) может позволить получить изделия из алюминиевого сплава, обладающее предпочтительными свойствами. В родственном варианте воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200) в диапазоне от 55% до 85% (55%≤ХХХОД%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200) в диапазоне от 60% до 85% (60%≤ХХХОД%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200) в диапазоне от 65% до 85% (65%≤ХХХОД%≤85%). В еще одном варианте воплощения изделие из алюминиевого сплава подвергают холодной обработке давлением (200) в диапазоне от 70% до 80% (70%≤ХХХОД%≤80%).
iii. Градиенты
[0035] Стадия холодной обработки давлением (200) может быть специально подобрана для деформирования изделия из алюминиевого сплава в целом равномерным образом, например, среди прочих, посредством прокатки, описанной выше, или традиционных методов прессования. В других вариантах воплощения стадия холодной обработки давлением может быть специально подобрана для деформирования изделия из алюминиевого сплава в целом неравномерным образом. Таким образом, в некоторых вариантах воплощения способ может давать изделие из алюминиевого сплава со специально подобранными градиентами холодной обработки давлением, т.е. первая часть изделия из алюминиевого сплава получает первую специально подобранную величину холодной обработки давлением, а вторая часть изделия из алюминиевого сплава получает вторую специально подобранную величину холодной обработки давлением, при этом первая специально подобранная величина отличается от второй специально подобранной величины. Примеры операций холодной обработки давлением (200), которые могут быть осуществлены, по отдельности или в комбинации, для достижения специально подобранной неравномерной холодной обработки давлением, включают, среди прочих, ковку, накатку, обдувку дробью, ротационное выдавливание и обкатку. Такие операции холодной обработки давлением могут быть также использованы в комбинации с операциями в целом равномерной холодной обработки давлением, такими как холодная прокатка и/или прессование, помимо прочих. Как упомянуто выше, для специально подобранных операций неравномерной холодной обработки давлением величину эквивалентной пластической деформации определяют на части (частях) изделия из алюминиевого сплава, получающей(их) холодную обработку давлением (200).
iv. Температура холодной обработки давлением
[0036] Стадия холодной обработки давлением (200) может быть начата при температурах ниже температур горячей обработки давлением (например, не выше 400°F). При одном подходе стадию холодной обработки давлением (200) начинают тогда, когда изделие из алюминиевого сплава достигает достаточно низкой температуры после закалки (140). В одном варианте воплощения стадия холодной обработки давлением (200) может быть начата тогда, когда температура изделия из алюминиевого сплава составляет не более 250°F. В других вариантах воплощения стадия холодной обработки давлением (200) может быть начата тогда, когда температура изделия из алюминиевого сплава составляет не более 200°F, или не более 175°F, или не более 150°F, или не более 125°F, или менее. В одном варианте воплощения стадия холодной обработки давлением (200) может быть начата тогда, когда температура изделия из алюминиевого сплава примерно равна температуре окружающей среды. В других вариантах воплощения стадия холодной обработки давлением (200) может быть начата при более высоких температурах, например, когда температура изделия из алюминиевого сплава составляет в диапазоне от 250°F до меньшей, чем температура горячей обработки давлением (например, меньше 400°F).
[0037] В одном варианте воплощения стадию холодной обработки давлением (200) начинают и/или выполняют (завершают) в отсутствие какого-либо преднамеренного/значимого нагревания (например, преднамеренного нагревания, которое производит существенные изменения в микроструктуре и/или свойствах изделия из алюминиевого сплава). Специалистам в данной области техники понятно, что изделие из алюминиевого сплава может реализовать повышение температуры из-за стадии холодной обработки давлением (200), но что такие стадии холодной обработки давлением (200) все еще считаются холодной обработкой давлением (200), поскольку операция обработки давлением началась при температурах ниже считающихся температурами горячей обработки давлением. При использовании множества операций холодной обработки давлением для выполнения стадии холодной обработки давлением (200) на каждой из таких операций может быть использована любая(ые) из вышеуказанных температур, которая может быть такой же или отличаться от температур, используемых на предыдущей или последующей операции холодной обработки давлением.
[0038] Как отмечено выше, холодную обработку давлением (200) обычно начинают тогда, когда изделие из алюминиевого сплава достигает достаточно низкой температуры после закалки (140). Обычно к изделию из алюминиевого сплава не применяют преднамеренных/значимых термических обработок между окончанием стадии закалки (140) и началом стадии холодной обработки давлением (200), т.е. в способе могут отсутствовать термические обработки между завершением стадии закалки (140) и инициированием стадии холодной обработки давлением (200). В некоторых случаях стадию холодной обработки давлением (200) начинают вскоре после окончания стадии закалки (140) (например, для того, чтобы облегчить холодную обработку давлением). В одном варианте воплощения стадию холодной обработки давлением (200) начинают не более чем через 72 часа после завершения стадии закалки (140). В других вариантах воплощения стадию холодной обработки давлением (200) начинают не более чем через 60 часов, или не более чем через 48 часов, или не более чем через 36 часов, или не более чем через 24 часа, или не более чем через 20 часов, или не более чем через 16 часов, или не более чем через 12 часов, или менее после завершения стадии закалки (140). В одном варианте воплощения стадию холодной обработки давлением (200) начинают в течение нескольких минут или менее после завершения стадии закалки (140) (например, при процессах непрерывного литья).
[0039] В других случаях может оказаться достаточным начать холодную обработку давлением (200) по истечении более продолжительного отрезка времени после завершения стадии закалки (140). В некоторых случаях стадия холодной обработки давлением (200) может быть выполнена через одну или более недель или один или более месяцев после выполнения стадии закалки (140).
С. Термическая обработка
[0040] Все еще ссылаясь на фиг.2, стадию термической обработки (300) выполняют после стадии холодной обработки давлением (200). «Термическая обработка» и т.п. означает преднамеренное нагревание изделия из алюминиевого сплава таким, что изделие из алюминиевого сплава достигает повышенной температуры. Стадия термической обработки (300) может включать нагревание изделия из алюминиевого сплава в течение периода времени и при температуре, достаточных для достижения некоего состояния или свойства (например, среди прочих, выбранной прочности, выбранной пластичности).
[0041] После закалки большинство упрочняемых термообработкой сплавов, таких как алюминиевые сплавы 2ххх, проявляют изменения свойств при комнатной температуре. Это называется «естественным старением» и может начаться непосредственно после закалки или после инкубационного периода. Скорость изменения свойств во время естественного старения варьируется от сплава к сплаву в широком диапазоне, так что приближение к стабильному состоянию может потребовать всего лишь нескольких дней или нескольких лет. Поскольку естественное старение происходит в отсутствие преднамеренного нагревания, естественное старение не является стадией термической обработки (300). Однако естественное старение может происходить до и/или после стадии термической обработки (300). Естественное старение может происходить в течение заданного отрезка времени до стадии термической обработки (300) (например, от нескольких минут или часов до нескольких недель или более). Естественное старение может происходить между любыми или после любой из стадий закалки (140), холодной обработки давлением (200) и термической обработки (300).
[0042] На стадии термической обработки (300) изделие из алюминиевого сплава нагревают до температуры в пределах выбранного диапазона температур. Для целей стадии термической обработки (300) такая температура относится к средней температуре изделия из алюминиевого сплава во время стадии термической обработки (300). Стадия термической обработки (300) может включать множество стадий обработки, таких как обработка при первой температуре в течение первого отрезка времени и обработка при второй температуре в течение второго отрезка времени. Первая температура может быть выше или ниже второй температуры, а первый отрезок времени может быть короче или длиннее второго отрезка времени.
[0043] Стадию термической обработки (300) обычно выполняют так, что в изделии из алюминиевого сплава достигается/сохраняется преимущественно нерекристаллизованная микроструктура, как определено ниже. Как более подробно описано ниже, преимущественно нерекристаллизованная микроструктура может обеспечить улучшенные свойства. В этом отношении стадия термической обработки (300) обычно включает нагревание изделия из алюминиевого сплава до повышенной температуры, но ниже температуры рекристаллизации изделия из алюминиевого сплава, т.е. той температуры, при которой изделие из алюминиевого сплава не достигало бы преимущественно нерекристаллизованной микроструктуры. Например, стадия термической обработки (300) может включать нагревание изделия из алюминиевого сплава 2ххх до температуры в диапазоне от 150°F до 425°F (или выше), но ниже температуры рекристаллизации изделия из алюминиевого сплава.
[0044] Стадия термической обработки (300) может быть выполнена любым подходящим образом, который обеспечивает поддержание изделия из алюминиевого сплава при одной или более выбранной(ых) температуре(ах) в течение одного или более выбранного(ых) отрезка(ов) времени (например, для достижения желаемого/выбранного свойства или сочетания свойств). В одном варианте воплощения стадию термической обработки (300) выполняют в печи для старения или т.п. В другом варианте воплощения стадию термической обработки (300) выполняют во время цикла сушки краски (лакокрасочного покрытия). Циклы сушки краски используют в автомобильной и других отраслях промышленности для отверждения нанесенной краски посредством ее сушки в течение короткого отрезка времени (например, 5-30 минут). Учитывая способность описываемых сейчас способов давать изделия из алюминиевого сплава с высокой прочностью в течение короткого отрезка времени, как описано ниже, циклы сушки краски и т.п. могут быть использованы для выполнения стадии термической обработки (300), тем самым устраняя необходимость в отдельных стадиях термической обработки и сушки краски. Подобным же образом в другом варианте воплощения стадия термической обработки (300) может быть выполнена во время стадии отверждения покрытия или т.п.
D. Комбинация холодной обработки давлением и термической обработки
[0045] Комбинация стадии холодной обработки давлением (200) и стадии термической обработки (300) способна обеспечить получение изделий из алюминиевого сплава, обладающих улучшенными свойствами. Предполагается, что комбинация сильного деформирования на стадии холодной обработки давлением (200) в сочетании с соответствующими условиями термической обработки (300) дают уникальную микроструктуру (см. раздел «Микроструктура» ниже), позволяющую добиться сочетаний прочности и пластичности, которые были до настоящего времени нереализуемы. Стадия холодной обработки давлением (200) способствует получению сильно деформированной микроструктуры, в то время как стадия термической обработки (300) способствует дисперсионному упрочнению. Когда холодная обработка давлением (200) составляет по меньшей мере 25%, а предпочтительно - более 50%, и когда используется соответствующая стадия термической обработки (300), могут быть реализованы улучшенные свойства.
[0046] При одном подходе стадии холодной обработки давлением (200) и термической обработки (300) осуществляют так, что изделие из алюминиевого сплава достигает повышения прочности (например, предела текучести при растяжении (R0,2) или предела прочности при растяжении (Rm)). Повышение прочности может быть реализовано в одном или более из направлений L, LT или ST.
[0047] В одном варианте воплощения стадии холодной обработки давлением (200) и термической обработки (300) осуществляют так, что изделие из алюминиевого сплава достигает повышения прочности по сравнению с эталонным вариантом изделия из алюминиевого сплава в «состоянии после холодной обработки давлением». В другом варианте воплощения стадии холодной обработки давлением (200) и термической обработки (300) осуществляют так, что изделие из алюминиевого сплава достигает повышения прочности по сравнению с эталонным вариантом изделия из алюминиевого сплава в состоянии Т6. В еще одном варианте воплощения стадии холодной обработки давлением (200) и термической обработки (300) осуществляют так, что изделие из алюминиевого сплава достигает повышения прочности по сравнению с эталонным вариантом изделия из алюминиевого сплава в состоянии Т87. В другом варианте воплощения стадии холодной обработки давлением (200) и термической обработки (300) осуществляют так, что изделие из алюминиевого сплава достигает повышения более высокого R-значения по сравнению с эталонным вариантом изделия из алюминиевого сплава в состоянии Т4. Эти и другие свойства описаны ниже в разделе «Свойства».
[0048] «Состояние после холодной обработки давлением» (ACWC) означает: (i) изделие из алюминиевого сплава приготовлено для послезакалочной холодной обработки давлением, (ii) изделие из алюминиевого сплава подвергнуто холодной обработке давлением, (iii) не более 4 часов проходит между завершением стадии закалки (140) и инициированием стадии холодной обработки давлением (200), и (iv) изделие из алюминиевого сплава не подвергалось термической обработке. Механические свойства изделия из алюминиевого сплава в состоянии после холодной обработки давлением должны быть измерены в течение 4-14 дней после завершения стадии холодной обработки давлением (200). Для того чтобы получить эталонный вариант изделия из алюминиевого сплава в «состоянии после холодной обработки давлением», обычно приготовят (100) изделие из алюминиевого сплава для послезакалочной холодной обработки давлением, а затем подвергнут изделие из алюминиевого сплава холодной обработке давлением (200) согласно описанным здесь практическим приемам, после чего извлекут часть изделия из алюминиевого сплава для определения его свойств в состоянии после холодной обработки давлением в соответствии с описанными выше требованиями. Другую часть изделия из алюминиевого сплава обработают в соответствии с описанными здесь новыми способами, после чего будут измерены его свойства, таким образом обеспечив сравнение между свойствами эталонного варианта изделия из алюминиевого сплава в состоянии после холодной обработки давлением и свойствами изделия из алюминиевого сплава, обработанного в соответствии с описанными здесь новыми способами (например, сравнение прочности, пластичности, вязкости разрушения). Поскольку эталонный вариант изделия из алюминиевого сплава получают из части изделия из алюминиевого сплава, он имеет такой же состав, как и изделие из алюминиевого сплава.
[0049] «Состояние Т6» и т.п. означает изделие из алюминиевого сплава, которое было закалено, а затем термически обработано до состояния максимальной прочности (в пределах 1 ksi от пиковой прочности), применяется к изделиям, которые не подвергают холодной обработке давлением после закалки или у которых влияние холодной обработки давлением по правке или выравниванию может не учитываться в пределах механических свойств. Как описано ниже более подробно, изделия из алюминиевого сплава, полученные в соответствии с описанными здесь новыми способами, могут достигать лучших свойств по сравнению с изделием из алюминиевого сплава в состоянии Т6. Для того чтобы получить эталонный вариант изделия из алюминиевого сплава в состоянии Т6, приготовят (100) изделие из алюминиевого сплава для послезакалочной холодной обработки давлением, после чего часть изделия из алюминиевого сплава обработают до состояния Т6 (т.е. эталонного изделия из алюминиевого сплава в состоянии Т6). Другую часть изделия из алюминиевого сплава обработают в соответствии с описанными здесь новыми способами, таким образом обеспечив сравнение между свойствами эталонного варианта изделия из алюминиевого сплава в состоянии Т6 и свойствами изделия из алюминиевого сплава, обработанного в соответствии с описанными здесь новыми способами (например, для сравнения прочности, пластичности, вязкости разрушения). Поскольку эталонный вариант изделия из алюминиевого сплава получают из части изделия из алюминиевого сплава, он имеет такой же состав, как и изделие из алюминиевого сплава. Эталонный вариант изделия из алюминиевого сплава может потребовать обработки давлением (горячей и/или холодной) перед стадией закалки (140), чтобы привести эталонный вариант изделия из алюминиевого сплава в продукт сравнимого вида с новым изделием из алюминиевого сплава (т.е. для достижения такой же конечной толщины для прокатанных продуктов).
[0050] «Состояние Т4» и т.п. означает изделие из алюминиевого сплава, которое было закалено, а затем подвергнуто естественному старению до практически стабильного состояния; применяется к изделиям, которые не подвергают холодной обработке давлением после закалки или у которых влияние холодной обработки давлением по правке или выравниванию может не учитываться в пределах механических свойств. Для того чтобы получить эталонный вариант изделия из алюминиевого сплава в состоянии Т4, приготовят (100) изделие из алюминиевого сплава для послезакалочной холодной обработки давлением, после чего части изделия из алюминиевого сплава позволят естественно состариться до состояния Т4 (т.е. эталонного изделия из алюминиевого сплава в состоянии Т4). Другую часть изделия из алюминиевого сплава обработают в соответствии с описанными здесь новыми способами, таким образом обеспечив сравнение между свойствами эталонного варианта изделия из алюминиевого сплава в состоянии Т4 и свойствами изделия из алюминиевого сплава, обработанного в соответствии с описанными здесь новыми способами (например, для сравнения прочности, пластичности, вязкости разрушения). Поскольку эталонный вариант изделия из алюминиевого сплава получают из части изделия из алюминиевого сплава, он имеет такой же состав, как и изделие из алюминиевого сплава. Эталонный вариант изделия из алюминиевого сплава может потребовать обработки давлением (горячей или холодной) перед стадией закалки (140), чтобы привести эталонный вариант изделия из алюминиевого сплава в продукт сравнимого вида с новым изделием из алюминиевого сплава (т.е. для достижения такой же толщины для прокатанных продуктов).
[0051] «Состояние Т87» и т.п. означает изделие из алюминиевого сплава, которое было закалено, подвергнуто холодной обработке давлением на 10% (прокатано или растянуто), а затем термически обработано до состояния максимальной прочности (в пределах 1 ksi от пиковой прочности). Как описано ниже более подробно, изделия из алюминиевого сплава, полученные в соответствии с описанными здесь новыми способами, могут достигать лучших свойств по сравнению с изделием из алюминиевого сплава в состоянии Т87. Для того чтобы получить эталонный вариант изделия из алюминиевого сплава в состоянии Т87, приготовят (100) изделие из алюминиевого сплава для послезакалочной холодной обработки давлением, после чего часть изделия из алюминиевого сплава обработают до состояния Т87 (т.е. эталонного изделия из алюминиевого сплава в состоянии Т87). Другую часть изделия из алюминиевого сплава обработают в соответствии с описанными здесь новыми способами, таким образом обеспечив сравнение между свойствами эталонного варианта изделия из алюминиевого сплава в состоянии Т87 и свойствами изделия из алюминиевого сплава, обработанного в соответствии с описанными здесь новыми способами (например, для сравнения прочности, пластичности, вязкости разрушения). Поскольку эталонный вариант изделия из алюминиевого сплава получают из части изделия из алюминиевого сплава, он имеет такой же состав, как и изделие из алюминиевого сплава. Эталонный вариант изделия из алюминиевого сплава может потребовать обработки давлением (горячей и/или холодной) перед стадией закалки (140), чтобы привести эталонный вариант изделия из алюминиевого сплава в продукт сравнимого вида с новым изделием из алюминиевого сплава (т.е. для достижения такой же толщины для прокатанных продуктов).
Е. Микроструктура
i. Рекристаллизация
[0052] Стадии холодной обработки давлением (200) и термической обработки (300) могут быть выполнены так, что в изделии из алюминиевого сплава достигается/сохраняется преимущественно нерекристаллизованная микроструктура. «Преимущественно нерекристаллизованная микроструктура» означает, что изделие из алюминиевого сплава содержит менее 50% зерен первого типа (по объемной доле), как описано ниже.
[0053] Изделие из алюминиевого сплава имеет кристаллическую микроструктуру. «Кристаллическая микроструктура» представляет собой структуру поликристаллического материала. Кристаллическая микроструктура имеет кристаллы, называемые здесь зернами. «Зерна» представляют собой кристаллы поликристаллического материала.
[0054] «Зерна первого типа» означает такие зерна кристаллической микроструктуры, которые удовлетворяют «критериям первых зерен», определенным ниже и измеренным с использованием процедуры исследования образца с помощью микроскопии ориентационного картирования (orientation imaging microscopy, OIM), описанной ниже. Из-за уникальной микроструктуры изделия из алюминиевого сплава в данной заявке не используются традиционные термины «рекристаллизованные зерна» или «нерекристаллизованные зерна», которые в некоторых обстоятельствах могут оказаться неоднозначными и стать предметом спора. Вместо них используются термины «зерна первого типа» и «зерна второго типа», при этом количество таких типов зерен достоверно и точно определяют благодаря использованию компьютеризированных способов, подробно описанных в процедуре OIM-исследования образца. Таким образом, термин «зерна первого типа» охватывает зерна, удовлетворяющие критериям первых зерен, независимо от того, посчитают ли специалисты в данной области техники такие зерна нерекристаллизованными или рекристаллизованными.
[0055] OIM-анализ должен быть выполнен от местоположения Т/4 (плоскости на четверти толщины) до поверхности плоскости L-ST. Размер анализируемого образца обычно варьируется по толщине. Перед измерением OIM-образцы подготавливают стандартными способами подготовки металлографических образцов. Например, OIM-образцы обычно шлифуют вручную наждачной бумагой Si-C Buehler в течение 3 минут, а затем полируют вручную алмазной жидкой полиролью Buehler со средним размером частиц примерно 3 микрона. Образцы анодируют в водном фтористо-борном растворе в течение 30-45 секунд. Затем образцы очищают, используя водный раствор фосфорной кислоты, содержащий триоксид хрома, а затем промывают и сушат.
[0056] «Процедура OIM образца» заключается в следующем:
• Используют программное обеспечение TexSEM Lab OIM Collection Software, версия 5.31 (EDAX Inc., New Jersey, U.S.A.), которое через FIREWIRE (Apple, Inc., California, U.S.A.) соединено с ПЗС-камерой DigiView 1612 (TSL/EDAX, Utah, U.S.A.). Сканирующий электронный микроскоп (СЭМ) представляет собой JEOL JSM6510 (JEOL Ltd. Tokyo, Japan).
• Условиями проведения OIM являются наклон 70° с рабочим расстоянием 18 мм и ускоряющим напряжением 20 кВ, с динамической фокусировкой и размером пятна 1×10-7 амп. Режим сбора - квадратная сетка. Выборку проводят таким образом, чтобы при анализе были собраны данные об ориентациях (т.е. информацию о пиках Хафа не собирают). Размер площади за скан (т.е. кадр) составляет 2,0 мм на 0,5 мм для образцов толщиной 2 мм и 2,0 мм на 1,2 мм для образцов толщиной 5 мм при шагах 3 микрона при 80-кратном увеличении. Различные размеры кадра могут быть использованы в зависимости от толщины. Собранные данные выводят в файл *.osc. Эти данные могут быть использованы для вычисления объемной доли зерен первого типа, как описано ниже.
• Вычисление объемной доли зерен первого типа: Объемную долю зерен первого типа вычисляют, используя данные файла *.osc и программное обеспечение TexSEM Lab OIM Collection Software, версия 5.31. Перед вычислением можно провести очистку данных с углом допуска 15°, минимальным размером зерен=3-м экспериментальным точкам и одноитерационной очисткой. Затем с помощью программного обеспечения вычисляют количество зерен первого типа, используя критерии первых зерен (ниже).
• Критерии первых зерен: Вычисляют через разброс ориентаций зерен (grain orientation spread, GOS) с углом допуска зерен 5°, минимальным размером зерен в 3 экспериментальные точки и показателем достоверности, равным нулю (0). Должны быть выполнены все требования «применить разбиение перед расчетом», «включить крайние зерна» и «игнорировать определения двойниковых границ», и вычисление должно быть выполнено с использованием «средней ориентации зерен». Любое зерно, GOS которого составляет ≤3°, является зерном первого типа. При использовании множества кадров данные по GOS усредняют.
[0057] «Первый объем зерен» (FGV) означает объем зерен первого типа кристаллического материала.
[0058] «Процент нерекристаллизованных» и т.п. определяют по формуле:
URX%=(1-FGV)×100%.
Как упомянуто выше, изделие из алюминиевого сплава обычно имеет преимущественно нерекристаллизованную структуру, т.е FGV<0,50 и URX%≥50%. В одном варианте воплощения изделие из алюминиевого сплава содержит (в расчете на объемную долю) не более 0,45 зерен первого типа (т.е. изделие из алюминиевого сплава является на по меньшей мере 55% нерекристаллизованным (URX%≥55%) в соответствии с приведенными выше определениями. В других вариантах воплощения изделие из алюминиевого сплава может содержать (в расчете на объемную долю) не более 0,40 зерен первого типа (URX%≥60%), или не более 0,35 зерен первого типа (URX%≥65%), или не более 0,30 зерен первого типа (URX%≥70%), или не более 0,25 зерен первого типа (URX%≥75%), или не более 0,20 зерен первого типа (URX%≥80%), или не более 0,15 зерен первого типа (URX%≥85%), или не более 0,10 зерен первого типа (URX%≥90%), или менее.
ii. Текстура
[0059] Изделие из алюминиевого сплава может достигнуть уникальной микроструктуры. Эта уникальная микроструктура может быть проиллюстрирована R-значениями изделия из алюминиевого сплава, выведенными из кристаллографических данных о текстуре. Микроструктура изделия из алюминиевого сплава соотносится с его свойствами (например, среди прочих, прочностью, пластичностью, вязкостью, коррозионной стойкостью).
[0060] Для целей настоящей заявки R-значения получают в соответствии с процедурой получения R-значений, описанной ниже.
Процедура получения R-значений:
Прибор: Используют генератор рентгеновского излучения с управляемым компьютером блоком построения полюсных фигур (например, дифрактометр Rigaku Ultima III (Rigaku USA, The Woodlands, TX)), а также программное обеспечение по сбору данных и программное обеспечение ODF для обработки данных полюсных фигур (например, программное обеспечение Rigaku, поставляемое с дифрактометром Rigaku). Полюсные фигуры на отражение регистрируют в соответствии с «Elements of X-ray Diffraction» by B.D. Cullity, 2nd edition 1978 (Addison-Wesley Series in Metallurgy and Materials) и руководством пользователя дифрактометра Rigaku Ultima III и многоцелевым приложением (или другим подходящим руководством другого сравнимого дифрактометрического оборудования).
Подготовка образцов: Полюсные фигуры следует измерять от местоположения Т/4 до поверхности. Таким образом, размер образца, используемого для получения R-значений, (предпочтительно) составляет 7/8 дюйма (LT) на 1¼ дюйма (L). Размер образца может варьироваться в зависимости от измерительного оборудования. Перед измерением R-значения образец может быть подготовлен посредством:
1. механической обработки плоскости прокатки с одной стороны до толщины на 0,01дюйма толще, чем плоскость Т/4 (если позволяет толщина); и
2. химического травления до местоположения Т/4.
Измерение полюсных фигур в рентгеновском излучении: съемка полюсной фигуры на отражение (на основе метода отражения Шульца)
1. Устанавливают образец на кольцевом образце-держателе с указанием направления прокатки образца.
2. Вставляют узел держатель-образец в блок определения полюсных фигур.
3. Ориентируют направление образца в той же горизонтальной плоскости блока определения полюсных фигур (β=0°).
4. Используют нормальную щель расходимости (DS), стандартную приемную щель (RS) для получения полюсных фигур с Ni Кβ фильтром и стандартную щель рассеивания (SS) (определение щели будет зависеть от используемого излучения, 2θ пиков и ширины пиков). В дифрактометре Rigaku Ultima III используют DS 2/3 градуса, RS 5 мм и SS 6 мм.
5. Устанавливают питание на рекомендуемые рабочие напряжение и ток (по умолчанию 40 кВ и 44 мА для Cu излучения с Ni фильтром на Ultima III).
6. Измеряют интенсивность фона от α=15°, β=0° до α=90°, β=335° для пиков Al(111), Al(200) и Al(220) при шагах 5° и подсчете в течение 1 секунды на каждом шаге (трех полюсных фигур обычно достаточно для правильной ODF).
7. Измеряют интенсивность пиков от α=15°, β=0° до α=90°, β=335° для пиков Al(111), Al(200), Al(220) и Al(311) при шагах 5° и подсчете в течение 1 секунды на каждом шаге.
8. Во время измерений образец должен колебаться на 2 см в секунду, чтобы добиться большей площади выборки для улучшения статистики выборки.
9. Вычитают интенсивность фона из интенсивности пиков (обычно это делают с помощью специального для пользователя программного обеспечения).
10. Вводят поправку на поглощение (обычно это делают с помощью специального для пользователя программного обеспечения).
Выходные данные обычно преобразуют в формат для ввода в программное обеспечение ODF. Программное обеспечение ODF нормализует эти данные, вычисляет ODF и пересчитывает нормализованные полюсные фигуры. На основе данной информации рассчитывают R-значения, используя модель Тейлора-Бишопа-Хилла (Taylor-Bishop-Hill) (см. Kuroda, M. et al., Texture optimization of rolled aluminum alloy sheets using a genetic algorithm, Materials Science and Engineering A 385 (2004) 235-244, и Man, Chi-Sing, On the R-value of textured sheet metals, International Journal of Plasticity 18 (2002) 1683-1706).
[0061] Изделия из алюминиевого сплава, полученные согласно описываемым сейчас способам, могут достичь высоких нормализованных R-значений по сравнению с традиционно полученными материалами. «Нормализованные R-значения» и т.п. означают R-значение, нормализованное по R-значению RV-контрольного образца при угле 0° относительно направления прокатки. Например, если RV-контрольный образец достигает R-значения 0,300 при угле 0° относительно направления прокатки, это и все другие R-значения будут нормализованы делением на 0,300.
[0062] «RV-контрольный образец» и т.п. означает контрольный образец, взятый из эталонного варианта изделия из алюминиевого сплава в состоянии Т4 (определено выше).
[0063] «Направление прокатки» и т.п. означает направление L прокатанных продуктов (см. фиг.13). Для непрокатанных продуктов и в контексте R-значений «направление прокатки» и т.п. означает основное направление удлинения (например, направление прессования). Для целей данной заявки различные R-значения материала рассчитывают с угла 0° до угла 90° относительно направления прокатки и с приращениями 5°. Для простоты иногда используют термин «угол ориентации» вместо фразы «угол относительно направления прокатки».
[0064] «Максимальное нормализованное R-значение» и т.п. означает максимальное нормализованное R-значение, достигнутое при любом угле относительно направления прокатки.
[0065] «Угол максимума RV» и т.п. означает угол, при котором достигается максимальное нормализованное R-значение.
[0066] В качестве неограничивающего примера перечень, содержащий R-значения (как ненормализованные, так и нормализованные) RV-контрольного образца и изделия из алюминиевого сплава, обработанного в соответствии с описанными здесь новыми способами, представлен в таблице 2 ниже.
прокатки
(контроль)
(новый способ) (75% ХОД)
[0067] Нормализованные R-значения контрольного и подвергнутого холодной обработке давлением на 75% образцов отложены на графике как функция угла ориентации на фиг.10. На фиг.10 также отложены нормализованные R-значения для изделий из алюминиевых сплавов, подвергнутых холодной обработке давлением на 25%, 50% и 85%.
[0068] Как проиллюстрировано на фиг.10, примерные изделия из алюминиевого сплава достигают намного более высоких R-значений, чем RV-контрольный образец, особенно между углами ориентации от 20° до 70° относительно направления прокатки. Максимальное нормализованное R-значение в 8,886 у изделия, подвергнутого холодной обработке давлением на 75%, достигается при угле максимума RV 50°. RV-Контрольный образец достигает максимального нормализованного R-значения 1,298 при угле максимума RV 45°. Эти R-значения могут указывать на текстуру (и, следовательно, микроструктуру) новых изделий из алюминиевых сплавов по сравнению с полученными традиционным образом изделиями из алюминиевых сплавов.
[0069] При одном подходе изделие из алюминиевого сплава, обработанное в соответствии с описанными здесь новыми способами, может достигнуть максимального нормализованного R-значения по меньшей мере 2,0. В других вариантах воплощения новое изделие из алюминиевого сплава может достигнуть максимального нормализованного R-значения по меньшей мере 3,0, или по меньшей мере 4,0, или по меньшей мере 4,5, или по меньшей мере 5,0, или по меньшей мере 5,5, или по меньшей мере 6,0, или по меньшей мере 6,5, или по меньшей мере 7,0, или по меньшей мере 7,5, или по меньшей мере 8,0, или по меньшей мере 8,5, или по меньшей мере 8,75, или более. Максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 20° до 70°. В некоторых вариантах воплощения максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 30° до 70°. В других вариантах воплощения максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 35° до 65°. В других вариантах воплощения максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 40° до 65°. В других вариантах воплощения максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 45° до 60°. В других вариантах воплощения максимальное нормализованное R-значение может быть достигнуто при угле ориентации от 45° до 55°.
[0070] При другом подходе изделие из алюминиевого сплава, обработанное в соответствии с описанными здесь новыми способами, может достигнуть максимального нормализованного R-значения на по меньшей мере 200% выше, чем у RV-контрольного образца, при угле максимума RV нового изделия из алюминиевого сплава. При этом подходе нормализованное R-значение нового изделия из алюминиевого сплава сравнивают с нормализованным R-значением RV-контрольного образца при том угле, где наблюдается угол максимума RV нового изделия из алюминиевого сплава. Например, как показано на фиг.10 и в таблице 2, приведенной выше, подвергнутое холодной обработке давлением на 75% изделие из алюминиевого сплава реализует 729%-ое повышение нормализованного R-значения при его угле максимума RV 50° по сравнению с нормализованным R-значением RV-контрольного образца при таком же угле 50° (8,886/1,219=729%). В одном варианте воплощения изделие из алюминиевого сплава может достигнуть максимального нормализованного R-значения на по меньшей мере 250% выше, чем у RV-контрольного образца, при угле максимума RV нового изделия из алюминиевого сплава. В других вариантах воплощения изделие из алюминиевого сплава может достигнуть максимального нормализованного R-значения на по меньшей мере 300% выше, или по меньшей мере 350% выше, или по меньшей мере 400% выше, или по меньшей мере 450% выше, или по меньшей мере 500% выше, или по меньшей мере 550% выше, или по меньшей мере 600% выше, или по меньшей мере 650% выше, или по меньшей мере 700% выше, или по меньшей мере 750% выше, или более, чем у RV-контрольного образца, при угле максимума RV нового изделия из алюминиевого сплава.
[0071] При другом подходе изделие из алюминиевого сплава, обработанное в соответствии с описанными здесь новыми способами, может достигнуть максимального нормализованного R-значения на по меньшей мере 200% выше, чем максимальное нормализованное R-значение RV-контрольного образца. При этом подходе максимальное нормализованное R-значение нового изделия из алюминиевого сплава сравнивают с максимальным нормализованным R-значением RV-контрольного образца независимо от угла, при котором наблюдаются максимальные нормализованные R-значения. Например, как показано на фиг.10 и в таблице 2, приведенной выше, подвергнутое холодной обработке давлением на 75% изделие из алюминиевого сплава реализует максимальное нормализованное R-значение 8,886 при угле ориентации 50°. Максимальное нормализованное R-значение RV-контрольного образца составляет 1,298 при угле ориентации 45°. Таким образом, подвергнутое холодной обработке давлением на 75% изделие из алюминиевого сплава реализует 685%-ое повышение максимального нормализованного R-значения по сравнению с RV-контрольным образцом (8,886/1,298=685%). В одном варианте воплощения изделие из алюминиевого сплава может достигнуть максимального нормализованного R-значения на по меньшей мере 250% выше максимального нормализованного R-значения RV-контрольного образца. В других вариантах воплощения изделие из алюминиевого сплава может достигнуть максимального нормализованного R-значения на по меньшей мере 300% выше, или по меньшей мере 350% выше, или по меньшей мере 400% выше, или по меньшей мере 450% выше, или по меньшей мере 500% выше, или по меньшей мере 550% выше, или по меньшей мере 600% выше, или по меньшей мере 650% выше, или по меньшей мере 700% выше, или по меньшей мере 750% выше, или более, чем максимальное нормализованное R-значение RV-контрольного образца.
iii. Микрофотографии
[0072] Оптические микрофотографии некоторых изделий из алюминиевых сплавов 2ххх, полученных в соответствии с описанными здесь новыми способами, проиллюстрированы на фиг.11b-11е. На фиг.11а показана микроструктура эталонного варианта изделия из алюминиевого сплава в состоянии Т6. На фиг.11b-11е показаны микроструктуры новых изделий из алюминиевого сплава, подвергнутых холодной обработке давлением на 25%, 50%, 75% и 85% соответственно. Эти микрофотографии иллюстрируют некоторые аспекты уникальных микроструктур, которые могут быть достигнуты при использовании описанных здесь новых способов. Как показано, зерна новых изделий из алюминиевого сплава выглядят неравноосными (удлиненными) зернами. У изделий, подвергнутых холодной обработке давлением на 75% и 85%, зеренная структура выглядит волокнистой/веревчатой и с множеством полос сдвига. Эти уникальные микроструктуры могут вносить вклад в улучшенные свойства новых изделий из алюминиевого сплава.
F. Необязательные послетермические обработки
[0073] После стадии термической обработки (300) изделие из алюминиевого сплава 2ххх может быть подвергнуто различным необязательным окончательным обработкам (400). Например, попутно со стадией термических обработок (300) или после нее изделие из алюминиевого сплава 2ххх может быть подвергнуто различным дополнительным операциям обработки давлением или отделки (например, операциям формования, операциям выравнивания или правки, которые не оказывают существенного влияния на механические свойства, такие как растяжение, и/или другие операции, такие как станочная обработка (резанием), анодирование, покраска, шлифовка, полировка). На стадии необязательной(ы) окончательной(ых) обработки(ок) (400) могут отсутствовать какие-либо преднамеренные/значимые термические обработки, которые существенно влияют на микроструктуру изделия из алюминиевого сплава (например, отсутствуют какие-либо стадии отжига). Таким образом может быть сохранена микроструктура, достигнутая комбинацией стадий холодной обработки давлением (200) и термической обработки (300).
[0074] При одном подходе одна или более необязательных окончательных обработок (400) могут быть выполнены параллельно стадии термической обработки (300). В одном варианте воплощения стадия необязательной окончательной обработки(ок) (400) может включать формование, и эта стадия формования может быть выполнена параллельно (например, одновременно) стадии термической обработки (300). В одном варианте воплощения изделие из алюминиевого сплава может быть в практически конечной форме благодаря параллельным операциям формования и термической обработки (например, формование наружной и/или внутренней панелей дверей автомобилей во время стадии термической обработки).
G. Состав
[0075] Как отмечено выше, изделие из алюминиевого сплава выполнено из алюминиевого сплава 2ххх. Алюминиевые сплавы 2ххх - это алюминиевые сплавы, содержащие медь в качестве преобладающего легирующего компонента помимо алюминия. Для целей данной заявки алюминиевые сплавы 2ххх представляют собой алюминиевые сплавы, содержащие по меньшей мере 0,5% масс. Cu и вплоть до 8,0% масс. Cu, при этом медь является преобладающим легирующим компонентом помимо алюминия. Алюминиевые сплавы 2ххх могут также включать вторичные элементы, третичные элементы и/или прочие элементы, как определено ниже. Медь, вторичные элементы и/или третичные элементы способны способствовать характеристике деформационного упрочнения, характеристике дисперсионного упрочнения и их комбинациям. В одном варианте воплощения по меньшей мере некоторые из легирующих элементов способствуют как характеристике деформационного упрочнения, так и характеристике дисперсионного упрочнения. В свою очередь, могут быть реализованы улучшенные свойства.
[0076] В одном варианте воплощения алюминиевый сплав 2ххх включает по меньшей мере 1,0% масс. Cu. В другом варианте воплощения алюминиевый сплав 2ххх включает по меньшей мере 2,0% масс. Cu. В еще одном варианте воплощения алюминиевый сплав 2ххх включает по меньшей мере 2,5% масс. Cu.
[0077] В одном варианте воплощения алюминиевый сплав 2ххх включает не более 7,0% масс. Cu. В другом варианте воплощения алюминиевый сплав 2ххх включает не более 6,0% масс. Cu. В другом варианте воплощения алюминиевый сплав 2ххх включает не более 5,0% масс. Cu. В другом варианте воплощения алюминиевый сплав 2ххх включает не более 4,5% масс. Cu.
[0078] Алюминиевый сплав 2ххх может включать вторичные элементы. Вторичные элементы выбраны из группы, состоящей из магния, серебра, лития и цинка и их комбинаций.
[0079] При использовании магния алюминиевый сплав 2ххх обычно включает по меньшей мере 0,10% масс. Mg. В одном варианте воплощения алюминиевый сплав 2ххх включает по меньшей мере 0,20% масс. Mg. Алюминиевый сплав 2ххх обычно включает не более 3,0% масс. Mg, например, не более 2,5% масс. Mg. В одном варианте воплощения алюминиевый сплав 2ххх включает не более 2,0% масс. Mg. В другом варианте воплощения алюминиевый сплав 2ххх включает не более 1,5% масс. Mg. В других вариантах воплощения магний может присутствовать в качестве примеси и в этих вариантах воплощения присутствует на уровнях 0,09% масс. или менее.
[0080] При использовании серебра алюминиевый сплав 2ххх обычно включает по меньшей мере 0,05% масс. Ag. В одном варианте воплощения алюминиевый сплав 2ххх включает по меньшей мере 0,10% масс. Ag. В еще одном варианте воплощения алюминиевый сплав 2ххх включает по меньшей мере 0,15% масс. Ag. В другом варианте воплощения алюминиевый сплав 2ххх включает по меньшей мере 0,20% масс. Ag. Алюминиевый сплав 2ххх обычно включает не более 3,0% масс. Ag. В одном варианте воплощения алюминиевый сплав 2ххх включает не более 2,0% масс. Ag. В других вариантах воплощения алюминиевый сплав 2ххх включает не более 1,0% масс. Ag или не более 0,75% масс. Ag. В других вариантах воплощения серебро может присутствовать в качестве примеси и в этих вариантах воплощения присутствует на уровнях 0,04% масс. или менее.
[0081] При использовании лития алюминиевый сплав 2ххх обычно включает по меньшей мере 0,05% масс. Li. В одном варианте воплощения алюминиевый сплав 2ххх включает 0,25% масс. Li. В еще одном варианте воплощения алюминиевый сплав 2ххх включает по меньшей мере 0,50% масс. Li. В другом варианте воплощения алюминиевый сплав 2ххх включает по меньшей мере 0,60% масс. Li. Алюминиевый сплав 2ххх обычно включает не более 3,0% масс. Li. В одном варианте воплощения алюминиевый сплав 2ххх включает не более 2,5% масс. Li. В других вариантах воплощения алюминиевый сплав 2ххх включает не более 2,0% масс. Li. В других вариантах воплощения литий может присутствовать в качестве примеси и в этих вариантах воплощения присутствует на уровнях 0,04% масс. или менее.
[0082] При использовании цинка алюминиевый сплав 2ххх обычно включает по меньшей мере 0,10% масс. Zn. В одном варианте воплощения алюминиевый сплав 2ххх включает 0,25% масс. Zn. В другом варианте воплощения алюминиевый сплав 2ххх включает по меньшей мере 0,50% масс. Zn. Алюминиевый сплав 2ххх обычно включает не более 7,0% масс. Zn. В одном варианте воплощения алюминиевый сплав 2ххх включает не более 6,0% масс. Zn. В других вариантах воплощения алюминиевый сплав 2ххх включает не более 5,0% масс. Zn, или не более 4,0% масс. Zn, или не более 3,0% масс. Zn, или не более 2,0% масс. Zn. В других вариантах воплощения цинк может присутствовать в качестве примеси и в этих вариантах воплощения присутствует на уровнях 0,09% масс. или менее.
[0083] Алюминиевый сплав 2ххх может включать различные третичные элементы для различных целей, таких как улучшение механических, физических или коррозионных свойств (т.е. прочность, вязкость, сопротивление усталости, сопротивление коррозии), для улучшения свойств при повышенных температурах, для облегчения литья, для регулирования литейной или деформированной зеренной структуры и/или, среди других целей, для улучшения обрабатываемости резанием. При их наличии эти третичные элементы могут включать одно или более из следующего: (i) вплоть до 2,0% масс. каждого одного или более из Mn, Si, Fe, Sn, Bi, Pb и Ni, (ii) вплоть до 1,0% масс. каждого одного или более из Sr и Sb, и (iii) вплоть до 0,5% масс. каждого одного или более из V, Cr, Zr, Sc, Ti, Hf, Mo, Co и редкоземельных элементов. При его наличии третичный элемент обычно содержится в сплаве в количестве, составляющем по меньшей мере 0,01% масс.
[0084] Алюминиевый сплав 2ххх может включать примеси, такие как железо и кремний. В том случае, если кремний и/или железо не входят в состав сплава в качестве третичного элемента, кремний и/или железо могут быть включены в алюминиевый сплав 2ххх в качестве примеси. В этих вариантах воплощения алюминиевый сплав 2ххх обычно включает не более 0,50% масс. и кремния, и железа. В одном варианте воплощения алюминиевый сплав 2ххх включает не более 0,25% масс. и кремния, и железа. В другом варианте воплощения алюминиевый сплав 2ххх включает не более 0,15% масс. и кремния, и железа. В еще одном варианте воплощения алюминиевый сплав 2ххх включает не более 0,10% масс. и кремния, и железа. В другом варианте воплощения алюминиевый сплав 2ххх включает не более 0,05% масс. по меньшей мере одного из кремния и железа.
[0085] Алюминиевый сплав 2ххх обычно содержит небольшие количества «прочих элементов» (например, улучшающих литье добавок и примесей, отличных от Fe и Si). Термин «прочие элементы» означает любой другой элемент Периодической таблицы, который может быть включен в алюминиевый сплав 2ххх, за исключением алюминия, цинка, вторичных элементов (при их наличии), третичных элементов (при их наличии) и примесей Fe и Si (при их наличии), описанных выше. При содержании какого-либо элемента из вторичных и/или третичных элементов в сплаве только в качестве примеси такие элементы подпадают под объем понятия «прочие элементы», за исключением железа и кремния. Например, если сплав 2ххх включает цинк в качестве примеси, а не легирующей добавки, цинк подпадает под объем понятия «прочие элементы». В качестве другого примера, если Mn, Ag и Zr входят в состав сплава 2ххх в качестве легирующих добавок, эти третичные элементы не подпадают под объем понятия «прочие элементы», однако другие третичные элементы будут попадать в объем прочих элементов, поскольку они будут входить в состав сплава только в качестве примеси. Однако в том случае, если кремний или железо содержатся в сплаве 2ххх в качестве примеси, они не подпадают под объем понятия «прочие элементы», поскольку они имеют свои собственные пределы содержания в качестве примеси, как описано выше.
[0086] Обычно изделие из алюминиевого сплава содержит не более чем 0,25% масс. каждого любого элемента из прочих элементов, а общее суммарное количество этих прочих элементов не превышает 0,50% масс. В одном варианте воплощения содержание каждого из этих прочих элементов по отдельности в алюминиевом сплаве 2ххх не превышает 0,10% масс. В другом варианте воплощения содержание каждого из этих прочих элементов по отдельности в алюминиевом сплаве 2ххх не превышает 0,05% масс., а общее суммарное количество этих прочих элементов в алюминиевом сплаве 2ххх не превышает 0,15% масс. В другом варианте воплощения содержание каждого из этих прочих элементов по отдельности в алюминиевом сплаве 2ххх не превышает 0,03% масс., а общее суммарное количество этих прочих элементов в алюминиевом сплаве 2ххх не превышает 0,1% масс.
[0087] При одном подходе алюминиевый сплав 2ххх включает:
от 0,5 до 8,0% масс. Cu, при этом Cu является преобладающим легирующим элементом помимо алюминия;
необязательно один или более вторичных элементов из:
от 0,10 до 3,0% масс. Mg,
от 0,05 до 3,0% масс. Ag,
от 0,05 до 3,0% масс. Li, и
от 0,10 до 6,0% масс. Zn,
необязательно с одним или более третичных элементов из:
(i) вплоть до 2,0% масс. каждого одного или более из Mn, Si, Fe, Sn, Bi, Pb и Ni,
(ii) вплоть до 1,0% масс. каждого одного или более из Sr и Sb, и
(iii) вплоть до 0,5% масс. каждого одного или более из V, Cr, Zr, Sc, Ti, Hf, Mo, Co и редкоземельных элементов,
при отсутствии в алюминиевом сплаве 2ххх в качестве третичного элемента:
вплоть до 0,5% масс. Fe в качестве примеси;
вплоть до 0,5% масс. Si в качестве примеси;
при этом остальное составляют алюминий и прочие элементы, а содержание прочих элементов ограничено до не более чем 0,25% масс. каждого и не более чем 0,5% масс. в целом.
[0088] Общее количество первичных, вторичных и третичных легирующих элементов должно быть выбрано так, чтобы изделие из алюминиевого сплава могло быть надлежащим образом закалено (например, чтобы способствовать твердению при ограничении количества составляющих частиц).
[0089] В одном варианте воплощения алюминиевый сплав 2ххх представляет собой один из следующих деформируемых алюминиевых сплавов 2ххх по классификации Алюминиевой ассоциации: 2001, 2002, 2004, 2005, 2006, 2007, 2007А, 2007В, 2008, 2009, 2010, 2011, 2011А, 2111, 2111А, 2111В, 2012, 2013, 2014, 2014А, 2214, 2015, 2016, 2017, 2017А, 2117, 2018, 2218, 2618, 2618А, 22198, 2319, 2419, 2519, 2021, 2022, 2023, 2024, 2024А, 2124, 2224, 2224A, 2324, 2424, 2524, 2025, 2026, 2027, 2028, 2028А, 2028В, 2028С, 2030, 2031, 2032, 2034, 2036, 2037, 2038, 2039, 2139, 2040, 2041, 2044, 2045, 2050, 2056, 2060, 2090, 2091, 2094, 2095, 2195, 2196, 2097, 2197, 2297, 2397, 2098, 2198, 2099 и 2199.
[0090] В одном варианте воплощения алюминиевый сплав 2ххх включает такое количество легирующих элементов, которое оставляет алюминиевый сплав 2ххх или свободным или практически свободным от растворимых составляющих частиц после закалки. В одном варианте воплощения алюминиевый сплав 2ххх включает такое количество легирующих элементов, которое оставляет алюминиевый сплав с небольшими количествами (например, ограниченными/минимизированными) нерастворимых составляющих частиц после закалки. В других вариантах воплощения алюминиевый сплав 2ххх может выиграть от контролируемых количеств нерастворимых составляющих частиц.
Н. Свойства
[0091] В новых изделиях из алюминиевого сплава 2ххх, полученных описанными здесь новыми способами, может достигаться (реализоваться) улучшенное сочетание свойств.
i. Прочность
[0092] Как упомянуто выше, стадии холодной обработки давлением (200) и термической обработки (300) могут быть осуществлены для достижения повышения прочности по сравнению с изделием из алюминиевого сплава в состоянии после холодной обработки давлением и/или состоянии Т6. Прочностные свойства обычно измеряют в соответствии со стандартами ASTM E8 и В557.
[0093] При одном подходе изделие из алюминиевого сплава достигает по меньшей мере 5%-го повышения прочности (ПТР и/или ППР) относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6. В одном варианте воплощения изделие из алюминиевого сплава достигает по меньшей мере 6%-го повышения предела текучести при растяжении относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6. В других вариантах воплощения изделие из алюминиевого сплава достигает по меньшей мере 8%-го повышения предела текучести при растяжении, или по меньшей мере 10%-го повышения предела текучести при растяжении, или по меньшей мере 12%-го повышения предела текучести при растяжении, или по меньшей мере 14%-го повышения предела текучести при растяжении, или по меньшей мере 16%-го повышения предела текучести при растяжении, или по меньшей мере 18%-го повышения предела текучести при растяжении, или по меньшей мере 20%-го повышения предела текучести при растяжении, или по меньшей мере 22%-го повышения предела текучести при растяжении, или по меньшей мере 24%-го повышения предела текучести при растяжении, или по меньшей мере 26%-го повышения предела текучести при растяжении, или по меньшей мере 28%-го повышения предела текучести при растяжении, или по меньшей мере 30%-го повышения предела текучести при растяжении, или по меньшей мере 32%-го повышения предела текучести при растяжении, или по меньшей мере 34%-го повышения предела текучести при растяжении, или по меньшей мере 36%-го повышения предела текучести при растяжении, или по меньшей мере 38%-го повышения предела текучести при растяжении, или по меньшей мере 40%-го повышения предела текучести при растяжении, или более относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6. Эти повышения могут быть реализованы в направлениях L и/или LT.
[0094] В родственном варианте воплощения изделие из алюминиевого сплава может достигнуть по меньшей мере 6%-го повышения предела прочности при растяжении относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6. В других вариантах воплощения изделие из алюминиевого сплава может достигнуть по меньшей мере 8%-го повышения предела прочности при растяжении, или по меньшей мере 10%-го повышения предела прочности при растяжении, или по меньшей мере 12%-го повышения предела прочности при растяжении, или по меньшей мере 14%-го повышения предела прочности при растяжении, или по меньшей мере 16%-го повышения предела прочности при растяжении, или по меньшей мере 18%-го повышения предела прочности при растяжении, или по меньшей мере 20%-го повышения предела прочности при растяжение, или по меньшей мере 22%-го повышения предела прочности при растяжении, или по меньшей мере 24%-го повышения предела прочности при растяжении, или по меньшей мере 26%-го повышения предела прочности при растяжении, или по меньшей мере 28%-го повышения предела прочности при растяжении, или по меньшей мере 30%-го повышения предела прочности при растяжении, или по меньшей мере 32%-го повышения предела прочности при растяжении, или более относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6. Эти повышения могут быть реализованы в направлениях L и/или LT.
[0095] При одном подходе изделие из алюминиевого сплава достигает по меньшей мере эквивалентного предела текучести при растяжении относительно эталонного варианта изделия из алюминиевого сплава в состоянии после холодной обработки давлением. В одном варианте воплощения изделие из алюминиевого сплава достигает по меньшей мере 2%-го повышения предела текучести при растяжении относительно эталонного варианта изделия из алюминиевого сплава в состоянии после холодной обработки давлением. В других вариантах воплощения изделие из алюминиевого сплава достигает по меньшей мере 4%-го повышения предела текучести при растяжении, или по меньшей мере 6%-го повышения предела текучести при растяжении, или по меньшей мере 8%-го повышения предела текучести при растяжении, или по меньшей мере 10%-го повышения предела текучести при растяжении, или по меньшей мере 12%-го повышения предела текучести при растяжении, или по меньшей мере 14%-го повышения предела текучести при растяжении, или по меньшей мере 14%-го повышения предела текучести при растяжении, или по меньшей мере 16%-го повышения предела текучести при растяжении, или по меньшей мере 18%-го повышения предела текучести при растяжении, или по меньшей мере 20%-го повышения предела текучести при растяжении, или по меньшей мере 22%-го повышения предела текучести при растяжении, или по меньшей мере 24%-го повышения предела текучести при растяжении, или по меньшей мере 26%-го повышения предела текучести при растяжении, или по меньшей мере 28%-го повышения предела текучести при растяжении, или по меньшей мере 30%-го повышения предела текучести при растяжении, или более относительно эталонного варианта изделия из алюминиевого сплава в состоянии после холодной обработки давлением. Подобные результаты могут быть получены относительно предела прочности при растяжении. Эти повышения могут быть реализованы в направлениях L и/или LT.
[0096] При одном подходе изделие из алюминиевого сплава достигает по меньшей мере 5%-го повышения предела текучести при растяжении относительно изделия из алюминиевого сплава в состоянии Т87. В одном варианте воплощения изделие из алюминиевого сплава достигает по меньшей мере 6%-го повышения предела текучести при растяжении относительно изделия из алюминиевого сплава в состоянии Т87. В других вариантах воплощения изделие из алюминиевого сплава достигает по меньшей мере 8%-го повышения предела текучести при растяжении, или по меньшей мере 10%-го повышения предела текучести при растяжении, или по меньшей мере 12%-го повышения предела текучести при растяжении, или по меньшей мере 14%-го повышения предела текучести при растяжении, или по меньшей мере 16%-го повышения предела текучести при растяжении, или по меньшей мере 18%-го повышения предела текучести при растяжении, или по меньшей мере 20%-го повышения предела текучести при растяжении, или по меньшей мере 22%-го повышения предела текучести при растяжении, или по меньшей мере 24%-го повышения предела текучести при растяжении, или более относительно изделия из алюминиевого сплава в состоянии Т87. Эти повышения могут быть реализованы в направлениях L и/или LT. Подобные результаты могут быть получены относительно предела прочности при растяжении.
[0097] В одном варианте воплощения новое изделие из алюминиевого сплава 2ххх реализует типичный предел текучести при растяжении в направлении LT по меньшей мере 65 ksi (килофунтов на квадратный дюйм). В других вариантах воплощения новое изделие из алюминиевого сплава 2ххх реализует типичный предел текучести при растяжении в направлении LT по меньшей мере 66 ksi, или по меньшей мере 67 ksi, или по меньшей мере 68 ksi, или по меньшей мере 69 ksi, или по меньшей мере 70 ksi, или по меньшей мере 71 ksi, или по меньшей мере 72 ksi, или по меньшей мере 73 ksi, или по меньшей мере 74 ksi, или по меньшей мере 75 ksi, или по меньшей мере 76 ksi, или по меньшей мере 77 ksi, или по меньшей мере 78 ksi, или по меньшей мере 79 ksi, или по меньшей мере 80 ksi, или по меньшей мере 81 ksi, или по меньшей мере 82 ksi, или по меньшей мере 83 ksi, или по меньшей мере 84 ksi, или по меньшей мере 85 ksi, или по меньшей мере 86 ksi, или по меньшей мере 87 ksi, или по меньшей мере 88 ksi, или по меньшей мере 89 ksi, или по меньшей мере 90 ksi, или по меньшей мере 91 ksi, или по меньшей мере 92 ksi, или по меньшей мере 93 ksi, или по меньшей мере 94 ksi, или более. Подобные результаты могут быть достигнуты в продольном (L) направлении.
[0098] В родственном варианте воплощения новое изделие из алюминиевого сплава 2ххх реализует типичный предел прочности при растяжении в направлении LT по меньшей мере 68 ksi. В других вариантах воплощения новое изделие из алюминиевого сплава 2ххх реализует типичный предел прочности при растяжении в направлении LT по меньшей мере 69 ksi, или по меньшей мере 70 ksi, или по меньшей мере 71 ksi, или по меньшей мере 72 ksi, или по меньшей мере 73 ksi, или по меньшей мере 74 ksi, или по меньшей мере 75 ksi, или по меньшей мере 76 ksi, или по меньшей мере 77 ksi, или по меньшей мере 78 ksi, или по меньшей мере 79 ksi, или по меньшей мере 80 ksi, или по меньшей мере 81 ksi, или по меньшей мере 82 ksi, или по меньшей мере 83 ksi, или по меньшей мере 84 ksi, или по меньшей мере 85 ksi, или по меньшей мере 86 ksi, или по меньшей мере 87 ksi, или по меньшей мере 88 ksi, или по меньшей мере 89 ksi, или по меньшей мере 90 ksi, или по меньшей мере 91 ksi, или по меньшей мере 92 ksi, или по меньшей мере 93 ksi, или по меньшей мере 94 ksi, или по меньшей мере 95 ksi, или по меньшей мере 96 ksi, или по меньшей мере 97 ksi, или по меньшей мере 98 ksi, или по меньшей мере 99 ksi, или по меньшей мере 100 ksi, или более. Подобные результаты могут быть достигнуты в продольном (L) направлении.
[0099] Новые изделия из алюминиевого сплава 2ххх могут достигать высокой прочности и за короткий отрезок времени относительно эталонного варианта изделия из алюминиевого сплава 2ххх в состоянии Т6 и/или Т87. В одном варианте воплощения новое изделие из алюминиевого сплава 2ххх реализует свою пиковую прочность на по меньшей мере 10% быстрее, чем эталонный вариант изделия из алюминиевого сплава 2ххх в состоянии Т6 и/или Т87. В качестве примера на более быстрой 10% обработки, если Т6-вариант изделия из алюминиевого сплава 2ххх реализует свою пиковую прочность за 35 часов обработки, то новое изделие из алюминиевого сплава 2ххх реализует свою пиковую прочность за 31,5 часа или менее. В других вариантах воплощения новое изделие из алюминиевого сплава 2ххх реализует свою пиковую прочность на по меньшей мере 20% быстрее, или по меньшей мере 25% быстрее, или по меньшей мере 30% быстрее, или по меньшей мере 35% быстрее, или по меньшей мере 40% быстрее, или по меньшей мере 45% быстрее, или по меньшей мере 50% быстрее, или по меньшей мере 55% быстрее, или по меньшей мере 60% быстрее, или по меньшей мере 65% быстрее, или по меньшей мере 70% быстрее, или по меньшей мере 75% быстрее, или по меньшей мере 80% быстрее, или по меньшей мере 85% быстрее, или по меньшей мере 90% быстрее, или более, чем эталонный вариант изделия из алюминиевого сплава 2ххх в состоянии Т6 и/или Т87.
[00100] В одном варианте воплощения новое изделие из алюминиевого сплава 2ххх реализует свою пиковую прочность менее чем за 10 часов продолжительности термической обработки. В других вариантах воплощения новое изделие из алюминиевого сплава 2ххх реализует свою пиковую прочность менее чем за 9 часов, или менее чем за 8 часов, или менее чем за 7 часов, или менее чем за 6 часов, или менее чем за 5 часов, или менее чем за 4 часа, или менее чем за 3 часа, или менее чем за 2 часа, или менее чем за 1 час, или менее чем за 50 минут, или менее чем за 40 минут, или менее чем за 30 минут, или менее чем за 20 минут, или менее чем за 15 минут, или менее чем за 10 минут продолжительности термической обработки, или менее. Благодаря коротким продолжительностям термической обработки, для термической обработки новых изделий из алюминиевого сплава 2ххх могут быть использованы циклы сушки краски или отверждения покрытий.
ii. Пластичность
[00101] Изделие из алюминиевого сплава может реализовывать хорошую пластичность и в сочетании с вышеописанными прочностями. При одном подходе изделие из алюминиевого сплава достигает относительного удлинения (L и/или LT) более 4%. В одном варианте воплощения изделие из алюминиевого сплава достигает относительного удлинения (L и/или LT) по меньшей мере 5%. В других вариантах воплощения изделие из алюминиевого сплава может достичь относительного удлинения (L и/или LT) по меньшей мере 6%, или по меньшей мере 7%, или по меньшей мере 8%, или по меньшей мере 9%, или по меньшей мере 10%, или по меньшей мере 11%, или по меньшей мере 12%, или по меньшей мере 13%, или по меньшей мере 14%, или по меньшей мере 15%, или по меньшей мере 16%, или более.
iii. Вязкость разрушения
[00102] Новые изделия из алюминиевого сплава могут реализовывать хорошие свойства вязкости разрушения. Вязкостные свойства обычно измеряют в соответствии со стандартами ASTM E399 и ASTM B645 для вязкости разрушения в условиях плоской деформации (например, KIC и KQ) и в соответствии со стандартами ASTM E561 и ASTM B646 для вязкости разрушения в плоском напряженном состоянии (например, Kapp и KR25).
[00103] В одном варианте воплощения новое изделие из алюминиевого сплава 2ххх реализует снижение вязкости не более чем на 10% относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6 и/или Т87. В других вариантах воплощения новое изделие из алюминиевого сплава 2ххх реализует снижение вязкости не более чем на 9%, или не более чем на 8%, не более чем на 7%, или не более чем на 6%, не более чем на 5%, или не более чем на 4%, не более чем на 3%, или не более чем на 2%, не более чем на 1% относительно эталонного варианта изделия из алюминиевого сплава в состоянии Т6 и/или Т87. В одном варианте воплощения новое изделие из алюминиевого сплава 2ххх реализует вязкость, по меньшей мере эквивалентную вязкости эталонного варианта изделия из алюминиевого сплава в состоянии Т6.
[00104] В других вариантах воплощения изделие из алюминиевого сплава достигает улучшения вязкости разрушения. В этих вариантах воплощения новое изделие из алюминиевого сплава достигает по меньшей мере 1%-го повышения вязкости разрушения относительно изделия из алюминиевого сплава в состоянии Т6 и/или Т87. В одном варианте воплощения новое изделие из алюминиевого сплава достигает по меньшей мере 3%-го повышения вязкости разрушения относительно изделия из алюминиевого сплава в состоянии Т6 и/или Т87. В других вариантах воплощения новое изделие из алюминиевого сплава достигает по меньшей мере 5%-го повышения вязкости разрушения, или по меньшей мере 7%-го повышения вязкости разрушения, или по меньшей мере 9%-го повышения вязкости разрушения, или по меньшей мере 11%-го повышения вязкости разрушения, или по меньшей мере 13%-го повышения вязкости разрушения, или по меньшей мере 15%-го повышения вязкости разрушения, или по меньшей мере 17%-го повышения вязкости разрушения, или по меньшей мере 19%-го повышения вязкости разрушения, или по меньшей мере 21%-го повышения вязкости разрушения, или по меньшей мере 23%-го повышения вязкости разрушения, или по меньшей мере 25%-го повышения вязкости разрушения, или более относительно изделия из алюминиевого сплава в состоянии Т6 и/или Т87. Эти повышения могут быть реализованы в направлениях L-Т и/или Т-L и могут относиться к вязкости разрушения в условиях плоской деформации (например, KIC и KQ) и к вязкости разрушения в плоском напряженном состоянии (например, Kapp и KR25).
iv. Коррозионное растрескивание под напряжением
[00105] Новые изделия из алюминиевого сплава могут реализовывать хорошее сопротивление коррозионному растрескиванию под напряжением. Сопротивление коррозионному растрескиванию под напряжением (SCC) обычно измеряют в соответствии со стандартом ASTM G47. Например, новое изделие из алюминиевого сплава может достигнуть хорошей прочности и/или вязкости и с хорошим сопротивлением коррозии SCC. В одном варианте воплощения новое изделие из алюминиевого сплава 2ххх реализует сопротивление коррозии Уровня 1. В другом варианте воплощения новое изделие из алюминиевого сплава 2ххх реализует сопротивление коррозии Уровня 2. В еще одном варианте воплощения новое изделие из алюминиевого сплава 2ххх реализует сопротивление коррозии Уровня 3. В еще одном варианте воплощения новое изделие из алюминиевого сплава 2ххх реализует сопротивление коррозии Уровня 4.
v. Внешний вид
[00106] Изделия из алюминиевого сплава, обработанные в соответствии с описанными здесь новыми способами, могут реализовывать улучшенный внешний вид. Приведенные ниже стандарты внешнего вида могут быть измерены с помощью прибора Hunterlab Dorigon П (Hunter Associates Laboratory INC, Reston, VA) или подобного прибора.
[00107] Изделия из алюминиевого сплава, обработанные в соответствии с описанными здесь новыми способами, могут реализовывать на по меньшей мере 5% более высокий коэффициент зеркального отражения по сравнению с эталонным изделием из алюминиевого сплава в состоянии Т6. В одном варианте воплощения новые изделия из алюминиевого сплава реализуют на по меньшей мере 6% более высокий коэффициент зеркального отражения, чем эталонное изделие из алюминиевого сплава в состоянии Т6. В других вариантах воплощения новые изделия из алюминиевого сплава реализуют на по меньшей мере 8% более высокий коэффициент зеркального отражения, или по меньшей мере на 9% более высокий коэффициент зеркального отражения, или по меньшей мере на 10% более высокий коэффициент зеркального отражения, или по меньшей мере на 11% более высокий коэффициент зеркального отражения, или по меньшей мере на 12% более высокий коэффициент зеркального отражения, или по меньшей мере на 13% более высокий коэффициент зеркального отражения, или более, чем эталонное изделие из алюминиевого сплава в состоянии Т6.
[00108] Изделия из алюминиевого сплава, обработанные в соответствии с описанными здесь новыми способами, могут реализовывать на по меньшей мере 10% более высокое диффузное рассеяние под углом 2 градуса, чем эталонное изделие из алюминиевого сплава в состоянии Т6. В одном варианте воплощения новые изделия из алюминиевого сплава реализуют на по меньшей мере 14% более высокое диффузное рассеяние под углом 2 градуса, или на по меньшей мере 16% более высокое диффузное рассеяние под углом 2 градуса, или на по меньшей мере 18% более высокое диффузное рассеяние под углом 2 градуса, или на по меньшей мере 20% более высокое диффузное рассеяние под углом 2 градуса, или на по меньшей мере 22% более высокое диффузное рассеяние под углом 2 градуса, или более, чем эталонное изделие из алюминиевого сплава в состоянии Т6.
[00109] Изделия из алюминиевого сплава, обработанные в соответствии с описанными здесь новыми способами, могут реализовывать на по меньшей мере 15% более высокую четкость изображения, чем эталонное изделие из алюминиевого сплава в состоянии Т6. В одном варианте воплощения новые изделия из алюминиевого сплава реализуют на по меньшей мере 18% более высокую четкость изображения, чем эталонное изделие из алюминиевого сплава в состоянии Т6. В других вариантах воплощения новые изделия из алюминиевого сплава реализуют на по меньшей мере 21% более высокую четкость изображения, или по меньшей мере 24% более высокую четкость изображения, или по меньшей мере 27% более высокую четкость изображения, или по меньшей мере 30% более высокую четкость изображения, или более, чем эталонное изделие из алюминиевого сплава в состоянии Т6.
I. Применение продуктов
[00110] Описанные здесь новые способы могут найти применение в самых различных областях использования продуктов. В одном варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют в авиакосмической промышленности, например, среди прочих, для обшивки (верхней и нижней) или стрингеров/элементов жесткости крыльев, обшивки или стрингеров фюзеляжа, нервюр, каркасов, лонжеронов, полозьев сидений, шпангоутов, окружных шпангоутов, хвостового оперения (такого как горизонтальные и вертикальные стабилизаторы), балок перекрытий, направляющих сидений, дверей и деталей управляющих поверхностей (например, рули, элероны). Многие потенциальные преимущества могли бы быть реализованы в таких деталях благодаря использованию продуктов, имеющих, среди немногих свойств, более высокую прочность, превосходную коррозионную стойкость, улучшенную стойкость к возникновению и росту усталостных трещин и улучшенную вязкость. Улучшенные сочетания таких свойств способны обеспечить экономию массы или сокращению интервалов между проверками, или то и другое вместе.
[00111] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют в военном снаряжении/баллистике/для военных целей, таких как, среди прочих, боеприпасы и броня. Боеприпасы могут включать используемые для стрелкового оружия и пушек или для артиллерийских или танковых снарядов. Другие возможные детали боеприпасов включают обоймы и стабилизаторы. Артиллерия, детали взрывателей представляют собой другой возможный вид применения, равно как и стабилизаторы и плоскости управления для высокоточных управляемых бомб и ракет. Детали брони могут включать броневые пластины или конструктивные детали для военных транспортных средств. Для таких видов применения преимуществом является уменьшение массы или повышенная надежность или точность.
[00112] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют в областях применения крепежных деталей, таких как болты, заклепки, винты, штифты, гвозди, гайки и крепежные болты, которые могут быть использованы, среди прочих, в промышленной технике и/или в авиакосмической промышленности. При таких видах использования описываемые продукты могут быть использованы вместо других, более тяжелых материалов, таких как титановые сплавы или различные сорта стали, для уменьшения массы. В других случаях описываемые продукты могут обеспечить превосходный срок службы.
[00113] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют для автомобильной промышленности, например, среди прочих, как панели кузова (например, среди прочих, капоты, крылья, двери, крыши и крышки багажников), колесные диски и критические по прочности детали, такие как силовые детали кузовов (например, стойки, элементы жесткости). В некоторых из таких видов использования описываемые продукты позволяют уменьшить размер деталей и сэкономить их массу.
[00114] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют в морской технике, такой как корабли и лодки (например, среди прочих, корпуса, палубы, мачты и надстройки судов). В некоторых из таких видов применения описываемые продукты могут быть использованы для обеспечения возможности уменьшения размера и снижения массы. В некоторых других случаях описываемые продукты могут быть использованы для замены продуктов с худшей коррозионной стойкостью, что обеспечивает повышенную надежность и более длительный срок службы.
[00115] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют на железнодорожном транспорте, например, среди прочих, для вагонов-бункеров, вагонов-цистерн и крытых грузовых вагонов. При использовании для вагонов-бункеров и вагонов-цистерн описываемые продукты могут быть использованы для самих вагонов или для несущих конструкций. В таких случаях описываемые продукты способны обеспечить снижение массы (в результате уменьшения размеров) или повышенную совместимость с транспортируемыми продуктами.
[00116] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют на наземном транспорте, таком как тракторы-тягачи, прицепы-фургоны, прицепы с безбортовыми платформами, автобусы, грузовые фургоны, жилые фургоны (RVs) и вездеходы (ATVs), и т.п. В автомобилях-тягачах, автобусах, грузовых и жилых фургонах описываемые продукты могут быть использованы для панелей кузова или рам, бамперов или топливных баков, позволяя уменьшить размер и массу. Соответственно описываемые продукты могут быть также использованы в колесных дисках для обеспечения повышенного срока службы или уменьшения массы или улучшения внешнего вида.
[00117] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют в нефтегазовом оборудовании, таком как, среди прочих, колонны, вспомогательные линии, буровые колонны, штуцерные линии и линии глушения, трубопроводы добычи и спускные трубы. При таких видах использования продукт может обеспечить меньшую толщину стенок и меньшую массу. Другие виды использования могут включать замену альтернативных материалов для улучшения коррозионных характеристик или замену альтернативных материалов для улучшения совместимости с буровыми или добываемыми флюидами. Описываемые продукты могут быть также использованы для вспомогательного оборудования, применяемого, среди прочего, при поиске полезных ископаемых, такого как, среди прочего, жилые модули и взлетно-посадочные площадки для вертолетов.
[00118] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют в упаковочных целях, таких как, среди прочих, крышки и отрывные клапана, консервные банки, бутылки, лотки и колпачки. При данных видах использования преимущества могут включать возможность уменьшения размера и снижения массы упаковки или ее стоимости. В других случаях такой продукт будет иметь улучшенную совместимость с содержимым упаковки или улучшенную коррозионную стойкость.
[00119] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют в отражателях, например, среди прочих, для освещения, зеркал и концентрированной солнечной энергии. При таких видах использования описываемые продукты способны обеспечить лучшие отражательные свойства в непокрытом, покрытом или анодированном состоянии при данном уровне прочности.
[00120] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют для архитектурных целей, таких как, среди прочих, строительные панели/фасады, входы, каркасные системы и системы ненесущих стен. При таких видах использования описываемый продукт может обеспечить превосходный внешний вид или срок службы или снижение массы благодаря уменьшению размеров.
[00121] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют в электрическом оборудовании, таком как, среди прочих, разъемы, клеммы, кабели, шины и провода. В некоторых случаях продукт может обеспечить снижение тенденции к провисанию при заданной токонесущей способности. Разъемы, изготовленные из описываемого продукта, реализуют усиленную способность сохранять целостность соединений с течением времени. В других проводах или кабелях описываемый продукт способен обеспечить улучшенные усталостные характеристики при данном уровне токонесущей способности.
[00122] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют для изготовления металловолоконных слоистых материалов, например, среди прочего, для получения высокопрочных листовых изделий, используемых в ламинате, что может обеспечить уменьшение размеров и снижение массы.
[00123] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют в промышленном строительстве, например, среди прочих, для профилированного листа, ящиков для инструментов, настилов с болтовым креплением, настилов мостов и скатов, где улучшенные свойства способны обеспечить уменьшение размеров и снижение массы или расход материала.
[00124] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют для контейнеров (баков) для текучих сред, например, среди прочих, для обечаек, днищ и бочек. В некоторых случаях баки могут быть использованы для статического хранения. В других случаях баки могут составлять часть ракетоносителей или воздушных судов. Преимущества таких видов использования могут включать уменьшение размеров или улучшенную совместимость с содержащимися продуктами.
[00125] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют в потребительских товарах, таких как портативные компьютеры, сотовые телефоны, фото- или видеокамеры, мобильные музыкальные проигрыватели, переносные устройства, компьютеры, телевизоры, микроволновые печи, кухонная посуда, стиральные машины/сушки, холодильники, спортивные товары или любые иные потребительские электронные товары, требующие длительного срока службы или желаемого внешнего вида. В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют, среди прочих, в медицинских приборах, системах безопасности и канцелярских товарах.
[00126] В другом варианте воплощения новый способ применяют для процесса холодного расширения отверстий, такого как, среди прочих, обработки отверстий с целью улучшения сопротивления усталости, что может обеспечить градиент холодной обработки давлением и специально подобранные свойства, как описано выше. Такой процесс холодного расширения отверстий применим, среди прочего, к кованым (штампованным) колесным дискам и конструкциям воздушных судов.
[00127] В другом варианте воплощения новый способ применяют для процессов холодного прессования с обратным истечением, таких как, среди прочих, получение банок, бутылок, аэрозольных баллонов и газовых баллонов. В этих случаях продукт способен обеспечить более высокую прочность и снижение расхода материала. В других случаях улучшенная совместимость с содержимым может обеспечить более длительный срок годности при хранении.
[00128] В другом варианте воплощения продукт, изготовленный описанными здесь новыми способами, используют в теплообменниках, например, среди прочего, для трубных решеток и ребер, где более высокая прочность способна обеспечить снижение расхода материала. Могут быть также реализованы улучшенная долговечность и более длительный срок службы.
[00129] В другом варианте воплощения новый способ применяют к процессам конформования, таким как получение деталей теплообменников, например, трубных решеток, где более высокая прочность может превратиться в сниженный расход материала. Могут быть также реализованы улучшенная долговечность и более длительный срок службы.
[00130] Новые продукты из алюминиевого сплава 2ххх могут найти применение в многослойных материалах. Например, возможно, что многослойный продукт может быть сформирован с использованием изделия из алюминиевого сплава 2ххх в качестве первого слоя и любого из сплавов 1ххх-8ххх в качестве второго слоя. Фиг.12 иллюстрирует один вариант воплощения способа получения многослойных продуктов. В проиллюстрированном варианте воплощения многослойный продукт может быть получен (107), после чего его гомогенизируют (122), подвергают горячей прокатке (126), закалке (140), а затем холодной прокатке (220), как описано выше относительно фиг.9. Многослойные продукты могут быть получены в результате многосплавного (многокомпонентного) литья, соединения прокаткой и металлургического соединения, среди прочего. Способы многосплавного литья включают описанные в публикациях заявки на патент США № 20030079856 на имя Kilmer et al., заявки на патент США № 20050011630 на имя Anderson et al., заявки на патент США № 20080182122 на имя Chu et al. и WO2007/098583 на имя Novelis (так называемый процесс литья FUSIONTM).
[00131] Эти и другие аспекты, преимущества и новые признаки такой новой технологии частично изложены в дальнейшем описании и станут очевидными для специалистов в данной области техники после изучения описания и фигур, либо могут быть установлены в результате практического осуществления одного или более вариантов воплощения технологии, предусмотренной в данной заявке на патент.
Краткое описание чертежей
[00132] Фиг.1 представляет собой блок-схему, иллюстрирующую традиционный способ получения продуктов из алюминиевого сплава.
[00133] Фиг.2 представляет собой блок-схему, иллюстрирующую новый способ получения продуктов из алюминиевого сплава.
[00134] Фиг.3-8 представляют собой блок-схемы, иллюстрирующие различные варианты воплощения приготовления изделия из алюминиевого сплава для послезакалочной холодной обработки давлением.
[00135] Фиг.9 представляет собой блок-схему, иллюстрирующую один вариант воплощения способа получения катаного изделия из алюминиевого сплава.
[00136] Фиг.10 представляет собой график, иллюстрирующий R-значения как функцию угла ориентации для различных изделий из алюминиевого сплава.
[00137] Фиг.11а-11е представляют собой оптические микрофотографии, иллюстрирующие микроструктуры изделий из алюминиевого сплава; эти оптические микрофотографии были получены путем анодирования образцов и их исследования в поляризованном свете.
[00138] Фиг.12 представляет собой блок-схему, иллюстрирующую один способ получения многослойных продуктов из алюминиевого сплава.
[00139] Фиг.13 представляет собой схематический вид, иллюстрирующий направления L, LT и ST прокатанного продукта.
[00140] Фиг.14-15 представляют собой графики, иллюстрирующие реакцию на термическую обработку различных изделий из алюминиевого сплава 2ххх+Ag.
[00141] Фиг.16-17 представляют собой графики, иллюстрирующие характеристики прочности-вязкости различных изделий из алюминиевого сплава 2ххх+Ag.
Подробное описание
Пример 1 - Сплавы 2324 и 2024
[00142] Два алюминиевых сплава 2ххх, 2324 и 2024 отливают с прямым охлаждением в виде слитка. Эти сплавы обрабатывают аналогично проиллюстрированному на фиг.9 и подвергают термической обработке (300) при температуре от 320°F до 350°F в течение 20 минут после стадии холодной обработки давлением (200). Механические свойства (прочность, относительное удлинение) и вязкостные свойства (удельная энергия распространения трещины, УЭРТ) этих изделий из алюминиевого сплава представлены в таблицах 3-4 ниже.
Механические свойства сплава 2324 при различной обработке
(%)
Механические свойства сплава 2024 при различной обработке
Изделия из алюминиевого сплава реализуют повышения прочности с увеличением степени холодной обработки давлением, при этом значения относительного удлинения обычно составляют более 4%. Термическая обработка после холодной обработки давлением повышает относительное удлинение.
Пример 2 - Испытание сплава 2ххх+Ag при новом способе
[00143] Сплав 2ххх+Ag, имеющий состав, представленный в таблице 5 ниже, отливают, гомогенизируют и подвергают горячей прокатке в лист/плиту с промежуточными толщинами соответственно примерно 0,53 дюйма, 0,32 дюйма, 0,16 дюйма (х2) и 0,106 дюйма. Один из 0,16-дюймовых образцов (контрольный) затем подвергают холодной прокатке до конечной толщины примерно 0,08 дюйма, термообработке на твердый раствор посредством выдержки при примерно 970°F в течение примерно 60 минут, с последующим быстрым охлаждением холодной водой, а затем растягиванию на 1-2% для снятия напряжений. Контрольный образец подвергают естественному старению в течение примерно четырех дней, а затем подвергают термической обработке до состояния Т6-типа.
[00144] Другие образцы вначале подвергают термообработке на твердый раствор (посредством такого же процесса), а затем холодной прокатке до конечной толщины 0,08 дюйма, выполняя холодную обработку давлением на соответственно примерно 85%, 75%, 50% и 25%. Все образцы подвергают естественному старению в течение примерно четырех дней, а затем подвергают термической обработке при двух температурах (290°F и 330°F) в течение различных отрезков времени. Затем проводят механические испытания и испытания на электропроводность, результаты которых представлены в таблицах 6-7 для каждой температуры термической обработки.
Состав сплава 2ххх+Ag (все значения в массовых процентах)
Прочность сплава 2ххх+Ag при различных продолжительностях термической обработки (290°F)
(Т6) (ksi)
85% ХОД (ksi)
75% ХОД (ksi)
50% ХОД (ksi)
25% ХОД (ksi)
(час)
Прочность сплава 2ххх+Ag при различных продолжительностях термической обработки (330°F)
(Т6)(ksi)
85% ХОД (ksi)
75% ХОД (ksi)
50% ХОД (ksi)
25% ХОД (ksi)
(час)
[00145] Как проиллюстрировано в таблицах 6-7 выше и на фиг.14-15, листы В-Е, полученные новым способом, реализуют повышение прочности. Действительно, лист В с 85% ХОД и термической обработкой при 330°F реализует прочность 82,8 ksi после всего лишь 4 часов термической обработки. Обработанный традиционным способом сплав (лист А) в состоянии Т6 достигает своей наивысшей измеренной прочности примерно через 36 часов термической обработки и тогда реализует прочность всего лишь примерно 61,1 ksi. Иными словами, новый лист В достигает примерно 35%-го повышения предела текучести при растяжении по сравнению с прочностью полученного традиционным способом материала, и всего лишь за 4 часа термической обработки (т.е. на 88,9% быстрее; (1-4/36)×100%=88,9%). Говоря иначе, новый лист В достигает примерно 35%-го повышения прочности по сравнению с традиционным листом А и примерно за 1/10-ую часть времени, необходимого листу А для достижения своей наивысшей измеренной прочности 61,1 ksi.
[00146] При таком повышении прочности ожидается существенное снижение пластичности листов В-Е. Однако, как показано в таблице 8 ниже, измерение показывает хорошие значения относительного удлинения. Все значения относительного удлинения указаны в процентах. Подобные значения относительного удлинения получают при измерении образцов, термообработанных при 290°F.
Относительное удлинение (%) сплава 2ххх+Ag при различных продолжительностях термической обработки (330°F)
(часы)
(Т6)
85% ХОД
(новый)
75% ХОД
(новый)
50% ХОД
25% ХОД
Измеренные значения электропроводности при 330°F представлены в таблице 9 ниже. Все значения электропроводности представлены в процентах согласно Международному стандарту на отожженную медь (International Annealed Copper Standard, IACS). Подобные значения электропроводности получают при измерении образцов, термообработанных при 290°F.
Электропроводность сплава 2ххх+Ag при различных продолжительностях термической обработки (330°F)
(часы)
(Т6)
85% ХОД
(новый)
75% ХОД
(новый)
50% ХОД
25% ХОД
Результаты примера 2 показывают, что стадии холодной обработки давлением и термической обработки должны быть выполнены надлежащим образом для достижения улучшенных свойств (например, прочности). Как показано на фиг.14-15, сплавы, подвергавшиеся термической обработке в течение недостаточного отрезка времени, могут не реализовать улучшенные свойства, что иллюстрирует снижение прочности по сравнению с состоянием после холодной обработки давлением. Как показано на фиг.14-15, сплавы, подвергавшиеся термической обработке в течение слишком длительного отрезка времени, могут также не реализовать улучшенные свойства, что иллюстрирует снижение прочности по сравнению с состоянием после холодной обработки давлением.
[00147] Были проведены испытания на дополнительные механические свойства данного алюминиевого сплава 2ххх+Ag, результаты которых представлены в таблицах 10-11 ниже. Конкретно испытаниям подвергали такие свойства, как прочность, относительное удлинение и вязкость разрушения. В этом случае изделия из алюминиевого сплава подвергали термической обработке при 290°F в течение 72 часов. Эти результаты показывают, что подобные свойства прочности и относительного удлинения могут быть реализованы изделиями из алюминиевого сплава 2ххх+Ag в направлениях L и LT.
Дополнительные механические свойства сплава 2ххх+Ag (LT)
Дополнительные механические свойства сплава 2ххх+Ag (L)
(ksi)
(ksi)
(%)
[00148] Испытания на вязкость разрушения проводили в соответствии со стандартами ASTM E561 и ASTM B646 (для Kapp и KR25) и Е399 и В645 (KIC и KQ). Для измерения Kapp использовали образец (М(Т)) с трещиной в середине. Ширина (W) образца составляла 6,3 дюйма, толщина (В) составляла 0,08 дюйма, а первоначальная длина трещины (2а0) составляла 1,573 дюймов, т.е. 2а0/W=0,25. Для измерений KR25 и KQ использовали компактный образец (С(Т)) с изломом при растяжении. Ширина (W) образца составляла 2,5 дюйма, а толщина (В) составляла 0,07 дюйма, с номинальной первоначальной длиной трещины (а0) 1,25 и (а0)/W=0,50.
[00149] Специалистам в данной области техники понятно, что численные значения KQ, Kapp и KR25 обычно повышаются по мере увеличения ширины образца. На KQ, Kapp и KR25 также влияют толщина образца, первоначальная длина трещины и геометрия испытываемого образца. Таким образом, KQ, Kapp и KR25 обычно можно уверенно сравнивать с аналогичными величинами от испытываемых образцов с эквивалентными геометрией, шириной, толщиной и первоначальной длиной трещины.
[00150] Изделия из алюминиевого сплава 2ххх+Ag могут реализовывать улучшенную вязкость разрушения. Несмотря на существенное повышение прочности относительно контрольного изделия, новые изделия из алюминиевого сплава 2ххх+Ag также реализуют улучшенную вязкость разрушения относительно контрольных сплавов. Это проиллюстрировано на фиг.16-17. Например, лист с 75% ХОД реализует 34,4%-ое улучшение предела текучести при растяжении (LT) с соответствующим 17,6%-ым улучшением вязкости при плоской деформации (KQ T-L) и 8,1%-ым улучшением вязкости при плоском напряженном состоянии (KR25 T-L) по сравнению с контрольным листом. Лист с 75% ХОД также реализует 31,4%-ое улучшение предела текучести при растяжении (L) по сравнению с контрольным листом. Эти сочетания прочности и вязкости также реализуются с хорошей пластичностью, при этом все новые изделия из алюминиевого сплава реализуют относительное удлинение 6,5-10%.
[00151] Изделия из алюминиевого сплава 2ххх+Ag также испытывали на зеренную структуру в соответствии с процедурой OIM, описанной выше. Полученные результаты представлены в таблице 12 ниже.
Свойства микроструктуры (OIM) алюминиевого сплава 2ххх+Ag
измерения
[00152] Новые изделия из алюминиевого сплава 2ххх+Ag с более чем 25% холодной обработкой давлением имеют преимущественно нерекристаллизованную структуру, с объемной долей зерен первого типа не более 0,25 (т.е. 75% нерекристаллизованных) во всех случаях. Контрольное изделие, напротив, почти полностью рекристаллизовано с объемной долей зерен первого типа 0,88 (т.е. 12% нерекристаллизованных).
[00153] R-значения изделий из алюминиевого сплава 2ххх+Ag также испытывали в соответствии с процедурой получения R-значений, описанной выше. Полученные результаты проиллюстрированы на фиг.10, описанной выше. Новые изделия из алюминиевого сплава 2ххх+Ag имеют высокие нормализованные R-значения, достигающие пикового (максимального) нормализованного R-значения при угле ориентации 50°. Такие высокие R-значения свидетельствуют об уникальной текстуре, а значит, микроструктуре описанных здесь новых изделий из алюминиевого сплава 2ххх+Ag. Новые изделия из алюминиевого сплава 2ххх+Ag реализуют на примерно от 322% до 729% более высокие максимальные R-значения по сравнению с R-значением контрольного изделия (для целей измерения R-значений контрольный образец находится в состоянии Т4, а не состоянии Т6).
[00154] Хотя выше были подробно описаны различные варианты воплощения настоящего изобретения, специалистам в данной области техники придут на ум возможные модификации и адаптации таких вариантов воплощения. Однако следует ясно понять, что такие модификации и адаптации попадают в пределы сути и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2581544C2 |
| УЛУЧШЕННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 6ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2603521C2 |
| АЛЮМИНИЙ-ЛИТИЕВЫЕ СПЛАВЫ СЕРИИ 2ХХХ, ИМЕЮЩИЕ НИЗКУЮ РАЗНОСТЬ ПРОЧНОСТЕЙ | 2011 |
|
RU2598423C2 |
| ВЫСОКОПРОЧНЫЕ КОВАНЫЕ ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2011 |
|
RU2580261C2 |
| СПОСОБЫ СТАРЕНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ ДОСТИЖЕНИЯ УЛУЧШЕННЫХ БАЛЛИСТИЧЕСКИХ ХАРАКТЕРИСТИК | 2010 |
|
RU2535415C2 |
| СПЛАВЫ СЕРИИ 2000 С УЛУЧШЕННЫМИ ХАРАКТЕРИСТИКАМИ СТОЙКОСТИ К ПОВРЕЖДЕНИЯМ ДЛЯ АВИАЦИОННО-КОСМИЧЕСКОГО ПРИМЕНЕНИЯ | 2005 |
|
RU2379366C2 |
| АЛЮМИНИЙ-ЛИТИЕВЫЕ СПЛАВЫ СЕРИИ 2ХХХ | 2013 |
|
RU2659529C2 |
| СПЛАВЫ СЕРИИ 2000 С ПОВЫШЕННЫМИ ХАРАКТЕРИСТИКАМИ СТОЙКОСТИ К ПОВРЕЖДЕНИЯМ ДЛЯ АЭРОКОСМИЧЕСКОГО ПРИМЕНЕНИЯ | 2006 |
|
RU2418877C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВОГО СПЛАВА СЕРИИ 2XXX | 2021 |
|
RU2826059C1 |
| АЛЮМИНИЙ-ЛИТИЕВЫЕ СПЛАВЫ СЕРИИ 2ХХХ | 2012 |
|
RU2587009C2 |
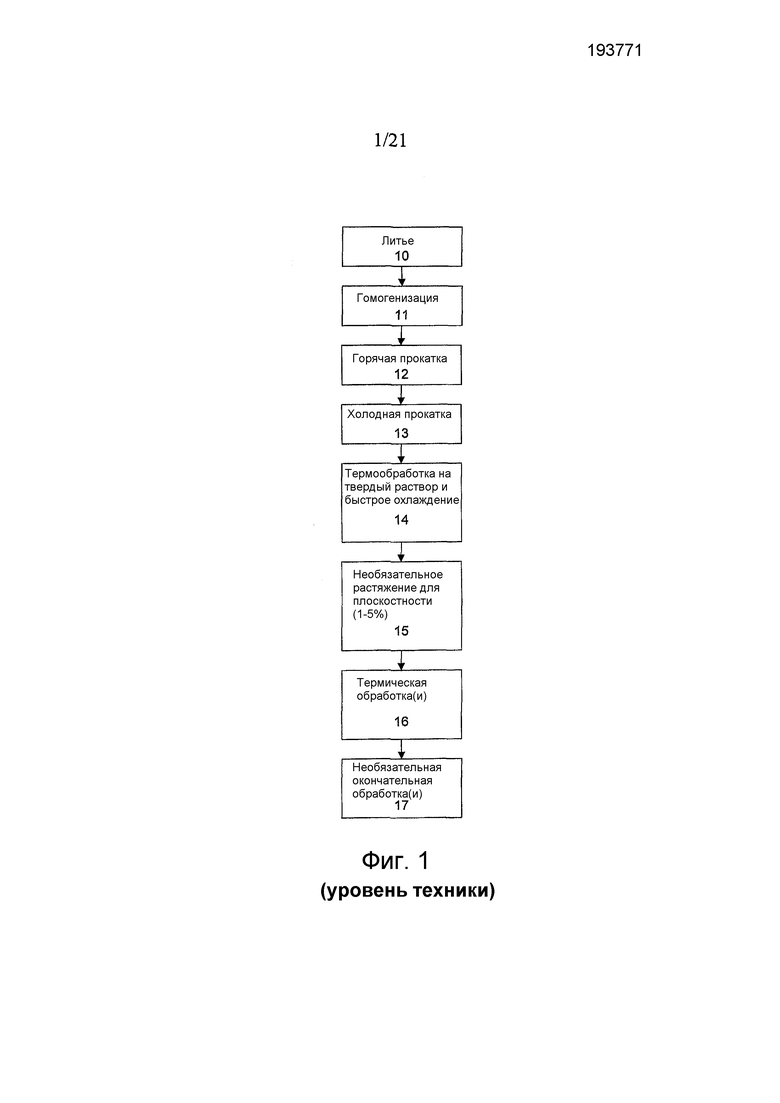
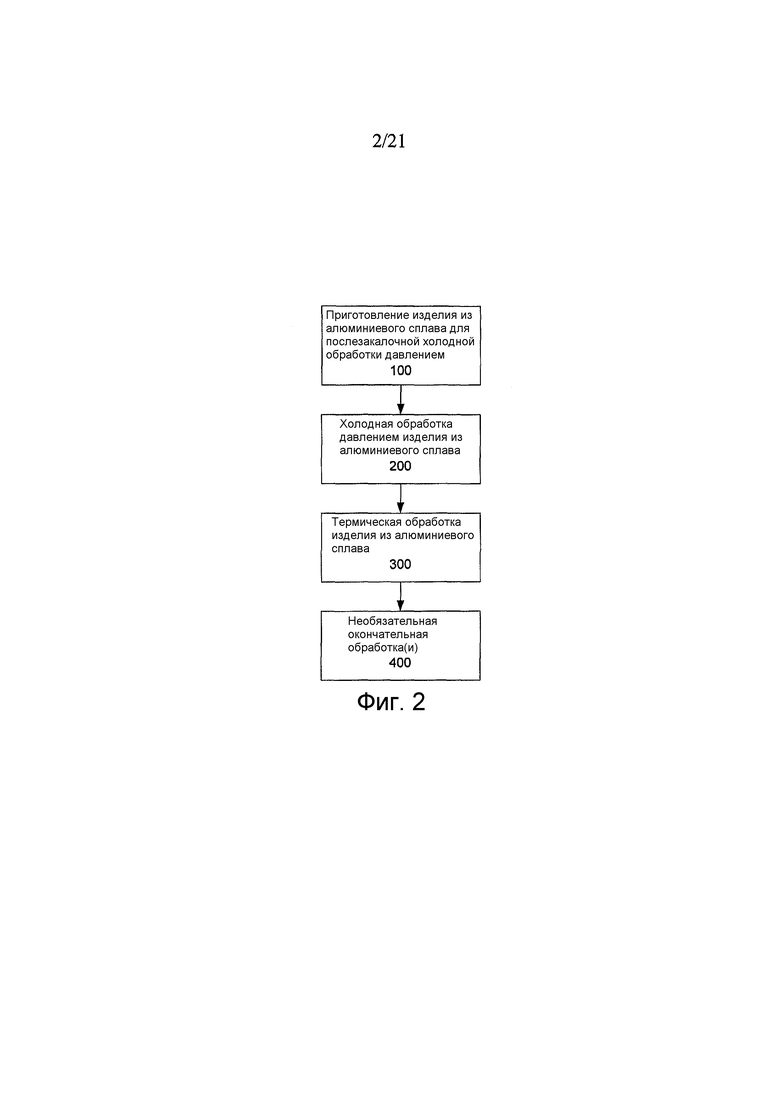
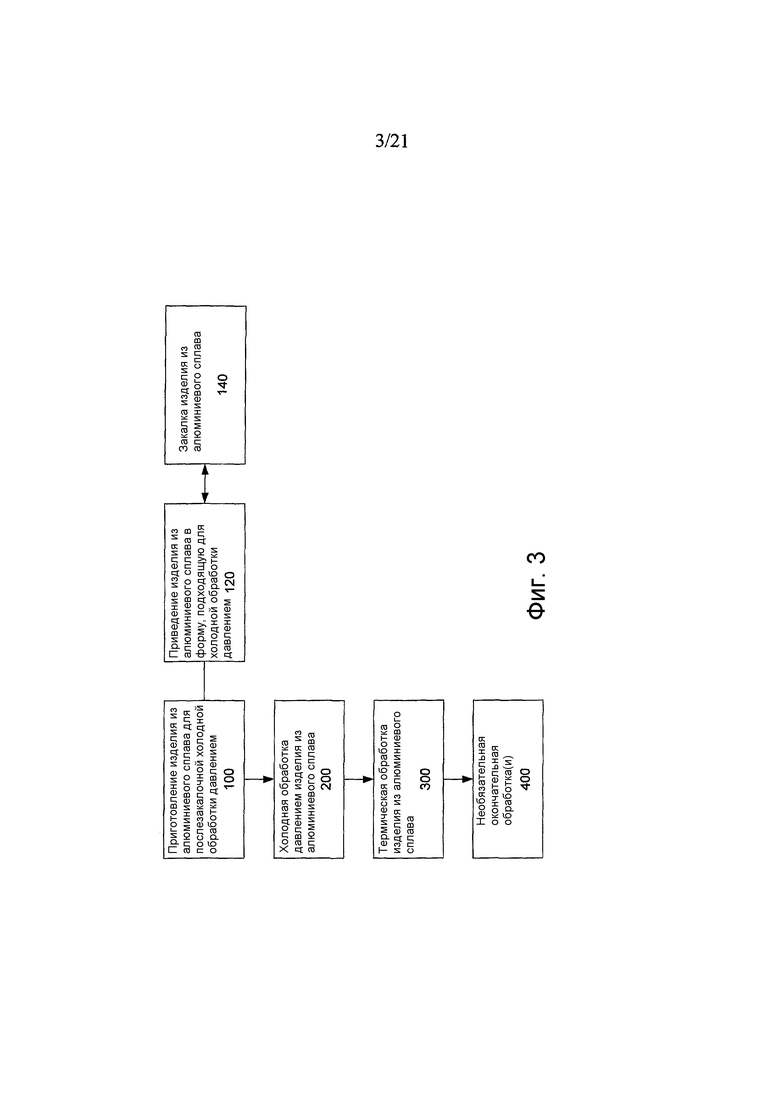
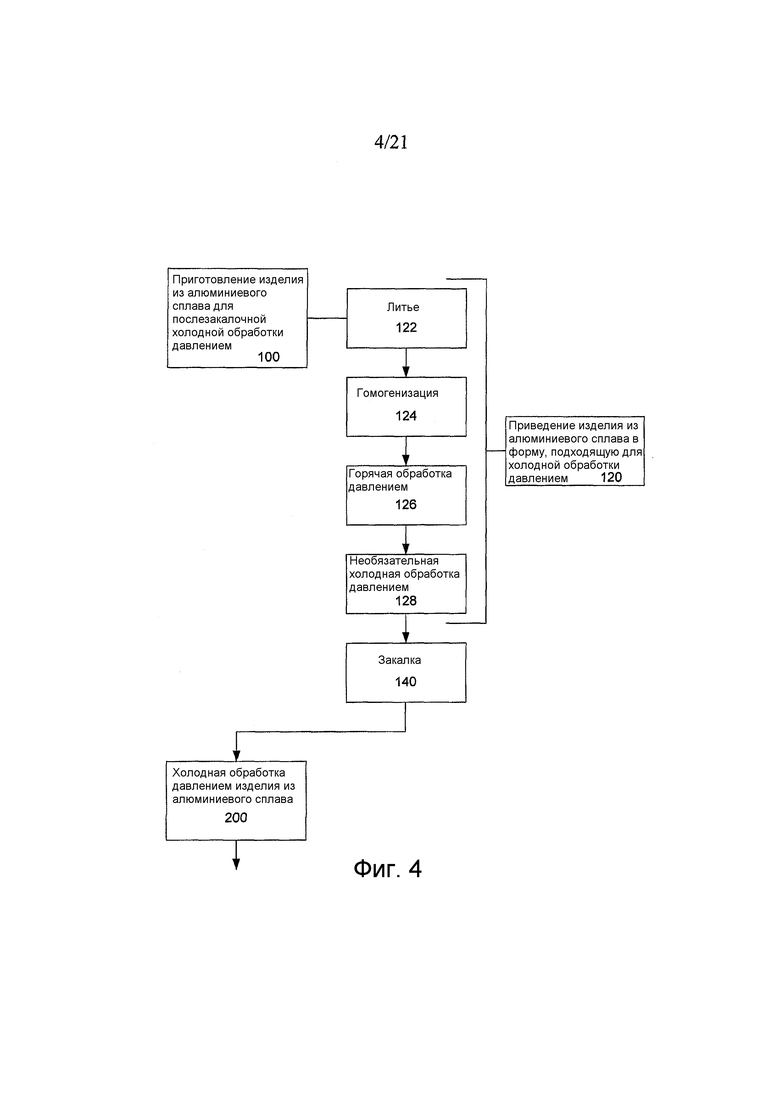
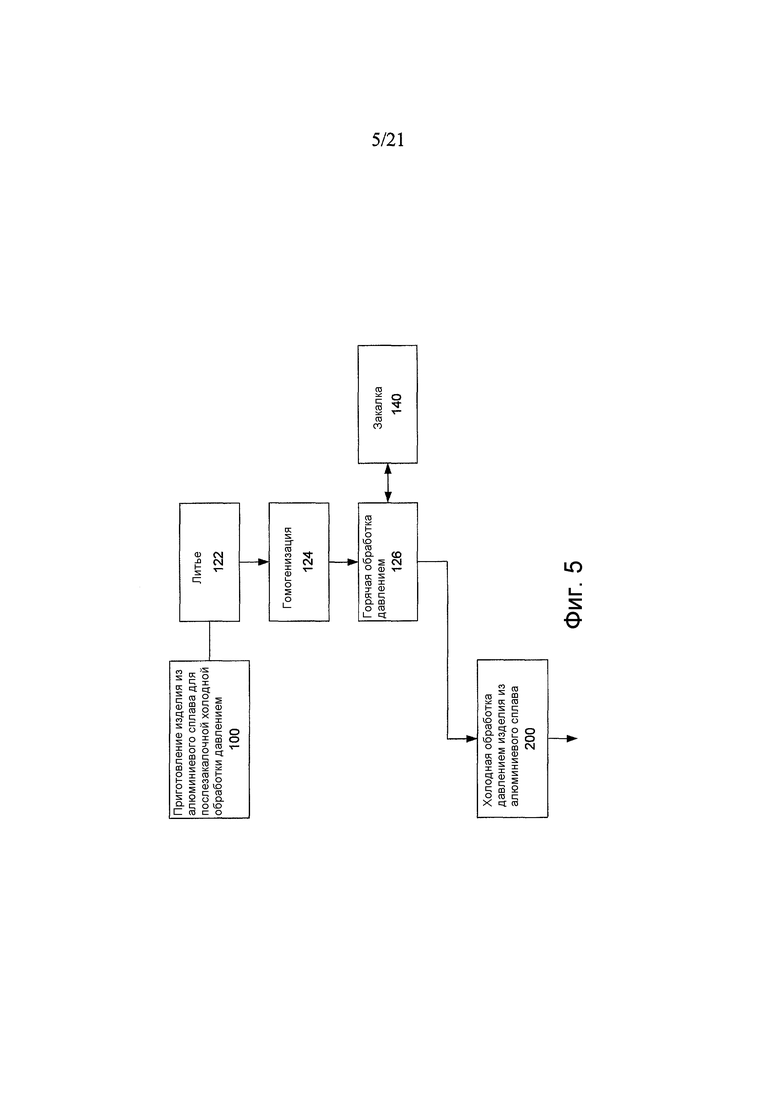
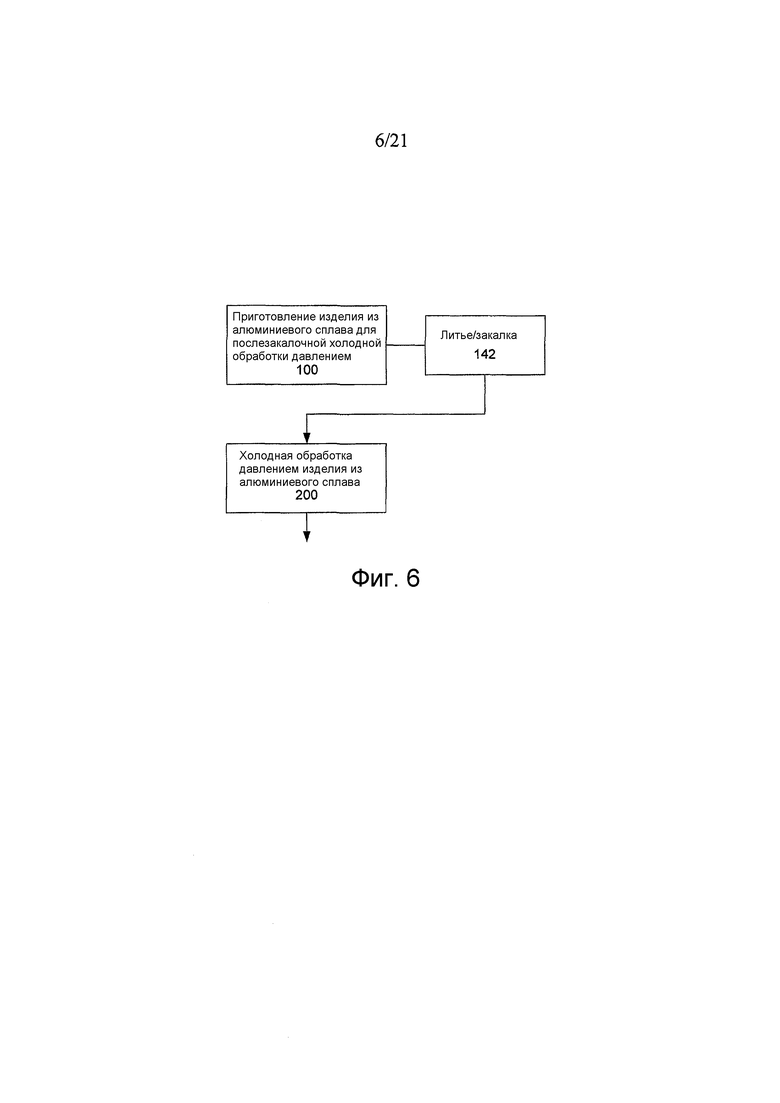
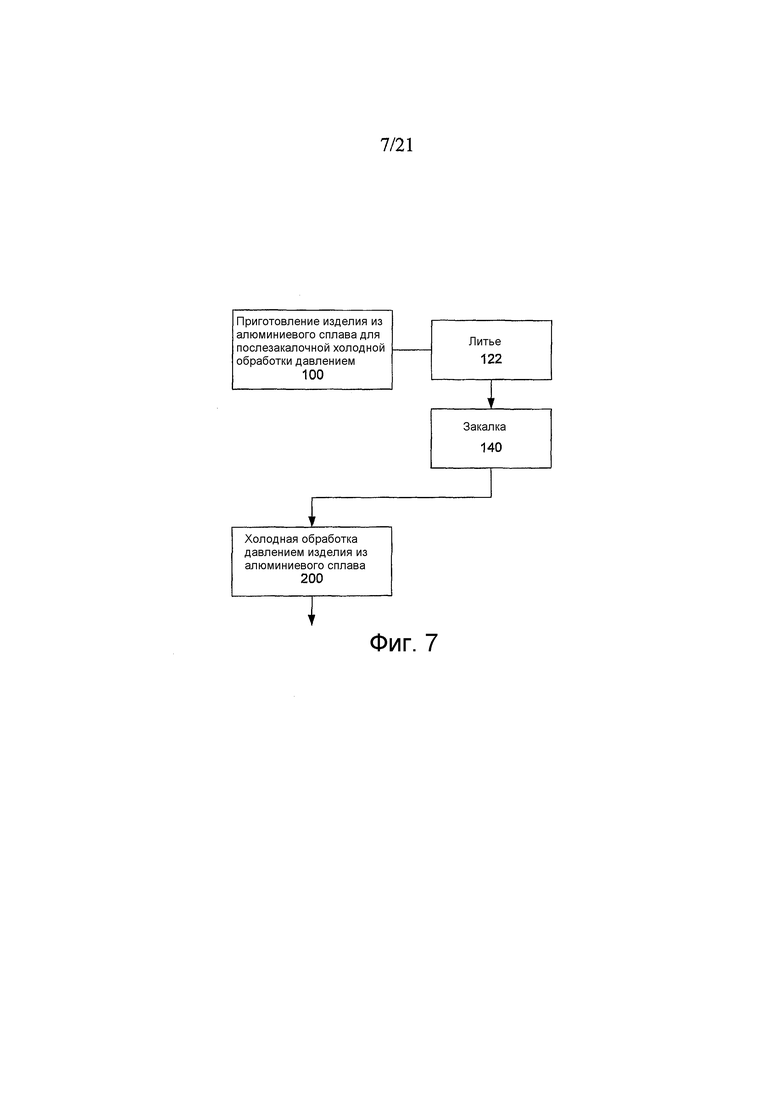
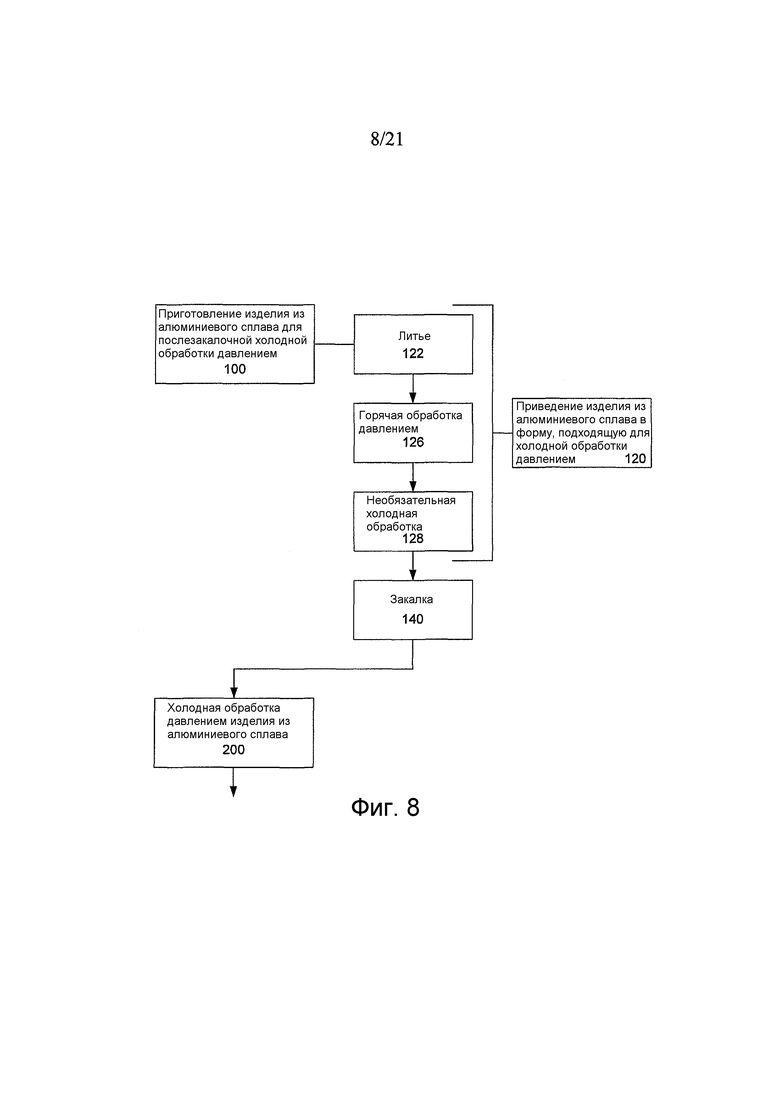
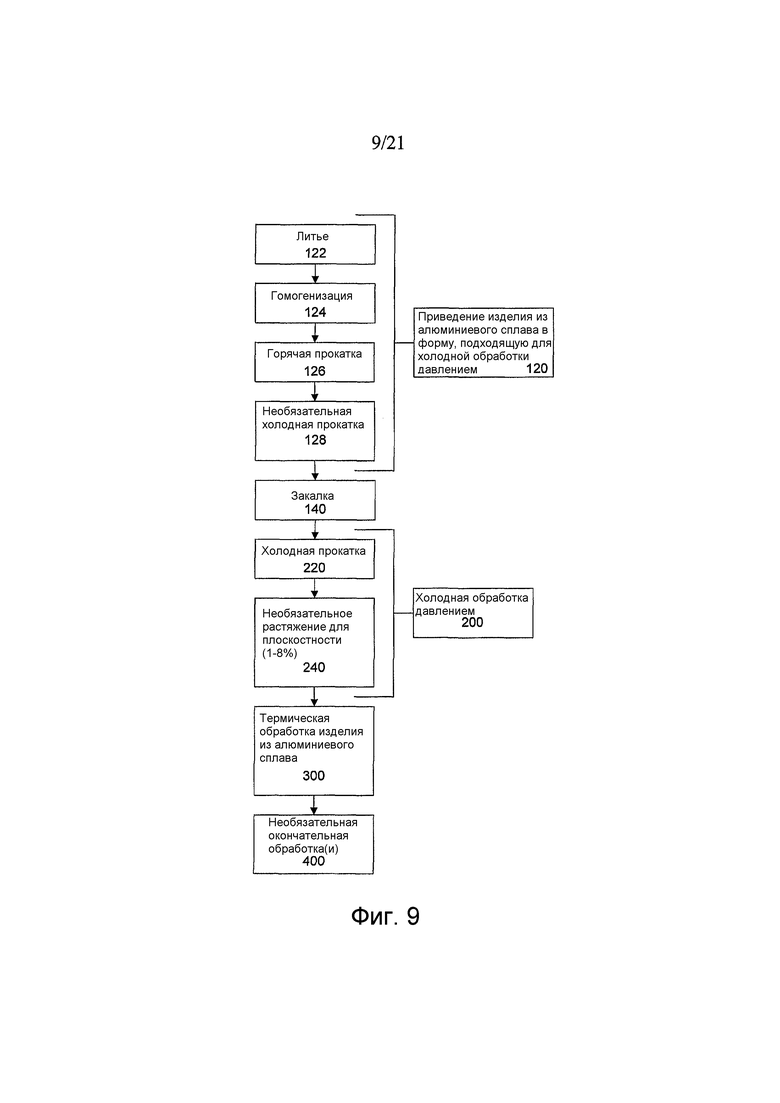
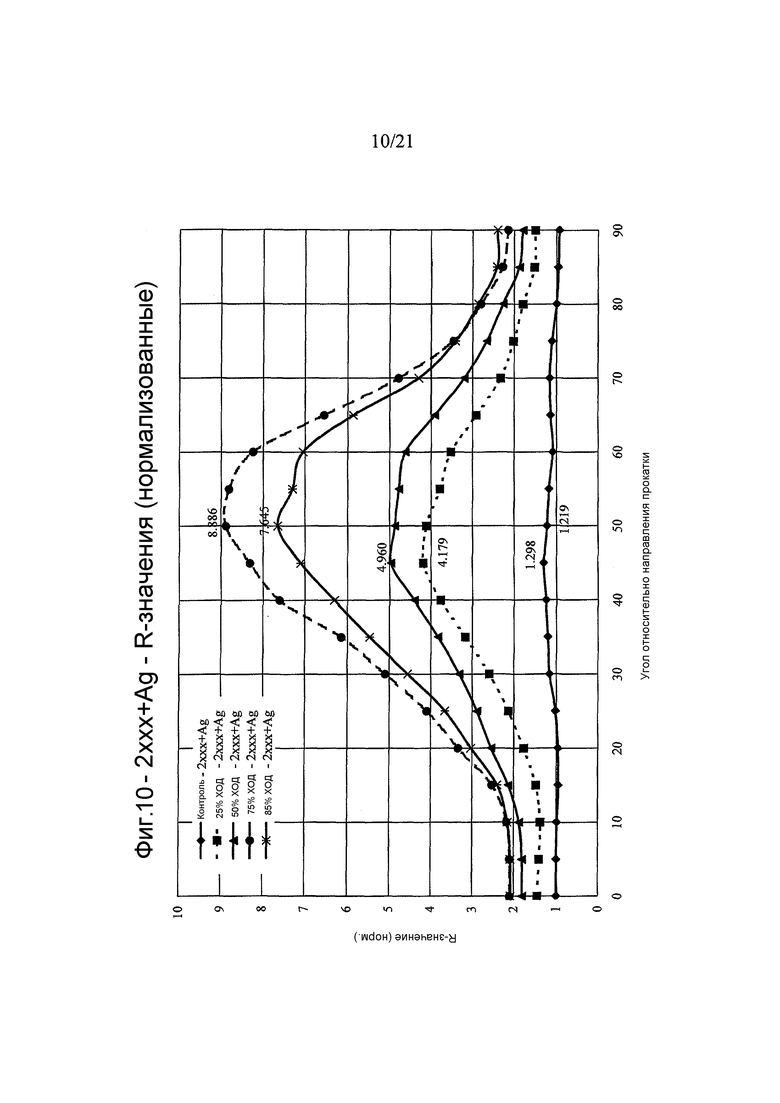
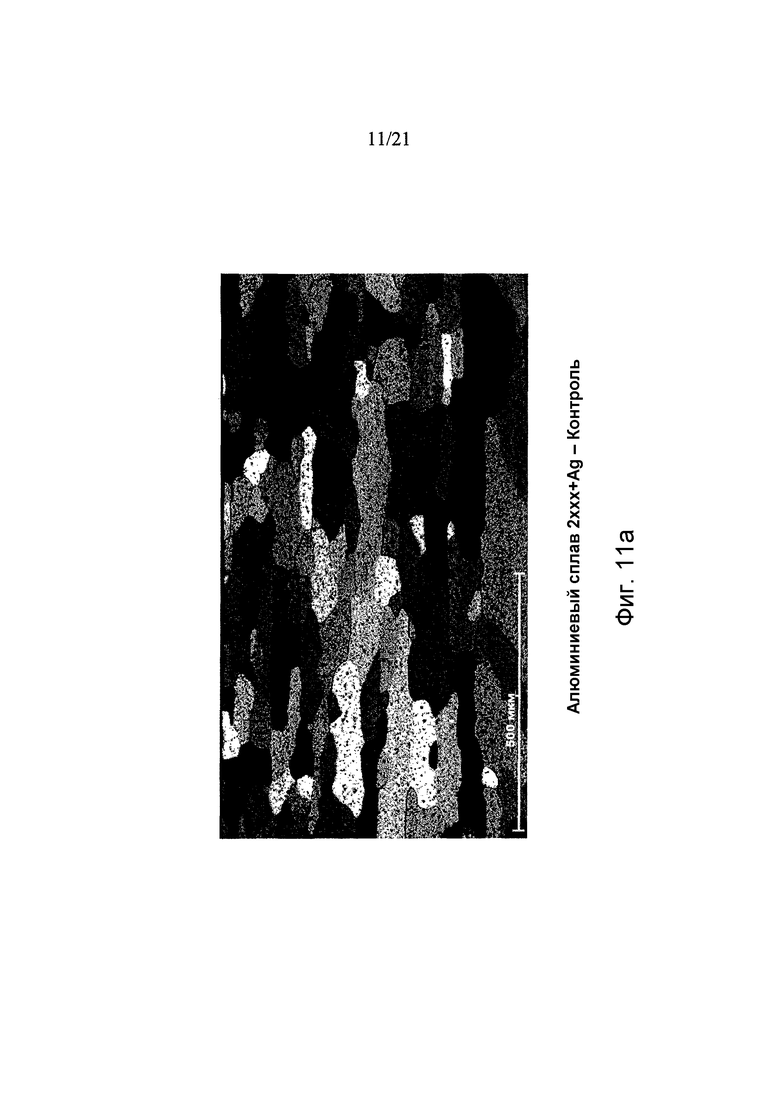
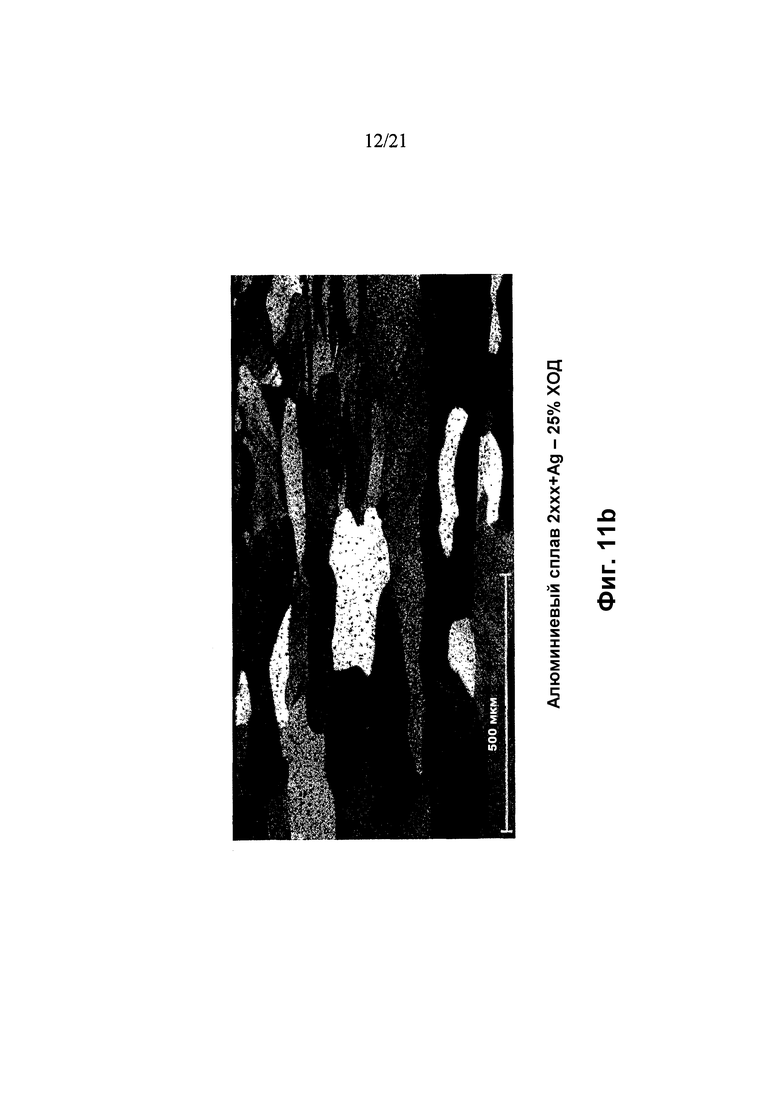
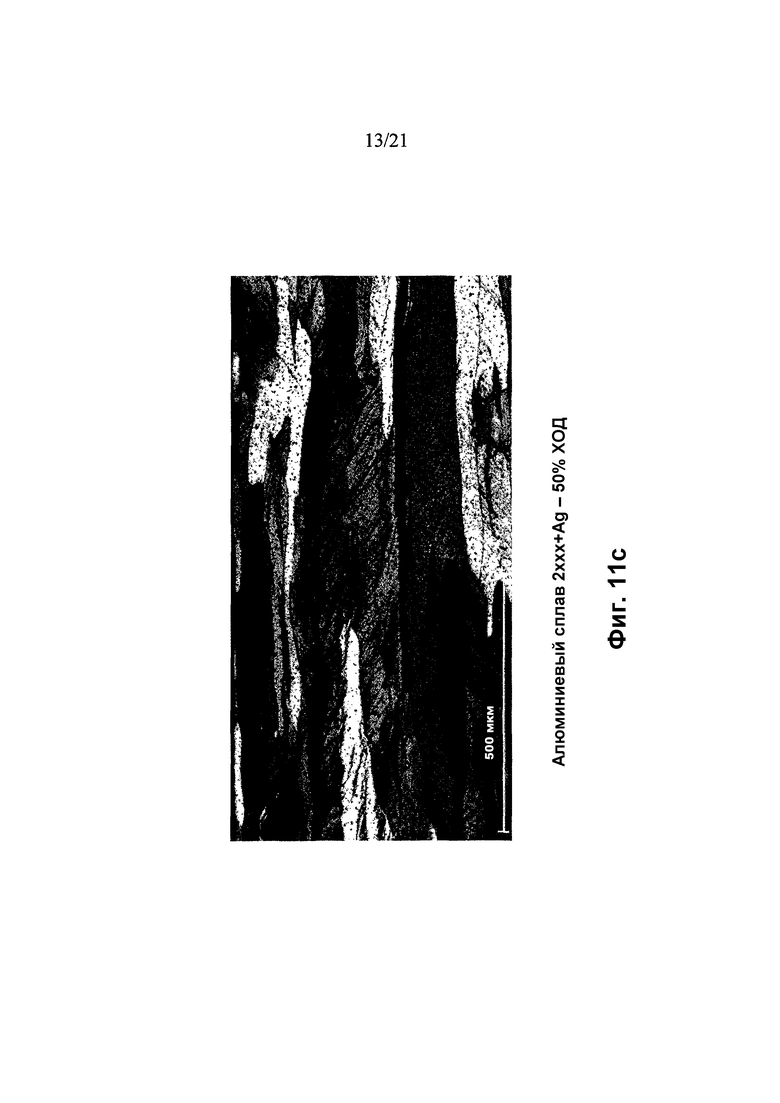
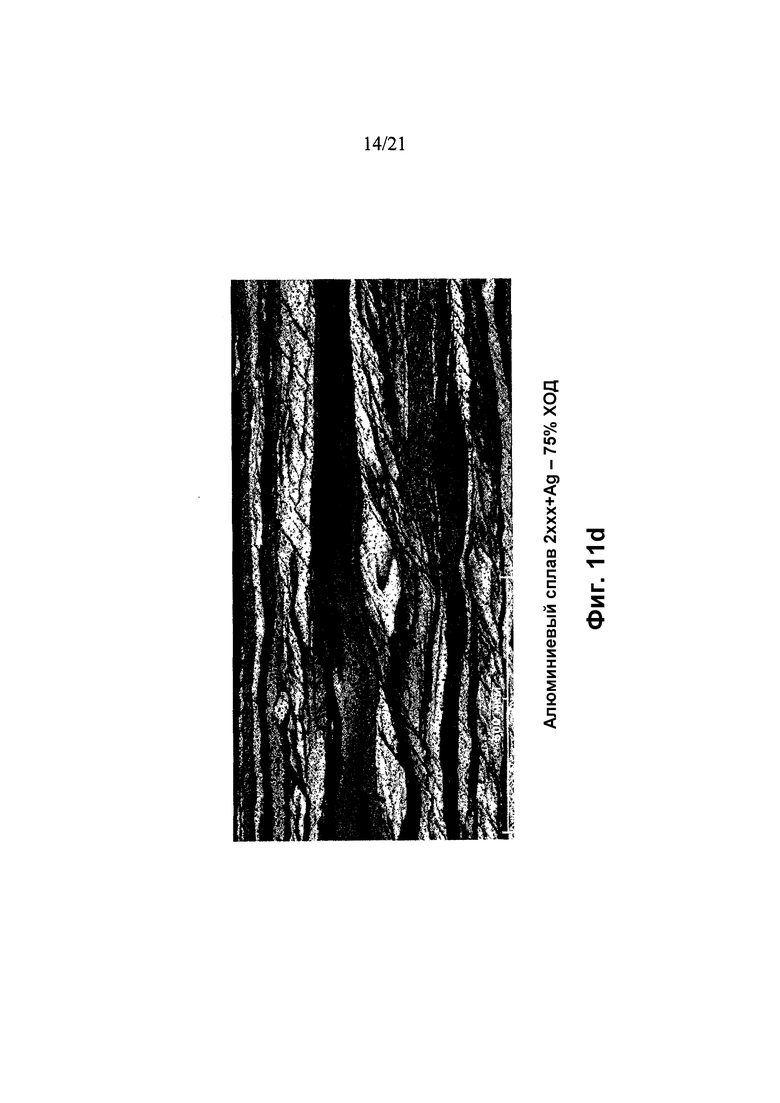
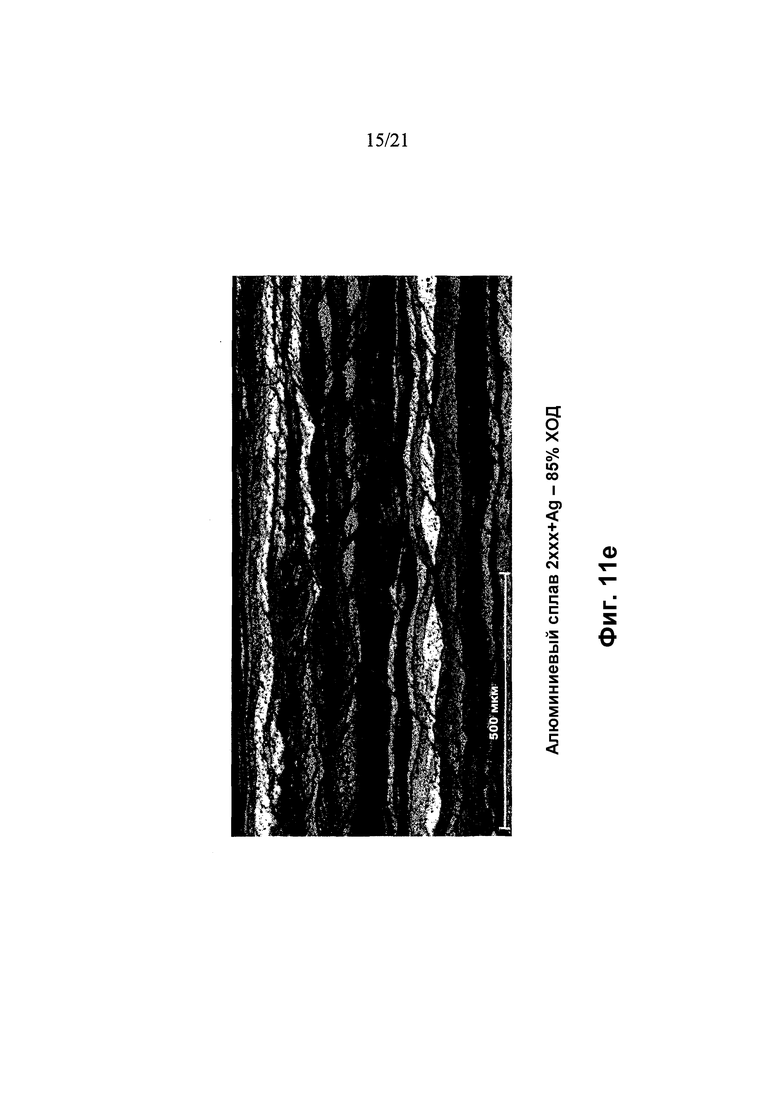
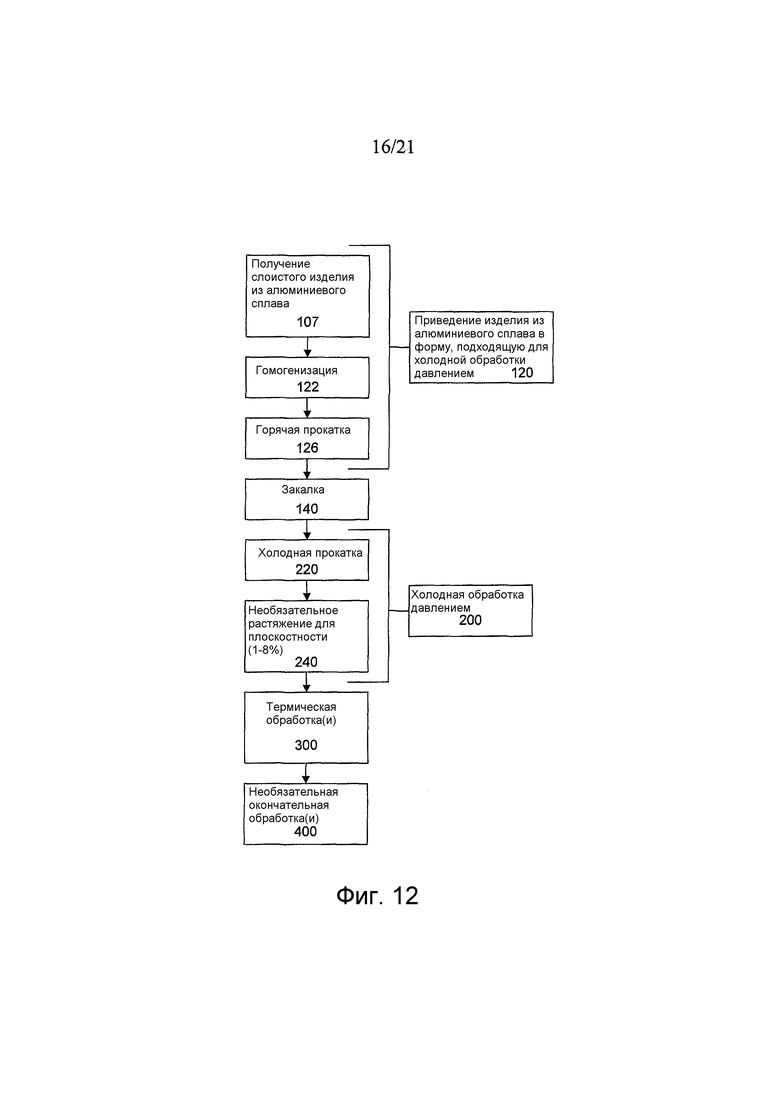
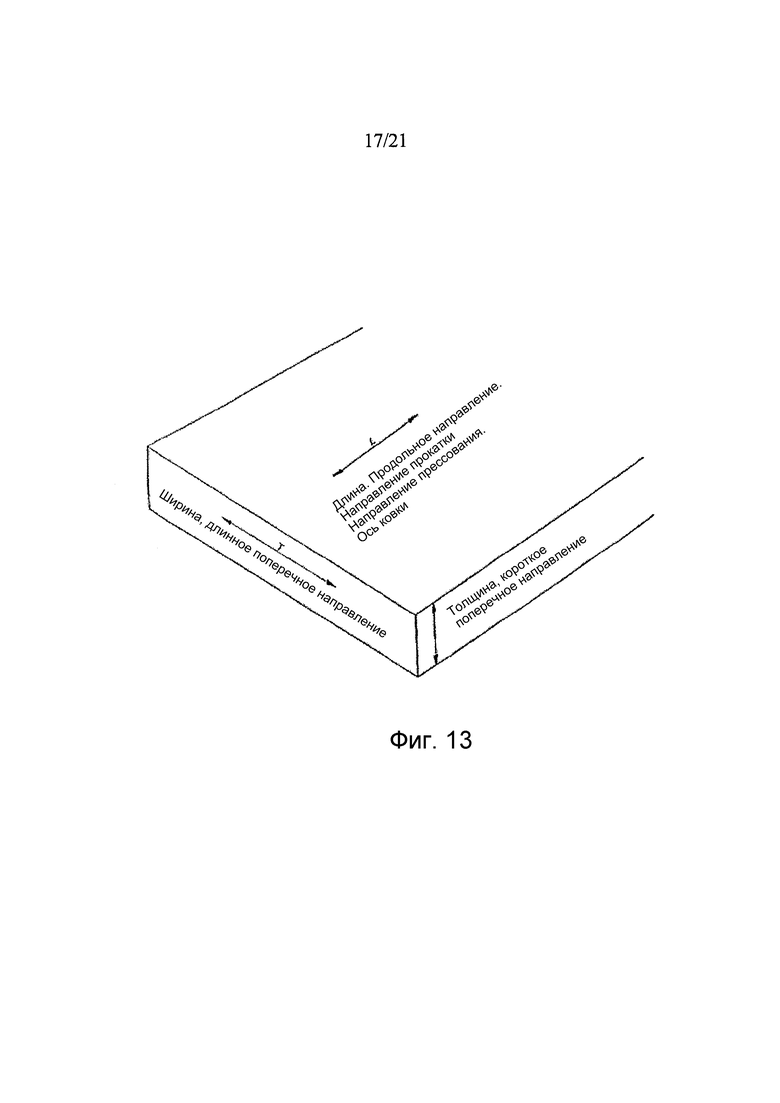
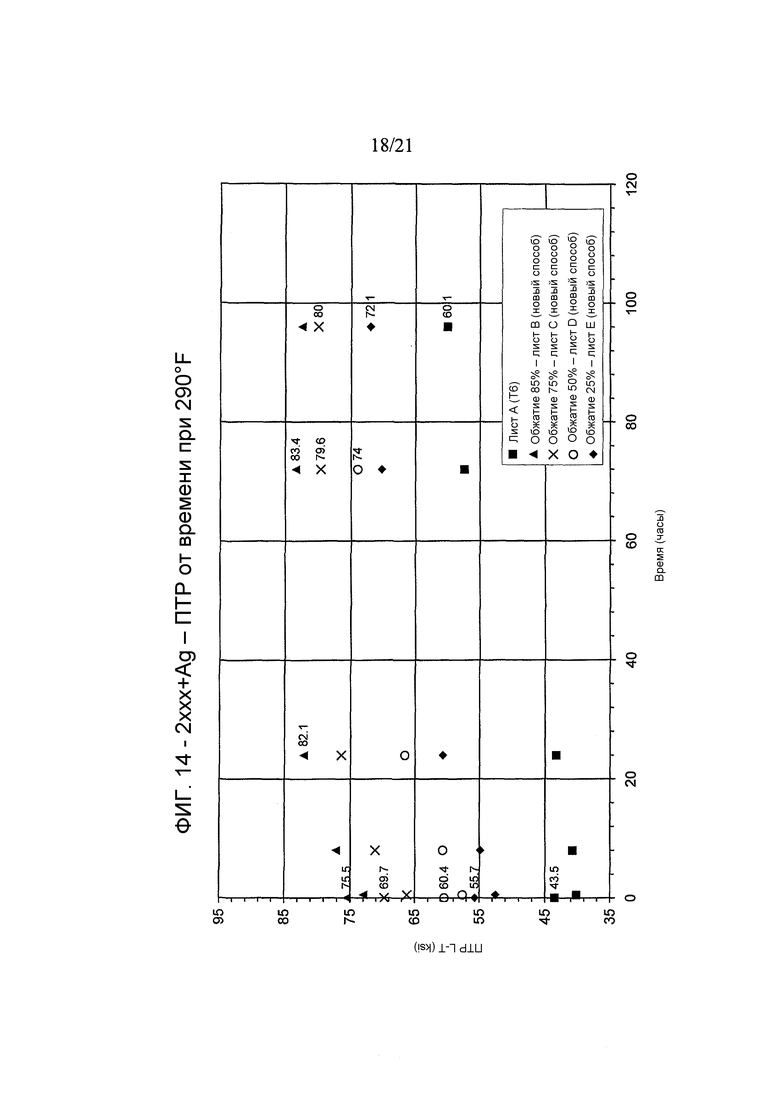
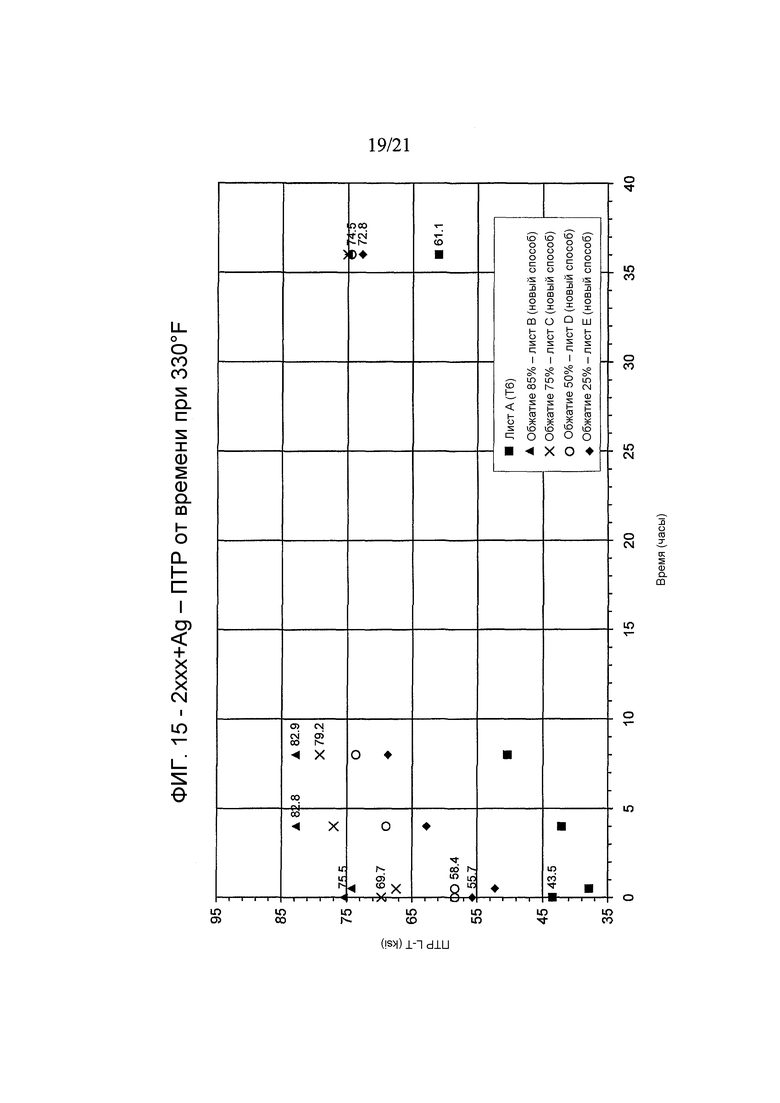
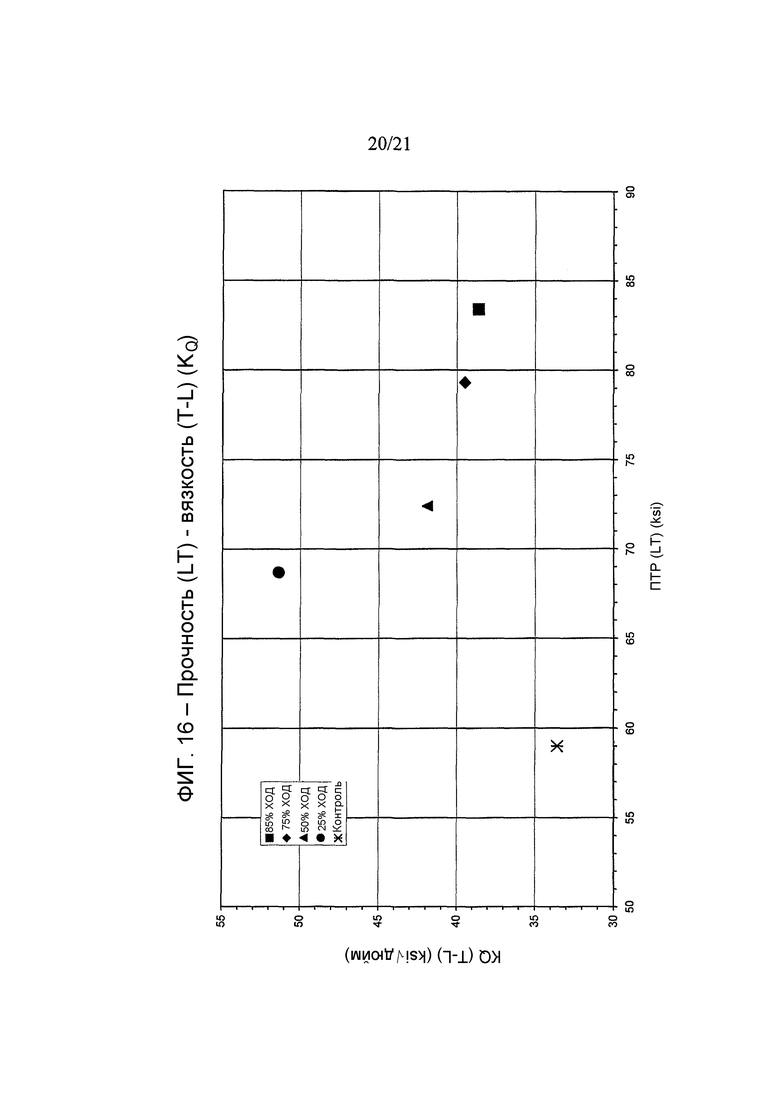
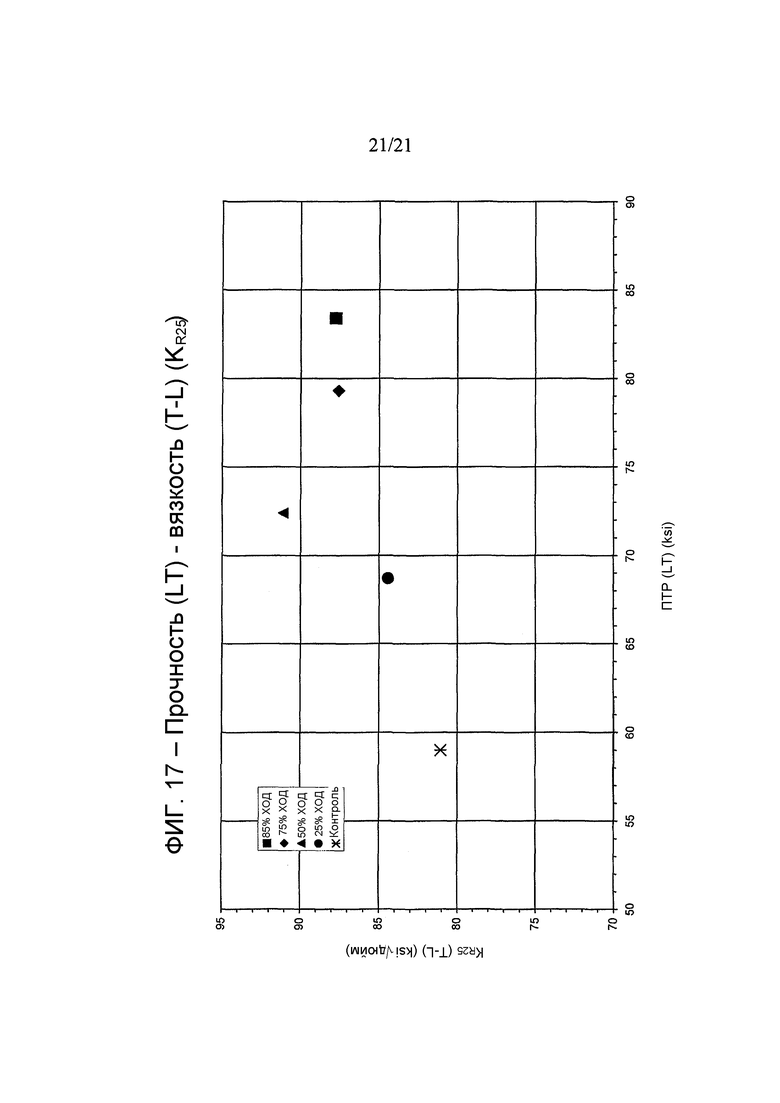
Изобретение относится к алюминиевым сплавам 2ххх и способам их получения. Способ получения изделий из деформируемого алюминиевого сплава 2ххх включает приготовление изделия из алюминиевого сплава для послезакалочной холодной обработки давлением, при этом алюминиевый сплав содержит от 0,5 до 8,0 мас.% меди и не более 0,5 мас.% кремния, при этом стадия приготовления включает закалку изделия из алюминиевого сплава, холодную обработку давлением более чем на 50% и термическую обработку, при этом стадию холодной обработки и стадию термической обработки осуществляют для достижения нерекристаллизованной микроструктуры, имеющей менее чем 50% объемную долю зерен первого типа в изделии из алюминиевого сплава, причем зерна первого типа являются зернами, имеющими разброс ориентации зерен не более 3°. Изобретение направлено на улучшение прочностных характеристик изделия. 2 н. и 32 з.п. ф-лы, 21 ил., 12 табл., 2 пр.
1. Способ получения изделий из деформируемого алюминиевого сплава 2ххх, включающий в себя:
(а) приготовление изделия из алюминиевого сплава для послезакалочной холодной обработки давлением, при этом изделие из алюминиевого сплава включает в себя алюминиевый сплав, содержащий от 0,5 до 8,0 мас.% меди и не более 0,5 мас.% кремния, при этом медь является преобладающим легирующим элементом алюминиевого сплава, помимо алюминия;
(i) при этом стадия приготовления включает закалку изделия из алюминиевого сплава;
(b) после стадии приготовления (а) холодную обработку давлением изделия из алюминиевого сплава более чем на 50%; и
(с) после стадии холодной обработки давлением (b) термическую обработку изделия из алюминиевого сплава;
при этом стадии холодной обработки давлением и термической обработки осуществляют для достижения повышения предела текучести при растяжении в длинном поперечном направлении по сравнению с эталонным изделием из алюминиевого сплава в состоянии после холодной обработки давлением, и
при этом стадию холодной обработки (b) и стадию термической обработки (с) осуществляют для достижения нерекристаллизованной микроструктуры, имеющей менее чем 50% объемную долю зерен первого типа в изделии из алюминиевого сплава, причем зерна первого типа являются зернами, имеющими разброс ориентации зерен не более 3°.
2. Способ по п 1, в котором стадия приготовления (а) включает литье изделия из алюминиевого сплава посредством процесса полунепрерывного литья.
3. Способ по п. 2, в котором стадия приготовления (а) включает гомогенизацию изделия из алюминиевого сплава и горячую обработку давлением изделия из алюминиевого сплава, при этом стадия закалки (а)(i) происходит после стадии горячей обработки давлением.
4. Способ по п. 3, в котором стадия холодной обработки давлением (b) представляет собой вторую холодную обработку давлением, при этом стадия приготовления включает первую холодную обработку давлением изделия из алюминиевого сплава перед стадией закалки (а)(i).
5. Способ по п. 1, в котором стадия приготовления (а) включает непрерывное литье изделия из алюминиевого сплава.
6. Способ по п. 5, в котором стадия приготовления (а) включает параллельно со стадией непрерывного литья выполнение стадии закалки (а)(i).
7. Способ по п. 5, в котором стадия приготовления (а) включает после стадии непрерывного литья выполнение стадии закалки (а)(i), причем стадию непрерывного литья и стадию закалки выполняют последовательно.
8. Способ по п. 7, в котором стадия приготовления (а) включает перед стадией закалки (а)(i) горячую обработку давлением изделия из алюминиевого сплава.
9. Способ по п. 7 или 8, в котором стадия холодной обработки давлением (b) представляет собой вторую холодную обработку давлением, при этом стадия приготовления (а) включает перед стадией закалки (а)(i) первую холодную обработку давлением изделия из алюминиевого сплава.
10. Способ по п. 1, в котором стадия закалки (а)(i) включает быстрое охлаждение изделия из алюминиевого сплава, и при этом быстрое охлаждение происходит в отсутствие деформирования изделия из алюминиевого сплава.
11. Способ по п. 1, который включает формование изделия из алюминиевого сплава с приданием формы во время стадии термической обработки (с).
12. Способ по п. 1, в котором между стадией закалки (а)(i) и стадией холодной обработки давлением (b) изделие из алюминиевого сплава не подвергают термической обработке.
13. Способ по п. 1 или 12, в котором между завершением стадии закалки (а)(i) и началом стадии холодной обработки давлением (b) проходит не более 60 часов.
14. Способ по п. 1, в котором стадия холодной обработки давлением (b) включает инициирование холодной обработки давлением, когда изделие из алюминиевого сплава находится при температуре не более 250°F.
15. Способ по п. 1 или 14, в котором стадия холодной обработки давлением (b) происходит без нагревания изделия из алюминиевого сплава.
16. Способ по п. 1, в котором стадия холодной обработки давлением (b) представляет собой холодную прокатку.
17. Способ по п. 1, в котором стадия холодной обработки давлением (b) включает обжатие изделия из алюминиевого сплава до его практически конечной формы.
18. Способ по п. 17, в котором стадия холодной обработки давлением (b) включает холодную прокатку изделия из алюминиевого сплава до конечной толщины.
19. Способ по п. 1, в котором стадия холодной обработки давлением (b) включает холодную обработку давлением изделия из алюминиевого сплава в диапазоне от по меньшей мере 55% до 90%.
20. Способ по п. 1, в котором изделие из алюминиевого сплава включает такое количество легирующих элементов, которое оставляет изделие из алюминиевого сплава свободным от растворимых составляющих частиц после стадии закалки.
21. Способ по п. 1, в котором способ содержит единственную стадию закалки.
22. Способ по п. 1, в котором стадия термической обработки (с) включает поддержание изделия из алюминиевого сплава ниже температуры его рекристаллизации.
23. Способ по п. 22, в котором стадия термической обработки (с) включает нагревание изделия из алюминиевого сплава в диапазоне 150-425°F.
24. Способ по п. 1 или 22, в котором стадию холодной прокатки (b) и стадию термической обработки (с) осуществляют так, что изделие из алюминиевого сплава реализует преимущественно нерекристаллизованную микроструктуру.
25. Способ по п. 1, в котором изделие из алюминиевого сплава реализует относительное удлинение более 4%.
26. Способ по п. 1, в котором изделие из алюминиевого сплава реализует относительное удлинение по меньшей мере 8%.
27. Изделие из деформируемого алюминиевого сплава 2ххх, содержащее от 0,5 до 8,0 мас.% меди и не более 0,5 мас.% кремния, при этом медь является преобладающим легирующим элементом алюминиевого сплава, помимо алюминия,
при этом изделие из алюминиевого сплава 2ххх имеет нерекристаллизованную структуру, имеющую менее чем 50% объемную долю зерен первого типа в изделии из алюминиевого сплава, причем зерна первого типа являются зернами, имеющими разброс ориентации зерен не более 3°,
и
причем изделие из деформируемого алюминиевого сплава 2ххх реализует на по меньшей мере 5% более высокий предел текучести при растяжении, чем эталонное изделие из алюминиевого сплава 2ххх,
при этом эталонное изделие из алюминиевого сплава 2ххх имеет такой же состав, как и изделие из алюминиевого сплава 2ххх,
при этом эталонное изделие из алюминиевого сплава обработано до состояния Т87;
при этом эталонное изделие из алюминиевого сплава имеет предел текучести при растяжении, составляющий в пределах 1 ksi от его пикового предела текучести при растяжении.
28. Изделие из деформируемого алюминиевого сплава 2ххх по п. 27, в котором изделие из деформируемого алюминиевого сплава реализует на по меньшей мере 5% более высокий предел текучести при растяжении на по меньшей мере 25% быстрее, чем время, необходимое эталонному изделию из алюминиевого сплава 2ххх, чтобы реализовать свой пиковый предел текучести при растяжении в состоянии Т87.
29. Изделие из деформируемого алюминиевого сплава 2ххх по п. 28, в котором изделие из деформируемого алюминиевого сплава 2ххх реализует на по меньшей мере 5% более высокий предел текучести при растяжении на по меньшей мере 50% быстрее, чем время, необходимое эталонному изделию из алюминиевого сплава 2ххх, чтобы реализовать свой пиковый предел текучести при растяжении в состоянии Т87.
30. Изделие из деформируемого алюминиевого сплава 2ххх по п. 27, в котором изделие из деформируемого алюминиевого сплава 2ххх реализует относительное удлинение более 4%.
31. Изделие из деформируемого алюминиевого сплава 2ххх по п. 30, в котором изделие из деформируемого алюминиевого сплава 2ххх реализует относительное удлинение по меньшей мере 8%.
32. Изделие из деформируемого алюминиевого сплава 2ххх по п. 27, в котором изделие из деформируемого алюминиевого сплава 2ххх реализует нормализованное R-значение по меньшей мере 2,0.
33. Изделие из деформируемого алюминиевого сплава 2ххх по п. 32, в котором изделие из деформируемого алюминиевого сплава 2ххх реализует нормализованное R-значение по меньшей мере 4,0.
34. Изделие из деформируемого алюминиевого сплава 2ххх по п. 32, в котором изделие из деформируемого алюминиевого сплава 2ххх реализует нормализованное R-значение по меньшей мере 6,0.
35. Изделие из деформируемого алюминиевого сплава 2ххх по п. 27, в котором изделие из деформируемого алюминиевого сплава 2ххх содержит не более чем 25% зерен первого типа.
| JP 2002053924 A, 19.02.2002 | |||
| JP 5132745 A, 28.05.1993 | |||
| JP 11209857 A, 03.08.1999 | |||
| US 5938867 A1, 17.08.1999 | |||
| RU 2007127862 A, 27.01.2009. |

