Данное изобретение относится к устройству и способу для, предпочтительно непрерывной, регулировки зазора между лезвиями барабанных ножниц для разрезания металлической полосы.
С одной стороны изобретение относится к барабанным ножницам с двумя ножевыми барабанами для поперечной резки металлической полосы, причем ножевые барабаны могут перемещаться при поперечной резки поперек к направлению движения полосы при помощи эксцентрика между открытым и закрытым положением.
Барабанные ножницы для реализации этого способа включают в себя два имеющих параллельные оси, вращающихся в противоположных направлениях барабана, которые смонтированы на незначительном расстоянии друг от друга, так что произведенная металлическая полоса перемещается между обоими барабанами, не соприкасаясь с ними.
На поверхностях барабанов смонтированы лезвия, рабочие кромки которых немного выступают в радиальном направлении за радиус барабана, и при помощи которых проходящая металлическая полоса может разрезаться в необходимый момент времени поперек к направлению движения, без того чтобы при этом скорость движения полосы должна была бы уменьшаться. При этом барабаны вращаются, как правило, с такой угловой скоростью, что скорость боковых поверхностей барабанов соответствует скорости металлической полосы.
С другой стороны изобретение относится к способу регулировки зазора между лезвиями барабанных ножниц с двумя ножевыми барабанами для поперечной резки металлической полосы, причем ножевые барабаны могут перемещаться при помощи эксцентрика поперек к направлению движения полосы между открытым положением и закрытым положением, и ножевые барабаны между моментами времени, в которых металлическая полоса разрезается в поперечном направлении, находятся в открытом положении, и металлическая полоса перемещается между ножевыми барабанами, и ножевые барабаны вращаются с угловой скоростью, которая соответствует скорости движения полосы, причем ножевые барабаны к моменту времени, в котором металлическая полоса разрезается в поперечном направлении, перемещаются в закрытое положение.
В способе настоящего изобретения бесконечная металлическая полоса, которая может быть также сварена из отдельных отрезков полосы с частично различной толщиной и различным составом материала, перемещается между ножевыми барабанами барабанных ножниц и в определенных местах разрезается барабанными ножницами поперек к направлению движения посредством кратковременного придвижения ножевых барабанов к полосе, причем скорость движения полосы, как правило, не уменьшается. Заявленный способ подходит также для барабанных ножниц с высокой скоростью движения полосы - так называемых высокоскоростных ножниц (на английском: high speed shears).
Сама поперечная резка осуществляется посредством кратковременного придвижения одного или обоих барабанов при помощи эксцентрика перпендикулярно к направлению движения полосы, причем вращательное движение барабанов друг относительно друга синхронизировано в любой момент времени таким образом, что в момент времени резки рабочие кромки лезвий обоих барабанов расположены друг против друга и благодаря придвижению эксцентрика оказывают на металлическую полосу усилие резки, которое разрезает эту полосу. При этом минимальное расстояние между рабочими кромками лезвий, измеренное в направлении движения полосы и имеющееся в момент времени резки, обозначается как зазор между лезвиями.
Далее между толщиной разрезаемой в поперечном направлении металлической полосы, свойствами ее материала и зазором между лезвиями существует взаимосвязь, которая позволяет минимизировать износ (притупление) рабочих кромок лезвий. Поэтому является желательным для металлических полос с различной толщиной или свойствами материала устанавливать в каждом случае оптимальный зазор между лезвиями, без того чтобы для этого должно было бы учитываться дополнительное время подготовки.
Если используются лезвия с проходящей прямолинейно режущей кромкой, то регулировка зазора между лезвиями может выполняться во время непрерывной эксплуатации, то есть без дополнительного времени подготовки, благодаря тому, что вращение обоих вращающихся в противоположных направлениях барабанов сдвигается на незначительное угловое значение, так что обе рабочие кромки лезвий в момент времени максимального сближения имеют отличное расстояние между собой, измеренное в направлении движения полосы.
Для этого могут использоваться например косозубые синхронные зубчатые колеса на осях ножевых барабанов, так что ножевые барабаны незначительно смещаются в осевом направлении друг против друга, и возникает вышеуказанная угловая разность: однако при этом также лезвия смещаются в осевом направлении друг против друга, что позволяет только использование лезвий с проходящей прямолинейно режущей кромкой. Кроме того, при этом методе рабочие кромки лезвий при соосном монтаже в ножевых барабанах должны на момент времени резки одновременно разрезать металлическую полосу по всей ширине, что приводит к возникновению очень высоких усилий резки, и в силу механической нагрузки является непредпочтительным. С другой стороны, если прямолинейные лезвия немного наклоняются относительно оси барабана, то хотя это и сокращает усилия резки, так как рабочие кромки лезвий при резке прокатываются друг относительно друга, тем не менее, процесс резки не протекает больше симметрично относительно средней линии металлической полосы, а начинается на одном краю полосы и заканчивается на другом, что приводит однако к нежелательным напряжениям и нечистым разрезам металлической полосы вплоть до разрывов полосы.
Следовательно, для того чтобы избегать этой проблемы, все чаще используются лезвия с проходящей криволинейно рабочей кромкой, так что режущее действие рабочей кромки лезвия при поперечной резке полосы начинается на середине полосы и симметрично распространяется к краям полосы. Таким образом, с одной стороны сокращаются возникающие усилия резки, так как рабочие кромки лезвий прокатываются друг относительно друга с распределением в течение времени резки, с другой стороны возникающие во время резки растягивающие напряжения проходят симметрично относительно середины полосы, что сильно уменьшает опасность разрыва полосы. Однако у подобных ножниц регулировка зазора между лезвиями требует вмешательства оператора; ножевые барабаны с лезвиями, которые имеют проходящую криволинейно режущую кромку, известны из DE19749170A1.
Однако такие лезвия с проходящей криволинейно рабочей кромкой должны быть смонтированы всегда симметрично относительно середины металлической полосы, и ножевые барабаны не должны изменять своего осевого положения, так как при боковом сдвиге по отношению к поданной металлической полосе больше не было бы задано положение рабочих кромок лезвий друг относительно друга или симметрия реза.
Далее из литературы известны неподвижные ножницы для поперечной резки металлической полосы, которые имеют механизм для регулировки зазора между лезвиями при помощи клиньев, причем лезвия сохраняют свое относительное положение в направлении режущей кромки, так что могут использоваться также лезвия с проходящей криволинейно режущей кромкой, см. CN103752940, а также DE9213619U1. Кроме того, из JP2008030134 известен механизм для приводимого в действие гидравликой зажима лезвия на барабанных ножницах.
Следовательно, задача данного изобретения усовершенствовать барабанные ножницы для поперечной резки металлической полосы таким образом, что могут использоваться лезвия с симметричным режущим профилем, которые имеют, например лезвия с проходящей криволинейно режущей кромкой, причем зазор между лезвиями может автоматически устанавливаться без дополнительного времени подготовки во время производственной эксплуатации барабанных ножниц.
Эта задача решается с помощью барабанных ножниц с двумя ножевыми барабанами для поперечной резки металлической полосы, причем ножевые барабаны могут перемещаться при поперечной резке поперек к направлению движения полосы при помощи эксцентрика между открытым и закрытым положением, и для установки зазора между лезвиями, по меньшей мере, один ножевой барабан обладает следующими признаками:
- расположенное в осевом направлении и перемещаемое в тангенциальном направлении лезвие, по меньшей мере, с одной плоской поверхностью;
- зажимное устройство, по меньшей мере, с одним приводным элементом;
- два расположенных в осевом направлении клина в каждом случае с клиновой поверхностью, причем лезвие при помощи первого, перемещаемого в осевом направлении клина может перемещаться в тангенциальном направлении, и второй клин неподвижно соединен с ножевым барабаном;
- центральный, распложенный вдоль оси барабана, частично выступающий из ножевого барабана и вращающийся вместе с ножевым барабаном юстировочный шток для перемещения первого подвижного клина в осевом направлении, захват и механическое соединение, причем первый клин посредством захвата через механическое соединение может перемещаться юстировочным штоком в осевом направлении;
- перестановочное устройство для сдвига юстировочного штока в осевом направлении при помощи приводного элемента; и
- устройство управления, которое соединено с возможностью передачи сигналов с перестановочным устройством и зажимным устройством, так что при помощи приводного элемента зажимного устройства зажатие лезвия может на время ослабляться, и лезвие посредством приведения в действие перестановочного устройства может перемещаться в тангенциальном направлении.
Таким образом, ножевые барабаны сохраняют при регулировке зазора между лезвиями свое положение друг относительно друга в осевом направлении, что имеет то преимущество, что могут использоваться также лезвия с криволинейной режущей кромкой. Лезвие зажимается при помощи зажимного устройства в ножевом барабане, причем зажимное устройство имеет, по меньшей мере, один приводной элемент, при помощи которого зажатие может на время ослабляться. Лезвие имеет, по меньшей мере, одну плоскую поверхность, которая выполнена в виде поверхности контакта и скольжения для первого клина, причем усилие для перемещения лезвия в тангенциальном направлении прикладывается первым клином к плоской поверхности. При ослабленном зажатии можно посредством перемещения первого клина в осевом направлении изменять тангенциальное положение лезвия и таким образом зазор между лезвиями. Первый клин может перемещаться установленным в ножевом барабане в осевом направлении, перемещаемым в осевом направлении юстировочным штоком и соединен с юстировочным штоком при помощи захвата и механического соединения, причем захват передает усилие расположенного в осевом направлении юстировочного штока на механическое соединение. Так как первый клин при осевом смещении перемещается вдоль клиновой поверхности неподвижно соединенного с барабаном второго клина, наряду с осевым движением первого клина также имеет место тангенциальное перемещение первого клина, вследствие чего лезвие выполняет движение в тангенциальном направлении, и зазор между лезвиями изменяется. Вышеупомянутое механическое соединение служит для того, чтобы чисто осевое движение юстировочного штока и жестко соединенного с ним захвата преобразовывать в вышеупомянутое одновременное движение первого клина в осевом и тангенциальном направлении. Юстировочный шток соединен для движения в осевом направлении с соответствующим перестановочным устройством, которое находится за пределами ножевого барабана и не выполняет с ножевым барабаном вращательного движения. Это имеет то преимущество, что на ножевом барабане находится лишь относительно небольшое количество механически устойчивых и по большей части приводимых в действие пассивно компонентов устройства для регулировки зазора между лезвиями, что делает возможной простую конструкцию и предпочтительно сказывается на надежности в эксплуатации. Более чувствительные компоненты, такие как двигатели, передаточные механизмы и гидравлические насосы могут за пределами ножевого барабана проще обслуживаться и лучше защищаться от внешних воздействий и повреждаются в меньшей степени, так как они не участвуют во вращательном движении ножевого барабана. Перестановочное устройство юстировочного штока и вышеупомянутое зажимное устройство соединены с возможностью передачи сигналов с устройством управления: вследствие этого это устройство управления может на время ослаблять зажатие лезвия посредством приведения в действие приводного элемента зажимного устройства и перемещать лезвие в тангенциальном направлении посредством приведения в действие перестановочного устройства, так что достигается необходимый зазор между лезвиями. Так как таким образом регулировка зазора между лезвиями осуществляется исключительно посредством тангенциального смещения лезвия, по меньшей мере, одного ножевого барабана, и вследствие этого не происходит осевой сдвиг обоих ножевых барабанов друг относительно друга, могут также использоваться лезвия с криволинейной режущей кромкой; кроме того установка зазора между лезвиями в каждом случае на оптимальное значение в зависимости от толщины разрезаемой в поперечном направлении металлической полосы и ее состава материала увеличивает срок службы используемых лезвий. Далее, так как благодаря этим признакам отдельные шаги регулировки зазора между лезвиями могут выполняться чисто машинными средствами, зазор между лезвиями может устанавливаться своевременно и без вмешательства оператора непосредственно на барабанных ножницах в каждом случае на оптимальное значение для разрезаемой в поперечном направлении металлической полосы, еще в то время как она перемещается между ножевыми барабанами и без необходимости остановки производства, так что дополнительное время подготовки для адаптации зазора между лезвиями не образовывается, и соответствующая изобретению задача решается.
Предпочтительный вариант осуществления барабанных ножниц с непрерывной регулировкой зазора между лезвиями включает в себя два ножевых барабана, оба из которых могут для резки металлической полосы перемещаться при помощи эксцентрика перпендикулярно к направлению движения полосы и принимают следующие определенные положения поперек к направлению движения полосы:
- закрытое положение: эксцентрик придвинут, ножевые барабаны максимально сближены друг с другом для резки металлической полосы;
- открытое положение: эксцентрик не придвинут, ножевые барабаны находятся на определенном расстоянии друг от друга, так что производимая металлическая полоса проводится между барабанами.
Лезвие, установленное в ножевом барабане с возможностью тангенциального перемещения, имеет примерно четырехугольное поперечное сечение, причем выступающая за боковую поверхность ножевого барабана режущая кромка, а также режущая кромка лезвия второго ножевого барабана имеют криволинейную форму, так что линия разреза на металлической полосе начинается симметрично посередине металлической полосы и распространяется к ее краям. Однако в альтернативном варианте осуществления могут также использоваться лезвия с проходящей прямолинейно режущей кромкой.
В предпочтительном варианте осуществления зажимное устройство имеет натяжные пружины, причем зажимное устройство может гидравлически ослабляться приводным элементом, и гидравлическая жидкость может подводиться из области за пределами ножевого барабана через вращающийся подвод и осевое отверстие в юстировочном штоке к приводному элементу, что имеет то преимущество, что для ослабления зажимного устройства должно использоваться лишь очень небольшое количество подвижных элементов, и нагружение давлением гидравлической жидкости осуществляется агрегатом за пределами ножевого барабана, который не вращается вместе с барабаном и потому может относительно хорошо защищаться и просто обслуживаться.
В дальнейшем предпочтительном варианте осуществления зажимное устройство имеет зажимной блок, который при помощи натяжных пружин постоянно приводится в действие, причем зажимной блок на задней стороне лезвия вжимает это лезвие его нижней стороной в соответствующую выемку на поверхности барабана, а на передней стороне лезвия прижимает лезвие плоской поверхностью к первому клину, а также гидравлически приводимый в действие приводной элемент, так что посредством приведения в действие зажимное действие натяжных пружин на время останавливается, и зажатие лезвия ослабляется. При этом подведение гидравлической жидкости к вращающемуся вместе с ножевым барабаном приводному элементу осуществляется через вращающийся подвод и осевое отверстие в юстировочном штоке.
Предпочтительно, если устройство управления соединено с регулировочным устройством, и перестановочное устройство имеет, по меньшей мере, один датчик, который может передавать положение подвижной части перестановочного устройства обратно на регулировочное устройство, из чего следует положение первого клина, причем регулировочное устройство может вычислять зазор между лезвиями в зависимости от толщины и свойств материала разрезаемой металлической полосы и регулировать его, пользуясь датчиком перестановочного устройства, при помощи устройства управления, а также если состояние зажимного устройства может регистрироваться датчиком и обратно передаваться регулировочному устройству. Так как оптимальное значение зазора между лезвиями зависит от толщины разрезаемой металлической полосы, а также от состава ее материала, и эти данные имеются в распоряжении, как правило, уже в виде электронных сигналов в матрице (памяти) управления процессом, возможно без особой сложности направлять эти сигналы регулировочному устройству, которое автоматически вычисляет из них оптимальный зазор между лезвиями и необходимое для него осевое положение юстировочного штока и соответствующим образом управляет устройством управления для приведения в действие перестановочного устройства, которое перемещает юстировочный шток в осевом направлении, причем приводной элемент перестановочного устройства имеет один или несколько датчиков, которые передают осевое положение юстировочного штока обратно на регулировочное устройство. Равным образом с незначительной сложностью возможно передавать функциональное состояние зажимного устройства - как например "открытое" и "закрытое" - обратно на регулировочное устройство, так что зажимное устройство также через устройство управления может приводиться в действие регулировочным устройством: таким образом весь процесс установки зазора между лезвиями может автоматизироваться, что представляет собой экономическое с точки зрения процесса преимущество.
В дальнейшем предпочтительном варианте осуществления устройство управления для осевого перемещения юстировочного штока и зажимное устройство блока лезвия включены в регулировочное устройство, которое обладает следующими признаками:
- передача при помощи сигналов толщины и свойств материала разрезаемой металлической полосы;
- устройство управления для осевого смещения юстировочного штока и для гидравлического ослабления блока лезвия;
- по меньшей мере, один датчик, при помощи которого осевое положение подвижной части перестановочного устройства может регистрироваться и передаваться обратно на регулировочное устройство;
- передача при помощи сигналов состояния приводных элементов зажимного устройства.
При этом регулировочное устройство побуждает устройство управления гидравлически приводить в действие приводные элементы зажимного блока лезвия, причем подведение гидравлической жидкости осуществляется из области за пределами ножевого барабана через вращающийся подвод и осевое отверстие в юстировочном штоке.
Далее предпочтительно, если механическое соединение между первым клином и захватом выполнено таким образом, что первый клин имеет кулачковый гребень, и захват при помощи кулачковой вилки входит в зацепление с кулачковым гребнем первого клина, так что первый клин может перемещаться захватом в осевом направлении. Благодаря перемещению первого подвижного клина в осевом направлении этот клин скользит по наклонной клиновой поверхности неподвижно соединенного с ножевым барабаном второго клина и выполняет вследствие этого наряду с движением в осевом направлении также движение в тангенциальном направлении, которое соответствует перемещению лезвия относительно ножевого барабана. Задача механического соединения обеспечивать простую и устойчивую силовую передачу между захватом, который перемещается только в осевом направлении, и первым подвижным клином, который ввиду смещения захвата одновременно перемещается в осевом и в тангенциальном направлении: это решается например вследствие того, что первый, перемещаемый в осевом направлении клин имеет кулачковый гребень, и захват при помощи кулачковой вилки входит в зацепление с кулачковым гребнем первого клина: благодаря этому исполнению для упомянутого механического соединения требуются только простые и надежные механические элементы, геометрия которых может адаптироваться к возникающим усилиям, и которые в случае необходимости могут простым образом очищаться или заменяться; более сложные конструктивные элементы, такие как подшипники или шарниры, вследствие этого не требуются.
Согласно дальнейшему варианту осуществления захват обладает жестким соединением с юстировочным штоком, и ножевой барабан имеет в области захвата выемку материала, так что захват может перемещаться во внутренней области ножевого барабана между обоими конечными положениями в осевом направлении, причем конечные положения захвата соответствуют максимально и соответственно минимально устанавливаемому зазору между лезвиями. Задача захвата передавать осевое движение юстировочного штока через механическое соединение на первый подвижный клин, причем возникающие при этом усилия приводят к соответствующему изгибающему моменту на захвате. Следовательно, является предпочтительным соединять захват с юстировочным штоком настолько жестко и выполнять захват с такой геометрией, что изгибающий момент вызывает лишь незначительную упругую деформацию захвата, например максимум в 0,1 мм на неподвижно соединенной с захватом кулачковой вилке. Для подобного устойчивого и не обладающего кручением исполнения захват может иметь, например, на своем нижнем (опорном) конце внутреннюю резьбу, которой он навинчивается на соответствующую наружную резьбу тягового и толкающего штока и вследствие этого жестко с ним соединяется.
Это исполнение захвата имеет по сравнению, например с простым пальцем то преимущество, что длина и диаметр резьб, а также форма захвата могут выбираться таким образом, что возникающий при передаче усилия на кулачковый гребень изгибающий момент на захвате приводит к еще допустимой упругой деформации захвата, однако не доходит до функционального ограничения или повреждения захвата, так что имеет место механически очень надежная и в меньшей степени повреждаемая конструкция подвижных элементов.
В предпочтительном варианте осуществления юстировочный шток на расположенном в пределах ножевого барабана конце, а также, по меньшей мере, в еще одном дальнейшем месте установлен на подшипнике скольжения в ножевом барабане и соединен с ножевым барабаном, а на расположенном за пределами ножевого барабана конце соединен с невращающимся, передающим осевые усилия нажимным диском, по меньшей мере, через один подшипник, так что юстировочный шток может перемещаться при помощи нажимного диска в осевом направлении посредством перестановочного устройства, причем на расположенном в пределах ножевого барабана конце юстировочного штока находится нажимная пружина, которая ограничивает свободный ход юстировочного штока в осевом направлении. При этом юстировочный шток вращается вместе с ножевым барабаном и для регулировки зазора между лезвиями должен перемещаться в осевом направлении, для чего он на расположенном в пределах ножевого барабана конце, а также, по меньшей мере, в еще одном дальнейшем месте установлен на подшипнике скольжения в ножевом барабане. Дополнительно юстировочный шток на своем расположенном в пределах ножевого барабана конце прочно соединен через нажимную пружину с ножевым барабаном, причем эта нажимная пружина по всему осевому диапазону регулировки юстировочного штока между его обоими осевыми конечными положениями находится в сжатом состоянии и таким образом постоянно оказывает на юстировочный шток направленное наружу усилие. Далее на расположенном за пределами ножевого барабана конце юстировочного штока смонтирован нажимной диск, который, по меньшей мере, через один подшипник, который может воспринимать осевые и радиальные усилия, соединен с юстировочным штоком, так что этот нажимной диск может перемещаться в осевом направлении, однако не осуществляет вместе с барабаном и соответственно юстировочным штоком вращательное движение.
Преимущество такого расположения на подшипниках юстировочного штока и такого его соединения с нажимным диском заключается в том, что осевое перемещение юстировочного штока может осуществляться посредством устройства за пределами ножевого барабана, которое отсоединено от вращательного движения ножевого барабана. Нажимная пружина представляет надежное и конструктивно простое решение для того, чтобы ограничивать механический свободный ход юстировочного штока при перемещении в осевом направлении.
При этом предпочтительно, если нажимной диск во всех придвинутых при помощи эксцентрика поперек к направлению движения полосы положениях ножевого барабана соединен при помощи механического направления с нажимной пластиной, которая может перемещаться перестановочным устройством, причем перестановочное устройство является неподвижным. Так как ножевой барабан может при помощи эксцентрика вращаться между открытым и закрытым положением, также смонтированный на юстировочном штоке нажимной диск совместно осуществляет это движение поперек к направлению движения полосы. Для того чтобы была возможность перемещать нажимной диск при помощи приводного элемента в осевом направлении, нажимной диск при помощи механического направления, которое проходит в перпендикулярном направлении к юстировочному штоку, соединен во всех придвинутых при помощи эксцентрика положениях ножевого барабана с нажимной пластиной, которая перемещается приводным элементом в осевом направлении.
Таким образом, осевое движение юстировочного штока может вызываться перестановочным устройством, которое смонтировано неподвижно и вследствие этого может проще обслуживаться, а также лучше защищаться от воздействий окружающей среды.
В альтернативном варианте осуществления закрепленный на юстировочном штоке нажимной диск имеет паз, с которым входит в зацепление нажимная пластина при помощи механического направления. Механическое направление выполнено посредством закрепленных на нажимной пластине перпендикулярно к оси барабана роликов, причем нажимная пластина в открытом положении ножевого барабана через расположенные перпендикулярно ролики полностью входит в зацепление с радиальным пазом нажимного диска и таким образом устанавливает силовое замыкание для осевого перемещения юстировочного штока. При этом геометрия нажимного диска и его паза, а также нажимной пластины и роликов выбрана таким образом, что также во всех придвинутых посредством эксцентрика положениях ножевого барабана ролики нажимной пластины, по меньшей мере, еще частично входят в зацепление с пазом нажимного диска, и вследствие этого всегда обеспечено механическое направление нажимной пластины в пазе нажимного диска.
В альтернативном варианте осуществления барабанных ножниц лишь один из обоих ножевых барабанов придвигается при помощи эксцентрика поперек к направлению движения полосы для резки металлической полосы, в то время как второй ножевой барабан выполнен неподвижным и осуществляет лишь вращательное движение вокруг собственной оси. При этом только второй ножевой барабан имеет механизм для регулировки зазора между лезвиями. Так как второй ножевой барабан не осуществляет движение поперек к направлению движения полосы, исключаются нажимная пластина и механическое направление, и нажимной диск перемещается напрямую неподвижным перестановочным устройством в осевом направлении.
В дальнейшем варианте осуществления регулировка зазора между лезвиями осуществляется в открытом положении ножевого барабана, и нажимная пластина и механическое направление между нажимной пластиной и нажимным диском выполнены таким образом, что при перемещении нажимной пластины в осевом направлении опрокидывающий момент на нажимной диск не оказывается. Нажимная пластина и механическое направление между нажимной пластиной и нажимным диском предпочтительно выполнены таким образом, что при перемещении нажимной пластины в осевом направлении опрокидывающий момент на нажимной диск не оказывается. Это может обеспечиваться, например соответствующей геометрией нажимной пластины и механического направления, при котором переданное от нажимной пластины на нажимной диск усилие в осевом направлении разделяется на несколько распределенных симметрично относительно оси юстировочного штока частичных усилий, отдельные опрокидывающие моменты которых взаимно уничтожаются.
Это исполнение имеет то преимущество, что юстировочный шток не изгибается при перемещении, и силы трения минимизируются в подшипниках скольжения, на которых юстировочный шток установлен в ножевом барабане.
В предпочтительном варианте осуществления нажимная пластина имеет вильчатую форму, и механическое направление в нажимном диске включает в себя, по меньшей мере, четное количество расположенных перпендикулярно к оси барабана роликов, причем эти ролики расположены таким образом на нажимной пластине, что в открытом положении барабана ролики зеркально-симметрично распределены относительно оси юстировочного штока, и переданное в осевом направлении усилие равномерно распределяется по всем роликам.
Предпочтительно перестановочное устройство имеет гидравлический приводной элемент для перемещения юстировочного штока в осевом направлении. Нажимная пластина должна для установки зазора между лезвиями перемещаться только в осевом направлении неподвижным перестановочным устройством, причем это перестановочное устройство имеет в предпочтительном варианте осуществления приводимый в действие гидравлически приводной элемент, при помощи которого нажимная пластина может сдвигаться в осевом направлении. Такое исполнение является прочным и надежным и обладает лишь небольшим количеством подвижных элементов. Дальнейшее преимущество заключается в том, что лишь гидравлический приводной элемент перестановочного устройства должен быть смонтирован непосредственно в опасной зоне производственной установки, в то время как, например гидравлический насос, устройство управления гидравлического перестановочного устройства и необходимые клапаны могут размещаться в удаленном от производственной установки помещении.
Далее предпочтительно, если, по меньшей мере, один датчик перестановочного устройства выполнен таким образом, что при помощи него положение нажимной пластины регистрируется и передается на регулировочное устройство. Перестановочное устройство для осевого перемещения нажимной пластины имеет, по меньшей мере, один датчик, который регистрирует положение подвижной части перестановочного устройства, при помощи которого может делаться вывод об осевом положении нажимной пластины и таким образом о значении зазора между лезвиями, причем это показание датчика передается на регулировочное устройство, так что вследствие этого контур регулирования замыкается, и оптимальный зазор между лезвиями может устанавливаться регулировочным устройством в зависимости от толщины и свойств материала разрезаемой металлической полосы.
В предпочтительном варианте осуществления гидравлический приводной элемент имеет датчик, который осевое положение нажимной пластины регистрирует и передает на регулировочное устройство.
В предпочтительном варианте осуществления переходная область на обеих сторонах ножевого барабана между концом боковой поверхности ножевого барабана и хвостовиком барабана скруглена и отполирована, так что механические пиковые напряжения из-за выемок материала в барабане, необходимых для юстировочного штока, захвата, механического соединения, подшипников скольжения и нажимной пружины, предотвращаются. Вследствие этого, несмотря на то, что прочность ножевого барабана уменьшена в силу вышеупомянутых выемок, лучше отводятся высокие механические напряжения, и затрудняется образование микротрещин, которым содействуют в противном случае неровности материала на поверхности. Эти меры предпочтительно сказываются на сроке службы ножевого барабана.
Для того чтобы создавать условия для наиболее прямого решения соответствующей изобретению задачи, предпочтительно использовать барабанные ножницы, у которых оба ножевых барабана могут перемещаться при помощи эксцентрика поперек к направлению движения полосы между открытым и закрытым положением, и ножевые барабаны между моментами времени, в которых металлическая полоса разрезается в поперечном направлении, находятся в открытом положении, и металлическая полоса перемещается между барабанами, и барабаны вращаются с угловой скоростью, которая соответствует скорости движения полосы, причем, по меньшей мере, один ножевой барабан обладает следующими признаками:
- расположенное в осевом направлении и перемещаемое в тангенциальном направлении лезвие, по меньшей мере, с одной плоской поверхностью;
- зажимное устройство для зажатия лезвия;
- устройство для тангенциального перемещения лезвия для регулировки зазора между лезвиями, состоящее, по меньшей мере, из двух расположенных в осевом направлении клиньев, причем, по меньшей мере, первый клин расположен с возможностью перемещения в осевом направлении; и
- перестановочное устройство для перемещения первого клина в осевом направлении, причем перестановочное устройство и зажимное устройство могут приводиться в действие за пределами ножевого барабана, причем процесс регулировки включает в себя следующие шаги:
- замедление ножевых барабанов со скорости движения полосы и поворот ножевого барабана с перемещаемым в тангенциальном направлении лезвием вокруг собственной оси в положение юстировки лезвия, причем лезвие удерживается в незажатом состоянии силой тяжести в ножевом барабане;
- ослабление зажимного устройства;
- установка необходимого зазора между лезвиями посредством перемещения первого клина в осевом направлении благодаря приведению в действие перестановочного устройства;
- зажатие зажимного устройства; и
- ускорение ножевых барабанов до скорости движения полосы. Преимущество этого исполнения ножевого барабана заключается в том, что ножевые барабаны сохраняют для регулировки зазора между лезвиями свое положение друг относительно друга в осевом направлении, и потому могут также использоваться лезвия с проходящей криволинейно режущей кромкой, вследствие чего линия реза проходит симметрично относительно середины полосы, и проходящие неблагоприятным образом растягивающие напряжения в металлической полосе, которые могут приводить к разрыву металлической полосы, предотвращаются, и возникающие усилия резки уменьшаются по сравнению со смонтированными соосно лезвиями с прямолинейной режущей кромкой, так как усилия резки возникают не как у лезвий с прямой режущей кромкой на очень короткое время, а благодаря линии реза, начинающейся посередине полосы и кончающейся по бокам на краях полосы, равномерно распределяются по всей продолжительности резки.
В предпочтительном для эксплуатации барабанных ножниц варианте осуществления зажимное устройство и перестановочное устройство для перемещения первого клина соединены в регулировочное устройство, причем установка необходимого зазора между лезвиями посредством приведения в действие перестановочного устройства в зависимости от толщины и свойств материала разрезаемой в поперечном направлении металлической полосы выполняется регулировочным устройством, причем перестановочное устройство имеет, по меньшей мере, один датчик для регистрации положения подвижной части перестановочного устройства, из которого следует положение первого клина, и которое при помощи датчика зажимного устройства также регистрирует функциональное состояние зажимного устройства и приводит в действие зажимное устройство, так что весь процесс регулировки зазора между лезвиями протекает автоматически.
При этом регулировочному устройству толщина разрезаемой металлической полосы и свойства ее материала передаются в виде сигналов, из чего регулировочное устройство автоматически вычисляет оптимальное значение зазора между лезвиями, и при помощи показания датчика, который регистрирует положение подвижной части перестановочного устройства, может делаться вывод об осевом положении юстировочного штока и таким образом о величине зазора между лезвиями, вследствие чего вместе с датчиком, который регистрирует функциональное состояние зажимного устройства, контур регулирования замыкается, и таким образом регулировочному устройству предоставляется возможность автоматически выполнять необходимые шаги для установки оптимального зазора между лезвиями.
Для выравнивания механического люфта в перестановочном устройстве регулировочное устройство предпочтительно регулирует перемещение юстировочного штока в осевом направлении таким образом, что достижение осевого заданного конечного положения юстировочного штока всегда осуществляется с одного и того же направления: если юстировочный шток должен перемещаться для достижения заданного конечного положения в другом направлении, то он в предпочтительном исполнении соответствующего изобретению способа перемещается перед этим на соответствующее расстояние в противоположном направлении, для того чтобы выравнивать механический мертвый ход. Благодаря этому порядку действий точность установки зазора между лезвиями значительно повышается.
Выполнение регулировки зазора между лезвиями происходит в предпочтительном исполнении соответствующего изобретению способа автоматически, что и желательно по экономическим с точки зрения процесса причинам, так как вследствие этого этот процесс оптимизирован по времени и может воспроизводиться, и предпочтительно по причинам техники безопасности, так как благодаря автоматическому ходу процесса вмешательство оператора непосредственно в опасной зоне ножевого барабана не требуется.
В наиболее предпочтительном варианте осуществления данного изобретения установка необходимого зазора между лезвиями осуществляется во время непрерывной производственной эксплуатации, так что для регулировки зазора между лезвиями дополнительное время подготовки не требуется. Конкретно установка оптимального зазора между лезвиями в зависимости от толщины и свойств материала разрезаемой в поперечном направлении металлической полосы осуществляется во время непрерывного производства металлической полосы между теми моментами времени, в которых металлическая полоса должна разрезаться в поперечном направлении. Это возможно, так как в течение этого промежутка времени ножевые барабаны находятся в открытом положении, в котором может осуществляться возможная и необходимая регулировка зазора между лезвиями, и производимый участок полосы перемещается в течение этого промежутка времени между ножевыми барабанами. Вследствие этого может исключаться обязательное время подготовки, которое требуется для регулировки зазора между лезвиями у обычных барабанных ножниц согласно уровню техники.
Дальнейшие преимущества и признаки данного изобретения проистекают из последующего описания не ограничительных примеров осуществления, причем делается ссылка на следующий чертеж, на котором показаны:
фиг. 1a - поперечное сечение барабанных ножниц с обоими ножевыми барабанами в открытом положении;
фиг. 1b - поперечное сечение барабанных ножниц с обоими ножевыми барабанами в закрытом положении;
фиг. 1c - поперечное сечение соответствующих изобретению барабанных ножниц с обоими ножевыми барабанами в положении юстировки лезвия;
фиг. 2a - поперечное сечение соответствующего изобретению ножевого барабана перпендикулярно к оси барабана с устройством для перемещения лезвия в тангенциальном направлении;
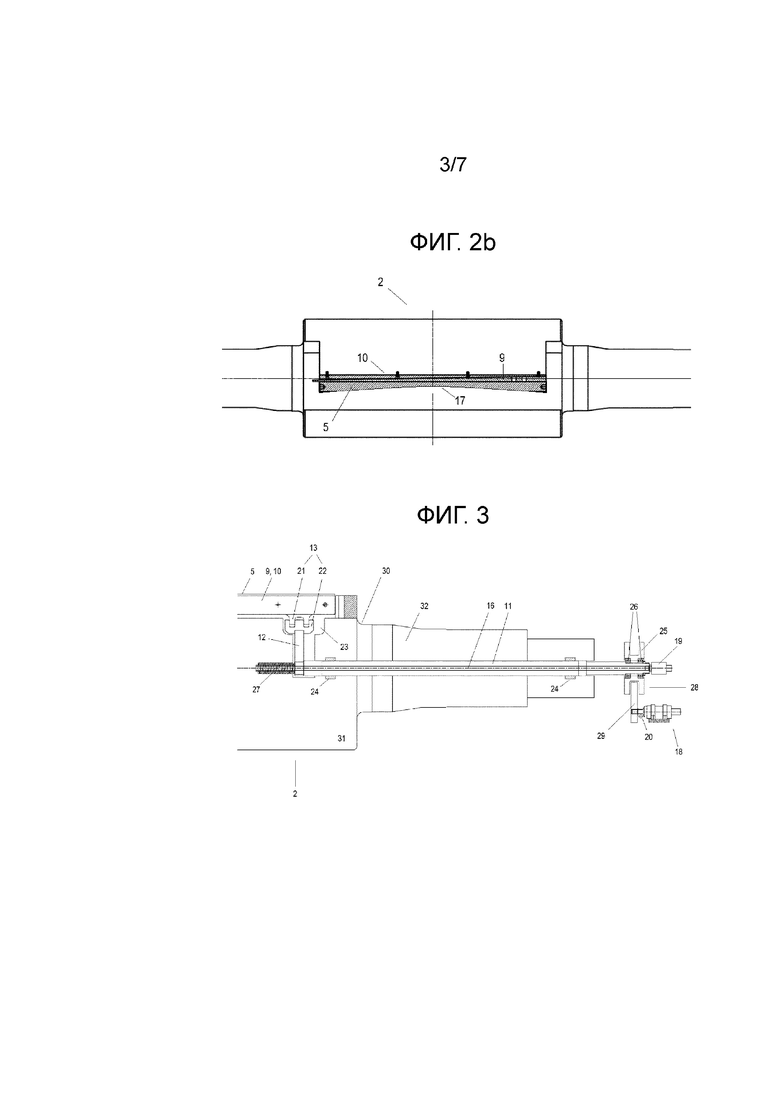
фиг. 2b - вид сверху на соответствующий изобретению ножевой барабан с положением клиньев и лезвия с криволинейной режущей кромкой;
фиг. 3 - поперечное сечение соответствующего изобретению ножевого барабана вдоль оси барабана с перестановочным устройством за переделами ножевого барабана для регулировки зазора между лезвиями;
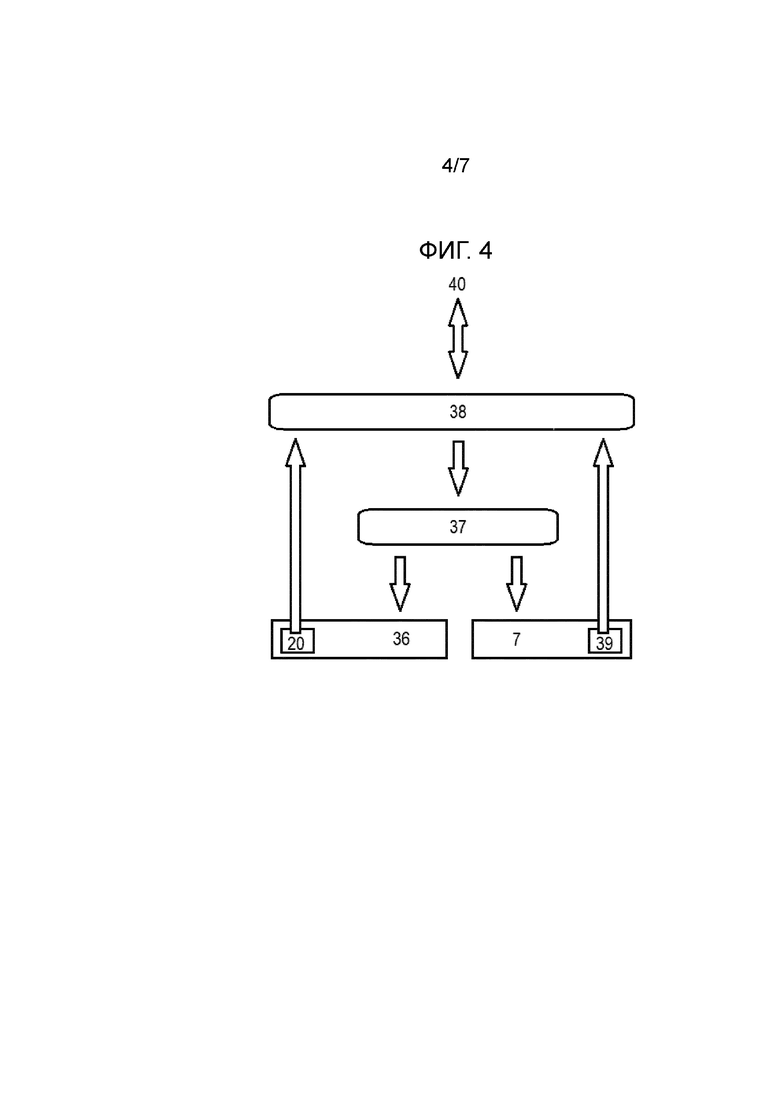
фиг. 4 - блок-схема регулировочного устройства для регулировки зазора между лезвиями;
фиг. 5a - схематичное изображение вильчатой нажимной пластины с роликами;
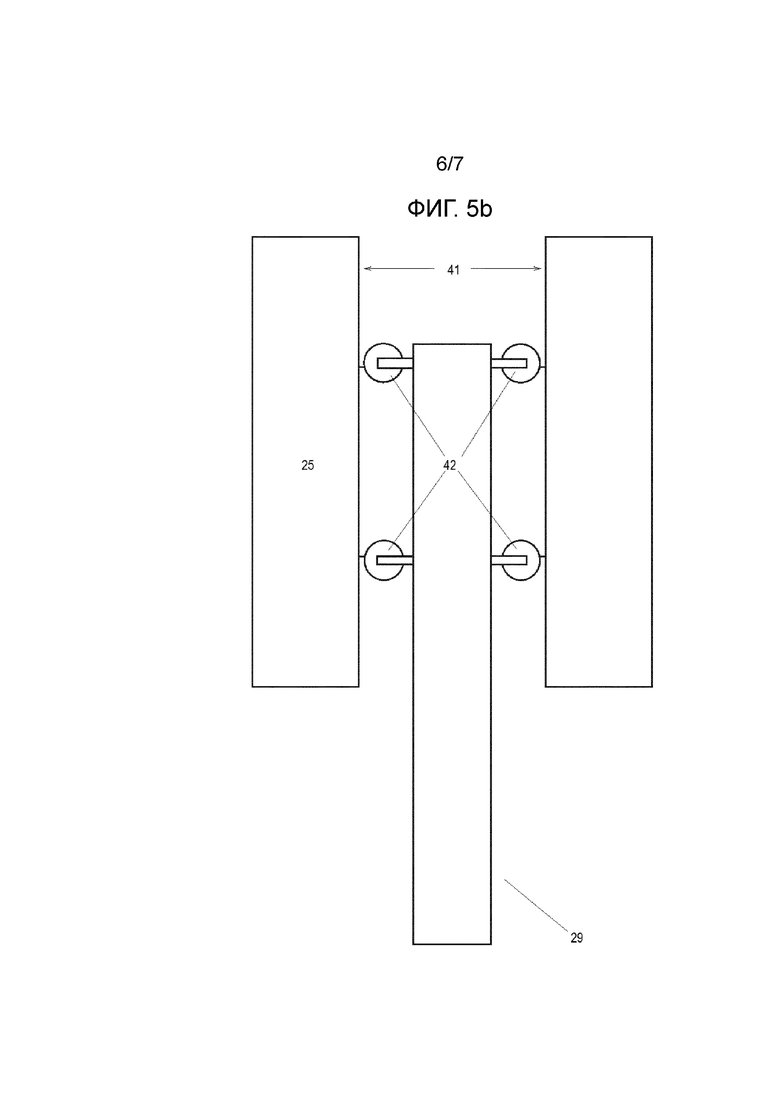
фиг. 5b - вид сбоку нажимного диска с роликами и нажимной пластиной при открытом положении ножевых барабанов; и
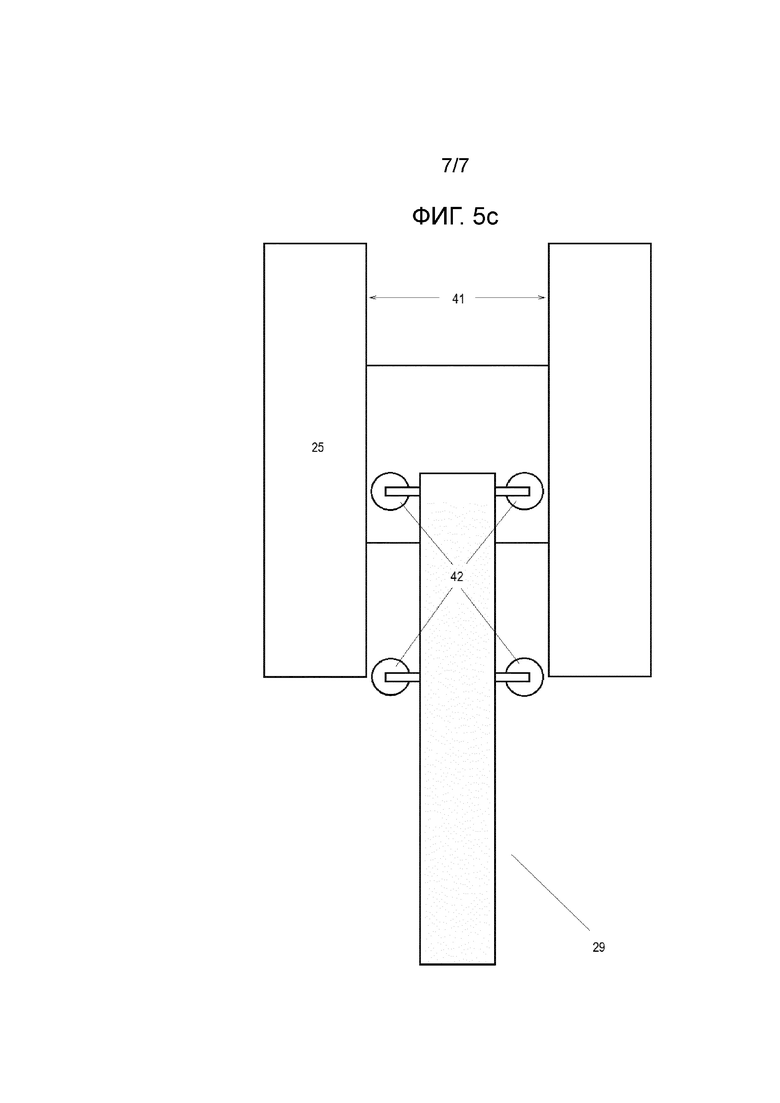
фиг. 5c - вид сбоку нажимного диска с роликами и нажимной пластиной при закрытом положении ножевых барабанов.
Фиг. 1a показывает боковое поперечное сечение барабанных ножниц. При этом произведенная металлическая полоса 1 перемещается между обоими ножевыми барабанами 2 в направлении 3 движения полосы, причем ножевые барабаны 2 находятся в открытом положении 33. Оба ножевых барабана 2 имеют в каждом случае лезвие 5 и синхронизированы в своем вращательном движении, так что лезвия 5 при каждом обороте находятся друг против друга с обеих сторон от металлической полосы 1. При этом измеренное параллельно к металлической полосе 1 расстояние между режущими кромками лезвий 5 обозначается как зазор 4 между лезвиями. В соответствующем изобретению варианте осуществления нижний ножевой барабан имеет перемещаемое в тангенциальном направлении лезвие, по меньшей мере, с одной плоской поверхностью 6, которой лезвие смещается при помощи клинового устройства в тангенциальном направлении.
Фиг. 1b показывает ножевые барабаны 2, сближенные друг с другом поперек к направлению 3 движения полосы и переведенные в положение 34 реза, так что металлическая полоса 1 разрезается лезвиями 5. На фиг. 1c изображено боковое поперечное сечение соответствующего изобретению варианта осуществления барабанных ножниц, причем оба ножевых барабана 2 находятся в открытом положении 33, в то время как металлическая полоса 1 перемещается в направлении 3 движения полосы между ножевыми барабанами 2, причем нижний ножевой барабан с перемещаемым в тангенциальном направлении лезвием 5 повернут в положение 35 юстировки лезвия, так что лезвие 5, не выпадая из барабана, может раскрепляться и затем для установки измененного зазора между лезвиями сдвигаться в тангенциальном направлении.
Фиг. 2a показывает поперечное сечение, перпендикулярное к оси соответствующего изобретению варианта осуществления ножевого барабана 2 с перемещаемым в тангенциальном направлении лезвием 5, которое имеет проходящую криволинейно в осевом направлении режущую кромку 17. При этом лезвие 5 фиксируется в выемке ножевого барабана 2 при помощи зажимного устройства 7, состоящего из зажимного блока 15, натяжных пружин 14 и приводных элементов 8, причем усилие зажатия для придвижения зажимного блока 15 прикладывается натяжными пружинами 14. Приводные элементы 8 могут приводиться в действие гидравликой, так что они устраняют усилия пружин, и зажатие лезвия ослабляется. Благодаря перемещению проходящего вдоль оси барабана юстировочного штока 11 в осевом направлении при помощи захвата 12 и механического соединения 13 первый подвижный клин 9 смещается в осевом направлении, причем он скользит по неподвижно соединенному с ножевым барабаном 2 второму клину 10 и выполняет также движение в тангенциальном направлении. Через плоскую поверхность 6 лезвия 5 это тангенциальное движение первого клина 9 передается на лезвие 5. Юстировочный шток 11 имеет в соответствующем изобретению исполнении осевое отверстие 16, через которое проводится гидравлическая жидкость для приведения в действие приводных элементов 8.
Фиг. 2b показывает вид сверху на соответствующий изобретению вариант осуществления ножевого барабана 2, на котором изображено положение лезвия 5 с криволинейной режущей кромкой 17, первого подвижного клина 9 и неподвижно соединенного с ножевым барабаном второго клина.
Фиг. 3 показывает поперечное сечение соответствующего изобретению ножевого барабана вдоль оси барабана с перестановочным устройством за переделами ножевого барабана для регулировки зазора между лезвиями. При этом ножевой барабан 2 включает в себя лезвие 5, которое при помощи первого подвижного клина 9 и неподвижно соединенного с ножевым барабаном второго клина 10 может перемещаться в тангенциальном направлении посредством осевого смещения проходящего вдоль ножевого барабана юстировочного штока 11, причем осевое движение юстировочного штока 11 передается на первый клин через жестко соединенный с юстировочным штоком 11 захват 12 и механическое соединение 13, состоящее из кулачкового гребня 21 и кулачковой вилки 22 на захвате. Юстировочный шток 11 имеет осевое отверстие 16 и вращающийся подвод 19, через которые гидравлическая жидкость проводится для приведения в действие приводного элемента устройства зажатия лезвия. Юстировочный шток 11, по меньшей мере, в двух местах установлен на подшипниках 24 скольжения в ножевом барабане 2 и для выравнивания механического люфта в осевом направлении соединен через нажимную пружину 27 с ножевым барабаном 2. На расположенном за пределами ножевого барабана 2 конце юстировочного штока 11 смонтирован нажимной диск 25, который при помощи, по меньшей мере, двух воспринимающих радиальные и тангенциальные усилия подшипников 26 отсоединен от вращения юстировочного штока 11. Нажимной диск 25 соединен через механическое направление 28 с нажимной пластиной 29 и может при помощи нее перемещаться в осевом направлении. Нажимная пластина 29 в соответствующем изобретению исполнении перемещается приводным элементом 18 перестановочного устройства, который имеет датчик 20 для регистрации положения нажимной пластины 29.
Фиг. 4 показывает схему регулирования соответствующего изобретению способа: при этом регулировочное устройство 38 присоединено к матрице управления процессом с возможностью передачи сигналов 40, вследствие чего регулировочному устройству 38 передаются толщина и свойства материала разрезаемой в поперечном направлении металлической полосы. Дополнительно регулировочному устройству 38 передаются обратно при помощи датчика 39 зажимного устройства 7 его функциональное состояние, а также при помощи датчика 20 перестановочного устройства 36 позиционное значение приводного элемента, из которого может рассчитываться текущее значение зазора между лезвиями, так что регулировочное устройство 38 может из этого передавать необходимые для регулировки зазора между лезвиями сигналы управления в виде автоматической последовательности на устройство 37 управления, которое в свою очередь управляет соответствующим образом зажимным устройством 7 и перестановочным устройством 36.
Из-за необходимых для механизма регулировки зазора между лезвиями выемок 23 материала в ножевом барабане 2 переходная область 30 на обеих сторонах между краем боковой поверхности 31 и хвостовиком 32 барабана скруглена и отполирована.
Фиг. 5a показывает соответствующее изобретению исполнение вильчатой нажимной пластины 29, на которой смонтированы несколько роликов 42 перпендикулярно к оси ножевого барабана.
Фиг. 5b показывает согласно соответствующему изобретению исполнению относительное положение нажимной пластины 29 и нажимного диска 25 при открытом положении 33 ножевых барабанов: нажимная пластина 29 при регулировке зазора между лезвиями входит в зацепление роликами 42 с радиальным пазом 41 нажимного диска 25, так что передача усилия от нажимной пластины 29 на нажимной диск 25 в осевом направлении происходит симметрично, и опрокидывающий момент не возникает на нажимном диске 25.
Фиг. 5c показывает согласно соответствующему изобретению исполнению относительное положение нажимной пластины 29 и нажимного диска 25 при закрытом положении 34 ножевых барабанов: геометрия нажимного диска 25 и нажимной пластины 29 выбрана таким образом, что ролики 42 даже в момент времени реза металлической полосы входят в частичное зацепление с радиальным пазом 41, так что при повороте ножевых барабанов из открытого положения 33 в закрытое положение 34 и обратно имеет место механическое направление между нажимной пластиной 29 и нажимным диском 25.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 металлическая полоса
2 ножевой барабан
3 направление движение полосы
4 зазор между лезвиями
5 лезвие
6 плоская поверхность
7 зажимное устройство
8 приводной элемент зажимного устройства
9 первый клин
10 второй клин
11 юстировочный шток
12 захват
13 механическое соединение
14 натяжная пружина
15 зажимной блок
16 осевое отверстие
17 режущая кромка
18 приводной элемент перестановочного устройства
19 вращающийся подвод
20 датчик
21 кулачковый гребень
22 кулачковая вилка
23 выемка материала
24 подшипник скольжения
25 нажимной диск
26 подшипник
27 нажимная пружина
28 механическое направление
29 нажимная пластина
30 переходная область
31 боковая поверхность
32 хвостовик барабана
33 открытое положение
34 закрытое положение
35 положение юстировки лезвия
36 перестановочное устройство
37 устройство управления
38 регулировочное устройство
39 датчик зажимного устройства
40 присоединение с возможностью передачи сигналов к матрице управления процессом
41 радиальный паз
42 ролики.



Изобретение относится к устройству и способу регулировки зазора между лезвиями барабанных ножниц для разрезания металлической полосы. Барабанные ножницы содержат два ножевых барабана для поперечной резки металлической полосы, имеющих расположенное в осевом направлении и перемещаемое в тангенциальном направлении лезвие по меньшей мере с одной плоской поверхностью, зажимное устройство, два клина, расположенных в осевом направлении, юстировочный шток, захват и механическое соединение, перестановочное устройство и устройство управления. В результате обеспечивается установка зазора между лезвиями автоматически без дополнительного времени подготовки во время производственной эксплуатации барабанных ножниц. 2 н. и 12 з.п. ф-лы, 10 ил. 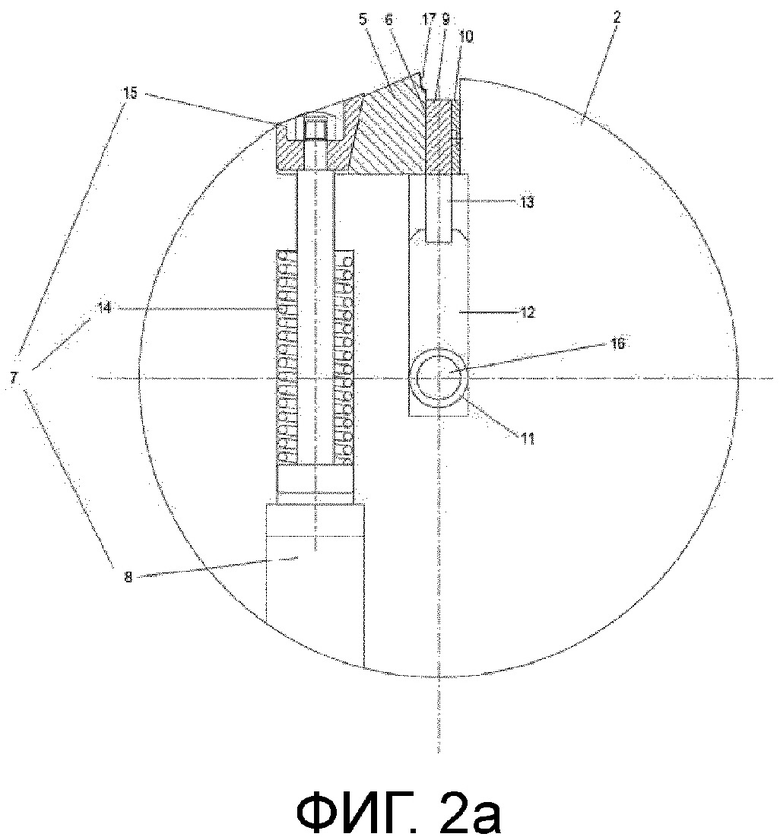
1. Барабанные ножницы с двумя ножевыми барабанами для поперечной резки металлической полосы (1), причем ножевые барабаны (2) выполнены с возможностью перемещения при поперечной резке поперек к направлению (3) движения полосы при помощи эксцентрика между открытым и закрытым положением, при этом для установки зазора (4) между лезвиями ножевой барабан (2) содержит:
- расположенное в осевом направлении и перемещаемое в тангенциальном направлении лезвие (5) по меньшей мере с одной плоской поверхностью (6),
- зажимное устройство (7) по меньшей мере с одним приводным элементом (8);
- два расположенных в осевом направлении клина в каждом случае с клиновой поверхностью, причем лезвие (5) при помощи первого перемещаемого в осевом направлении клина (9) имеет возможность перемещения в тангенциальном направлении, а второй клин (10) неподвижно соединен с ножевым барабаном (2),
- центральный, распложенный вдоль оси барабана, частично выступающий из ножевого барабана и вращающийся вместе с ножевым барабаном (2) юстировочный шток (11) для перемещения первого клина (9), захват (12) и механическое соединение (13), причем первый клин (9) посредством захвата (12) через механическое соединение (13) имеет возможность перемещения юстировочным штоком (11) в осевом направлении,
- перестановочное устройство (36) для сдвига юстировочного штока (11) в осевом направлении при помощи приводного элемента (18), и
- устройство (37) управления, которое соединено с возможностью передачи сигналов с перестановочным устройством (36) и зажимным устройством (7), так что при помощи приводного элемента (8) зажимного устройства (7) зажатие лезвия ослабляется, и лезвие (5) посредством приведения в действие перестановочного устройства (36) имеет возможность перемещения в тангенциальном направлении.
2. Ножницы по п.1, отличающиеся тем, что зажимное устройство (7) имеет натяжные пружины (14) и выполнено с возможностью гидравлического ослабления приводным элементом (8), при этом гидравлическая жидкость подводится из области за пределами ножевого барабана (2) через вращающийся подвод (19) и осевое отверстие (16) в юстировочном штоке (11) к приводному элементу.
3. Ножницы по п.1 или 2, отличающиеся тем, что устройство (37) управления соединено с регулировочным устройством (38), перестановочное устройство (36) имеет по меньшей мере один датчик (20), который передает положение подвижной части перестановочного устройства (36) обратно на регулировочное устройство (38), из чего следует положение первого клина (9), причем регулировочное устройство (38) вычисляет зазор (4) между лезвиями в зависимости от толщины и свойств материала разрезаемой металлической полосы (1) и регулирует его, пользуясь датчиком (20) перестановочного устройства (36), при помощи устройства (37) управления, при этом состояние зажимного устройства (7) зарегистрировано датчиком (39) и передается обратно регулировочному устройству (38).
4. Ножницы по любому из пп. 1-3, отличающиеся тем, что механическое соединение (13) между первым клином (9) и захватом (12) выполнено таким образом, что первый клин (9) имеет кулачковый гребень (21), а захват (12) при помощи кулачковой вилки (22) входит в зацепление с кулачковым гребнем (21) первого клина (9), так что первый клин (9) перемещается захватом (12) в осевом направлении.
5. Ножницы по любому из пп. 1-4, отличающиеся тем, что захват (12) обладает жестким соединением с юстировочным штоком (11), при этом ножевой барабан (2) имеет в области захвата (12) выемку (23) материала, так что захват (12) перемещается во внутренней области ножевого барабана (2) между обоими конечными положениями в осевом направлении, причем конечные положения захвата (12) соответствуют максимально и соответственно минимально устанавливаемому зазору (4) между лезвиями.
6. Ножницы по любому из пп. 1-5, отличающиеся тем, что юстировочный шток (11) на расположенном в пределах ножевого барабана (2) конце и по меньшей мере в еще одном дальнейшем месте установлен на подшипнике (24) скольжения в ножевом барабане (2) и соединен с ножевым барабаном (2), а на расположенном за пределами ножевого барабана (2) конце соединен с невращающимся, передающим осевые усилия нажимным диском (25) по меньшей мере через один подшипник (26), так что юстировочный шток (11) перемещается при помощи нажимного диска (25) в осевом направлении посредством перестановочного устройства (36), причем на расположенном в пределах ножевого барабана (2) конце юстировочного штока (11) находится нажимная пружина (27), которая ограничивает свободный ход юстировочного штока в осевом направлении.
7. Ножницы по п.6, отличающиеся тем, что нажимной диск (25) во всех придвинутых при помощи эксцентрика поперек к направлению движения полосы положениях ножевого барабана (2) соединен при помощи механического направления (28) с нажимной пластиной (29), которая перемещается перестановочным устройством (36), причем перестановочное устройство (36) является неподвижным.
8. Ножницы по п.6 или 7, отличающиеся тем, что регулировка зазора между лезвиями осуществляется в открытом положении ножевого барабана (2), причем при перемещении нажимной пластины (29) в осевом направлении механическое направление (28) между нажимной пластиной (29) и нажимным диском (25) выполнено таким образом, что предотвращается опрокидывающий момент, действующий на нажимной диск (25).
9. Ножницы по любому из пп. 6-8, отличающиеся тем, что перестановочное устройство (36) имеет гидравлический приводной элемент (18) для перемещения юстировочного штока (11) в осевом направлении.
10. Ножницы по любому из пп. 6-9, отличающиеся тем, что по меньшей мере одним датчиком (20) перестановочного устройства (36) положение нажимной пластины (29) регистрируется и передается на регулировочное устройство (38).
11. Ножницы по любому из пп. 5-10, отличающиеся тем, что переходная область (30) на обеих сторонах ножевого барабана (2) между концом боковой поверхности (31) ножевого барабана (2) и хвостовиком (32) барабана скруглена и отполирована, так что механические пиковые напряжения из-за выемок материала в барабане, необходимых для юстировочного штока (11), захвата (12), механического соединения (13), подшипников (24) скольжения и нажимной пружины (27), могут предотвращаться.
12. Способ регулировки зазора (4) между лезвиями барабанных ножниц с двумя ножевыми барабанами (2) для поперечной резки металлической полосы, причем ножевые барабаны (2) перемещаются при помощи эксцентрика поперек к направлению (3) движения полосы между открытым положением (33) и закрытым положением (34), и ножевые барабаны (2) между моментами времени, в которых металлическая полоса разрезается в поперечном направлении, находятся в открытом положении (33), причем металлическая полоса перемещается между ножевыми барабанами (2), и ножевые барабаны (2) вращаются с угловой скоростью, которая соответствует скорости движения полосы, причем по меньшей мере один ножевой барабан содержит:
- расположенное в осевом направлении и перемещаемое в тангенциальном направлении лезвие (5) по меньшей мере с одной плоской поверхностью (6),
- зажимное устройство (7) для зажатия лезвия (5),
- устройство для перемещения лезвия (5) в тангенциальном направлении для регулировки зазора (4) между лезвиями, состоящее по меньшей мере из двух расположенных в осевом направлении клиньев (9, 10), причем по меньшей мере первый клин (9) расположен с возможностью перемещения в осевом направлении, и
- перестановочное устройство (36) для перемещения первого клина (9) в осевом направлении, причем перестановочное устройство (36) и зажимное устройство (7) приводят в действие за пределами ножевого барабана (2), причем процесс регулировки включает следующие шаги:
- замедление ножевых барабанов (2) со скорости движения полосы и поворот ножевого барабана с перемещаемым в тангенциальном направлении лезвием (5) вокруг собственной оси в положение (35) юстировки лезвия, причем лезвие (5) удерживается в незажатом состоянии силой тяжести в ножевом барабане (2),
- ослабление зажимного устройства (7),
- установка необходимого зазора (4) между лезвиями посредством перемещения первого клина (9) в осевом направлении благодаря приведению в действие перестановочного устройства (36),
- зажатие зажимного устройства (7) и
- ускорение ножевых барабанов (2) до скорости движения полосы.
13. Способ по п.12, отличающийся тем, что установку необходимого зазора (4) между лезвиями посредством приведения в действие перестановочного устройства (36) в зависимости от толщины и свойств материала разрезаемой в поперечном направлении металлической полосы (1) выполняют регулировочным устройством (38), причем перестановочное устройство (36) имеет по меньшей мере один датчик (20) для регистрации положения подвижной части перестановочного устройства (36), из которого следует положение первого клина (9), и которое при помощи датчика (39) зажимного устройства (7) также регистрирует функциональное состояние зажимного устройства (7) и приводит в действие зажимное устройство (7), так что весь процесс регулировки зазора между лезвиями протекает автоматически.
14. Способ по п.12 или 13, отличающийся тем, что установку необходимого зазора (4) между лезвиями осуществляют во время непрерывной производственной эксплуатации, так что для регулировки зазора между лезвиями дополнительное время подготовки не требуется.
| CN 103752940 A, 30.04.2014 | |||
| СИСТЕМА БАРАБАННЫХ НОЖНИЦ | 2009 |
|
RU2466833C2 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |
| Барабанные ножницы для резки листового материала | 1982 |
|
SU1085707A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1996 |
|
RU2103117C1 |
| DE 19749170 A1, 12.05.1999. | |||

