Изобретение относится к тигельному или ленточному прессу для тиснения различных материалов, в частности древесных или полимерных, посредством структурирования поверхности, и к изготовлению тигельных или ленточных прессов согласно изобретению.
Прокладка пресса или бесконечная лента предназначены для изготовления прессованных древесных панелей с декоративно-облицовочным бумажным покрытием. Всю поверхность древесных панелей покрывают пленочным слоем аминопласта, как обобщенно называют термореактивные синтетические смолы. Технологический процесс выполняют, например, на одноплитных прессах с коротким рабочим циклом, намногоплитных прессах или на ленточных прессах с двойным бесконечным формоносителем. Комплект оборудования тигельного или ленточного пресса предназначен для изготовления древесных материалов с желаемой структурой поверхности. В таких случаях предпочтительно, но не исключительно, применяют тиснение с совмещением. Это означает, что определенному орнаменту декоративного бумажного покрытия соответствует индивидуальная матрица тигельного или ленточного пресса, с помощью которой при тиснении формируют рельефную структуру поверхности декоративного бумажного покрытия. Рельеф готовой поверхности может имитировать естественную структуру материала, например текстуру и пористость древесины или натурального камня. Предусмотрена также возможность создания рельефа, соответствующего любому декору по желанию заказчика.
Декоративное и облицовочное бумажное покрытие, преимущественно, наносят с применением термореактивных смол, которые под воздействием давления и температуры в прессе переходят в жидкую форму и образуют с древесным материалом прочное сцепление при одновременном усилении поперечных связей и повышении вязкости смолы в конечном состоянии. Среди используемых термореактивных синтетических смол наиболее подходящими показали себя меламиновые, фенольные и меламин/карбамидные смолы. Меламиновая смола разжижается в процессе прессования при высокой температуре с дальнейшей поликонденсацией. Время прессования и воздействия высоких температур определяются уровнем поперечных межмолекулярных связей меламиновых смол и свойствами обрабатываемых ими поверхностей. К концу процесса прессования меламиновая смола приобретает желаемую степень поперечных связей и переходит в твердую фазу; естественный вид облицованной поверхности, воспроизводящей рельеф поверхности штампа для тиснения, достигается за счет одновременного структурирования поверхности меламиновой смолы при тиснении.
На существующем уровне техники штампы для тиснения с помощью тигельных или ленточных прессов выполняют из тонколистовой стали; нужную структуру поверхности печатной формы получают различными способами обработки. Это, например, нанесение способом трафаретной печати на поверхность штампа тигельного пресса резиста (органического материала, чувствительного к какому-либо излучению, для формирования рельефного изображения на печатной форме и ее защиты от травителя) с последующим травлением. Такие штанцплаты (плиты печатных форм) имеют очень большой формат, в силу чего при выполнении последующих технологических операций требуется очень высокая степень точности обработки, в особенности - совмещения. Всегда существует несколько стадий особо глубокого травления структуры поверхности, на которых выполняется ряд последовательных операций травления с предварительным нанесением резиста, устойчивого к травителю. Все будущие выпуклые элементы рельефа тисненой поверхности на поздних стадиях травления матрицы штампа покрывают маской таким образом, что корродируют только те участки структуры, которые непосредственно подвергаются воздействию травящего агента. В результате на участках травления образуются углубления нужного профиля; в завершение травления поверхность очищают, уделяя особое внимание удалению маски.
Существует альтернативный способ, при котором на матрицу тигельного или ленточного пресса наносят фоточувствительный слой, который затем экспонируют и проявляют, в результате чего участки фотослоя формируют резистное покрытие. Такая технология нанесения масок сложна и трудоемка, поскольку слои резиста всегда должны многократно накладываться точно на одни и те же участки, особенно при вытравливании глубоких структур.
Кроме этого, на современном инженерном уровне известно применение вместо трафаретной печати технологии прямого наложения на формоноситель тигельного и ленточного пресса восковой или лаковой маски методом цифровой печати. Цифровая печать позволяет многократно повторять травление с получением в результате структур большой глубины.
На известном техническом уровне известен также подход к созданию заданных глубокоструктурированных поверхностей посредством прямой лазерной обработки. Точное управление лазером посредством инструментария цифровой печати обеспечивает в результате 100%-ное совмещение матрицы тигельных или ленточных прессов с декором облицовочного бумажного покрытия. Достижение должной степени совпадения рельефа тигельного пресса с орнаментом декоративной бумаги стало возможным только недавно с разработкой новых технологий структурирования поверхностей.
Готовые матрицы тигельных или ленточных прессов могут быть подвергнуты последующей обработке для получения специальных декоративных эффектов, например, различных степеней блеска. Степень блеска обработанной поверхности может варьироваться от матовой или шелковисто-матовой до зеркально-глянцевой, благодаря чему отделочные древесные панели внешне идентичны натуральной древесине. Эта технология позволяет достоверно имитировать не только пористую текстуру древесины, но и фактуру кожаных, керамических покрытий, природного камня, а также воспроизводить вымышленный орнамент. Этим способом может быть воплощена структура любого оригинального декора.
Предусмотрена возможность включения в декоративно-облицовочное бумажное покрытие противоабразионных частиц, например, корунда, что обеспечивает высокий уровень износостойкости древесных панелей как конечного продукта в зависимости от назначения - от обшивки стен до настилки полов. Однако износостойкость конечного продукта отрицательно сказывается на поверхности печатной формы тигельных или ленточных прессов. Между древесным материалом с тисненой поверхностью и штампом тигельного или ленточного пресса происходит относительное перемещение при каждом выполнении операции тиснения и размыкании пресса, в результате чего структура поверхности штампа подвергается износу. Возникает необходимость полного восстановления или замены матрицы штампа. Печатная форма требует восстановление уже после довольно непродолжительного использования для тиснения таких покрытий, как, например, ДВП высокой плотности или ламинированное напольное покрытие. Причиной достаточно быстрого изнашивания хромированных поверхностей является высокое содержание в слое меламиновой смолы корунда, добавляемого для повышения стойкости покрытия. Изготовление печатной формы тигельного пресса достаточно сложно и затратно, в то время как после выработки ресурса она подлежит утилизации как металлолом. Это происходит, кроме прочего, в силу того, что заготовка печатной формы тигельного или ленточного пресса сначала проходит всенаправленное промежуточное шлифование и дополнительное полирование перед новым структурированием поверхности, в результате чего после нескольких циклов восстановления толщина формоносителя тигельного или ленточного пресса постепенно перестает отвечать техническим требованиям. Сложный процесс структурирования поверхности включает, например, согласно классической технологии травления, наложение резиста (кислотоупорного слоя) для последующего травления, скажем, хлористым железом (3), пескоструйную обработку до определенной степени блеска и нанесение защитного, допустим, хромового, покрытия, или, как вариант, структура может быть сформирована посредством лазерной гравировки. Более того, рабочие поверхности тигельного пресса при механическом повреждении, как правило, должны быть полностью отшлифованы и заново структурированы. Это приводит к ситуации, когда дорогостоящие несущие плиты тигельного пресса, условно сохраняющие эксплуатационную пригодность, подлежат списанию на металлолом после четырех-шести циклов восстановления, так как из-за уменьшения толщины они теряют устойчивость, поскольку не могут быть надлежащим образом закреплены в прессовом оборудовании.
В заявляемом изобретении для решения этой задачи предложен новый тип печатной формы для одноплитного и многоплитного тигельного или одно- и двухленточного прессового оборудования, обеспечивающий снижение производственных затрат и продление полезного срока службы формоносителя по сравнению с традиционными тигельными или ленточными прессами.
В изобретении поставленная задача решается путем склеивания несущей плиты с рельефной матрицей штампа для [конгревного] тиснения. Преимущества вариантов реализации изобретения очевидны из подпунктов патентной формулы.
В изобретении предложена компоновка, характеризующаяся тем, что матрица с рельефной рабочей поверхностью (/печатная форма/клише/штанц-форма) крепится на формоносителе (несущей плите/штанцплате) посредством адгезивного агента в отличие от предшествующих технологий, где структурированию подвергается непосредственно поверхность формоносителя тигельного или ленточного пресса. Благодаря этому производство штампов для одноэтажных (одноплитных) или многоэтажных (многоплитных) прессов может быть экономически и технологически оптимизировано за счет раздельного изготовления матрицы и несущей плиты с последующим их склеиванием. Обеспечивается возможность в последующем при износе структурированной тиснящей поверхности отделить матрицу от несущей плиты штампа и заменить на новую. Предлагаемая технология обеспечивает значительную экономию материалов благодаря многократному использованию несущей плиты с заменой лишь очень тонкого слоя матрицы с рельефом тиснения.
Формоноситель,, изготавливаемый, например, из нержавеющей стали, в частности, марок AISI630, AISI410 или AISI304, или из латуни, проходит предварительную подготовку согласно известным технологиям. Однако, вместо традиционного структурирования травлением или цифровой лазерной гравировкой поверхности формоносителя тигельного или ленточного пресса отдельно от него изготавливают печатную форму, то есть рельефный слой матрицы. После этого формоноситель и печатную форму скрепляют друг с другом по всей площади смежных поверхностей посредством адгезивного вещества с образованием прочной, но разъемной сэндвич-структуры. Основным достоинством такой многослойной сэндвич-структуры является возможность при последующем восстановлении штампа сохранять несущую плиту, заменяя лишь матрицу для тиснения. Благодаря этому достигается существенная экономия производственных и сырьевых ресурсов. Дополнительным преимуществом является значительный выигрыш во времени поставки, поскольку более тонкая и дешевая, чем формоноситель, печатная форма может быть изготовлена заблаговременно и храниться в запасе для конкретного заказчика.
Допускается как гладкая, так и структурированная поверхность формоносителя. Многослойный штамп тигельного пресса согласно изобретению предусмотрен как для плоскоуглубленного, так и для конгревного (рельефного) тиснения обрабатываемых поверхностей. Каждый из двух вариантов осуществления, выбранный в зависимости от требований заказчика, с помощью сэндвич-штампа обеспечивает одинаково высокое качество соответствующего вида тиснения. Поскольку гладкие матрицы, так же как и рельефные, выходят из строя из-за повреждения посторонними включениями, их замена с сохранением формоносителя дает те же преимущества, что описаны выше.
Возможны варианты, при которых адгезивом может служить припой, например, золотой, оловянный, серебряный, платиновый, латунный, фосфорный, или с содержанием сурьмы, свинца, алюминия или кремния, а также паяльная паста или подобные типы припоя, вводимые, по меньшей мере, локально, но, предпочтительно, по всей площади между смежными поверхностями формоносителя (штанц-платы) и печатной формы (штанц-формы). Разъемное соединение между формоносителем и печатной формой может быть выполнено с помощью пайки; преимущество такого соединения возрастает за счет высокой теплопроводности материала припоя, благодаря которой возрастает эффект прямого термического воздействия на поверхности спрессовываемых материалов облицовочной панели при наложении декоративно-отделочного бумажного покрытия на древесную основу посредством поликонденсации. Также предусматривается возможность частичной или полной припайки клише к формоносителю с помощью фольгированного припоя; при этом слой клише легко отделяют от несущей плиты путем нагрева обоих элементов выше точки плавления припоя. Использование припоя в виде фольги одновременно гарантирует равномерный тонкий [соединительный] слой и равномерное распределение температуры и сил, прилагаемых при тиснении к обрабатываемому материалу.
Исходя из базовых технических условий формоноситель должен быть выполнен на основе металла, преимущественно алюминия, никеля, цинка, меди, латуни или нержавеющей стали, например, марок AISI630, AISI410 или AISI304, а матрица для тиснения - на основе магнитного материала с подбором толщины в зависимости от глубины тиснения, преимущественно в диапазоне от 0,3 до 3,0 мм и, предпочтительно в пределах от 0,3 до 1,5 мм.
В адгезионный агент добавляют металлическую пудру, например медную, латунную, алюминиевую или железную, для увеличения коэффициента теплопередачи тигельных или ленточных прессов, относящихся к изобретению; нагревание материалов прессуемых панелей абсолютно необходимо в одноплитных или многоплитных прессах. Таким образом, применяемые для этих целей адгезивы должны быть рассчитаны на работу при температурах до 250°C без самопроизвольного отслоения матрицы при нагревании, например, до 220°C, при выработке панельных материалов. Одновременно, адгезивные вещества должны быть подвержены отжигу при температурах выше 250°C для беспрепятственного отсоединения матрицы от несущей плиты.
В другом случае адгезив может быть приготовлен из магнитных материалов. Адгезивы такого типа применимы, когда формоноситель и печатная форма изготовлены из стали и, следовательно, обладают магнитными характеристиками. В качестве адгезионного слоя для крепления на несущей плите клише для тиснения может быть использована магнитная фольга с высокой термостойкостью, обеспечивающая прочное равномерное сцепление поверхностей. В случае применения магнитной фольги будет использован, например, поперечно сшитый кремнийорганический эластомер с добавлением магнетиков с высокой термостойкостью, таких как самарий/кобальт, алюминий/никель/кобальт, неодим/железо/бор, барий или ферриты стронция или мягкие ферриты типа марганца/цинка. Все вышеназванные постоянные магнетики в условиях высоких рабочих температур около 220°C теряют лишь небольшую часть своей удерживающей силы - в пределах 15-20%. Доля магнитных материалов в каждом конкретном случае зависит от требуемого удерживающего усилия материалов с учетом потери в удерживающей способности при высоких рабочих температурах и общей массы печатной формы. Однако эти ограничения легко поддаются учету при расчете усилия постоянного разъемного соединения между плитой и матрицей штампа с помощью магнитной фольги. При этом магнитная фольга обеспечивает легкое разделение двух плоскостей без остатка загрязняющего налета и быструю замену изношенной тиснящей матрицы.
Для упрощения изготовления печатных форм с применением известных технологий, таких как травление или лазерная гравировка, они, предпочтительно, должны быть тонкими. Тогда, будущую матрицу в виде металлической фольги или тонкого листа металла для структурирования тиснящей поверхности помещают на стальной цилиндр, диаметр которого соответствует максимальной ширине тигельных прессов, чтобы матрица после нанесения на нее рельефа и отвода цилиндра могла быть наложена на формоноситель.
Для гравирования матричного рельефа заготовки из металлической фольги или тонколистового металла, например стальные или латунные, помещают на стальной цилиндр. Отгравированные металлическую фольгу или тонкие листы металла обрезают по размерам формоносителя, скрепляют с ним и устанавливают на тигельном или ленточном прессе для дальнейшего использования.
Предусмотрена возможность применения технологии наложения оболочки Балларда [Технология изготовления цилиндрической печатной формы для ротационной глубокой печати. (E.S. Ballard, US 1,918,627, July 18, 1933)], которую изготавливают нанесением на медную подложку толщиной около 100 мкм гальваностереотипа и накладывают на несущий (формный) медный цилиндр, предварительно покрытый разделительным слоем, позволяющим в дальнейшем легко снимать матричную оболочку Балларда. Съемный медный матричный слой, наложенный на формный цилиндр для ротационной глубокой печати, называют оболочкой Балларда. Стальной формный цилиндр [ротационной машины глубокой печати] покрыт несущим слоем меди толщиной около 2 мм, на который гальванически наносят второй медный слой так называемой оболочки Балларда. Между оболочкой Балларда толщиной 100 мкм и несущим цилиндром введен разделительный слой, позволяющий легко снимать и заменять оболочку Балларда. После нанесения медного гальванического покрытия его поверхность подлежит полированию и структурированию, например, с использованием лазера. Затем гравированную поверхность хромируют для повышения износостойкости, после чего дальнейшие этапы обработки в разных случаях выполняют, например, для достижения нужной степени блеска или иных целей. Для удаления оболочки Балларда ее, как правило, вскрывают на одном из концов стального цилиндра и стягивают щипцами. Несущий стальной цилиндр многократно используют в последующих производственных циклах.
Рекомендуемым металлом для формоносителя является, например, нержавеющая сталь марок AISI630, AISI410 или AISI304, или же листовая латунь. Печатная форма, в свою очередь, может быть выполнена из меди, латуни или нержавеющей стали толщиной, которую выбирают в зависимости от глубины рельефа, преимущественно от 0,3 до 3,0 мм, предпочтительно 0,3-1,5 мм.
Основным признаком новизны тигельных или ленточных прессов согласно изобретению является возможность разделения формоносителя и печатной формы, последняя из которых подвержена более интенсивному износу. Благодаря этому формоноситель может использоваться многократно с заменяемыми печатными формами, соединяемыми с ним тугоплавким или легкоплавким припоем или, предпочтительно, припойной пастой. Сохранение всех преимуществ предусмотрено при использовании варианта соединения с помощью магнитных материалов, в частности магнитной соединительной фольги.
Предметом изобретения является также способ изготовления тигельных или ленточных прессов предлагаемой новой конструкции. Для снижения материальных и производственных затрат предлагается тигельный или ленточный пресс для тиснения различных материалов, в особенности древесных и пластиков, отличающийся конструкцией формоносителя и печатной формы, где
- на тиснящую поверхность печатной формы наносят рельеф травлением, прокаткой, штампованием или лазерной гравировкой,
- на поверхность формоносителя и/или печатной формы наносят адгезионный слой, и
- адгезионный слой служит для скрепления двух конструктивных элементов - формоносителя (штанцплаты) и печатной формы (штанц-формы) - друг с другом.
Предлагаемый способ характеризуется исключительной экономической эффективностью благодаря возможности многократного использования [материалоемкого] формоносителя, предохраняемого от износа. Печатные формы в виде тонкой металлической фольги или тонких листов металла в соответствии с изобретением характеризуются тем, что имеют разъемную конструкцию с формоносителем, который благодаря этому требует минимум восстановления. Указанные существенные признаки конструкции штампа для тиснения обеспечивают значительный выигрыш во времени обработки и экономию материалов в виде тонколистового металла или металлической фольги со структурированной поверхностью, в особенности, в силу того, что подлежащие обработке материалы, в частности, древесные с декоративно-облицовочным бумажным покрытием, вызывают износ матриц для тиснения. Главное преимущество здесь заключается в разъемной конструкции формоносителя и печатной формы.
Еще одним преимуществом тигельных или ленточных прессов согласно изобретению является значительное уменьшение потребления высококачественных металлов для формоносителя, в результате чего существенно снижаются производственные затраты. Для известного уровня техники характерно использование высококачественной нержавеющей стали, что может воздействовать на структурированную поверхность. Теперь такое воздействие может не приниматься в расчет, поскольку структурированию подвергается только поверхность матрицы штампа.
Для производства и обработки товарных панелей с гладкой или по меньшей мере частично структурированной поверхностью существуют специализированные оборудование и технологические процессы.
Далее изобретение будет детализировано со ссылкой на два сопроводительных чертежа.
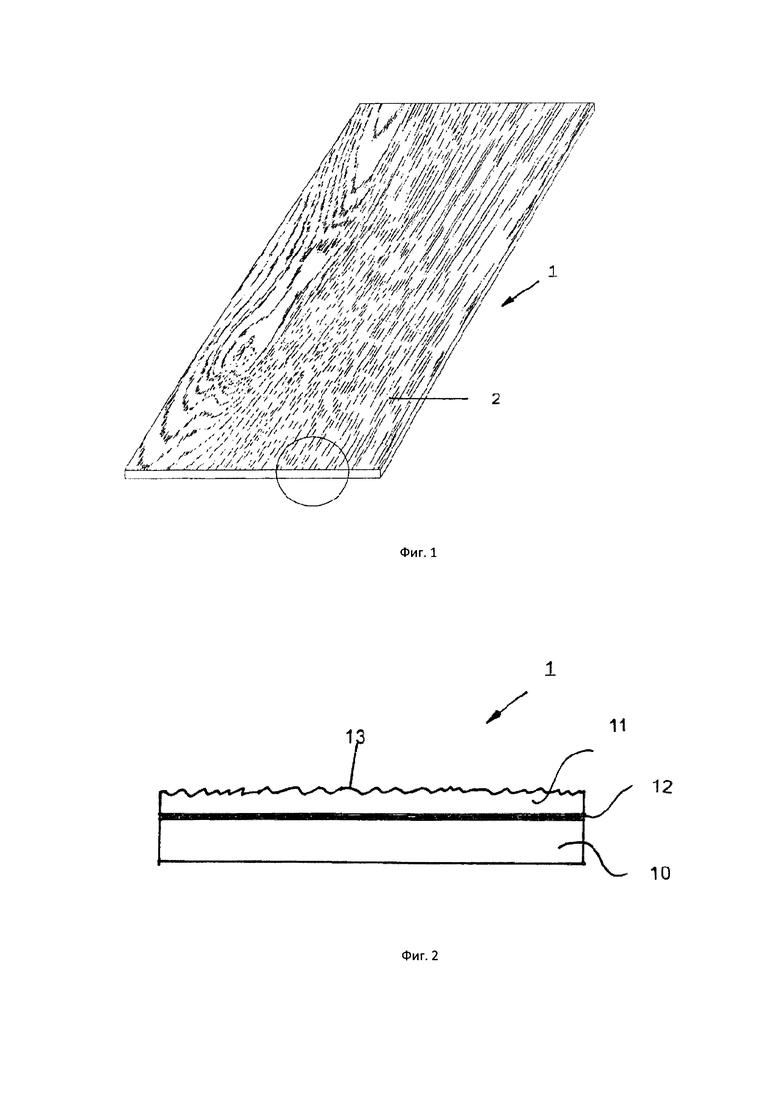
На фиг. 1 дан вид в перспективе готовой матрицы тигельного пресса для тиснения с рельефом пористой текстуры древесины, и на фиг. 2 показан увеличенный фрагмент профиля структуры штампа тигельного пресса для тиснения.
На фигуре 1 показан вид в перспективе варианта плоского штампа 1 тигельного пресса согласно изобретению. Этот штамп для тиснения может иметь также изогнутую форму в случае ленточного пресса. Матрица штампа 1 тигельного пресса в качестве примера имитирует пористую текстуру древесины. Безусловно, предусмотрена возможность воспроизведения других видов фактуры или свойств поверхности при осуществлении способа по данному изобретению с применением травления или лазерной обработки в зависимости от технических требований.
На фигуре 2 в увеличенном виде дана боковая проекция фрагмента торца штампа 1 тигельного пресса со структурированной поверхностью. Как видно на фигуре 2, штамп 1 тигельного пресса состоит из формоносителя 10, печатной формы 11 и слоя адгезива 12. Адгезив 12 позволяет отделять печатную форму 11 от формоносителя 10. Формоноситель 10 рассчитан на дальнейшую эксплуатацию после удаления и замены изношенной матрицы печатной формы 11. Рельефную структуру поверхности 13 печатной формы 11 формируют с помощью известных техник, например травления или лазерной гравировки, при этом толщина матрицы составляет от 0,3 до 3 мм, предпочтительно 0,3-1,5 мм. При необходимости для структурирования поверхности 13 печатной формы 11 она может быть помещена на стальной цилиндр для последующего травления или лазерной обработки. По завершении процесса изготовления и дальнейшей обработки печатной формы 11, например хромирования и других операций, в частности, для придания определенной степени блеска ее накладывают на формоноситель 10 и скрепляют слоем адгезивного средства 12.
Особым преимуществом тигельных или ленточных прессов согласно изобретению является значительное уменьшение потребления высококачественных металлов для формоносителя 10, в результате чего существенно снижаются производственные затраты. Для известного уровня техники характерно использование высококачественной нержавеющей стали, что может воздействовать на структурированную поверхность. Теперь такое воздействие может не приниматься в расчет, поскольку структурированию подвергается только поверхность матрицы штампа.
Перечень ссылок на чертежах
1 Штамп тигельного пресса
2 Текстура
10 Формоноситель (штанц-плата)
11 Печатная форма (штанц-форма)
12 Адгезив (клеящее вещество)
13 Структурированная поверхность (рельеф матрицы для тиснения)
Изобретение относится к технологической оснастке для тиснения различных материалов, в частности древесных или полимерных, в тигельном или ленточном прессе. Штамп для тиснения содержит формоноситель и печатную форму, выполненную со структурированной поверхностью и соединенную с формоносителем с возможностью разделения. Для соединения использовано клеящее вещество, в которое добавлена металлическая пудра. Клеящее вещество имеет термостойкость, обеспечивающую при температуре до 250°С работу штампа с исключением отсоединения печатной формы от формоносителя. В результате обеспечивается возможность многократного использования формоносителя с заменой лишь очень тонкого слоя печатной формы с рельефом тиснения. 3 н. и 8 з.п. ф-лы, 2 ил. 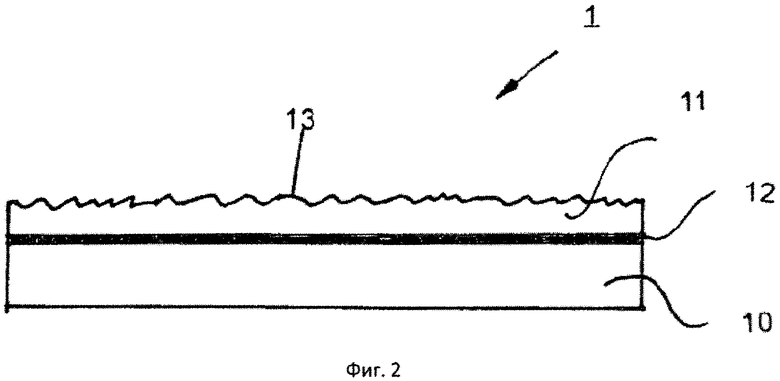
1. Штамп (1) для тиснения, используемый в тигельном или ленточном прессе для структурирования поверхности материалов, преимущественно древесных материалов или пластиков, содержащий формоноситель (10) и печатную форму (11), выполненную со структурированной поверхностью и соединенную с формоносителем (10) с возможностью разделения, отличающийся тем, что печатная форма (11) соединена с формоносителем (10) посредством клеящего вещества, в которое добавлена металлическая пудра, при этом упомянутое клеящее вещество имеет термостойкость, обеспечивающую при температуре до 250°С работу штампа с исключением отсоединения печатной формы (11) от формоносителя (10).
2. Штамп по п. 1, отличающийся тем, что использована металлическая пудра из меди или латуни, или из алюминия, или из железа.
3. Штамп по п. 1, отличающийся тем, что использовано клеящее вещество, обеспечивающее разделение печатной формы (11) от формоносителя (10) при нагреве до температуры выше 250°С.
4. Штамп по п. 1, отличающийся тем, что формоноситель (10) по меньшей мере частично выполнен из металла, предпочтительно из алюминия, никеля, цинка, меди, латуни или нержавеющей стали, например, марок AISI 630, AISI 410 или AISI 304.
5. Штамп по п. 1, отличающийся тем, что печатная форма (11) выполнена в виде оболочки Балларда.
6. Штамп по п. 5, отличающийся тем, что оболочка Балларда выполнена из металлической фольги или тонколистового металла, при этом поверхность упомянутой оболочки структурирована путем размещения на стальном цилиндре, диаметр которого соответствует максимальной ширине штампа для тиснения.
7. Штамп по п. 6, отличающийся тем, что оболочка Балларда выполнена с медным слоем, который покрыт гальваностереотипом толщиной 100 мкм, а поверхность упомянутой оболочки структурирована путем ее размещения на стальном цилиндре с расположением между ними разделительного слоя.
8. Штамп по п. 1, отличающийся тем, что структурированная поверхность (13) печатной формы (11) получена травлением или лазерной гравировкой.
9. Способ изготовления штампа (1) для тиснения по любому из пп. 1-8, характеризующийся тем, что он включает изготовление формоносителя (10) и печатной формы (11), структурирование поверхности печатной формы (11) и соединение формоносителя (10) с печатной формой (11) с возможностью разделения, при этом для соединения формоносителя (10) с печатной формой (11) используют клеящее вещество, в которое добавлена металлическая пудра, причем упомянутое клеящее вещество имеет термостойкость, обеспечивающую при температуре до 250°С работу штампа с исключением отсоединения печатной формы (11) от формоносителя (10).
10. Способ по п. 9, отличающийся тем, что для структурирования поверхности печатной формы (11) ее размещают на металлическом цилиндре, а соединение печатной формы (11) с формоносителем (10) осуществляют после снятия ее с металлического цилиндра.
11. Применение штампа (1) для тиснения по любому из пп. 1-8 для по меньшей мере частичного структурирования тиснением поверхности товарной облицовочной панели.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Установка для нанесения рельефного орнамента | 1978 |
|
SU718303A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНОЙ ФОРМЫ | 2004 |
|
RU2323096C2 |
| US 3532587 A, 06.10.1970. | |||

