Изобретение касается технологии обработки структурированной поверхности матрицы, при которой вся площадь поверхности покрывается первым слоем металлического покрытия.
При нанесении покрытия из дуропластовых смол на плиты на основе древесных материалов, стараются сделать так, чтобы поверхность оставалась максимально естественной, близкой к природной. К использованным дуропластовым смолам относят меламиновые. феноловые или меламин-/карбамидные смолы. Формирование поверхности, например- пленки из меламиновой смолы происходит под давлением и при температуре в гидравлических прессах горячего прессования. Для изготовления поверхности структурированной металлической прокладки пресса в качестве матрицы, используется, например, листовая сталь. Для того чтобы повысить износостойкость и качество разделения металлической поверхности на матрицу наносится дополнительное покрытие. Во время процесса прессования под давлением и при температуре меламиновая смола становится жидкой и начинается дальнейшая поликонденсация. Время прессования, давление и температура определяют плотность полимерной сетки меламиновой смолы и качество обработки ее поверхности. По истечении времени прессования меламиновая смола достигает необходимой плотности полимерной сетки и переходит в твердую фазу. При этом процессе поверхность меламиновой смолы принимает форму, совпадающую с формой поверхности матрицы.
Матрицы в форме прокладок прессов и бесконечных лент, форма которых зависит от уровня технологии, изготавливаются из листовой стали, которой с помощью соответствующей обработки придается особая структура поверхности. Для этого предварительно обработанную сталь снабжают матрицей, которая наносится, например. при помощи трафаретной печати, так что затем возможно подвергнуть сталь травлению, для того чтобы получить структурированную поверхность. При этом используется листовая сталь большого формата, поэтому необходима очень тщательная обработка и, в особенности, обработка покрытия, требующие большого количества технологических операций. На все участки, которые в последующем образуют выпуклую структуру поверхности, наносится трафарет таким образом, что поверхностное травление осуществляется только на тех участках, на которые непосредственно попадает протравливающий раствор. Затем протравленные участки образуют профиль долин с необходимой структурой, причем по завершении процесса травления поверхность очищается и с нее, прежде всего, удаляется трафарет.
В качестве альтернативы возможно сначала нанести фотослой, который затем облучают, для того чтобы после окончательной проявки фотослоя произвести промывку прокладок прессов и бесконечных лент таким образом, чтобы сохранились только те участки фотослоя, которые необходимы для создания трафарета перед травлением. Воспроизводить изготовленные таким образом трафареты очень сложно и сопряжено с большим количеством проблем, потому что использованный для облучения светочувствительного слоя негатив или позитив все время должны оставаться в одном и том же положении по отношению к имеющемуся структурированию, это необходимо в том случае, если, например, требуется провести несколько облучений или травлений, для того, чтобы таким образом нанести сложные трехмерные структуры на поверхность прокладки пресса или бесконечной ленты. При этом в дальнейшем необходимо учитывать, что при этом используется листовая сталь очень большого формата, и даже малейшая неточность может привести к значительному смещению структур. Таким образом, точное нанесение трафарета особенно способом фотослоя сопряжено с большими трудностями. Задача становится еще сложнее, если трехмерная структура создается в результате нескольких, следующих друг за другом облучений и травлений, и при этом необходимо наносить несколько трафаретов и каждому нанесению предшествует процесс травления. Точность расположения и требуемое количество соответствующих трафаретов делают производство прокладок прессов и бесконечных лент очень дорогостоящим. При этом степень растворения очень сильно зависит от выбранного способа. В дальнейшем необходимо провести большое количество технологических операций, обслуживание которых главным образом из-за размеров прокладок прессов или бесконечных лент стоит дорого.
Если уровень технологии позволяет, то вместо способа трафаретной печати можно создать трафарет при помощи нанесения парафина, который, в отличие от используемых травящих средств, является химически стойким и благодаря этому травление происходит на участках, не покрытых воском. При этом способе распылительная головка, разбрызгивающая воск на поверхность, передвигается вдоль осей Х и Y, для того чтобы нанести требуемую структуру. Недостатком этого способа является то, что воск очень трудно удаляется с поверхности, и это требует больших денежных затрат. Хотя использование этого способа может принести колоссальный успех, практика показала, что удалить слой воска очень трудно, потому что воск невозможно удалить при помощи химической обработки, и поэтому отчистить листовую сталь после травления крайне тяжело, например, это возможно только при помощи очистителя высокого давления.
Из-за перечисленных выше причин, сегодня используют цифровую технику нанесения: трафарет наносят непосредственно на прокладку пресса или бесконечную ленту или же нанесенный ранее фотослой частично засвечивают, для того чтобы сразу после чистки можно было произвести травление. Самым большим преимуществом цифровой техники нанесения является то. что благодаря использованию идентичных данных структура наносится очень точно и это позволяет проводить несколько процессов травления, чтобы, например, наносить глубокую структуру.
В DE 10224128 А1 описан способ нанесения покрытий на поверхности, причем используемое приспособление снабжено насадками, по меньшей мере. одна из которых управляется при помощи управляющего сигнала.
На поверхность при помощи распылителя наносится жидкое покрытие, причем предусмотрено селективное покрытие выбранных участков жидкими или газообразными веществами, которые, например, могут быть и вязкими (в том числе и ультрафиолетовые лаки). Этот способ может применяться для травления поверхностей, где на поверхность наносятся химические реагенты.
После структурирования поверхности прокладки прессов и бесконечные ленты подвергаются многочисленным процессам чистки, и на них может быть дополнительно нанесено никелевое покрытие, которое затем улучшается последующими металлическими покрытиями, и это предает поверхности желаемую степень блеска и необходимую твердость поверхностного слоя. Эта степень блеска отвечает за то, чтобы после прессования используемых материалов при помощи прокладок прессов или бесконечных лент напрессованная структура получила различные оттенки.
Данное изобретение опирается на этот уровень техники.
Задача изобретения - повысить возможности формирования структуры поверхности и приблизить поверхность из искусственной смолы к поверхности из натуральной древесины.
Для решения указанной задачи согласно данному изобретению осуществляют следующее: на первое покрытие на заранее определенных участках наносится, по меньшей мере, еще одно металлические покрытие, причем степень блеска первого покрытия отличается от степени блеска второго. Следующие плюсы разработки этого способа описаны в дополнительных пунктах формулы изобретения.
По отношению к уровню техники предусмотрено, что после нанесения структурирования и первого металлического покрытия частично наносится следующее покрытие, причем степень блеска предыдущего отличается от степени блеска следующего. Таким образом, степень блеска матрицы, особенно прокладки пресса или бесконечной ленты, на некоторых участках неодинакова. Этот способ позволяет придать рельефным структурам или, в отдельных случаях, расположенным глубже структурам различную степень блеска, для того чтобы, например, подчеркнуть структуру. Этот способ позволяет улучшить длительный оптический эффект и приводит к формированию поверхности в результате соблюдения точности посадки оригинал-макета и соблюдения точности посадки нанесенной матрицы, что позволяет получить не только различную глубокую структуру, но в добавление к этому и различную степень блеска, для того чтобы выделять различные участки структуры. Эти различия в глубокой структуре могут быть выборочно предусмотрены, например, степень блеска выпуклых участков может быть выше степени блеска участков, расположенных ниже или наоборот.
Например, эффект лакированной поверхности из натурального дерева может быть достигнут, если выпуклые поверхности обладают определенной степенью матовости, а расположенные глубже древесные поры блестят.
Кроме того, структура древесных пор, в точности совпадающая с древесной декоративной печатью, достигается при помощи уже известной технологии травления.
Для использования этого способа точно по допуску наносится защитное покрытие. которое делает возможным покрытие части на тех участках, на которые не был нанесен слой защитного покрытия. Для того чтобы достичь высокой точности, которая необходима для того чтобы структура распределялась на определенных участках одним слоем, а на других внахлест, используется цифровая техника нанесения. Это, с одной стороны, позволяет проводить последующее структурирование точно на имеющейся структуре и, кроме того, изменять степень блеска после нанесения защитного покрытия.
В качестве металлического покрытия чаще всего используют хромовое покрытие, причем это может быть как блестящее хромирование, так и матовое хромирование. Тем не менее, этот способ не ограничивается нанесением только хромого покрытия на поверхность, так это могут быть и другие металлические покрытия. Если мы используем хромовое покрытие, то очень важно, чтобы вещество, используемое для защитного покрытия, было нерастворимо хромовой кислотой, иначе защитное покрытие будет повреждено во время хромирования.
Для лучшей сцепляемости защитного покрытия с уже нанесенным хромовым покрытием, в качестве промежуточной ступени обработки предусмотрена горячая сушка защитного покрытия, при которой защитное покрытие вжигается в хромовое покрытие, причем после нанесения второго металлического покрытия защитное покрытие полностью удаляется. Для изготовления структуры поверхности затем, как правило. следует глубокое травление, а вслед за ним круглое травление для того, чтобы сформировать структуру пор. За этим может следовать механическая полировка. предшествующая очистке и удалению смазки с поверхности. Для лучшей сцепляемости металлических слоев, особенно слоя хрома, структурированная поверхность может быть дополнительно активизирована перед нанесением покрытия, или на нее могут быть нанесены другие покрытия, обеспечивающие лучшую сцепляемость, например, слой никеля.
Согласно данному изобретению для достижения более высокой степени блеска здесь предусмотрен способ, состоящий из следующих шагов:
- нанесение первого трафарета на поверхность при помощи цифровой техники нанесения,
- химическая обработка покрытой трафаретом поверхности для получения структуры поверхности,
- повторное нанесение второго трафарета точно по допуску на поверхность, прошедшую химическую обработку при помощи цифровой техники нанесения,
- повторная химическая обработка поверхности, на которую был нанесен второй трафарет,
- полировка поверхности, прошедшей химическую обработку,
- активация отполированной поверхности.
- очистка активированной поверхности,
- хромирование очищенной поверхности.
- нанесение третьего трафарета точно по допуску на хромированную поверхность и
- повторное хромирование, покрытой трафаретом хромированной поверхности,
причем, покрытия, образовавшиеся в результате хромирования структурированной поверхности, имеют разную степень блеска.
Вышерассмотренный способ описывает обработку поверхности матрицы, например, прокладки пресса или бесконечной ленты от нанесения первого трафарета, при помощи цифровой техники нанесения и последующей химической обработки. необходимой для получения структурированной поверхности, причем данное структурирование может состоять из многократно повторяющегося нанесения трафарета и травления, прежде чем готовая поверхность будет отполирована, активирована и пройдет процесс очистки, затем наносится первое покрытие из хрома, причем затем снова наносится трафарет в виде защитного слоя, для того чтобы на следующем этапе обработки последующее хромирование могло происходить с другой степенью блеска.
В качестве альтернативы существует возможность расширить этот способ дополнительными шагами, которые предусматривают многократное нанесение трафарета и обработку поверхности для получения структуры поверхности, а именно:
- нанесение первого трафарета на поверхность при помощи цифровой техники нанесения для создания очень точной структуры,
- химическая обработка, покрытой трафаретом поверхности для получения структуры поверхности,
- нанесение второго трафарета точно по допуску при помощи цифровой техники нанесения для создания структуры пор.
- химическая обработка покрытой трафаретом поверхности для создания структуры поверхности,
- нанесение третьего трафарета точно по допуску на прошедшую химическую обработку поверхность при помощи цифровой техники нанесения,
- последующая химическая обработка поверхности с нанесенным на нее третьим трафаретом,
- полировка химически обработанной поверхности,
- активация отполированной поверхности,
- очистка активированной поверхности,
- хромирование очищенной поверхности,
- нанесение четвертого трафарета точно по допуску на хромированную поверхность.
- вторичное хромирование хромированной поверхности, на которую нанесен трафарет,
причем, покрытия, образовавшиеся в результате хромирования структурированной поверхности, имеют разную степень блеска.
Важный пункт для получения точного расположения структур, а. следовательно, и степени блеска заключается в том, что первый, второй и третий трафареты, равно как и нанесенный последним слой защитного покрытия должны быть нанесены точно по допуску при помощи цифровой техники нанесения, для того чтобы на определенных участках структуры слои располагались внахлест, и на общей поверхности прокладки пресса или бесконечной ленты не возникало никаких отклонений от той структуры. которая должна получиться.
Изготовленная предлагаемым способом матрица имеет как минимум одну структурированную поверхность, причем по всей площади на структурированную поверхность нанесено металлическое покрытие из первого вещества, на некоторые участки нанесено металлическое покрытие из второго вещества. В качестве вещества для металлических покрытий предпочтительнее всего хром, потому что он очень прочный и вместе с тем хорошо подходит для проведения необходимых процессов прессования. В зависимости от назначения возможно также, если, например, прессовке подвергаются заготовки с не очень большой степенью твердости, или заготовки с эластичной или пластичной поверхностью, при помощи хромирования отдельных участков, с различным блеском твердых поверхностей добиться особенного эффекта.
Особым преимуществом предлагаемого способа и произведенных при его помощи матриц является то, нанесенная на них структура идеально отпечатывается на обрабатываемых заготовках, при этом степень блеска на непосредственно на заготовках различима, как минимум, в двух оттенках. Благодаря различной степени блеска определенные участки, например, выпуклые участки или те участки, которые расположены ниже, имеют другую степень блеска, так что структура становится очень четкой и производит такой оптический эффект, что поверхность заготовки едва ли отличишь от поверхности из натуральной древесины. При помощи этого способа могут изготавливаться и другие поверхности, имитирующие натуральные.
В дальнейшем изобретение будет описано еще раз при помощи фигур.
Фиг.1 - вид прокладки пресса согласно данному изобретению.
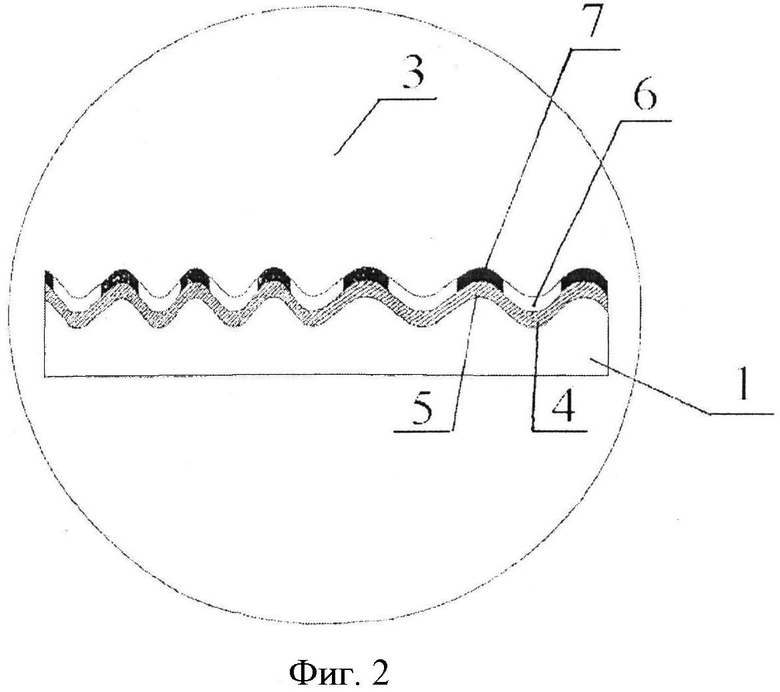
Фиг.2 - увеличенная боковая проекция данной структуры на поверхности прокладки пресса, где
1. Прокладка пресса.
2. Рисунок древесины.
3. Структура.
4. Впадина.
5. Возвышенность.
6. Слой хромового покрытия.
7. Слой хромового покрытия.
Фиг.1 изображает перспективный вид прокладки пресса 1, изготовленной по приведенному примеру изготовления. В случае с бесконечной лентой может быть изготовлена матрица выпуклой формы. На прокладку пресса 1 нанесен рисунок древесины 2 имитирующий структуру древесины. Тем не менее, возможно, что другие рисунки древесины или другие виды поверхности могут быть изготовлены при помощи предлагаемого способа и необходимого для этого способа травления.
Фиг.2 изображает в увеличенной боковой проекции часть переднего бокового участка прокладки пресса 1 и расположенной на ней структуры 3. поверхность которой напоминает горы с впадинами 4 и возвышенностями 5. Поверхность изготавливается при помощи одного или нескольких процессов травления, для этого сначала наносится матрица при помощи стандартной технологии или при помощи цифровой техники нанесения, при этом на те участки, которые не должны подвергаться травлению, наносится трафарет. При помощи способа травления могут изготавливаться, например. структуры высшей степени точности или глубинные структуры, которые затем дополнительно закругляются в процессе механической обработки. После травления поверхности структура поверхности подвергается химической обработке, полировке, в случае необходимости, активации отполированной поверхности, и только после этого структура поверхности готова. Затем она очищается, перед тем как на нее наносится первый слой хромового покрытия 6 с определенной степенью блеска, потом на отдельные участки хромированной поверхности вновь наносится трафарет, затем на участки, не покрытые трафаретом можно нанести слой хромового покрытия 7, со степенью блеска отличной от степени блеска первого слоя хромового покрытия.
Вместо хромирования, в случае необходимости, могут частично проводиться другие процессы по улучшению качества поверхности, причем при применении предлагаемого метода степень блеска на различных участках поверхности неодинакова. Поскольку применяемый способ травления должен моделировать на прокладке пресса 1 структуру дерева, появляется возможность, например, придать выпуклой поверхности 6 матовую степень блеска, а участкам, расположенным глубже и создающим древесные поры придать более интенсивную степень блеска. Это подчеркивает структуру древесных пор. почти в точности совпадающую с естественным рисунком древесины, и делает изделия, изготовленные при помощи прокладки пресса, очень похожими на изделия из натурального дерева.
Изобретение относится к технологии обработки структурированной поверхности матрицы в форме прокладок прессов и бесконечных лент. В способе на всю площадь структурированной поверхности матрицы наносят первый слой металлического покрытия и на полученный слой покрытия на заранее определенные участки наносят, как минимум, еще одно металлическое покрытие, при этом степень блеска первого слоя металлического покрытия отличается от степени блеска последующего покрытия. Изобретение позволяет получить очень четкую структурированную поверхность матрицы для прессования, использование которой производит такой оптический эффект, что поверхность прессуемой ею заготовки едва ли отличишь от поверхности из натуральной древесины или от других имитируемых поверхностей натуральных материалов. 4 н. и 7 з.п. ф-лы, 2 ил.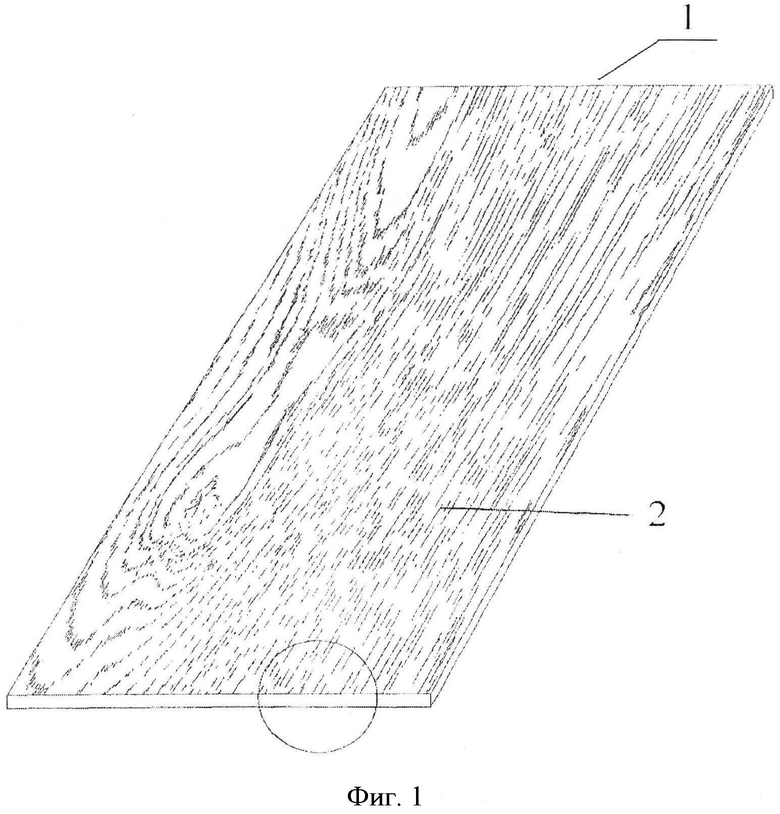
1. Способ обработки структурированной поверхности матрицы, характеризующийся тем, что на всю площадь поверхности наносят первый слой металлического покрытия (6), на первый слой металлического покрытия (6) на заранее определенных участках наносят как минимум еще одно металлическое покрытие (7), при этом степень блеска первого слоя металлического покрытия (6) отличается от степени блеска последующего/последующих покрытий (7).
2. Способ по п.1, характеризующийся тем, что на первый слой металлического покрытия (6) наносят частично защитное покрытие.
3. Способ по п.2, характеризующийся тем, что защитное покрытие наносят при помощи цифровой техники нанесения.
4. Способ по п.1, характеризующийся тем, что покрытия (6, 7) создают при помощи хромирования.
5. Способ по п.2, характеризующийся тем, что для защитного покрытия используют хромостойкое вещество.
6. Способ по п.2, характеризующийся тем, что защитное покрытие вжигают в первое покрытие (6) путем горячей сушки.
7. Способ по п.1, характеризующийся тем, что структурированную поверхность активируют перед нанесением покрытий (6, 7).
8. Способ обработки поверхности матрицы, характеризующийся тем, что осуществляют нанесение первого трафарета на поверхность при помощи цифровой техники нанесения, затем проводят химическую обработку поверхности, покрытой трафаретом для получения структуры поверхности, наносят второй трафарет на химически обработанную поверхность точно по допуску при помощи цифровой техники нанесения, проводят повторную химическую обработку поверхности с нанесенным на нее вторым трафаретом, полируют химически обработанную поверхность, после чего активируют отполированную поверхность, активированную поверхность очищают и хромируют, наносят третий трафарет на хромированную поверхность точно по допуску и повторно хромируют хромированную поверхность с нанесенным на нее трафаретом, причем изготовленные при помощи хромирования покрытия (6, 7) структурированной поверхности имеют разную степень блеска.
9. Способ обработки поверхности матрицы, характеризующийся тем, что наносят первый трафарет на поверхность при помощи цифровой техники нанесения для создания очень точной структуры, осуществляют химическую обработку поверхности с нанесенным на нее трафаретом для получения структуры поверхности, наносят второй трафарет на поверхность при помощи цифровой техники нанесения для создания структуры пор, осуществляют химическую обработку поверхности с нанесенным на нее трафаретом для получения структуры поверхности, повторно наносят трафарет на химически обработанную поверхность при помощи цифровой техники нанесения, осуществляют повторную химическую обработку поверхности с нанесенным на нее третьим трафаретом, полируют химически обработанную поверхность, активируют отполированную поверхность, очищают активированную поверхность, хромируют очищенную поверхность, наносят четвертый трафарет на хромированную поверхность точно по допуску и повторно хромируют покрытую трафаретом хромированную поверхность, причем изготовленные при помощи хромирования покрытия (6, 7) структурированной поверхности имеют разную степень блеска.
10. Способ по п.8 или 9, характеризующийся тем, что первый, второй, третий трафарет равно как и защитное покрытие наносят точно по допуску при помощи цифровой техники нанесения.
11. Матрица, имеющая как минимум одну структурированную поверхность, характеризующаяся тем, что вся площадь структурированной поверхности покрыта металлическим покрытием (6) из первого вещества, на которое частично нанесено металлическое покрытие (7) из второго вещества, причем покрытия (6, 7) имеют разную степень блеска.
| Способ затылования червячных фрез | 1978 |
|
SU1034876A1 |
| Способ сорбитизации головок рельсов | 1967 |
|
SU256803A1 |
| RU 2005141557 А, 10.05.2006 | |||
| WO 9219461 А, 12.11.1992 | |||
| Способ изготовления рельефных форм | 1989 |
|
SU1696602A1 |
| Способ получения матрицы для изготовления линзовых растров | 1989 |
|
SU1675836A1 |

