Изобретение относится к выполненной в виде поддона пресс-форме для покрытия древесно-стружечных плит в установках гидравлического прессования.
Древесно-стружечные плиты с покрытием применяются, например, в качестве мебельных щитов или плит для настила пола, поверхности которых снабжены пленками синтетической смолы. Эти пленки состоят, как правило, из напечатанной или одноцветной бумаги из облагороженной целлюлозы и пропитаны в так называемых пропиточных установках предварительно конденсированной смолой, а затем дополнительно конденсируются в обогреваемой зоне сушки до достижения определенного влагосодержания, составляющего примерно 8%. Пленки синтетической смолы состоят, например, из так называемых аминопластов на основе меламина и формальдегида или же из смешанных меламиномочевиноформальдегидных смол. Эти смеси сначала предварительно конденсируют при определенных температуре конденсации и значении pH в реакторе с мешалкой до достижения желаемой вязкости и степени сшивки. Эти так называемые предконденсаты используют для импрегнирования бумаги. Импрегнирование бумаги осуществляют способом пропитки. Затем проводят сушку в горизонтальных воздушных каналах при температуре примерно от 125°C до 155°C. Этот технологический этап изначально представляет собой дополнительную поликонденсацию, которая прерывается после зоны сушки. Пленки синтетической смолы изначально являются твердыми и вполне транспортабельными, так что их можно с успехом обрабатывать в установках гидравлического прессования. Облицовку древесно-стружечных плит, которые могут быть выполнены как MDF-плиты (древесноволокнистая плита средней плотности), HDF-плиты (древесноволокнистая плита высокой плотности), стружечные плиты или фанера листовая, осуществляют в обогреваемых установках гидравлического прессования. Нагревающие плиты с соответствующими поддонами, поверхности которых выполнены структурированными или гладкими с разной степенью блеска, закрепляют. Между нагревающими плитами и поддонами вставляют пресс-прокладки из эластичного материала, которые служат для выравнивания давления и должны компенсировать отклонения толщины поддонов и установки прессования. Материал с покрытием, состоящий из пленок синтетической смолы и древесно-стружечных плит, вводят в обогреваемую установку прессования, установку закрывают и прикладывают соответствующее требуемое давление прессования. При этом предварительно конденсированные аминопласты снова становятся жидкими, конденсация смолы и, как результат, объемная сшивка продолжаются. При этом повышается вязкость смолы, пока она через некоторое время не перейдет в необратимое твердое состояние. В таком процессе формируется также поверхность смолы, которая в точности перенимает свойства соответствующей поверхности используемых поддонов в отношении структуры и степени блеска. В соответствии с существующим уровнем техники, в основном применяются металлические поддоны, которые состоят из латуни категории MS 64 или из хромистых сталей согласно стандарту DIN 1.4024, соответствующему AISI 410, или DIN 1.4542, соответствующему AISI 630. Другие металлические материалы из-за их чистоты, строения поверхности или их технических характеристик не используют в качестве поддонов. При обработке поверхности решающую роль играет, например, чистота материала. Применяющиеся хромистые стали не должны иметь усадочных раковин, чтобы при позднейшей поверхностной обработке не возникло дефектных участков. Указанные хромистые стали выплавляют в вакууме, поэтому они в процессе прокатки демонстрируют однородную и чистую структуру металла. Для получения поддонов необработанный раскат сначала шлифуют, чтобы достичь определенного допуска на толщину. Он должен быть по возможности малым, как правило, достигают допусков 0,10-0,15 мм. Следующими ступенями обработки являются затем шлифование с повышенными требованиями или особо тонкое шлифование, чтобы по возможности устранить шлифовальные царапины, возникшие при шлифовании с установленным допуском. Последующая покрытие политурой является подготовительным этапом оформления поверхности. Если желательно снабдить поверхность структурой, то согласно уровню техники это можно осуществить в процессе химического травления травильной кислотой, полученной из FeCl3. Возможен также съем (абляция) металла, необходимый для структурирования, с помощью лазера. Для этого применяются твердотельные лазеры, причем продолжительность абляции очень высокая, поэтому в настоящее время для поддонов большого формата этот способ экономически не выгоден. Следующим теоретически возможным способом является нанесение металла и, тем самым, нанесение структуры в процессе 3D-печати. Оба эти способа до настоящего времени еще не применялись. Поэтому до сих пор эффективно применяется способ травления. При химическом травлении сначала на подготовленную поверхность поддона наносят кислотоупорный слой с помощью трафаретной печати, печати на машине с гравированными валами или цифровой печати на струйном принтере. Более старый метод со светочувствительным слоем, который затем засвечивают и закрепляют, в настоящее время почти не применяется. После нанесения кислотоупорного слоя поддон соответствующим образом обрабатывают FeCl3 в кислой ванне. При этом свободные, не имеющие покрытия, поверхности без кислотоупорного слоя разъедаются кислотой, и происходит съем металла в соответствии с желательной глубиной структуры. На следующем технологическом этапе структуры можно дополнительно скруглить или оформить соответствующим образом. Регулирование степени блеска структурированных поверхностей поддонов осуществляется в процессе струйной обработки различными струйными средами при различных давлениях струи в соответствии с желаемой степенью блеска.
Последним этапом обработки является последующее хромирование, чтобы защитить поверхность поддона от истирания и достичь хорошей разделительной способности по отношению к аминопластам. Формирование структуры методами химического травления является сложным и трудоемким производственным процессом, так как, например, в процессе травления нельзя измерять глубину структуры. Поэтому ориентируются на время травления, и считается, что при этом глубина структуры всегда будет соответственно одинаковой. Однако на практике оказалось, что это не так, поскольку на скорость травления и, тем самым, на глубину травления существенно влияют различные параметры. Температура и давление кислоты при травлении в парах кислоты, концентрация кислоты - все эти факторы влияют на процесс травления. Следующим недостатком FeCl3 является его опасность для здоровья, он сильно раздражает кожу, и существует риск серьезного повреждения глаз.
Стальные или латунные поддоны из-за их веса плохо закрепляются в установках прессования, в частности, для верхних поддонов требуются очень высокие усилия зажима. Однако высокие зажимные усилия могут также привести к деформациям поддонов, если они неправильно вставлены в установку. Из-за тяжести поддонов возникает большое провисание, при закрывании пресса они вынуждены удерживаться в горизонтальном положении и испытывают из-за этого растяжение. Дальнейшее растяжение происходит под давлением, так как температура нагревающей плиты намного выше, чем температура поддона. Если поддоны в зажимных устройствах, находящихся снаружи нагревающих плит, не могут растягиваться, могут происходить известные пластические деформации поддонов. В холодном состоянии поддоны больше не являются плоскими и поэтому не могут быть отремонтированы и должны браковаться. Оказалось, что при применении стальных поддонов износ пресс-прокладок очень неблагоприятный. Обратные стороны стальных поддонов имеют некоторую шероховатость, и так как в процессе прессования возникают относительные перемещения, обратные стороны поддонов трутся о пресс-прокладки, которые содержат металлические нити в виде медных или латунных нитей. Металлические нити необходимы, чтобы осуществлять теплоперенос от нагревающей плиты через поддон на прессуемое изделие. Истирание ведет к истончению металлических нитей, которые больше не могут выдерживать высокие растягивающие напряжения внутри прокладки и разрываются. В результате пресс-прокладки становятся непригодными. Поэтому применение металлических поддонов при покрытии древесно-стружечных плит не может считаться удовлетворительным.
Поэтому в основе изобретения стоит задача разработать усовершенствованную пресс-форму, выполненную в виде поддона.
Эта задача решена посредством пресс-формы для покрытия древесно-стружечных плит в обогреваемом гидравлическом прессе, которая образован в виде поддона из стойкой к высоким температурам пластмассы на базе полиэфирэфиркетона PEEK и поверхность которой выполнена структурированной или гладкой с разной степенью блеска. Цель изобретения достигнута, в частности, посредством выполненной в виде поддона пресс-формы для покрытия древесно-стружечных плит в обогреваемом гидравлическом прессе, поверхность которой выполнена структурированной или гладкой с разными степенями блеска, причем поддон сделан из стойкой к высоким температурам пластмассы на основе полиэфирэфиркетона PEEK, и точка размягчения указанной пластмассы лежит выше температуры обработки в установке прессования.
Полиэфирэфиркетоны являются относительно легкими и выгодными в обращении, существует несколько способов структурирования, которые не вредят здоровью и надежны в работе и позволяют устранить негативные свойства металлических поддонов. Неожиданно оказалось, что поддоны из PEEK имеют высокую прочность, несмотря на существенно меньшую плотность, 1,31 кг/дм3 для PEEK и 1,41 кг/дм3 для PEEK с 30% CA. Стальной лист качества DIN 1.4542 или AISI 630 имеет плотность 7,8 кг/дм3. Это означает, что поддон форматом 6200×2400 мм и толщиной 5 мм имеет суммарный вес около 580 кг, тогда как поддон из PEEK примерно тех же размеров весит всего 97 кг, или поддон из PEEK с 30% CA весит 105 кг. Таким образом, стальной поддон почти в 6 раз тяжелее, чем пластмассовый. Поэтому пластмассовые поддоны существенно проще механически закреплять в установке прессования, и они не приводят к вышеописанным проблемам, встречающимся с металлическими поддонами. Можно также пластмассовые поддоны напрямую закрепить в установке прессования с пресс-прокладкой посредством химического механизма. Благодаря малому провисанию поддона и благоприятному коэффициенту трения пресс-прокладка, в частности, ее металлические нити, защищены от истирания и, таким образом, продлевается срок службы прокладки. При структурировании поверхности в случае пластмассовых поддонов доступны различные технологии. Так как поддоны не обрабатываются травильными составами, как, например, FeCl3, эти способы являются экологически чистыми и не вредят здоровью. Одним типом структурирования является метод Fused Deposition Modeling (FDM), называемый также методом покрытия наплавлением (Fused Filament Fabrication, FFF). В процессе покрытия наплавлением сначала, как и в обычном принтере, на поверхность наносится растр точек, причем точки образуются в желаемом месте в растре рабочей плоскости в результате ожижения пластмассовой нити из-за нагревания, проведения через сопло экструдера, а также последующего застывания вследствие охлаждения. Структура создается обычно путем многократного, каждый раз построчного прохождения рабочей плоскости, затем рабочая плоскость ступеньками сдвигается вверх, так что структура формируется слоями. Толщина слоя составляет, в зависимости от желаемой глубины структуры, от 25 до 1250 мкм. Передача данных производится посредством технологии САПР.
Поддон может состоять из полиэфирэфиркетона PEEK, дополненного по меньшей мере 10-50% углеродного волокна, или по меньшей мере 10-50% графитового порошка, или по меньшей мере 10-50% теплопроводящего материала.
Поддон может быть выполнен из полиимида PI, полиамидимида PAI, простого полиэфиркетона PEK, полиэфиркетонэфиркетонкетона PEKEKK, полифениленсульфида PPS, полиарилэфиркетона PAEK, полибензимидазола PBI или жидкокристаллического полимера LCP.
Следующей технологией структурирования является лазерная технология. В отличие от металлических поддонов, в случае поддонов из PEEK используется CO2-лазер, который требует существенно больших времен абляции, чем при съеме металла. При получении металлических поддонов согласно патенту EP 2289708B1 предлагается структурирование с помощью лазера, причем лазер является импульсным волоконным лазером. Однако на практике оказалось, что скорость абляции в случае импульсного волоконного лазера очень низкая. Как любой лазер, CO2-лазер базируется на накачке так называемой лазерной активной среды, в данном случае диоксида углерода CO2, путем внешнего подвода энергии. В самой среде протекают атомарные процессы, которые в сочетании со сложной конструкцией прибора вызывают в конечном счете цепную реакцию и, таким образом, приводят к испусканию лазерного излучения. CO2-лазер называют также газовым лазером. С газовым лазером можно гораздо легче, чем, например, с твердотельным лазером, реализовать большой объем активного лазерного вещества, просто используя для этого резервуар большого размера и впуская в него, соответственно, большое количество газа. Так как объем имеет прямое влияние на достижимую интенсивность лазера, в результате можно также достичь высокой мощности. CO2-лазер излучает на большой длине волны, поэтому его излучение хорошо поглощается пластмассами, тогда как металлические поверхности отражают сильнее, и поэтому абляция меньше. Мощности 200-300 Вт уже достаточно для пластмасс, чтобы достичь хороших скоростей абляции. Генерируя оцифрованные данные по трехмерной топографии утвержденной ранее структуры, управление лазером, проведенное по координатам x и y, определяет глубину координаты z трехмерной топографии перпендикулярно поверхностной структуре.
Следующим вариантом получения структуры является штамповка на прессе. В отличие от металлов, в случае пластмасс структуры получают путем воздействия температуры и давления. Сначала в стальном листе создают негативную структуру, служащую образцом-эталоном. Этот эталон служит передатчиком структуры для всех дальнейших пластмассовых поддонов. Под давлением и при температуре, которая лежит ниже температуры плавления пластмассы, но выше точки размягчения, негативную структуру вдавливают в пластмассовый лист и тем самым создают позитивную структуру. Под давлением прессованный продукт охлаждают до температуры чуть ниже точки размягчения используемой пластмассы, и затем прессованный продукт извлекают.
Этим методом можно получать воспроизводимые структуры. В отличие от создания структуры в случае металлических поддонов в процессе химического травления, все эти структуры являются идентичными и не имеют никаких отклонений. В результате структурирование можно осуществлять надежным и безопасным для здоровья способом. После структурирования поверхности поддонов можно дополнительно обрабатывать, как и в случае металлических поддонов. Регулирование степени блеска осуществляют с помощью струйных сред при определенном давлении струи, в зависимости от желаемой степени блеска. Для защиты поверхностей пластмассовые поддоны можно также хромировать, но рекомендуется сначала нанести слой меди. Для пластмасс это можно осуществить, например, путем восстановительного омеднения, применяют также обесточенное омеднение пластмасс продуктами Baymetec и Baycoflex. После омеднения можно провести обычно хромирование в гальванических ваннах. Опыты показали, что не все пластмассы подходят для использования в поддонах, применяющихся в обогреваемых гидравлических прессах для покрытия синтетическими материалами. Точка размягчения пластмасс должна быть намного выше температур обработки, которые применяются в обогреваемых прессах. Эти температуры составляют, как правило, от 190°C до 220°C. Неожиданно оказалось, что такая пластмасса как полиэфирэфиркетон PEEK с добавками примерно 30% углеродного волокна или графита хорошо подходит для получения поддонов. Хотя теплопроводность пластмасс хуже, чем у металлов, эту разницу можно в значительной мере компенсировать добавлением углеродного волокна или графитового порошка. Кроме того, пластмассовые поддоны благодаря их легкости позволяют более легкое и более плотное крепление на нагревающих плитах, так что потерь тепла, какие возникают в случае металлических поддонов вследствие большого провисания, здесь не происходит. Эти преимущества компенсируют также различие коэффициентов теплопроводности.
Различных степеней блеска можно также достичь благодаря различным покрытиям поверхности поддона из стойкой к высоким температурам пластмассы типа полиэфирэфиркетона, аналогично тому, как описано в патенте EP 2060658B1.
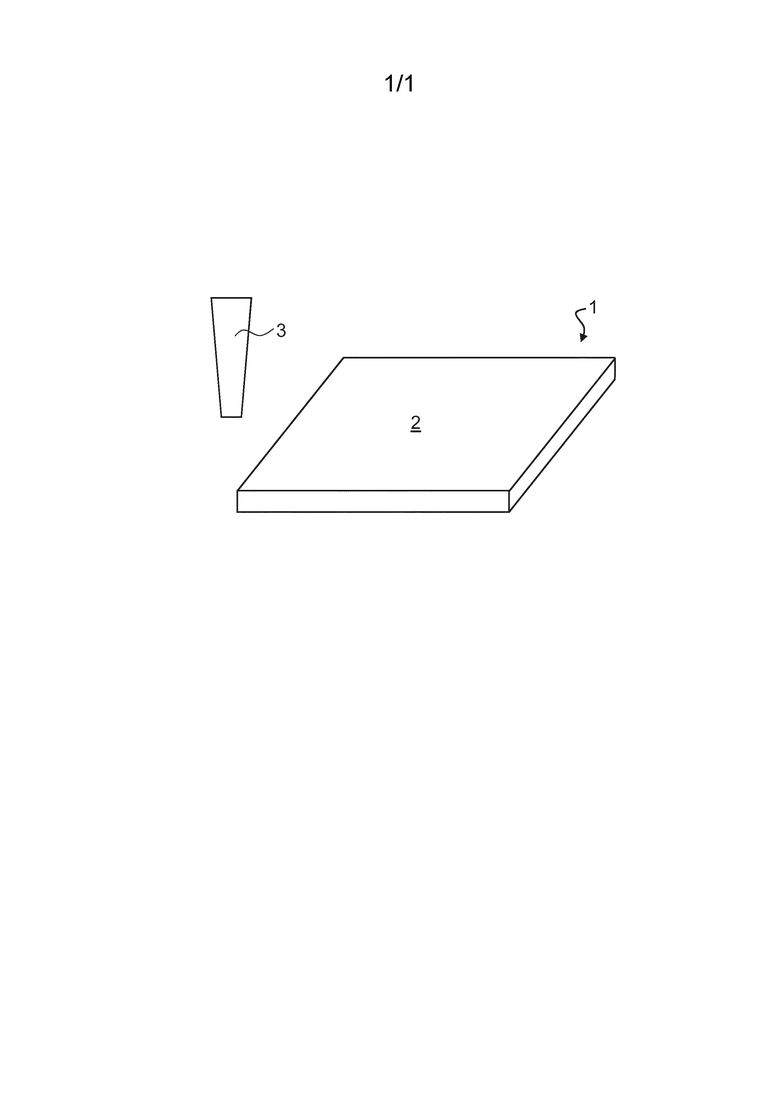
Один пример осуществления изобретения схематически проиллюстрирован на прилагаемой фигуре, которая показывает пресс-форму, выполненную в виде поддона 1.
Поддон 1 состоит из стойкой к высоким температурам пластмассы на основе полиэфирэфиркетона и имеет поверхность 2, которая выполнена структурированной или гладкой с разной степенью блеска.
В настоящем примере осуществления материал поддона 1 содержит по меньшей мере 10-50% углеродного волокна, или по меньшей мере 10-50% графитового порошка, или по меньшей мере 10-50% теплопроводящего материала.
Поддон 1 может быть выполнен, например, из полиимида, полиамидимида, простого полиэфиркетона, полиэфиркетонэфиркетонкетона, полифениленсульфида, полиарилэфиркетона, полибензимидазола или жидкокристаллического полимера LCP.
В настоящем примере осуществления структурирование поверхности 2 поддона 1 было осуществлено с помощью CO2-лазера 3. В частности, для управления координатами X, Y и Z CO2-лазера 3 использовались оцифрованные данные о трехмерной топографии ранее утвержденной структуры, соответствующей структурированию поверхности 2.
Структурирование поверхности 2 поддона 1 можно осуществить также путем штамповки на прессе или по методу Fused Deposition Modeling (моделирование методом наплавления).
Изобретение относится к технологической оснастке, предназначенной для покрытия древесно-стружечных плит в обогреваемом гидравлическом прессе. Пресс-форма выполнена в виде поддона (1) из стойкой к высоким температурам пластмассы на основе полиэфирэфиркетона PEEK. Поверхность (2) пресс-формы выполнена структурированной или гладкой, имеющей разную степень блеска. При этом в полиэфирэфиркетон PEEK добавлено по меньшей мере 10-50° углеродного волокна или графитового порошка. В результате обеспечивается снижение веса пресс-формы, что позволяет упростить ее закрепление в гидравлическом прессе и исключить провисание. 3 з.п. ф-лы, 1 пр., 1 ил.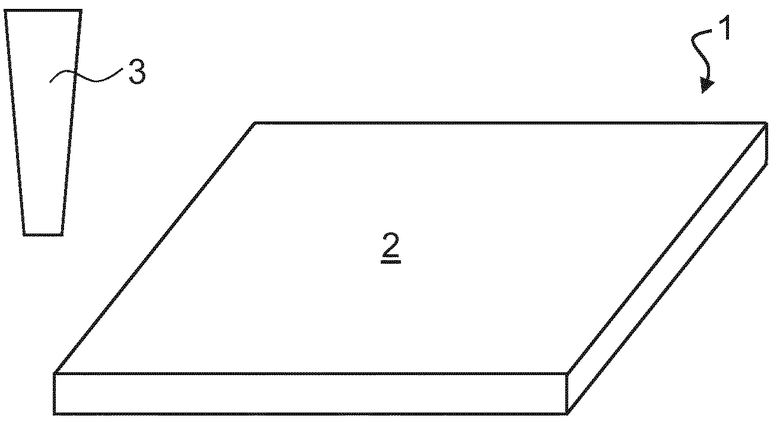
1. Пресс-форма для покрытия древесно-стружечных плит в обогреваемом гидравлическом прессе, выполненная в виде поддона (1) из стойкой к высоким температурам пластмассы на основе полиэфирэфиркетона PEEK, поверхность (2) которой выполнена структурированной или гладкой с разными степенями блеска, причем в полиэфирэфиркетон PEEK поддона (1) добавлено по меньшей мере 10-50% углеродного волокна или по меньшей мере 10-50% графитового порошка.
2. Пресс-форма по п. 1, в которой структурирование поверхности (2) поддона (1) осуществлено путем штамповки на прессе.
3. Пресс-форма по п. 1, в которой структурирование поверхности (2) поддона (1) получено способом моделирования методом наплавления (FDM, Fused Deposition Modeling).
4. Пресс-форма по п. 1, в которой структурирование поверхности (2) поддона (1) получено с помощью CO2-лазера (3), при этом для управления координатами X, Y и Z CO2-лазера (3) использованы оцифрованные данные о 3D-топографии утвержденной ранее структуры, соответствующей структурированию поверхности (2).
| Устройство для разделения жидкостей с разным удельным весом | 1977 |
|
SU611638A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2006 |
|
RU2322341C2 |
| СПОСОБ ПАРОВОГО ПРЕССОВАНИЯ ДРЕВЕСНО-ВОЛОКНИСТОЙ ПЛИТЫ, ИМЕЮЩЕЙ ПО МЕНЬШЕЙ МЕРЕ ОДНУ ОБРАБОТАННУЮ ПОВЕРХНОСТЬ | 1999 |
|
RU2223853C2 |
| ПАНЕЛЬ ОБРАТНОЙ ФОРМОВКИ | 2001 |
|
RU2257998C2 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

