Изобретение относится к машиностроению, а также может быть использовано в судостроении и других отраслях народного хозяйства, в частности к конструкции планера летательного аппарата, для получения неразъемных соединений клепкой при производстве и ремонте высоконагруженных деталей из волокнистых полимерных композиционных материалов (ПКМ) типа угле-боро-органопластиков.
При выполнении клепальных работ при производстве и, особенно, при ремонте конструкций летательного аппарата имеются такие места, которые не допускают двухстороннего подхода к ремонтируемому участку.
Известно, что для производства клепальных работ в местах, не имеющих двухстороннего подхода, разработаны и применяются следующие специальные типы заклепок из металлических сплавов, замыкающая головка которых может быть образована специальным инструментом или способом, это: заклепки с сердечником, штырьковые, гайкопистоны и взрывные двухкамерные заклепки (см., например, Горюнов Ю.Б. Клепальные работы. - М. Военное издательство МО СССР, 1960, с. 54-67).
Недостатком всех этих заклепок из различных металлических материалов является то, что они сами по своей сути являются несовместимыми с соединяемыми деталями, если последние выполнены из полимерных композиционных материалов, с точки зрения электрохимической коррозии, радиозаметности при облучении самолета радиолокационными станциями обнаружения противника, сравнительно большой их массой. Кроме того, исследование технологических процессов сборки и ремонта деталей планера летательного аппарата, выполненных из ПКМ, при визуальном и инструментальном методах контроля показало, что в местах установки таких специальных заклепок (взрывных, заклепок с сердечником и штырьковых, гайкопистонов) возникают внешние и подповерхностные повреждения в виде трещин и сколов, которые возникают в результате разрушения связующего ПКМ соединяемых деталей при их постановке. Это существенно снижает прочность заклепочного соединения. Наиболее близким к изобретению по технической сущности и достигаемому результату является заклепка и способ получения неразъемного заклепочного соединения деталей из ПКМ (см., например, патент №2261374 РФ, МПК7 F16B 19/06, B21J 15/02, заявл. 07.04.2003; опубл. 27.09.2005, бюл. №27. - 6 с.: ил.)
Заклепка (см., например, патент №2261374 РФ, МПК7 F16B 19/06, B21J 15/02, заявл. 07.04.2003; опубл. 27.09.2005, бюл. №27. - 6 с.: ил.) содержит стержень из композиционного материала с конической головкой на одном конце и с неотвержденной верхней частью на другом, снабжена оболочкой в виде втулки из неотвержденного препрега композиционного материала на длину стержня, между втулкой и стержнем заклепки на всю его длину установлена фторопластовая обечайка.
Недостатком такой заклепки является низкая надежность и прочность заклепки и заклепочного соединения в целом, что обусловлено образованием пустоты между стержнем и внутренней поверхностью оболочки в виде втулки из неотвержденного препрега после удаления фторопластовой обечайки со стержня.
Техническим результатом изобретения является повышение надежности и прочности заклепки и неразъемного заклепочного соединения деталей из ПКМ.
Указанный технический результат достигается тем, что заклепка, состоящая из стержня, выполненного из полимерного композиционного материала с волокнами, ориентированными вдоль оси стержня, с цилиндрической головкой на одном конце и неотвержденной верхней частью стержня на другом конце, установлена в корпус, выполненный из отвержденного препрега, родственного соединяемым деталям композиционного материала, и состоящий из цилиндрических соосных закладной головки и втулки, при этом закладная головка прозенкована, а нижняя часть втулки выполнена на конус, между цилиндрической головкой заклепки и нижней частью втулки корпуса установлено кольцо из тканого неотвержденного препрега, при этом длина втулки корпуса равна толщине соединяемых деталей, а конус нижней части втулки корпуса находится под соединяемыми деталями на толщину кольца, внешний диаметр втулки корпуса равен диаметру цилиндрической головки заклепки, а внутренний - диаметру стержня, внешний диаметр кольца равен внешнему диаметру втулки, при этом фторопластовая обечайка установлена на неотвержденную верхнюю часть стержня.
Способ получения неразъемного заклепочного соединения (см., например, патент №2261374 РФ, МПК7 F16B 19/06, B21J 15/02, заявл. 07.04.2003; опубл. 27.09.2005, бюл. №27. - 6 с.: ил.) заключается в размещении заклепки в отверстии соединяемых деталей, когда заклепку устанавливают в соосных отверстиях соединяемых деталей авиационной конструкции, не имеющей двухстороннего подхода (одновременно к закладной и замыкающей головкам) к заклепочному шву, нанося на внешнюю цилиндрическую часть оболочки клеевую композицию, при этом закладную головку образуют с внутренней стороны соединяемых деталей посредством вытягивания стержня заклепки вверх, фиксируя торец втулки, и деформации препрега втулки конусной головкой стержня, удаляют фторопластовую обечайку со стержня заклепки, после полимеризации препрега, из которого выполнена втулка заклепки и клеевой композиции, пропитывают продольные волокна выступающего стержня клеевой композицией и в холодном состоянии формируют замыкающую головку.
Недостатком указанного способа является низкая технологичность заклепочного шва, обусловленная тем, что оболочка в виде втулки в момент поставки находится в неотвержденном (неполимеризованном) состоянии.
Техническим результатом изобретения является повышение технологичности получения неразъемного заклепочного соединения деталей из ПКМ при отсутствии двухстороннего подхода (одновременно к закладной и замыкающей головкам) к заклепочному шву, что достигается за счет того, что корпус заклепки в виде втулки с закладной головкой в момент поставки находится в отвержденном состоянии.
Указанный технический результат достигается тем, что способ получения неразъемного заклепочного соединения, заключающийся в том, что после размещения заклепки в соосных отверстиях соединяемых деталей фиксируют закладную головку корпуса заклепки, вытягивают за фторопластовую обечайку стержень заклепки вверх, образуя при этом замыкающую головку с внутренней стороны соединяемых деталей, удаляют фторопластовую обечайку с верхней части стержня заклепки и после полимеризации препрега кольца пропитывают неотвержденные волокна стержня заклепки клеевой композицией и в холодном состоянии формируют фиксирующую часть закладной головки в прозенкованных отверстиях корпуса заклепки.
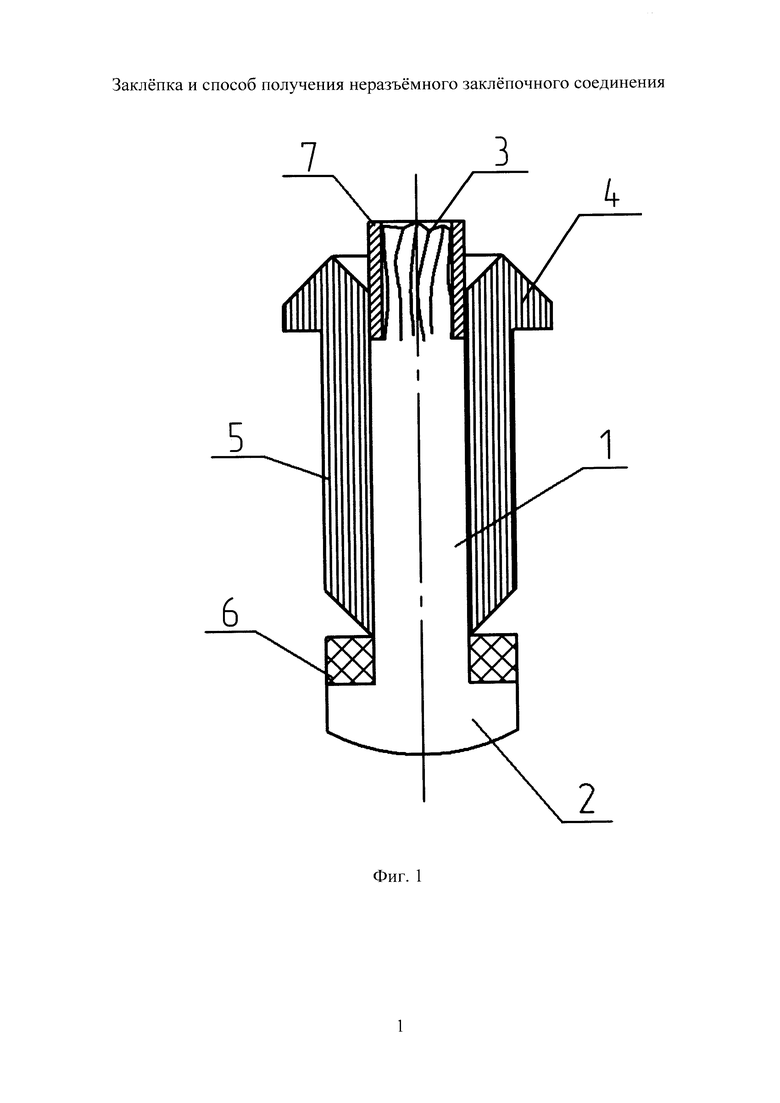
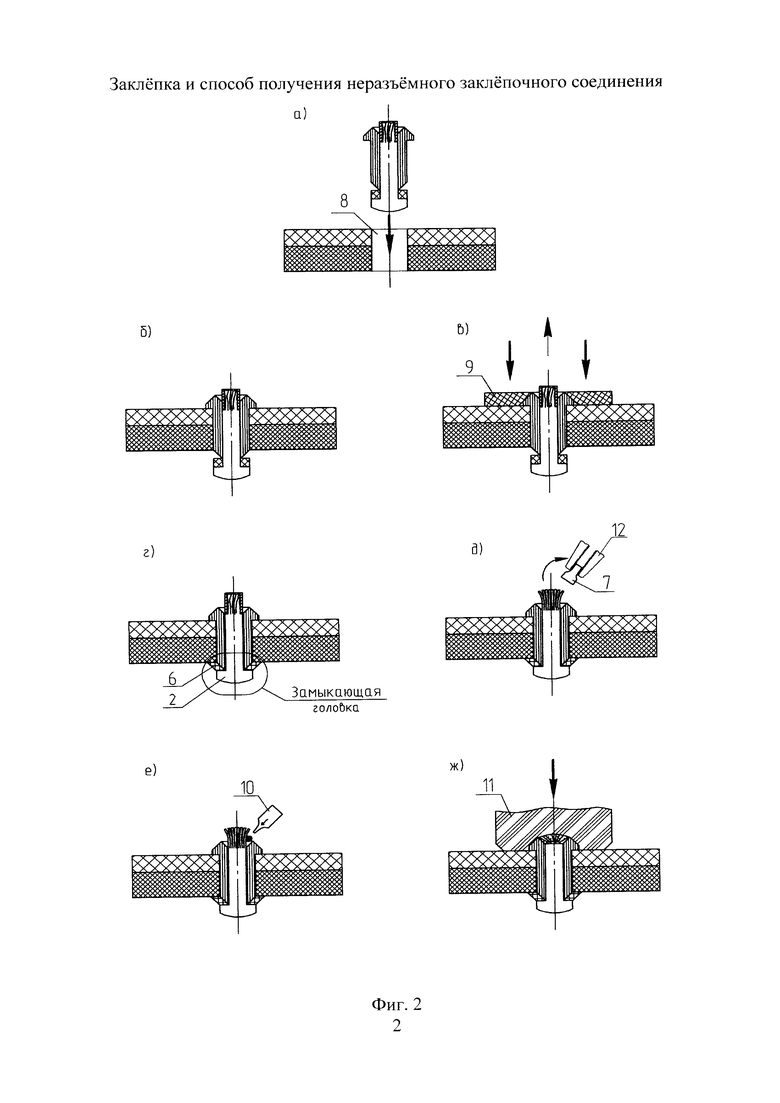
Конструкция заклепки и способ получения неразъемного заклепочного соединения приведены на фиг. 1 и фиг. 2 соответственно, где обозначено: 1 - стержень заклепки, 2 - цилиндрическая головка, 3 - неотвержденная верхняя часть стержня, 4 - закладная головка корпуса заклепки, 5 - втулка корпуса заклепки, 6 - кольцо из тканного неотвержденного препрега, 7 - фторопластовая обечайка; а, б) размещение заклепки в отверстиях соединяемых деталей, в) фиксация закладной головки корпуса заклепки, г) образование замыкающей головки, д) удаление фторопластовой обечайки, е) пропитка клеевой композицией, ж) формирование фиксирующей части закладной головки; 8 - соосные отверстия соединяемых деталей, 9 - упорное кольцо, 10 - шприц с клеевой композицией, 11 - оправка из фторопласта.
Стержень заклепки 1 выполнен с цилиндрической головкой 2 на одном конце и неотвержденной верхней частью 3 на другом и установлен в корпусе заклепки. Стержень заклепки представляет собой продольные волокна невысокой жесткости из отожженной стеклоткани (например, марки Э2-62), находящиеся внутри корпуса заклепки, без пропитки их клеевой композицией на высоту, выступающую над толщиной соединяемых деталей.
Корпус заклепки состоит из цилиндрических соосных закладной головки 4 и втулки 5. При этом закладная головка прозенкована, что необходимо для формирования ее фиксирующей части (фиг. 2, 11), а нижняя часть втулки выполнена на конус. В момент установки заклепки корпус заклепки с закладной головкой 4 и втулкой 5 находится в отвержденном (полимеризованном) состоянии, что повышает надежность и прочность заклепки и заклепочного соединения в целом за счет отсутствия пустоты между стержнем заклепки 1 и втулкой 5 корпуса.
Корпус заклепки с закладной головкой 4 и втулкой 5 выполнен из препрега, родственного соединяемым деталям композиционного материала, то есть содержит аналогичный наполнитель (упрочнитель) и связующее (матрицу). Упрочнителем корпуса заклепки являются продольные углеволокна (в качестве которого может быть использована углелента типа ЛУП-0,1), а матрицей (связующим) - полимерная композиция смол, например, марки ЭНФБ (ЭНФБ - 2М). Углеволокна корпуса заклепки расположены вдоль ее продольной оси.
Внешний диаметр втулки корпуса 5 заклепки равен диаметру цилиндрической головки 2 стержня, а внутренний - диаметру стержня 1 заклепки, что исключает образование пустоты между стержнем и корпусом, значительно повышая надежность и прочность заклепки. Цилиндрическая часть втулки корпуса заклепки 5 равна толщине соединяемых деталей.
Между цилиндрической головкой заклепки 2 и нижней конусной частью втулки корпуса установлено кольцо 6 из тканого неотвержденного препрега, например из тканого препрега материала марки КМУ-7ТР (с равнопрочным тканым наполнителем УТ - 900 и связующим ЭНФБ - 2М) (см., например, Всероссийский научно-исследовательский институт авиационных материалов (ВИАМ). Конструкционные композиционные материалы. Под общей редакцией академика РАН Е.Н. Каблова. Ответственный за выпуск буклета КТН Д.В. Гращенков. URL:http://www.admin@viam.ru, с. 15 (дата обращения: 14.07.2014 г.)).
Кольцо предназначено для образования замыкающей головки заклепки за счет его деформации о конус втулки корпуса, что обеспечивает надежную фиксацию заклепки с внутренней стороны соединяемых деталей, значительно повышая надежность заклепки.
Внутренний диаметр кольца 6 равен диаметру стержня 1, а внешний диаметр кольца равен диаметру цилиндрической головки 2 стержня и внешнему диаметру корпуса.
Конус втулки корпуса заклепки выступает под соединяемыми деталями на расстояние, равное толщине кольца 6.
На неотвержденной верхней части стержня 3 заклепки установлена фторопластовая обечайка 7, что необходимо для вытягивания стержня заклепки.
Способ получения неразъемного заклепочного соединения деталей авиационной конструкции, выполненных из полимерных композиционных материалов, при помощи заклепки заключается в следующем (фиг. 1, 2).
Соединяемые детали, не имеющие двухстороннего подхода (одновременно к закладным и замыкающим головкам) к заклепочному шву выполнены с соосными отверстиями 8.
Заклепки размещают в соосных отверстиях (фиг. 2, а) соединяемых деталей, не имеющих двухстороннего подхода к заклепочному шву таким образом, чтобы закладная головка заклепки упиралась на соединяемые детали (фиг. 2, б).
Фиксируют закладную головку 4 корпуса заклепки, например, накладывая упорное кольцо 9 на закладную головку корпуса заклепки 4, и в этом положении вытягивают за фторопластовую обечайку 7 стержень заклепки вверх (фиг. 2, в), деформируя при этом кольцо из тканого неотвержденного препрега 6 о конус втулки корпуса заклепки (фиг. 2, г). При этой деформации препрега кольца 6 из него образуется замыкающая головка заклепки (фиг. 2, г) с внутренней стороны соединяемых деталей. Так как корпус заклепки находится в отвержденном состоянии, то после вытягивания стержня заклепки вверх исключается возможность его деформации, а значит повышается технологичность образования заклепочного шва.
После этого удаляют фторопластовую обечайку 7 с неотвержденной верхней части стержня 3 заклепки, например, с помощью пассатижей (фиг. 2, д).
После полимеризации препрега кольца 6, при помощи шприца 10 пропитывают неотвержденные волокна стержня заклепки вязкой клеевой композицией, например клеем ВК-9 (фиг. 2, е).
Формование фиксирующих частей закладных головок производится в холодном состоянии в прозенкованных отверстиях закладной головки корпуса заклепки 4, например, при помощи оправки из фторопласта 11 (фиг. 2, ж).
Закладная головка заклепки 4 и замыкающая головка, образованная из тканого препрега кольца 6 (фиг. 2, ж) в процессе его деформации, выполняют функцию анкеров, обеспечивая тем самым высокую прочность заклепки на растяжение (на отрыв головок).
Сравнительный анализ с прототипом разработанной заклепки показывает, что она отличается наличием корпуса заклепки с закладной головкой и втулкой из препрега, родственного соединяемым деталям композиционного волокнистого материала, волокна которого имеют высокую удельную прочность на срез. Корпус заклепки с закладной головкой в момент поставки находится в отвержденном состоянии.
Заклепка имеет кольцо из равнопрочного тканого препрега, например из материала марки КМУ-7ТР, внешний диаметр которого равен диаметру цилиндрической головки стержня, который не имеет фторопластовой обечайки по всей длине и находится в контакте с внутренней частью корпуса. В момент поставки кольцо находится в неотвержденном (неполимеризованном) состоянии. Это позволяет образовывать замыкающую головку за счет деформации препрега кольца в холодном состоянии о конусную (концевую) часть корпуса заклепки, при отсутствии двухстороннего подхода (одновременно к закладной и замыкающей головкам) к заклепочному шву, улучшая тем самым надежность и технологичность заклепочного соединения.
Таким образом, предлагаемая заклепка и способ получения неразъемного заклепочного соединения при помощи нее соответствуют критерию «новизна».
Эффективность от применения предлагаемого технического решения достигается за счет повышения надежности и технологичности получаемого неразъемного заклепочного соединения деталей авиационной конструкции из полимерных композиционных материалов при отсутствии двухстороннего подхода к заклепочному шву.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ В УГЛЕКОМПОЗИТНЫХ КОНСТРУКЦИЯХ | 2018 |
|
RU2691725C1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2003 |
|
RU2261374C2 |
| Заклёпка и способ получения неразъёмного заклёпочного соединения деталей, не имеющих двухстороннего подхода к заклепочному шву | 2021 |
|
RU2769143C1 |
| Заклепка и способ получения неразъемного заклепочного соединения | 1991 |
|
SU1810627A1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2001 |
|
RU2219390C2 |
| ЗАКЛЕПКА ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ | 1994 |
|
RU2134364C1 |
| Способ клепки деталей из волокнистых композиционных материалов | 1986 |
|
SU1409401A1 |
| Заклепка для односторонней клепки | 1991 |
|
SU1760195A1 |
| Заклепочное соединение | 1988 |
|
SU1532731A1 |
| ЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2047795C1 |
Изобретение относится к машиностроению, а также может быть использовано в судостроении и других отраслях народного хозяйства. Техническим результатом изобретения является повышение надежности неразъемного заклепочного соединения деталей из полимерно композиционных материалов и его технологичности. Заклепка, состоящая из стержня, выполненного из полимерного композиционного материала с волокнами, ориентированными вдоль оси стержня, с цилиндрической головкой на одном конце и неотвержденной верхней частью стержня на другом конце, установлена в корпус, выполненный из отвержденного препрега, родственного соединяемым деталям композиционного материала, и состоящий из цилиндрических соосных закладной головки и втулки, при этом закладная головка прозенкована, а нижняя часть втулки выполнена на конус, между цилиндрической головкой заклепки и нижней частью втулки корпуса установлено кольцо из тканого неотвержденного препрега, при этом длина втулки корпуса равна толщине соединяемых деталей, а конус нижней части втулки корпуса находится под соединяемыми деталями на толщину кольца, внешний диаметр втулки корпуса равен диаметру цилиндрической головки заклепки, а внутренний - диаметру стержня, внешний диаметр кольца равен внешнему диаметру втулки, при этом только на неотвержденную верхнюю часть стержня установлена фторопластовая обечайка. Способ получения неразъемного заклепочного соединения, заключающийся в размещении заклепки в отверстиях соединяемых деталей, не имеющих двухстороннего подхода к заклепочному шву, фиксируют закладную головку корпуса заклепки, вытягивают за фторопластовую обечайку стержень заклепки вверх, образуя при этом замыкающую головку с внутренней стороны соединяемых деталей, удаляют фторопластовую обечайку с верхней части стержня заклепки и после полимеризации препрега кольца пропитывают неотвержденные волокна стержня заклепки клеевой композицией и в холодном состоянии формируют фиксирующую часть закладной головки в прозенкованных отверстиях корпуса заклепки. 2 н.п. ф-лы, 2 ил.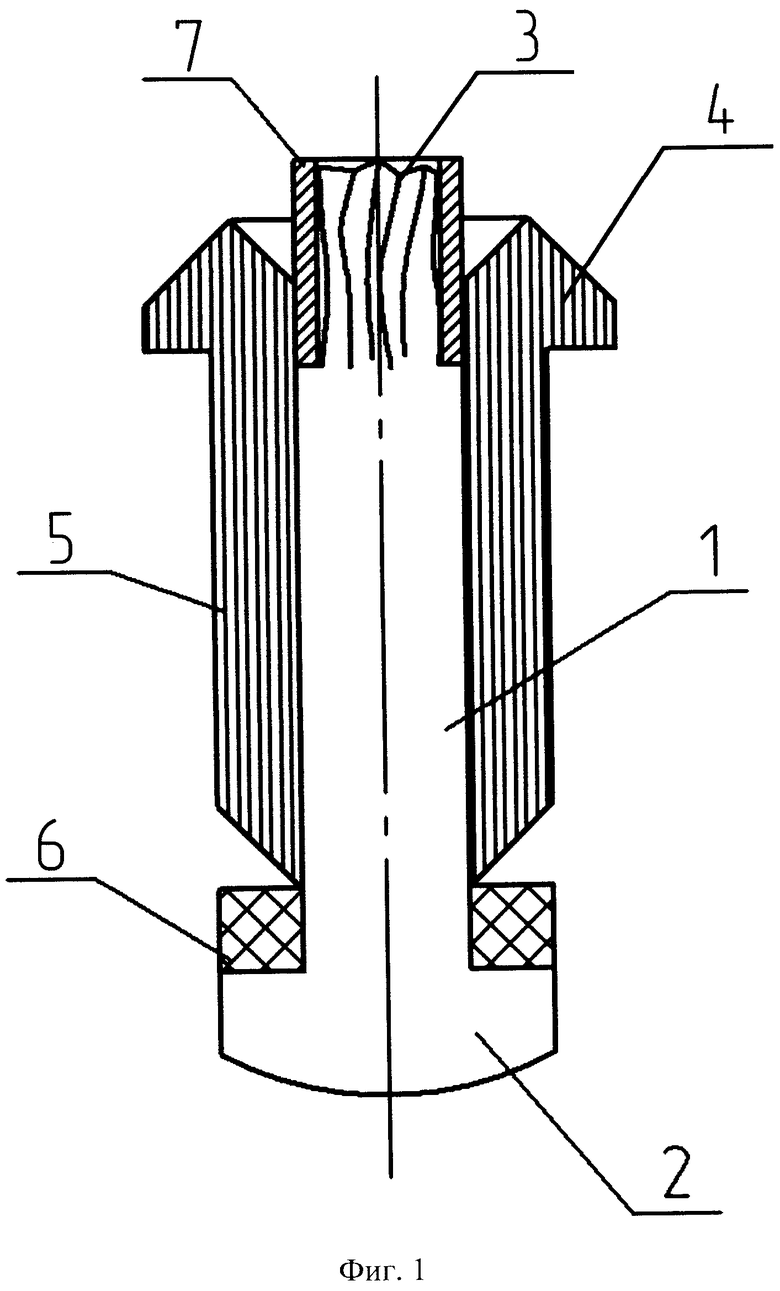
1. Заклепка, состоящая из стержня, выполненного из полимерного композиционного материала с волокнами, ориентированными вдоль оси стержня, с цилиндрической головкой на одном конце и неотвержденной верхней частью стержня на другом конце, отличающаяся тем, что заклепка установлена в корпус, выполненный из отвержденного препрега, родственного соединяемым деталям композиционного материала, и состоящий из цилиндрических соосных закладной головки и втулки, при этом закладная головка прозенкована, а нижняя часть втулки выполнена на конус, между цилиндрической головкой заклепки и нижней частью втулки корпуса установлено кольцо из тканого неотвержденного препрега, при этом длина втулки корпуса равна толщине соединяемых деталей, а конус нижней части втулки корпуса находится под соединяемыми деталями на толщину кольца, внешний диаметр втулки корпуса равен диаметру цилиндрической головки заклепки, а внутренний - диаметру стержня, внешний диаметр кольца равен внешнему диаметру втулки, при этом фторопластовая обечайка установлена на неотвержденную верхнюю часть стержня.
2. Способ получения неразъемного заклепочного соединения, заключающийся в размещении заклепки в отверстиях соединяемых деталей, не имеющих двухстороннего подхода к заклепочному шву, отличающийся тем, что после размещения заклепки в соосных отверстиях соединяемых деталей фиксируют закладную головку корпуса заклепки, вытягивают за фторопластовую обечайку стержень заклепки вверх, образуя при этом замыкающую головку с внутренней стороны соединяемых деталей, удаляют фторопластовую обечайку с верхней части стержня заклепки и после полимеризации препрега кольца пропитывают неотвержденные волокна стержня заклепки клеевой композицией и в холодном состоянии формируют фиксирующую часть закладной головки в прозенкованных отверстиях корпуса заклепки.
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2003 |
|
RU2261374C2 |
| ФИЛЬТР-ПРЕСС | 2001 |
|
RU2190451C2 |
| US 6499926 В2, 31.12.2002 | |||
| СПОСОБ ОПЕРАТИВНОЙ ДИАГНОСТИКИ И СКРИНИНГА ОБЩЕГО И ОРГАННОГО ГОМЕОСТАЗА ЧЕЛОВЕКА | 2014 |
|
RU2583833C2 |

