Настоящее изобретение относится к соединительной детали для многослойных трубопроводов, в частности к соединительной детали для многослойных трубопроводов, которая пригодна для сварки внахлест (международный термин: «полифузионная сварка»).
Многослойные трубопроводы для пластиковых трубопроводных систем (ПТС) известны как альтернатива стали и меди для многих вариантов применения, таких как водоотвод, водоснабжение, подача газа и химических веществ. Многослойные трубопроводы могут содержать пластик разного типа с основой, например, из алюминия, внедренной в пластик для повышения сопротивления давлению. В основном используются термопластичные пластмассы, такие как полипропилен, полиэтилен, полибутилен и иногда поливинилхлорид. Монтаж системы заключается в формировании комбинаций трубы и соединительных деталей, муфт и/или фитингов. Тип фитинга также определяет характер инструмента, который приходится использовать. Широко используются многослойные трубы, которые состоят из полиэтиленовых труб со слоем алюминиевой основы. Здесь слой основы покрыт пластиком и снаружи, и изнутри.
При оценочной доле рынка, равной 60%, такие системы наиболее распространены в строительстве. Большим преимуществом таких систем является возможность их гнуть с сохранением формы, как и медные трубопроводы, при том что по сравнению с медными трубопроводами такие системы значительно легче и дешевле.
Самая интересная разработка относится к полиэтиленовым трубам, содержащим алюминиевый внутренний слой, с обеих сторон покрытых слоями полиэтилена. Такие трубы являются гибкими и обладают достаточной прочностью для решаемых с из помощью задач. Особенно интересными являются трубы из полиэтилена повышенной термостойкости, которые могут выдерживать температуры до 90-95°С и давление до 10 бар.
Недостаток таких известных систем заключается в том, что фитинги или муфты являются дорогими или требуют больших затрат времени на соединение.
Например, используются уплотнения, полученные с помощью уплотнительных колец круглого сечения, установленных на соединительную деталь. Такая соединительная деталь вставляется или вталкивается в трубопровод или трубу. Затем соединительную деталь обжимают с большим усилием на трубопроводе или трубе с помощью хомута.
В качестве альтернативного соединения для трубопроводов или труб с алюминиевой основой имеются также нажимные соединения. Хотя такие соединения практичны, с другой стороны, они дороги и наряду с очевидными удобствами существует незначительный риск протечки при повреждении уплотнительного кольца круглого сечения.
Кроме того, известно использование привариваемых фитингов, когда соединительную деталь и внешний конец трубопровода для соединения нагревают, используя сварочное устройство так, чтобы соединяемые детали стали пластичными. Эта технология именуется полифузионной сваркой или сваркой внахлест. В пластичном состоянии детали сплавляют, прижимая соединяемые детали друг к другу или заставляя их скользить относительно друг друга, после чего дают им остыть.
Сварочное устройство по существу является ручным инструментом, имеющим трубку и источник теплоты с нагревающими элементами, также известным как сварочная оправка или сварочная втулка, которая может устанавливаться на внешнем конце. Сварочная оправка и сварочная втулка имеют такую форму, чтобы они садились на контактные поверхности соответствующей соединительной детали и внешнего конца трубопровода, которые нужно сплавить друг с другом. После нагрева эти две детали вталкивают друг в друга в пластичном состоянии так, чтобы расположенные внахлест контактные поверхности сплавились друг с другом, образуя соединительный шов или сварочное ребро. После охлаждения образуется надежное сварное соединение. Преимуществом этой технологии является то, что можно использовать простые инструменты, и операции можно выполнять быстро (каждая операция длится всего несколько секунд).
Из патентной публикации JP 07301374 известна соединительная деталь, которую можно использовать для соединения многослойных трубопроводов с помощью сварки внахлест. Внешний конец трубопровода вставляют в кольцевое пространство соединительной детали и сплавляют с ней. Внешний конец трубопровода заранее адаптирован для установки внутрь кольцевого пространства. Толщина внешнего конца трубопровода для этого уменьшена за счет удаления части внешней поверхности и внутренней поверхности.
Существенный недостаток такого способа связан со структурой многослойных трубопроводов: они по существу снабжаются более толстым внутренним слоем, тонким внешним слоем и расположенным между ними металлическим слоем, и все эти слои соединены друг с другом двумя слоями клея. Вся труба состоит из пяти слоев: внешний слой, слой клея, алюминий, слой клея и внутренний слой. Все эти слои создают сопротивление давлению и температуре. Внешний слой тоньше, чем внутренний слой. Внешний слой делается более тонким потому, что нагрузка на внешнюю сторону трубопровода не столь велика, как на внутреннюю, на которую, в случае полиэтилена повышенной термостойкости действует температура 90-95°С и давление до 10 бар. При тонком внешнем слое изделие получается менее дорогим, менее объемным и более легким. Функция внешнего слоя заключается в формировании защиты от атмосферного кислорода, чтобы не возникала коррозия металла.
Во вновь разрабатываемых полиэтиленовых трубах, таким образом, стремятся создать как можно более тонкий слой полиэтилена с обеих сторон алюминиевого слоя. Труба из полиэтилена повышенной термостойкости с алюминиевым слоем основы может, например, иметь внешний слой полиэтилена повышенной термостойкости в 0,3 мм на диаметре 16 мм. Внутренний слой полиэтилена повышенной термостойкости составляет 1,2 мм, и общая толщина стенки трубы, включая слои клея, составляет 2,0 мм.
При соединении таких многослойных трубопроводов соединительной деталью согласно JP' 374 было обнаружено, что целостность внешнего слоя теряется: технически нелегко удалить часть внешнего слоя и одновременно оставить достаточный внешний слой, закрывающий слой металла. Таким образом, увеличивается риск обнажения частей металлического слоя трубопровода, в результате чего может возникнуть нежелательная коррозия этого металлического слоя.
Вторая проблема возникает на выходах соединительной трубы во время полифузионной сварки с концом трубопровода. Выход соединительной трубы выступает во внешний конец трубопровода, где он становится в некоторой степени пластичным. Выходы соединительной трубы в этом случае стремятся отогнуться внутрь внутри внешних концов трубопровода, в который они вставлены. Это приводит к образованию зазора между выходом соединительной трубы и внутренней стороной трубопровода и, следовательно, к неполной адгезии. Этот процесс может зайти так далеко, что выход складывается внутрь и блокирует проходное сечение соединительной трубы. Эта проблема часто возникает при небольшом наружном диаметре соединительной трубы (например, менее 25 мм) или в случае длительного нагрева соединительной трубы.
Из-за возникающего зазора в любом случае возникает дефектный сварной шов с внутренней стенкой трубопровода, при этом может возникнуть тенденция к закупориванию трубопровода в месте сварного шва из-за накопления грязи в сформировавшемся зазоре, и трубопровод полностью или частично закупоривается.
Третья проблема заключается в том, что полученное соединение между соединительной деталью и двумя внешними концами трубопровода является механически уязвимым в положении соединительной детали в отношении различных растягивающих или осевых сил и скручивающих сил. Соединение может, например, растрескаться и разрушиться в положении более широкого участка, когда внешние концы трубопровода, соединенные с соединительной деталью, прилагают большие скручивающие силы.
Целью настоящего изобретения является полное или частичное устранение недостатков известных прототипов соединительных деталей и создание дополнительных возможных преимуществ, благодаря соединительной детали, пригодной для формирования долговечного и надежного соединения с внешним концом трубопровода, которое создается быстро способом полифузионной сварки.
Согласно первому аспекту изобретения для достижения этой цели предлагается соединительная деталь для внешнего конца многослойного трубопровода, содержащая соединительную трубу, на внешней стороне которой имеется радиально вертикальная стенка, в которой стенка расширяется в осевом направлении на радиальном расстоянии от внешней стороны корпуса, в которой внешняя сторона соединительной трубы, вертикальная стенка и расширенный участок ограничивают установочное пространство, в которое можно непосредственно вставлять внешний конец трубопровода, и в которой радиальное расстояние между расширенным участком стенки и внешней стороной соединительной трубы в положении входа в установочное пространство больше или равно толщине стенки трубопровода, в которой внутренняя стенка соединительной трубы армирована прилегающим армирующим слоем армированного пластика или металла, который имеет большую прочность, чем материал соединительной трубы, и этот слой снабжен осевыми зацепляющими элементами, а внутренняя стенка снабжена осевыми соединительными элементами, которые соединены с зацепляющими элементами.
Такое армирование внутренней стенки придает соединительной детали большую механическую прочность, что важно для применения в обстоятельствах, когда соединительная деталь подвергается воздействию различных растягивающих, изгибающих и скручивающих сил после того, как она была соединена с внешними концами трубопровода. Осевая ориентация является особенно эффективной относительно изгибающих и растягивающих сил. Термин «осевая» в настоящем описании означает, что соединительные элементы и зацепляющие элементы проходят в осевом направлении относительно центральной оси соединительной трубы. В результате эти два соответствующих элемента находятся в зацеплении друг с другом так, что изгибающие или скручивающие силы на соединительной трубе также через эти элементы действуют на армирующий слой. Армирующий слой в этом случае создает дополнительное сопротивление этим силам. Армирующий слой как отдельный или интегрированный компонент может образовать узел с соединительной трубой.
Армирующий слой также дает преимущество, заключающееся в том, что предотвращает загибание вовнутрь выходов соединительной трубы во время полифузионной сварки. Следовательно, это предотвращает образование зазора и не дает возникнуть препятствию для потока по трубопроводу в месте расположения соединительной детали
Что касается выбора материала для армирующего слоя, армированным пластиком может быть, например, поливилиниденфторид, полиоксиметилен, полифенилсульфон или подобные материалы, а в качестве металла можно применять латунь, сталь и пр.
Далее было обнаружено, что, когда используется соединительная деталь по настоящему изобретению, соединение многослойных труб упрощается. Трубопровод надевают на соединительную деталь до вертикальной стенки и вставляют непосредственно внутрь кольцевого пространства. Регулировать толщину внешнего конца трубопровода не нужно, благодаря чему настоящее изобретение позволяет реализовать очень простой способ полифузионной сварки.
Было обнаружено, что во время соединения металлический слой не обнажается из-за чрезмерной деформации внешней стенки трубопровода и что между внешней стороной соединительной детали и внутренним слоем трубопровода образуется прочное соединение. Это сплавленное соединение дополнительно усилено, поскольку внешний конец трубопровода сплавляется с вертикальной стенкой и внутренней стороной расширенного участка. Таким образом, возникают три поверхности адгезии.
Полученное сплавленное соединение может выдерживать условия, в которых применяется полиэтилен повышенной термостойкости (90-95°С и 10 бар). Сплавленное соединение далее образует уплотняющий слой для металлического промежуточного слоя внешнего конца трубопровода так, что кислород атмосферы не может на него попадать. Таким образом, обеспечена защита металла от коррозии.
В особом варианте соединительной детали по настоящему изобретению соединительный элемент на внутренней стенке выполнен в форме удлиненных ребер, параллельных центральной оси соединительной трубы. Соответствующие зацепляющие элементы армирующего слоя выполнены как удлиненные канавки. Обратный вариант, в котором зацепляющие и соединительные элементы выполнены, соответственно, как гребни и канавки, также является частью настоящего изобретения.
В другом варианте изобретения кольцевое пространство сужается в направлении стенки так, что радиальное расстояние между расширенным участком стенки и внешней стороной соединительной трубы уменьшается до величины, меньшей, чем толщина стенки трубопровода.
Такая конструкция позволяет внешнему концу трубы соответствующим образом зажиматься в кольцевом пространстве соединительной детали и дает возможность получить оптимальное сплавленное соединение. Еще более важным является дополнительный эффект, заключающийся в том, что сплавленное соединение или сварной шов, сформированный во время соединения полифузионной сваркой, деформируется особым образом за счет сужающегося пространства. В результате сужения этого пространства сварной шов, сформированный между внешней стенкой и расширенным участком, в некоторой степени отжимается наружу, в результате чего возникает выступающий сварной шов. Его большим преимуществом является то, что на основе выступающего сварного шва можно легко визуально определить, имеет ли полученное сварное соединение удовлетворительное качество. Таким образом, на практике можно немедленно проводить визуальную проверку полученного соединения, что позволяет экономить время.
Соединительная деталь по настоящему изобретению преимущественно содержит сквозное отверстие в расширенном участке. Его функцией является создание контрольного отверстия для поверки сварного соединения, сформированного в кольцевом пространстве. Это дает еще один положительный эффект в дополнение к вышеописанному выступающему сварному шву или может быть альтернативой ему. Часть сплавленного соединения, кроме того, может проникнуть в это сквозное отверстие, тем самым еще больше усиливая соединение.
В соединительной детали по настоящему изобретению расширенный участок в осевом направлении предпочтительно имеет меньшую длину, чем осевая длина соединительной трубы, измеренная от вертикальной стенки до внешнего конца соединительной трубы, и предпочтительно меньше в 4 раза или более. Расширенный участок фактически образует поверхность, контактирующую с внешней стенкой трубопровода, а внешняя сторона соединительной трубы образует поверхность, контактирующую с внутренней стенкой трубопровода. Поскольку на внешнюю стенку и внутреннюю стенку трубопровода в то время, когда внешний конец трубопровода вставляют в кольцевое пространство, действуют срезающие усилия, желательно сделать контактную поверхность внешней стенки трубопровода относительно небольшой, а поверхность внутренней стенки, контактирующую с соединительной деталью - относительно большой. Таким образом достигается оптимальная прочность соединения, когда внешняя стенка трубопровода как можно меньше подвергается срезающим усилиям, благодаря чему защита металлического слоя внешней стенкой остается нетронутой. Длина той части соединительной трубы, которая выступает внутрь трубопровода, предпочтительно составляет несколько сантиметров, а длина расширенного участка составляет лишь несколько миллиметров.
В соединительной детали по настоящему изобретению вертикальная стенка и расширенный участок предпочтительно имеют Т-образное сечение. Соединительную деталь с вертикальной стенкой и расширенным участком такой формы достаточно легко изготовить методом литья под давлением, когда формируется кольцевое пространство, в которое можно вставлять внешний конец трубопровода. Такая конструкция позволяет вталкивать трубопровод на оба осевых конца соединительной трубы вплоть до стенки, и эти два соединенных конца трубопровода будут разделены только толщиной стенки соединительной детали. Это позволяет получить очень прочное соединение двух внешних концов, поскольку они находятся близко друг к другу, и надлежащим образом закрыты расширенными участками.
Соединительная деталь по настоящему изобретению предпочтительно выполнена по существу как единое целое. Это упрощает производство соединительной детали, например, методом литья под давлением. Таким образом, себестоимость соединительной детали может быть относительно невысока. Армирующий слой армированного пластика можно формировать, например, методом двухкомпонентного литья под давлением.
Соединительная деталь, но не армирующий слой, более предпочтительно выполнена из материала, содержащего полиэтилен, армированный полиэтилен или полиэтилен повышенной термостойкости. Такие материалы также используются для многослойных трубопроводов, поэтому можно выбирать комбинацию соединительной детали и трубопровода, выполненные из одного материала. Это дает преимущества при соединении, поскольку на сварочном аппарате можно задать одну температуру для прогрева пластика контактных поверхностей трубопровода и соединительной детали.
Это же преимущество возникает, когда внутренние и внешние стенки многослойных трубопроводов основаны на статистическом сополимере полипропилена (PP-R), полиэтилене, полипропилене, поливинилиденфториде, поливинилхлориде и т.п. Таким образом, можно изготавливать соединительную деталь из пластика, соответствующего пластику стенок трубопроводов.
В соединительной детали по настоящему изобретению внутренний диаметр соединительной трубы на выходе более предпочтительно увеличивается в направлении наружу. Это увеличение диаметра предпочтительно происходит постепенно так, чтобы внутренняя стенка имела конусность в продольном сечении. Такой конический выход соединительной трубы, как было обнаружено, менее подвержен или совсем не подвержен нежелательному эффекту загибания внутрь. Это позволяет предотвратить формирование зазора и не создает препятствий потоку через трубопроводы в месте нахождения соединительной детали.
Такая соединительная деталь является альтернативой соединительной детали по первому аспекту настоящего изобретения, поскольку проблема загибания внутрь соединительной трубы в положении выхода все равно не возникает, даже если в конструкции нет соединительных элементов и армирующего слоя.
В соединительной детали по настоящему изобретению наружный диаметр соединительной трубы более преимущественно уменьшен на выходе. За счет этого во время предварительного нагрева соединительной трубы на сварочной оправке предотвращается контакт этой последней части внешней периферии соединительной трубы с горячей сварочной оправкой или приближение к ней. Это дополнительно предотвращает загибание внутрь соединительной трубы в положении выхода. При желании такой вариант изобретения можно реализовать так, чтобы соединительная труба не имела соединительных элементов и соединительная деталь не имела армирующего слоя.
В качестве общего альтернативного варианта настоящего изобретения на внешней стороне тела соединительной детали могут быть выполнены две вертикальные стенки с расширенным участком, которые разнесены на некоторое расстояние друг от друга. Такая конструкция подходит для более сложных соединительных деталей, которые выполнены в форме тройника, крестового соединения или колена.
Второй аспект настоящего изобретения относится к сварочному аппарату с монтируемыми нагревательными элементами, в котором первый нагревательный элемент имеет такую форму, чтобы соединяться с поверхностью кольцевого пространства соединительной детали по настоящему изобретению, а второй нагревательный элемент имеет такую форму, чтобы соединяться с поверхностью внешнего конца многослойного трубопровода, соединенному с соединительной деталью. Сварочный аппарат, таким образом, приспособлен для соединения соединительной детали с внешним концом трубопровода с помощью полифузионной сварки, благодаря чему достигаются вышеописанные преимущества.
Третий аспект настоящего изобретения относится к способу соединения внешнего конца многослойного трубопровода с соединительной деталью по настоящему изобретению полифузионной сваркой, содержащему этапы, при которых нагревают контактные поверхности соединительной детали и внешнего конца трубопровода, соединяют эти контактные поверхности и после сплавления дают полученному сплавленному соединению остыть, при котором между трубопроводом и соединительной деталью получают соединительное сварное ребро, которое выступает из кольцевого пространства.
Этот способ позволяет соединять соединительную деталь с внешним концом трубопровода, при этом достигаются вышеописанные преимущества в отношении сужения кольцевого пространства, благодаря чему образуется выступающее сварное ребро. При желании способ по настоящему изобретению может быть реализован так, чтобы соединительная труба не имела соединительных элементов и соединительная деталь не имела армирующего слоя.
Такой способ также эффективен, поскольку здесь также присутствует сужающееся кольцевое пространство, благодаря чему образуется выступающее сварное ребро.
Четвертый аспект настоящего изобретения относится к сборке многослойного трубопровода с соединительной деталью по настоящему изобретению, полученной способом по настоящему изобретению, в котором между трубопроводом и соединительной деталью образуется соединительное сварное ребро, которое выступает из кольцевого пространства. Выступающее сварное ребро имеет преимущество, заключающееся в возможности немедленной визуальной проверки качества сварного соединения, как было описано выше.
Далее следует описание изобретения со ссылками на приложенные чертежи, где:
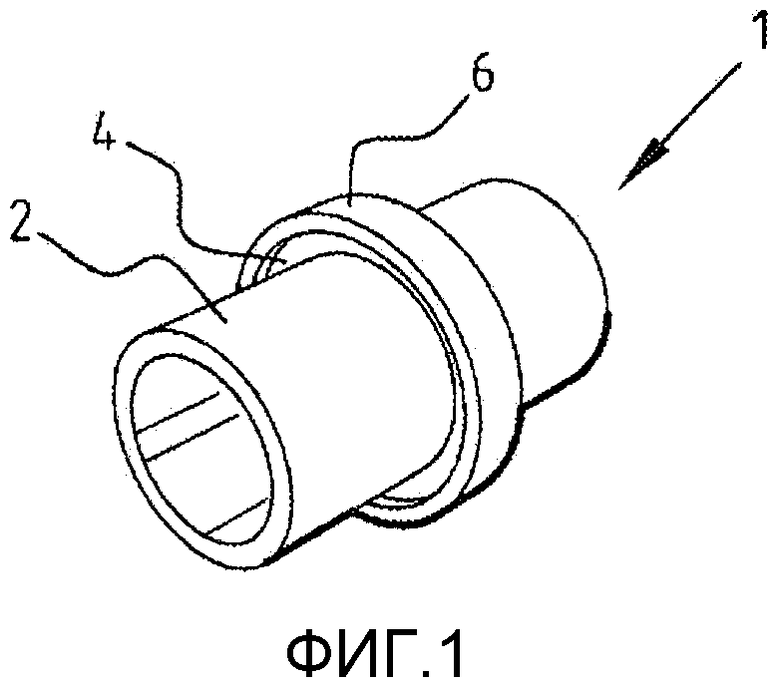
Фиг.1 - вид в перспективе соединительной детали по настоящему изобретению.
Фиг.2 - осевое сечение соединительной детали по фиг.1 и продольное сечение внешнего конца многослойного трубопровода для соединения.
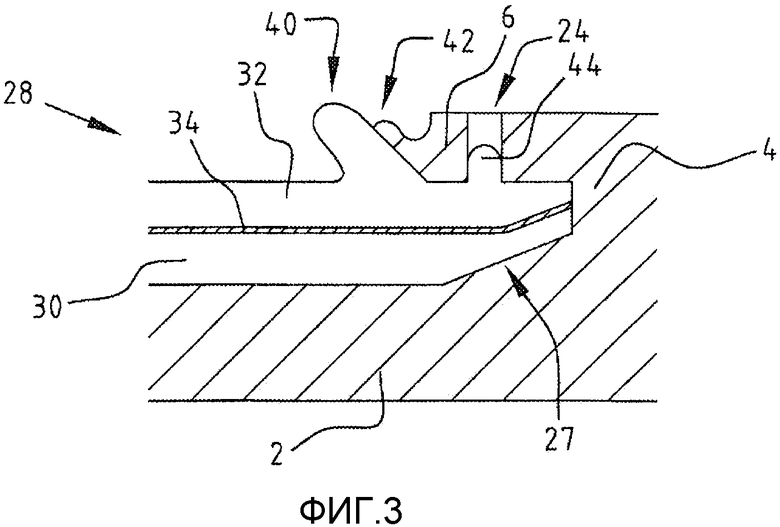
Фиг.3 - фрагмент сечения соединительной детали по фиг.2 с соединенным внешним концом многослойного трубопровода.
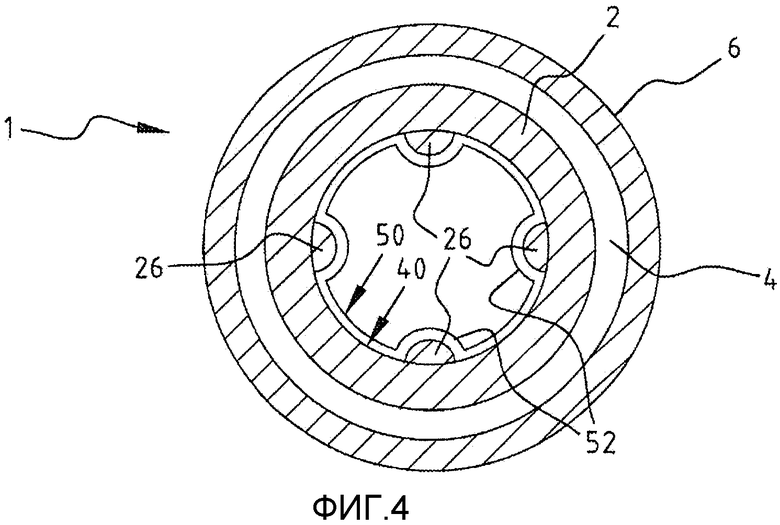
Фиг.4 - вид по оси соединительной детали по фиг.2.
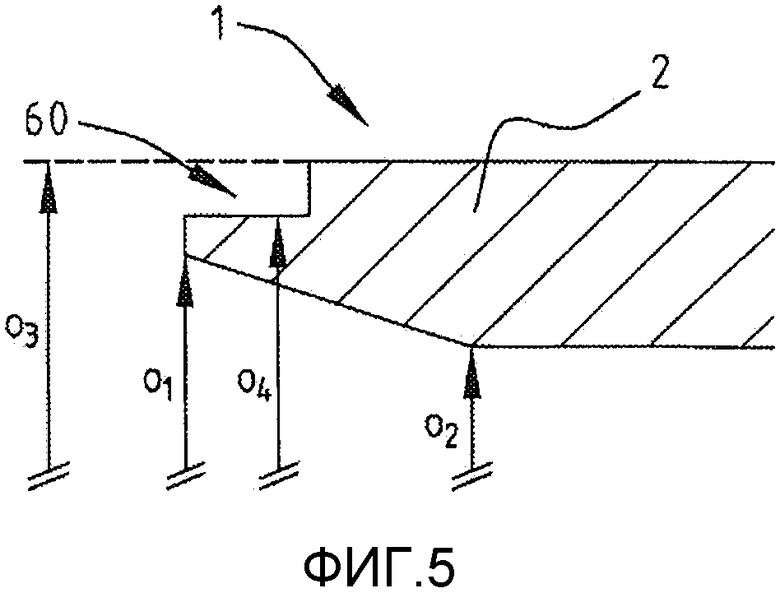
Фиг.5 - фрагмент сечения соединительной детали по настоящему изобретению с дополнительной модификацией.
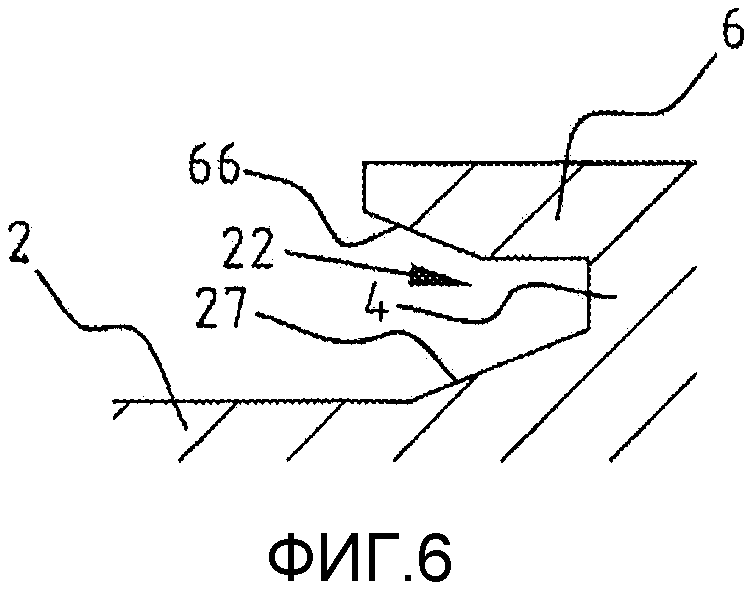
Фиг.6 - фрагмент сечения соединительной детали по настоящему изобретению с последующей дополнительной модификацией.
На фиг.1 показана соединительная деталь 1, выполненная из соединительной трубы 2 и стенки 4, расположенной на ее внешней стороне с расширенным участком 6, выполненным как кольцо вокруг соединительной трубы 2.
На фиг.2 показано сечение соединительной детали 1, где кольцевой расширенный участок 6 имеет Т-образную форму вместе со стенкой 4. Вместе с внешней стороной соединительной трубы эта Т-образная форма ограничивает кольцевые пространства 22, также именуемые пространствами для установки. Показан многослойный трубопровод 28, состоящий из внутренней стенки 30 и более тонкой внешней стенки 32 с расположенным между ними алюминиевым слоем 34. Толщина стенки обозначена позицией d2.
В положении входа в установочное пространство 22 соединительной трубы радиальное расстояние d1 между расширенным участком стенки и внешней стороной соединительной трубы больше или равно толщине стенки трубопровода, соединенного с соединительной деталью. Расширенный участок 6 имеет сквозные отверстия 24, которые служат инспекционными отверстиями.
Внутренний диаметр о2 соединительной трубы увеличивается на выходе 25 в направлении наружу до величины о1. На внутренней стенке соединительной трубы 2 расположены осевые соединительные элементы 26 в форме гребней 26 из того же материала, что и соединительная труба. Гребни имеют осевую ориентацию и предпочтительно имеются в количестве 4 штук, и разнесены на одинаковое расстояние друг от друга. Соединительный армирующий слой 50, у которого видны соединительные элементы 52, расположен поверх внутренней стенки, включая гребни 26. См. также фиг.4.
Соединительная труба имеет осевую монтажную глубину l1, на которую она вставляется в конец трубопровода. Расширенный участок 6 имеет осевую длину l2. На этом виде величина l2 приблизительно в пять раз меньше, чем длина l1, хотя можно задать и большую разницу.
На фиг.3 показан фрагмент соединительной детали 1 по фиг.2, где внешний конец многослойного трубопровода 28 сплавлен полифузионной сваркой по настоящему изобретению. Перед выполнением соединения контактные поверхности соединительной детали, т.е. расширенный участок 6, стенку 4 и внешнюю сторону 20 тела 2, нагревают сварочной оправкой и контактные поверхности трубопровода 28 - т.е. внешнюю стенку 30, кромку на выходном конце и небольшую часть внешней стенки 32 нагревают сварочной втулкой. Во время фузионной сварки внутренняя стенка 30 сплавляется с внешней стороной 20 соединительной детали на всей монтажной длине l1 и, таким образом, формирует самое важное соединение между соединительной деталью и трубопроводом. Во время скольжения трубопровода по соединительной детали часть внутренней стенки 30 может сдвинуться назад срезающими силами (не показано), но металлический слой 34 не обнажается, поскольку внутренняя стенка 30 выполнена достаточно толстой. Расширенный участок 6 и стенка 4 образуют охватывающее сплавленное соединение с внешним концом трубопровода 20, который был вставлен в пространство 22 (см. фиг.2). Таким образом, достигается уплотнение металлического слоя 34, защищающее его от коррозии.
Благодаря конической стенке 27 пластиковая внешняя стенка 32 частично раздается наружу во время скольжения внешнего конца трубопровода в кольцевое пространство 22, благодаря чему формируется выступ 40, который образует непрерывное выступающее сварное ребро 40 вокруг всего кольцевого расширенного участка. Конец расширенного участка 6 также в этом месте деформируется, но в меньшей степени, и образует выступ 42. Если выступающее сварное ребро 40 является непрерывным вокруг кольцевого расширенного участка, без каких-либо разрывов, это указывает пользователю на получение хорошего сплавленного соединения. Следует отметить, что пластиковая внешняя стенка 32 также частично отжимается в инспекционное отверстие 24, образуя выступ 44. Это еще больше повышает возможность контроля качества сплавленного соединения.
На фиг.4 показан вид вдоль оси соединительной детали 1 по фиг.2 с компонентами, обозначенными теми же позициями, что и на фиг.2. Размер гребней 26 преувеличен для ясности. Внутренняя стенка 40 соединительной трубы 2 и гребни 26 покрыты примыкающим усиливающим слоем 50 по настоящему изобретению, который содержит зацепляющие элементы 52, которые соответствуют по форме и положению соединительным элементам 26. Армирующий слой может быть выполнен как металлический стакан 50 с направленными внутрь канавками 52, который вталкивается в канал соединительной детали и, при желании, имеет съемную форму. В альтернативном варианте соединительная деталь по фиг.5 образована путем ее формования за один этап двухкомпонентным литьем под давлением соединительной трубы из полиэтилена повышенной термостойкости и армирующим слоем из поливинилиденфторида. Слой 52 и соединительная труба 2, таким образом, образуют единое целое.
На фиг.5 показан фрагмент сечения соединительной детали 1 по настоящему изобретению с дополнительной модификацией 60, т.е. внешней кромкой 60 в положении выхода 25, которая имеет уменьшенный диаметр о4 по сравнению с внешним диаметром о3 соединительной трубы 2. Внешняя кромка 60, таким образом, меньше вступает в контакт с горячими компонентами во время полифузионной сварки, тем самым дополнительно предотвращая загибание внутрь соединительной трубы на выходной кромке.
На фиг.6 показан фрагмент сечения соединительной детали 1, в которой имеется дополнительная модификация 66 в положении вертикальной стенки 4, т.е. конусность 66 стенки на передней стороне расширенного участка 6. Установочное пространство 22, таким образом, сужается с двух сторон, благодаря конусным внутренним стенкам 27 м 66, что дополнительно способствует формированию ясно видимого сварного ребра.
Группа изобретений относится к соединениям трубопроводов. Соединительная деталь для внешнего конца многослойного трубопровода содержит соединительную трубу, на внешней стороне которой выполнена радиально вертикальная стенка, которая расширена в осевом направлении на радиальном расстоянии от внешней стороны тела. Внешняя сторона соединительной трубы, вертикальная стенка и расширенный участок охватывают кольцевое установочное пространство, в которое может быть непосредственно вставлен внешний конец трубопровода. Внутренняя стенка соединительной трубы армирована прилегающим армирующим слоем, который имеет большую прочность, чем материал соединительной трубы, при этом слой снабжен осевыми зацепляющими элементами, а внутренняя стенка снабжена осевыми соединительными элементами, которые соответствуют зацепляющим элементам и соединены с ними. Также описан сварочный аппарат для соединения, способ соединения и узел из многослойного трубопровода и соединительной детали. Изобретение повышает надежность соединения трубопровода. 4 н. и 6 з.п. ф-лы, 6 ил.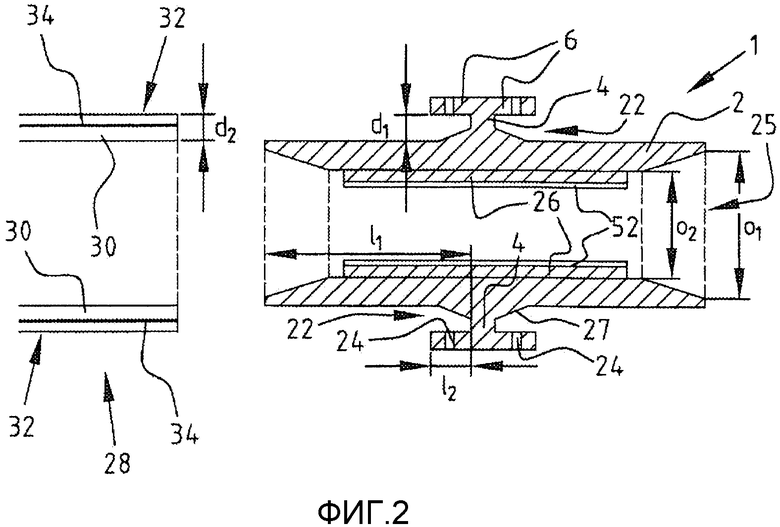
1. Соединительная деталь для внешнего конца многослойного трубопровода, содержащая соединительную трубу, на внешней стороне которой выполнена радиально вертикальная стенка, причем стенка расширена в осевом направлении на радиальном расстоянии от внешней стороны тела, причем внешняя сторона соединительной трубы, вертикальная стенка и расширенный участок ограничивают кольцевое установочное пространство, в которое может быть непосредственно вставлен внешний конец трубопровода, и причем радиальное расстояние между расширенным участком стенки и внешней стороной соединительной трубы в положении входа в установочное пространство равно или больше толщины стенки трубопровода, причем внутренняя стенка соединительной трубы армирована примыкающим армирующим слоем из армированного пластика или металла, который имеет большую прочность, чем материал соединительной трубы, при этом армирующий слой снабжен осевыми зацепляющими элементами, а внутренняя стенка снабжена осевыми соединительными элементами, которые соответствуют и соединены с зацепляющими элементами.
2. Деталь по п.1, в которой кольцевое пространство сужается в направлении стенки так, что радиальное расстояние между расширенным участком стенки и внешней стороной соединительной трубы уменьшается до величины, меньшей, чем толщина стенки трубопровода.
3. Деталь по п.1 или 2, в которой расширенный участок в осевом направлении меньше, чем осевая длина соединительной трубы, измеренная от вертикальной стенки до внешнего конца соединительной трубы, и предпочтительно меньше в 4 раза и более.
4. Деталь по п.1 или 2, в которой вертикальная стенка и расширенный участок имеют Т-образное сечение.
5. Деталь по п.1 или 2, в которой деталь изготовлена по существу как единое целое.
6. Деталь по п.1 или 2, в которой соединительная деталь, но не ее армирующий слой, сформирована по существу из материала, содержащего полиэтилен, армированный полиэтилен или полиэтилен повышенной термостойкости.
7. Деталь по п.1 или 2, в которой внутренний диаметр соединительной трубы увеличивается в наружном направлении у выхода.
8. Сварочный аппарат с устанавливаемыми нагревательными элементами, причем первый нагревательный элемент имеет такую форму, чтобы соединяться с поверхностью кольцевого пространства соединительной детали по любому из предшествующих пунктов, а второй нагревательный элемент имеет такую форму, чтобы соединяться с поверхностью внешнего конца многослойного трубопровода, соединенного с соединительной деталью.
9. Способ соединения внешнего конца многослойного трубопровода с соединительной деталью по любому из пп.2-7 путем полифузионной сварки, содержащий этапы, на которых:
нагревают контактные поверхности соединительной детали и внешнего конца трубопровода, соединяют контактные поверхности и после сплавления дают полученному сплавленному соединению остыть, причем между трубопроводом и соединительной деталью получают соединительное сварное ребро, которое выступает из кольцевого пространства.
10. Узел из многослойного трубопровода и соединительной детали, полученный способом по п.9, причем между трубопроводом и соединительной деталью образовано соединительное сварное ребро, которое выступает из кольцевого пространства.
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| СПОСОБ МУФТОВОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2001 |
|
RU2215924C2 |
| GB 869437 A, 31.05.1961 | |||
| JP 6147388 A, 27.05.1994 | |||
| DE 3901929 A1, 19.04.1990 | |||
| JP 7301374 A, 14.11.1995. | |||

