ОБЛАСТЬ ТЕХНИКИ
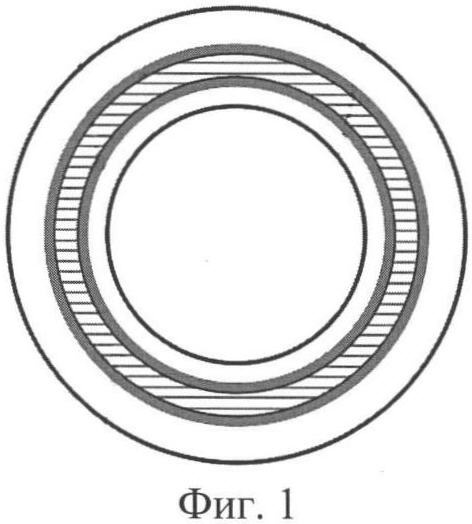
Изобретение относится к области соединения многослойных композиционных труб, состоящих из пяти и более слоев, содержащие внешний и внутренний слои термопластичного полимера, относящего к классу полиолефинов, слоев адгезива и слоя металла, в частности применяемых в системах холодного и горячего водоснабжения и отопления.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Известны устройства для соединения для неразъемного герметичного соединения труб и способы для осуществления этих соединений, содержащие муфту (фитинг) (RU 2303741, F16L 13/14, 03.12.2003). Указанное устройство не позволяет обеспечить надежность соединения, в частности, из-за возможного расслоения труб под динамическим и температурным воздействием жидкости.
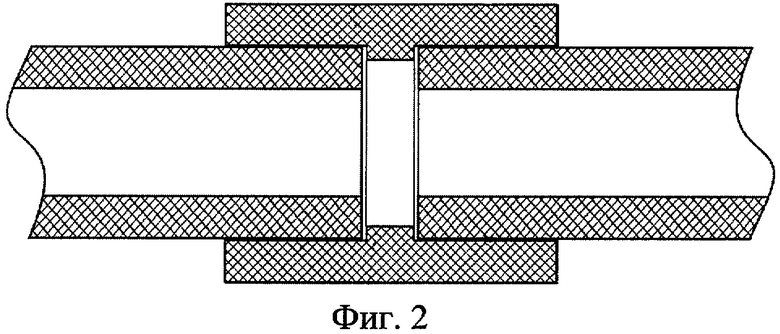
Наиболее близким к предложенному способу является способ сварки полимерных труб, заключающийся в оплавлении торцов трубы, нагретым до или выше температуры плавления материала инструментом (RU 2006144681 A, F16L 13/00, 14.12.2006).
Наиболее близким к предложенному устройству является муфта для соединения труб холодного и горячего водоснабжения PE-RT системы RUPERT фирмы JARUS Nechnik Gmbh (см. ссылку в Интернет: http://jarus-russia.ru/148.html).
Сварочное оборудование - аппарат для муфтовой сварки полимерных трубопроводов O.M.I.S.A. Sri (ОМИСА) (см. ссылку в Интернет: http://omisa.ru/index/catalogue/showitem.php?id=332).
Указанные способ и устройство характеризуются простотой осуществления соединения полимерных труб, но не обеспечивают надежности соединения многослойных композиционных труб при их длительной эксплуатации под воздействием динамических и термических нагрузок жидкостей.
Задачей изобретения является повышение надежности соединения многослойных композиционных труб и повышение срока их эксплуатации.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Поставленная задача решается тем, что в способе многослойные композиционные трубы соединяют через фитинги путем сварки, при этом сварку производят одновременно по цилиндрической и торцевой поверхностям трубы, для этого одновременно предварительно расплавляют внешнюю, внутреннюю и торцевую поверхности на конечном участке трубы и соединенные с трубой внутренние поверхности фитинга.
При этом предварительное расплавление элементов фитинга и трубы осуществляют по их соединяемым поверхностям, то есть без нарушения внутренней структуры многослойной композиционной трубы.
А также поставленная задача решается тем, что устройство для осуществления способа - фитинг для соединения многослойных композиционных труб выполнен в виде муфты с внутренним крепежным элементом с цилиндрическим гнездом, охватывающим внутреннюю, торцевую, и внешнюю поверхность трубы.
При этом фитинг характеризуется тем, что его внутренний крепежный элемент выполнен в продольном осевом сечении фитинга Т-образной формы.
При этом фитинг также характеризуется тем, что соотношение размеров кольцевого выступа внутреннего крепежного элемента и глубина цилиндрического гнезда внутреннего крепежного элемента находятся в соотношении, исчисляемом по формуле:
(от 0,01 до 1)a/G;
где
«а» - глубина кольцевого выступа внутреннего крепежного элемента по продольной оси фитинга;
«G» - глубина цилиндрического гнезда внутреннего крепежного элемента.
При этом ширина цилиндрического гнезда внутреннего крепежного элемента фитинга равна или меньше толщины стенки трубы.
При этом фитинг характеризуется тем, что он выполнен из того же полимерного материала, что и наружный и внутренний слои полимерной многослойной композиционной трубы.
Сварное соединение фитинга и многослойной композитной трубы производится путем предварительного расплавления внешней, торцевой, и внутренней поверхности трубы, и поверхности защитного посадочного гнезда фитинга, и последующего их охлаждения в естественных условиях в соединенном состоянии с помощью специальных сварочных элементов.
Предлагаемые способ и устройство предназначены для соединения одного и более отрезков многослойных композиционных труб.
Образованный после охлаждения сварной шов создает надежное соединение, защищенное от динамического и температурного воздействия потоков жидкости.
Таким образом указанное выполнение заявленных способа и устройства позволяет повысить надежность соединения многослойных композиционных труб, а также предотвратить их разрушение от расслоения под воздействием динамических и термических нагрузок жидкости при эксплуатации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 показано сечение многослойной композиционной трубы;
на фиг.2 иллюстрируется соединение полимерных труб согласно прототипу;
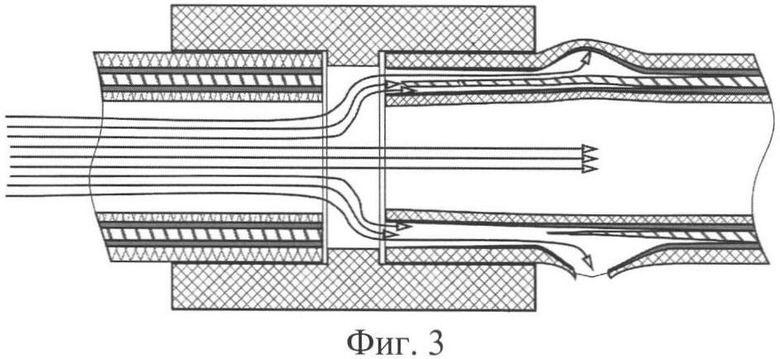
на фиг.3 иллюстрируется соединение многослойных композиционных труб
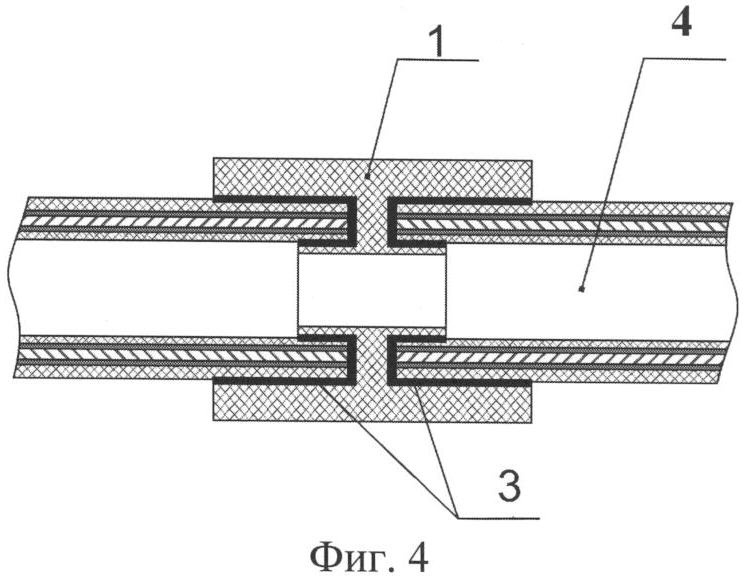
согласно прототипу; на фиг.4 показано соединение многослойных композиционных труб согласно заявленным способу и устройству,
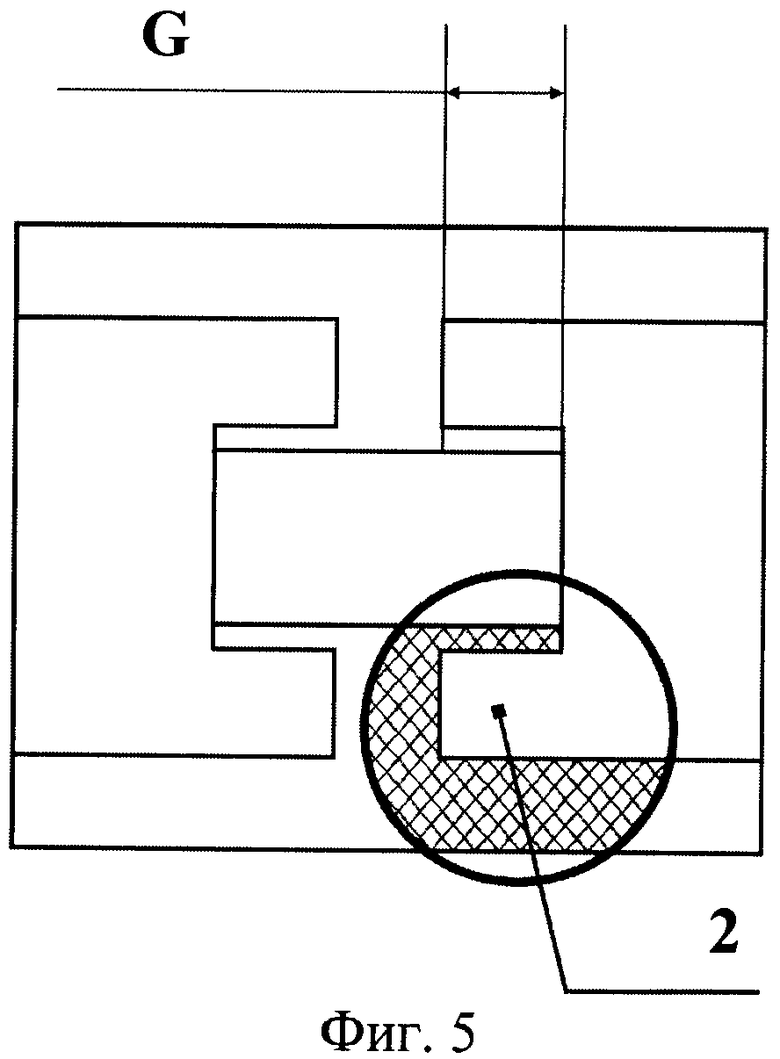
на фиг.5 показан фитинг для соединения многослойных композиционных труб по заявленному устройству;
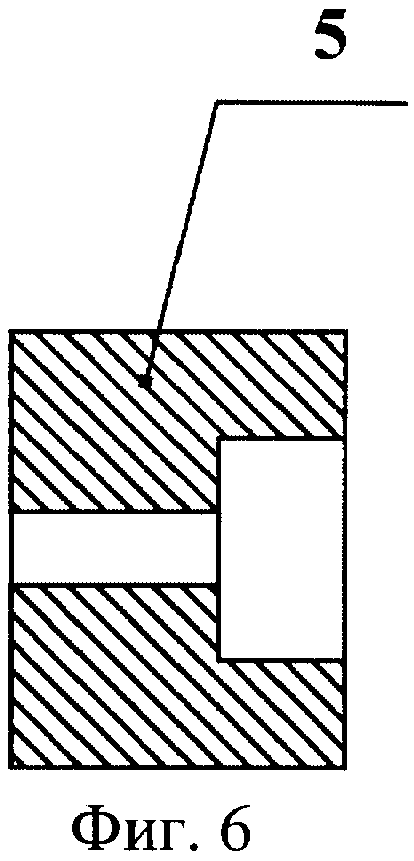
на фиг.6 показан элемент сварочного устройства для расплавления соединяемых поверхностей цилиндрического гнезда внутреннего крепежного элемента заявленного устройства;
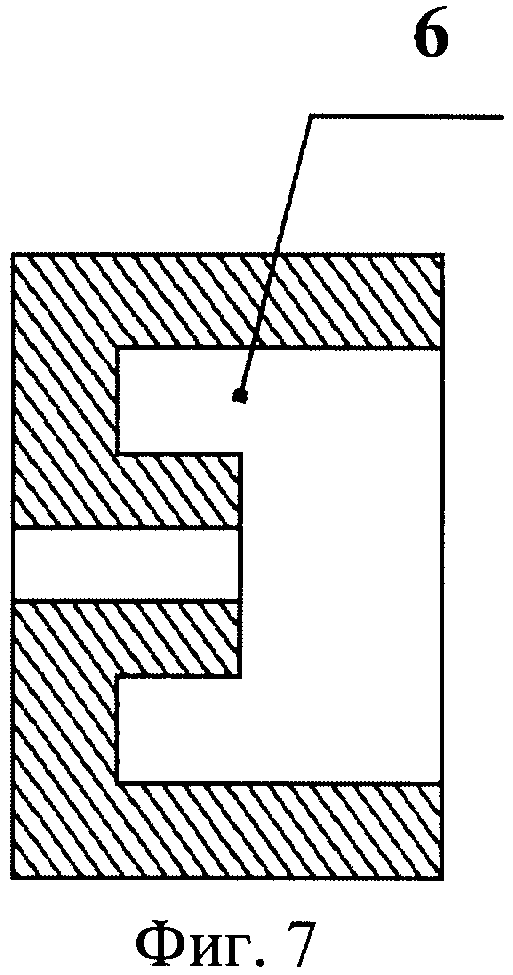
на фиг.7 показан элемент сварочного устройства для расплавления поверхностей конечного участка многослойной композиционной трубы по заявленным способу и устройству.
ПРИМЕР ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ Как показано на фиг.4; 5 заявленное устройство - фитинг для соединения многослойных композиционных труб содержит муфту 1 с внутренним крепежным элементом с цилиндрическим гнездом 2, охватывающим внутреннюю, торцевую, и внешнюю поверхность 3 трубы 4.
Внутренний крепежный элемент фитинга (фиг.5) выполнен «Т»-образной формы.
Соотношение размеров глубины кольцевого выступа внутреннего крепежного элемента и глубины цилиндрического гнезда внутреннего крепежного элемента (фиг.5) находятся в соотношении, исчисляемого по формуле:
(от 0,01 до 1)a/G;
где:
«а» - глубина кольцевого выступа внутреннего крепежного элемента по продольной оси фитинга;
«G» - глубина цилиндрического гнезда внутреннего крепежного элемента.
При этом для обеспечения надежного плотного и равномерного контакта свариваемых поверхностей фитинга и многослойной композиционной трубы ширина цилиндрического гнезда внутреннего крепежного элемента фитинга равна или меньше толщины стенки трубы.
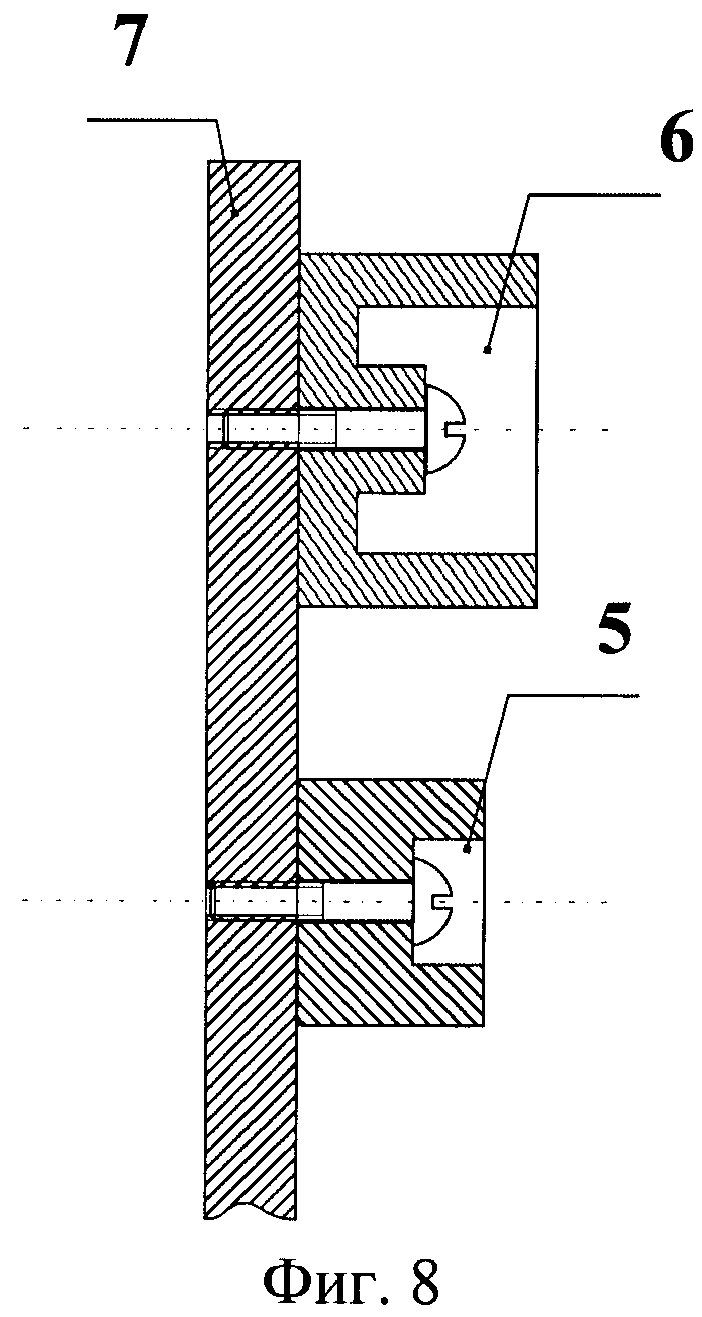
Элемент сварочного устройства 5 (фиг.6) для расплавления поверхности цилиндрического гнезда внутреннего крепежного элемента фитинга и элемент сварочного устройства 6 (фиг.7) для расплавления поверхностей конечного участка многослойной композиционной трубы для удобства эксплуатации могут монтироваться на одной плате 7 (фиг.8).
Устройство для осуществления заявленного способа - фитинг работает следующим образом.
Многослойные композиционные трубы 4 соединяют через фитинги 1 путем сварки, при этом сварку производят одновременно по торцевой и внешним и внутренним цилиндрическим поверхностям трубы, для этого одновременно предварительно расплавляют внешнюю, внутреннюю и торцевую поверхности на конечном участке трубы и соединенные с трубой внутренние поверхности фитинга.
При этом предварительное расплавление элементов фитинга и трубы осуществляют по их соединяемым поверхностям, то есть без нарушения внутренней структуры многослойной композиционной трубы.
Специалисту в данной области техники должно быть очевидно, что в настоящем изобретении возможны разнообразные модификации и изменения. Соответственно, предполагается, что настоящее изобретение охватывает указанные модификации и изменения, а также их эквиваленты, без отступления от сущности и объема изобретения, раскрытого в прилагаемой формуле изобретения.
Изобретение относится к области соединения многослойных композиционных труб. Способ соединения многослойных композиционных труб характеризуется тем, что многослойные композиционные трубы соединяют через фитинги путем сварки, при этом сварку производят одновременно по цилиндрической и торцевой поверхностям трубы, для этого одновременно предварительно расплавляют внешнюю, внутреннюю и торцевую поверхности на конечном участке трубы и соединенные с трубой внутренние поверхности фитинга. Фитинг для соединения многослойных композиционных труб выполнен в виде муфты с внутренним крепежным элементом с цилиндрическим гнездом, охватывающим внутреннюю, торцевую, и внешнюю поверхность трубы. Образованный после охлаждения сварной шов создает надежное, защищенное от воздействия потоков жидкости соединение. 2 н. и 4 з.п. ф-лы, 8 ил.
1. Способ соединения многослойных композиционных труб, характеризующийся тем, что многослойные композиционные трубы соединяют через фитинги путем сварки, при этом сварку производят одновременно по цилиндрической и торцевой поверхностям трубы, для этого одновременно предварительно расплавляют внешнюю, внутреннюю и торцевую поверхности на конечном участке трубы и соединенные с трубой внутренние поверхности фитинга.
2. Фитинг для соединения многослойных композиционных труб, характеризующийся тем, что он выполнен в виде муфты с внутренним крепежным элементом с цилиндрическим гнездом, охватывающим внутреннюю, торцевую и внешнюю поверхность трубы.
3. Фитинг по п.2, отличающийся тем, что его внутренний крепежный элемент выполнен в продольном осевом сечении фитинга «Т»-образной формы.
4. Фитинг по п.2 или 3, отличающийся тем, что соотношение размеров глубины кольцевого выступа внутреннего крепежного элемента к глубине цилиндрического гнезда внутреннего крепежного элемента составляет (от 0,01 до 1)а/G,
где «а» - глубина кольцевого выступа внутреннего крепежного элемента по продольной оси фитинга;
«G» - глубина цилиндрического гнезда внутреннего крепежного элемента.
5. Фитинг по п.2 или 3, отличающийся тем, что он выполнен из того же полимерного материала, что и наружный и внутренний слои композиционной многослойной трубы.
6. Фитинг по п.4, отличающийся тем, что он выполнен из того же полимерного материала, что и наружный и внутренний слои композиционной многослойной трубы.
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2006 |
|
RU2343331C2 |
| ПРЕСС-ФИТИНГ | 2003 |
|
RU2303741C2 |
| КОМПЛЕКТ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ДЛЯ СВАРКИ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА И СПОСОБ СВАРКИ НАГРЕТЫМ ИНСТРУМЕНТОМ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА | 2004 |
|
RU2293656C2 |
| US 4619470 А, 28.10.1986 | |||
| US 6524425 А, 25.02.2003. | |||

