Изобретение относится к технологии изготовления элементов осадительного электрода электрофильтров, которые применяются для очистки газов от пыли в различных отраслях промышленности, например, в теплоэнергетике, металлургической и химической промышленности, в промышленности строительных материалов и других отраслях.
Осадительные электроды пластинчатых электрофильтров изготавливают путем их сборки из отдельных элементов. Элементы осадительных электродов могут иметь разнообразную форму, например, известны U-образные, Э-образные, S-образные, С-образные и W-образные формы элементов осадительных электродов. (В.Н. Ужов «Очистка промышленных газов электрофильтрами», издательство «Химия», М., 1967, стр. 121).
Наиболее часто в конструкциях электрофильтров встречаются С-образные и S-образные элементы осадительных электродов, каждый из которых выполнен в виде плоского стального листа загнутого по краям. Загибы по краям листа представляют собой краевые элементы жесткости. Элементы жесткости также могут быть выполнены и в средней части листа в виде гофров различной формы.
Элементы осадительных электродов для электрофильтров изготавливают прокаткой путем профилирования стального листа или ленты в профилирующих валках профилегибочных прокатных станов с получением гнутых профилей в виде отрезков профилей заданного размера и формы.
Известен способ изготовления осадительных электродов для электрофильтра, раскрытый в описании авторского свидетельства СССР на изобретение №1136865, МПК: B21D 5/06, опубликованном 30.01.1985. В соответствии с указанным способом изготавливали элементы широкополосных осадительных электродов СЧС-640 для электрофильтра.
Элементы осадительного электрода были изготовлены из исходной листовой стальной заготовки, толщиной 1,25 мм в валках профилегибочного стана Семибратовского завода газоочистительной аппаратуры за 21 переход со скоростью профилирования до 15 м/мин. Формовку краевых элементов жесткости замкового типа осуществили методом стесненного изгиба в пяти переходах до достижения крайними участками вертикального положения с поточными внутренними радиусами в пределах от 4,5 мм до 5,7 мм включительно. Дальнейшее формообразование краевых элементов жесткости замкового типа производили путем свободной гибки до получения готового профиля элемента осадительного электрода.
Недостатком известного способа является использование для прокатки в качестве исходной заготовки, отрезной листовой заготовки. Прокатка отрезной листовой заготовки, в виде отрезка листа равного длине элемента осадительного электрода может стать причиной искажения формы на торцевых срезах из-за упругой деформации металла, которая вызывает расширение в области торцевых срезов в начале и в конце элемента осадительного электрода. Это искажение формы ухудшает зацепление элементов осадительного электрода при замковом соединении элементов между собой при сборке осадительного электрода, так как элементы расходятся по высоте из плоскости и выходят из замка. Для преодоления указанного недостатка на этапе сборки требуется правка, то есть осуществление дополнительной операции по исправлению искаженной формы краевых участков, расположенных в начале и конце каждого элемента осадительного электрода, что снижает производительность труда и отрицательно влияет на качество сборки.
Из описания патента РФ на изобретение № 2377071, МПК: B03C 3/40, B21D 5/06, опубликованного 27.12.2009, известен способ изготовления элементов осадительного электрода для электрофильтра, который преодолевает указанный выше недостаток технологии путем отказа от прокатки отрезной листовой заготовки в пользу осуществления прокатки стальной ленты из рулона.
Из упомянутого патента известен способ изготовления элементов осадительного электрода для электрофильтра, включающий прокатку ленты, из которой профилируются элементы осадительного электрода в профилирующих валках профилегибочного стана. Причем, после завершения профилирования элемента осадительного электрода, производят отрезание от ленты элемента заданной длины устройством отрезания, которое состоит из подвижной и неподвижной частей. При этом в неподвижной части устройства отрезания выполнена прорезь по профилю элемента осадительного электрода, что предохраняет готовое изделие от искажения его формы на этапе отрезки.
Прорезь в отрезающем устройстве выполнена шире сечения элемента электрода на 1-5 толщин прокатываемой ленты. В данном способе используют толщину прокатываемой ленты 0,4÷2 мм. Перед первой неподвижной по ходу прокатываемой ленты частью устройства отрезания установлен ловитель профилированной ленты, имеющий прорезь переменного сечения.
При осуществлении способа лента разматывается из рулона и профилируется в профилирующих валках профилегибочного стана. После завершения профилирования через ловитель с переменным сечением лента поступает в отрезное устройство, где производят отрезание элементов осадительного электрода заданной длины. В этом случае ширина элемента осадительного электрода постоянна по всей длине элемента осадительного электрода. Элементы осадительного электрода надежно собираются «в замок» при сборке осадительного электрода.
Недостатком известного способа является отсутствие на изготовленных элементах осадительных электродов сборочных отверстий. То есть для осуществления сборки осадительного электрода из отдельных элементов в каждом элементе должны быть выполнены по меньшей мере отверстия для соединения с балкой встряхивания. Для выполнения отверстий требуется создание дополнительной технологической позиции на линии изготовления элемента осадительного электрода с соответствующим оборудованием для пробивки отверстий, что требует дополнительной производственной площади, а также специальная оснастка для перемещения элемента после прокатки на эту позицию.
Следует отметить, что сборка элементов в осадительный электрод является сложной задачей из-за малой толщины материала, из которого они изготовлены 0,4÷2 мм, и больших габаритов осадительных электродов до 18 м в длину при жестких требованиях к точности сборки и отсутствию каких-либо искажений формы элементов. Техническое решение по осуществлению сборки элементов в осадительный электрод раскрыто, например, в патенте США № 4102038, МПК: B03C3/86, H01S4/00, публ.27.07.1978. Сборка осадительного электрода среди прочих включает в себя операции подвешивания элементов к балке подвеса и их соединение с балкой встряхивания.
Кроме того следует отметить, что при изготовлении электрофильтров используются не только осадительные электроды типа СЧС-640, но и осадительные электроды, имеющие S-образную или С-образную форму, которые не соединяются между собой в замок, но при сборке которых между отдельными элементами устанавливают зазор.
Для элементов осадительных электродов, имеющих S-образную или С-образную форму, во многих случаях требуется фиксация элементов в плоскости осадительного электрода от скручивания. Геометрически профиль осадительных электродов S-образной формы имеет центральную симметрию, вследствие чего в свободно подвешенном состоянии, как плоскость отдельного элемента, так и плоскость собранного осадительного электрода имеют свойства поворачиваться вокруг продольной оси в виде пропеллера. Так, при высоте электрода 12 м угол между балкой подвеса и балкой встряхивания может достигать 30°. Устраняется этот недостаток на монтаже электрофильтров путем установки фиксаторов.
Установка фиксаторов в плоскости осадительного электрода раскрыта, например, в описании патента РФ на полезную модель №109994, МПК: B03C3/00, публ. 10.11.2011. На фигурах 3 и 4 данного патента показано выполнение отверстий в боковой части элементов осадительного электрода для установки в указанные отверстия устройств фиксирования элементов в плоскости осадительного электрода.
Оба продольных края элемента осадительного электрода выполнены с коробчатыми краевыми элементами жесткости, внешние грани которых образуют боковые стенки элемента осадительного электрода. При этом на боковой стенке первого осадительного элемента жестко установлены штыри. В качестве штыря, например, может выступать винт. Винт закрепляется в резьбовой клепке, которая устанавливается в отверстие, расположенное в боковой стенке первого осадительного элемента. Хвостовая часть этого винта входит в соответствующее отверстие овальной формы, расположенное в прилегающей боковой стенке второго осадительного элемента.
Такое соединение двух элементов осадительного электрода позволяет избегать поперечного смещения плоскостей осадительных элементов относительно друг друга. При этом сохраняется возможность их продольного перемещения, что позволяет правильно работать системе стряхивания осажденной пыли при использовании осадительного электрода в составе электрофильтра.
Из описания патента РФ на изобретение № 2423200, МПК: B21D 47/04, опубликованного 10.07.2011 известен способ изготовления осадительных электродов для электрофильтра, включающий изготовление путем профилирования в профилирующих валках профилегибочного стана элементов осадительного электрода, профиль краев которых выполнен с отклоненным от оси элемента загибом, и сборку упомянутых элементов в осадительный электрод. В данном способе изготовление элементов осадительного электрода осуществляют путем профилирования ленты и отрезания после завершения профилирования от профилированной ленты элемента заданной длины. При этом отношение отклонения от оси элемента осадительного электрода начала загиба профиля к отклонению от упомянутой оси конца загиба профиля составляет от 0,5 до 1,45. Указанный диапазон включает в себя изготовление элементов осадительного электрода S-образного профиля, имеющих по краям симметричное отклонение от оси элемента начала загиба профиля к отклонению от упомянутой оси конца загиба профиля.
Данный способ выбран в качестве наиболее близкого аналога заявленного изобретения.
Недостатком известного способа является низкая производительность изготовления элементов осадительного электрода, поскольку использование для их изготовления профилегибочного стана предусматривает только формирование профиля изделия при отсутствии возможности пробивки сборочных отверстий на изготовленных элементах.
Отсутствие на полученных элементах осадительных электродов необходимых отверстий не позволяет приступить к операции сборки электрода после завершения формирования профиля и отрезания элемента осадительного электрода заданной длины, поскольку перед осуществлением сборки осадительного электрода из отдельных элементов, как упоминалось выше, в каждом элементе должны быть выполнены отверстия для соединения с балкой встряхивания. Причем, для осадительных электродов C-образной и S-образной формы дополнительно требуется выполнить еще и отверстия на боковой стороне элемента для фиксации его положения в плоскости электрода.
Для выполнения операции по пробивке отверстий требуется создание дополнительной технологической позиции на производственной линии изготовления элемента осадительного электрода, оснащение ее соответствующим оборудованием для пробивки отверстий, а также использование специальной оснастки для перемещения элемента после завершения прокатки на позицию пробивки отверстий. Так же требуется дополнительная производственная площадь для размещения указанного оборудования. Выполнение указанных требований обусловливает повышение затрат времени и материальных затрат на изготовление единицы продукции, что снижает производительность труда и повышает себестоимость изделия. Кроме того, при выполнении операции пробивки отверстий требуется принять меры для исключения деформации элемента осадительного электрода.
Заявленное изобретение направлено на преодоление недостатков технических решений, известных из уровня техники.
Изобретение решает задачу по снижению себестоимости продукции, снижению трудозатрат, повышению производительности труда и повышению качества продукции при осуществлении способа изготовления элемента осадительного электрода для электрофильтра.
Техническим результатом заявленного изобретения является повышение производительности способа изготовления элемента осадительного электрода для электрофильтра при повышении качества изделия.
Для решения поставленной задачи предложен способ изготовления элемента осадительного электрода для электрофильтра, включающий прокатку стальной ленты из рулона путем ее профилирования в валках профилегибочного стана, а после завершения профилирования отрезание от профилированной ленты элемента заданной длины, отличающийся тем, что одновременно с отрезанием выполняют операцию пробивки отверстий, предназначенных для соединения элемента осадительного электрода с балкой встряхивания.
Выполнение операции по пробивке отверстий на одной и той же технологической позиции производственной линии изготовления элемента осадительного электрода, на которой осуществляют отрезание от профилированной ленты элемента заданной длины, значительно снижает затраты времени на изготовление изделия готового для сборки осадительного электрода, а также улучшает его качество, не требует материальных затрат на изготовление оснастки для перемещения заготовки на дополнительные технологические операции, что снижает себестоимость единицы продукции и повышает производительность заявленного способа.
Следует отметить, что заявленным способом предполагается возможность изготовления элементов осадительного электрода с различной формой профиля изделия. При этом, если заявленным способом изготавливают элементы осадительного электрода, имеющие C-образную и S-образную и форму, требующие применения фиксирующих устройств, тогда до поступления переднего края стальной ленты в профилировочные валки профилегибочного стана по краям ленты производят пробивку отверстий, которые после выполнения загиба краев ленты при профилированиидля получения краевых элементов жесткости будут расположены на боковой стороне элемента осадительного электрода.
Изобретение иллюстрируется фигурами 1-4.
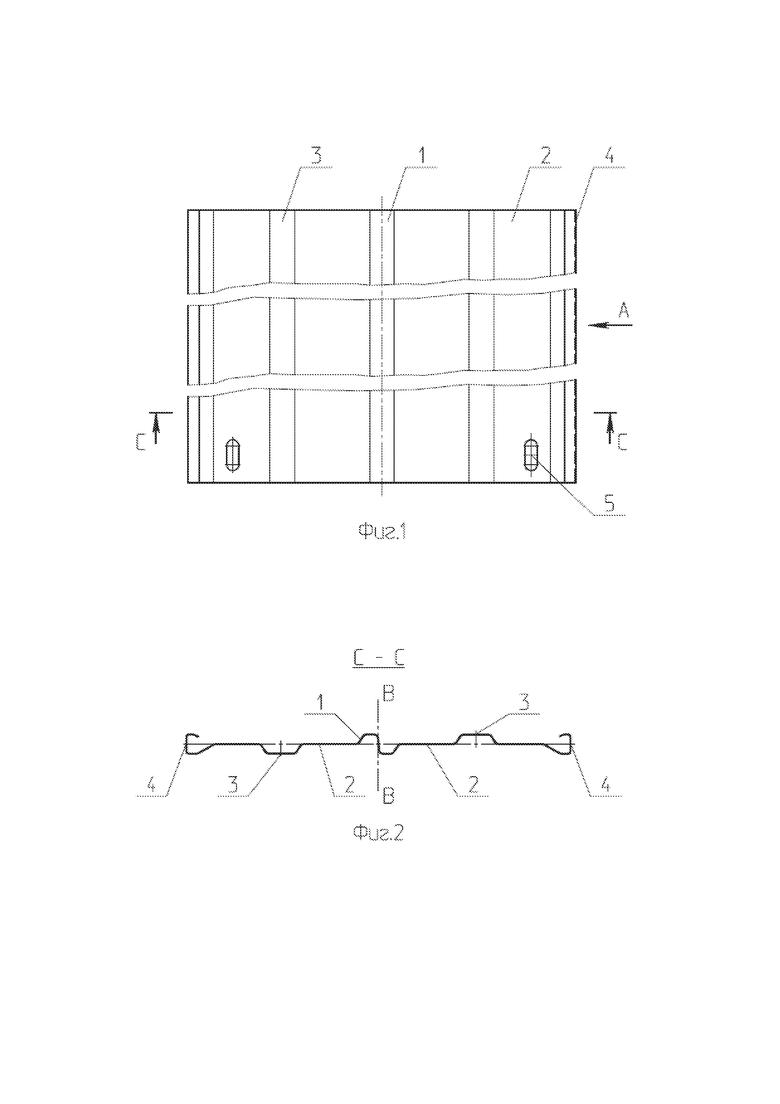
На фигуре 1 представлен вид сверху элемента осадительного электрода для электрофильтра.
На фигуре 2 представлен профиль элемента осадительного электрода для электрофильтра.
На фигуре 3 представлен вид с боку элемента осадительного электрода для электрофильтра.
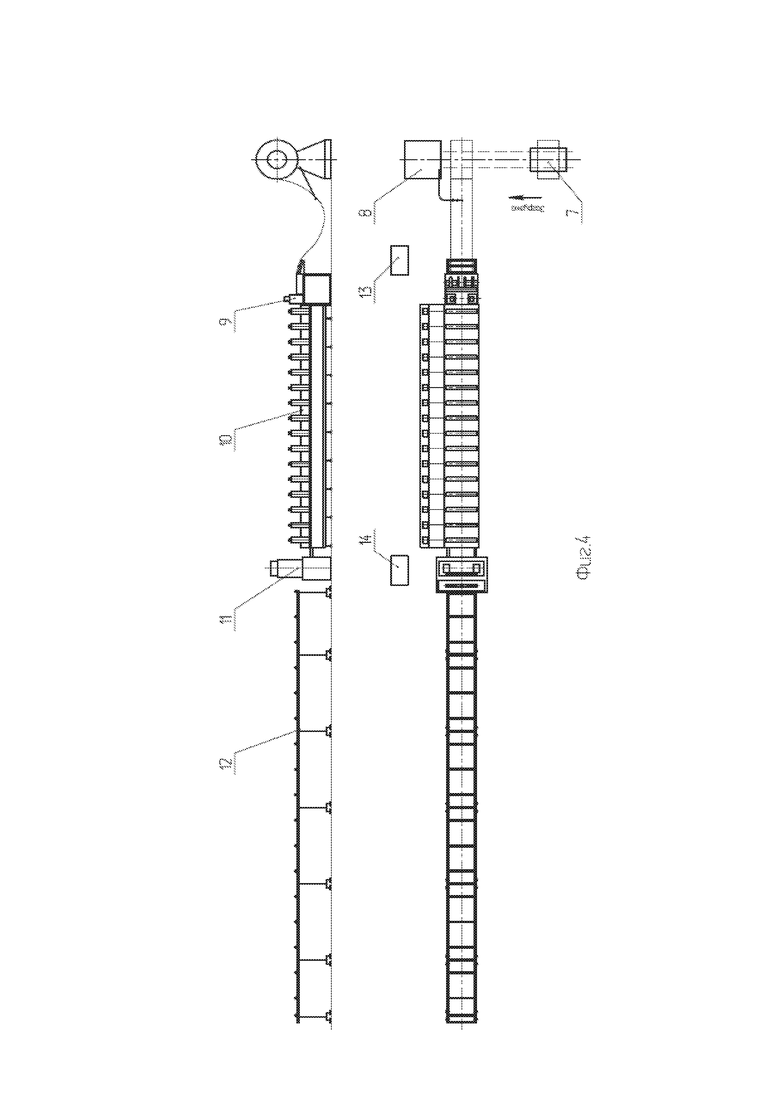
На фигуре 4 представлена схема автоматической линии холодного профилирования.
Представленный на фигуре 1 вид сверху элемента осадительного электрода соответствует одному из возможных вариантов конструкции элемента осадительного электрода для электрофильтра, который может быть получен при осуществлении заявленного изобретения. Элемент осадительного электрода, показанный на фиг. 1, представляет собой лист профилированной стали, плоская поверхность которого в средней части снабжена продольными ребрами жесткости, расположенными на элементах жесткости 1 и 3, которые выполнены в виде гофр коробчатой формы, полученных профилированием при прокатке. Указанный элемент осадительного электрода с двух сторон по бокам снабжен краевыми элементами жесткости 4, образованными загнутыми концевыми участками боковой части профилированного стального листа. Профиль краевых элементов жесткости 4 полузамкнутой формы показан на фигуре 2, на которой видно, что оба края элемента осадительного электрода выполнены с загибом, образующим коробчатые краевые элементы жесткости 4, внешние грани которых являются боковыми стенками элемента осадительного электрода. На фигуре 3 в увеличенном масштабе представлен вид А на внешнюю грань боковой стенки элемента осадительного электрода с выполненными на ней отверстиями 6.
На фигуре 4 представлена схема автоматической линии холодного профилирования. В состав автоматической линии холодного профилирования входят:
7 - устройство загрузочное,
8 – разматыватель, снабженный петлеобразователем,
9 - устройство пробивки отверстий для установки фиксаторов,
10 - стан прокатный профилегибочный,
11 - силовое устройство пробивки – отрезки,
12 - устройство приемное,
13 - устройство электропитания,
14 - устройство гидравлическое.
Изобретение осуществляется следующим образом.
Изготовление элемента осадительного электрода для электрофильтра, показанного на фиг. 1, включает в себя прокатку стальной ленты из рулона.
Для осуществления заявленного технического решения используют последовательно установленное оборудование, включающее в себя однопоточную автоматическую линию холодного профилирования элементов осадительного электрода, схема которой показана на фиг. 4.
Оборудование эксплуатируют при температуре окружающей среды от +5° до +35°С и относительной влажности воздуха не более 80%.
Работа автоматической линии холодного профилирования элементов осадительного электрода в целом обеспечивается совместной работой показанных на фиг. 4 устройств, функционирующих в качестве ее составных частей. Устройство загрузочное 7 доставляет рулон стальной ленты к автоматической линии холодного профилирования и устанавливает его на барабан разматывателя 8. После разматывателя 8 передний край ленты подается на прокатный профилегибочный стан 10, перед валками которого установлено устройство 9 пробивки отверстий 6 для установки фиксаторов. Это устройство 9 пробивает на заданной длине ленты отверстия 6, которые после завершения профилирования будут расположены на боковых стенках элемента осадительного электрода. Прокатный профилегибочный стан 10 посредством профилировочного инструмента, которым являются профилирующие валки, осуществляет последовательное непрерывное деформирование металла ленты до получения профиля заданной формы, например, показанного на фиг. 2. Также стан профилегибочный 10 обеспечивает подачу полученного профиля элемента осадительного электрода в силовое устройство пробивки-отрезки 11, где происходят отрезка профиля и пробивка отверстий 5.
Профиль элемента осадительного электрода, показанного на фиг. 2, получают путем профилирования в валках стальной холоднокатаной ленты с получением элементов жесткости 1 и 3, образованных гофрами в центральной и средней части ленты, а также краевых элементов жесткости 4, образованных загнутыми концевыми участками боковой части профилированной ленты с симметричными отгибами от оси профиля. После завершения профилирования осуществляют отрезание от профилированной ленты отрезка заданной длины с одновременной пробивкой пары сборочных отверстий 5 в плоской части 2 элемента осадительного электрода в зоне линии отреза. Указанные отверстия 5 предназначены для соединения элемента осадительного электрода с балкой встряхивания.
Силовое устройство пробивки-отрезки 11 представляет собой сборно-сварную конструкцию, в которую устанавливают штамп отрезной для отрезки профиля и штамп для пробивки двух отверстий в плоской части элемента осадительного электрода. Силовое устройство пробивки-отрезки 11 включает в себя подвижную и неподвижную часть. При этом в неподвижной части устройства выполнена прорезь по профилю элемента осадительного электрода, что предохраняет готовое изделие от искажения его формы на этапе отрезки и пробивки отверстий, обеспечивая высокое качество получаемых изделий.
Штампы приводятся в движение посредством ползуна, перемещающегося по четырем колоннам. Привод ползуна - гидравлический. Стальная лента, проходящая через устройство силовое пробивки-отрезки 11, автоматически останавливается в момент срабатывания штампа.
При изготовлении детали в автоматическом режиме работы устройства пробивки-отрезки 11 происходит подача в него спрофилированной ленты. Неотрезанный задний край спрофилированной ленты, ближайший к отрезному штампу из профилегибочного стана 10 выводится на линию отрезки отрезного штампа, затем подача профиля останавливается и выполняется отрезка профиля заданной длины – в результате получается готовая деталь в виде элемента осадительного электрода. На этом изготовление детали в автоматическом режиме заканчивается. Стан профилегибочный 10, штампы силового устройства пробивки-отрезки 11 остаются в состоянии покоя. Разматыватель 8 остаётся в автоматическом режиме работы.
После того, как отрезанная деталь в виде элемента осадительного электрода убрана со стола приёмного устройства 13, оператор нажатием кнопки, расположенной на панели управления автоматической линии холодного профилирования, начинает следующее изготовление детали в автоматическом режиме работы указанного оборудования.
При изготовлении элемента осадительного электрода, в частности, с профилем, показанным на фиг.2, кроме операции пробивки отверстий 5, требуется выполнить операцию по пробивке отверстий 6, которые в готовом изделии размещаются на боковой части элемента, образованной краевыми элементами жесткости 4 коробчатой формы, внешние грани которых являются боковыми стенками элемента осадительного электрода. Отверстия 6 прямоугольные вытянутой формы, расположенные на боковой части элемента осадительного электрода, предназначены для его фиксирования в плоскости осадительного электрода.
Операцию по пробивке отверстий 6 выполняют с помощью устройства 9, установленного перед валками прокатного профилегибочного стана 10.
После отрезки профилированной ленты и выкатки полученного элемента осадительного электрода через механизм перемещения, он остается на столе приемного устройства 12, с которого его убирают в автоматическом режиме или в ручную.
Как показано выше, использование устройства пробивки – отрезки, установленного после профилегибочного прокатного стана в составе автоматической линии холодного профилирования и устройства пробивки отверстий, установленного перед валками профилегибочного прокатного стана позволило выполнять операции по пробивке отверстий на той же технологической линии, на которой осуществляют профилирование ленты. Заявленная последовательность действий снижает затраты времени на изготовление элемента осадительного электрода готового для сборки осадительного электрода электрофильтра.
Использование заявленного изобретения создает технический результат, заключающийся в повышении производительности способа изготовления элемента осадительного электрода для электрофильтра, а так же в уменьшении требуемой производственной площади. Кроме того одновременное выполнение операции отрезки спрофилированной и пробивки на ней отверстий для соединения с балкой встряхивания обеспечивает отсутствие искажения формы изделия на указанных этапах, гарантируя высокое качество получаемых изделий.
Заявленное изобретение также снижает производственные затраты на изготовление единицы продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ОСАДИТЕЛЬНОГО ЭЛЕКТРОДА ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2020 |
|
RU2743551C1 |
| Способ изготовления элемента осадительного электрода электрофильтра | 2023 |
|
RU2810475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2007 |
|
RU2377071C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРА | 2020 |
|
RU2729817C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2009 |
|
RU2423200C2 |
| РОЛИКОГИБОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С-ОБРАЗНОГО ПРОФИЛЯ ДЛЯ СБОРНОЙ КАРКАСНОЙ КОНСТРУКЦИИ ИЗ РУЛОННОЙ СТАЛИ | 2014 |
|
RU2587701C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
Группа изобретений относится к технологии изготовления элементов осадительных электродов электрофильтров для электрической очистки газов от пыли в различных отраслях промышленности. Способ включает прокатку стальной ленты из рулона путем ее профилирования в валках профилегибочного стана, а после завершения профилирования отрезание от профилированной ленты элемента заданной длины. Одновременно с отрезанием выполняют операцию пробивки отверстий, предназначенных для соединения элемента осадительного электрода с балкой встряхивания. Для изготовления элемента осадительного электрода используют автоматическую линию холодного профилирования, снабженную устройством пробивки-отрезки, установленным после прокатного профилегибочного стана, выполненным с возможностью отрезания элементов в профилированном виде при одновременном выполнении отверстий для соединения полученного элемента с балкой встряхивания, а также устройством пробивки отверстий, предназначенных для фиксирования элемента в плоскости осадительного электрода, установленным перед прокатным профилегибочным станом. Снижаются трудозатраты, повышается производительность труда, повышается качество изделия. 4 н. и 4 з.п. ф-лы, 4 ил.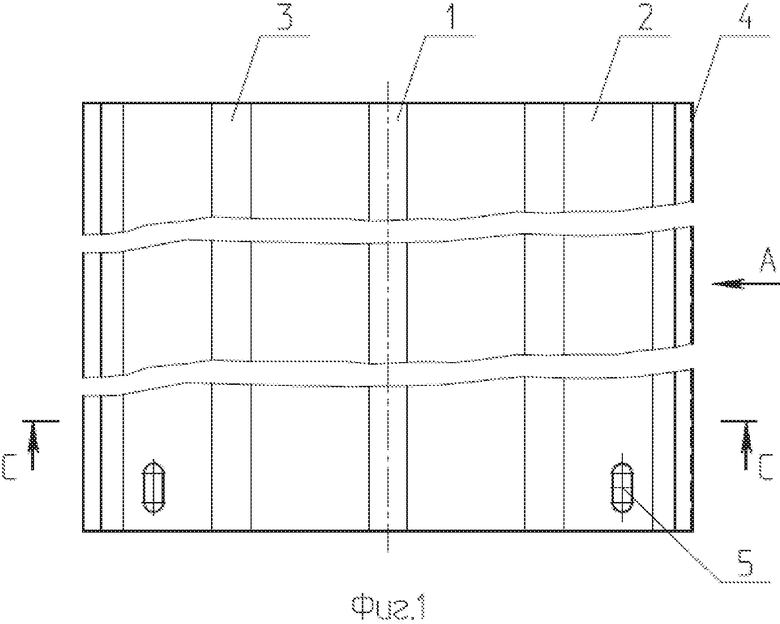
1. Способ изготовления элемента осадительного электрода для электрофильтра, включающий прокатку стальной ленты из рулона путем ее профилирования в валках профилегибочного стана, а после завершения профилирования отрезание от профилированной ленты элемента заданной длины, отличающийся тем, что одновременно с отрезанием выполняют операцию пробивки отверстий, предназначенных для соединения элемента осадительного электрода с балкой встряхивания.
2. Способ по п.1, отличающийся тем, что изготавливают элемент осадительного электрода с продольными краевыми элементами жесткости.
3. Способ по п.2, отличающийся тем, что перед прокаткой стальной ленты производят пробивку в ней отверстий, предназначенных для фиксирования элемента в плоскости осадительного электрода, при этом место размещения указанных отверстий выбирают с возможностью их расположения после проведения операции профилирования на боковых сторонах элемента осадительного электрода на его краевых элементах жесткости.
4. Способ по п.1, отличающийся тем, что для изготовления элемента осадительного электрода используют автоматическую линию холодного профилирования и силовое устройство пробивки-отрезки, выполненное с возможностью отрезания элементов в профилированном виде при одновременном выполнении отверстий для соединения с балкой встряхивания.
5. Способ по п.3, отличающийся тем, что для изготовления элемента осадительного электрода используют автоматическую линию холодного профилирования, устройство пробивки-отрезки, установленное после прокатного профилегибочного стана, выполненное с возможностью отрезания элементов в профилированном виде при одновременном выполнении отверстий для соединения полученного элемента с балкой встряхивания, а также устройство пробивки отверстий, предназначенных для фиксирования элемента в плоскости осадительного электрода, установленное перед прокатным профилегибочным станом.
6. Способ изготовления элемента осадительного электрода для электрофильтра, включающий прокатку стальной ленты из рулона путем ее профилирования в валках профилегибочного стана, а после завершения профилирования отрезание от профилированной ленты элемента заданной длины, отличающийся тем, что одновременно с отрезанием выполняют операцию пробивки отверстий, предназначенных для соединения элемента осадительного электрода с балкой встряхивания, а перед прокаткой стальной ленты производят пробивку в ней отверстий, предназначенных для фиксирования элемента в плоскости осадительного электрода, при этом место размещения указанных отверстий выбирают с возможностью их расположения после проведения операции профилирования на боковых сторонах элемента осадительного электрода на его краевых элементах жесткости.
7. Элемент осадительного электрода для электрофильтра, изготовленный способом по п. 1, выполненный с отверстиями для соединения элемента осадительного электрода с балкой встряхивания.
8. Элемент осадительного электрода для электрофильтра, изготовленный способом по п. 6, выполненный с отверстиями для соединения элемента осадительного электрода с балкой встряхивания, а также с отверстиями для фиксирования элемента в плоскости осадительного электрода.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2009 |
|
RU2423200C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2007 |
|
RU2377071C2 |
| Способ получения смазочных масел | 1942 |
|
SU71960A1 |
| Однофазный трехстержневой трансформатор | 1946 |
|
SU69775A1 |
| US 5928592 A1, 27.07.1999 | |||
| Способ лечения детей,больных склеродермией | 1979 |
|
SU862949A1 |

