Изобретение относится к способу изготовления закаленных под прессом деталей из листовой стали с очень хорошей способностью к лакированию и свариваемостью во всех областях этой детали, которая изготовлена из исходной заготовки с различной толщиной листа и при этом исходная заготовка имеет основной слой покрытия на основе алюминия, с нанесением методом горячего погружения. В дополнение, изобретение относится к исходной заготовке с различной толщиной листа и основным слоем покрытия на основе алюминия, а также к закаленной под прессом детали из такой исходной заготовки. Под различной толщиной листа исходной заготовки здесь и далее понимается разность толщин листа, при которой толщина листа тонкой части исходной заготовки составляет лишь 80% или менее толщины листа самой толстой части исходной заготовки.
Под основными слоями покрытий на основе алюминия здесь и далее понимаются металлические основные слои покрытия, в которых алюминий является основным компонентом, в процентном содержании по весу. Примерами возможных основных слоев покрытий на основе алюминия являются алюминий, алюминий-кремний (AS), алюминий-цинк-кремний (AZ), а также те же покрытия с примесями дополнительных элементов, таких как, например, магний, марганец, титан и редкоземельные элементы. Типичные требования к слою для этого покрытия составляют примерно от 60 г/м² до 200 г/м² с обеих сторон.
Известно, что стальные листы, прошедшие горячее формование, все чаще используются, в частности, в автомобилестроении. С помощью процесса, определенного как закалка под прессом, могут быть изготовлены высокопрочные детали, используемые преимущественно в области производства кузовов транспортных средств. Закалка под прессом может осуществляться принципиально с использованием двух различных вариантов способа, а именно прямым и непрямым способом. При непрямых способах, технологические этапы формования и упрочнения выполняются независимо друг от друга, в то время как при прямом способе они проходят в одной пресс-форме. Далее будет рассматриваться только прямой способ.
При прямом способе, заготовку из листовой стали нагревают выше так называемой температуры аустенитизации (Ac3), после чего таким образом нагретую заготовку помещают в пресс-форму и формуют на этапе одноступенчатой формовки с получением готовой детали, которая за счет того, что пресс-форма охлаждена, одновременно охлаждается со скоростью, превышающей критическую скорость охлаждения стали, в результате чего получают закаленную деталь.
Для данной области применения известными сталями, пригодными для горячей формовки, являются, например, марганцево-бористая сталь «22MnB5», а в последнее время также закаливаемые на воздухе стали в соответствии с европейским патентом ЕР 2 449 138 В1.
В дополнение к стальным листам без покрытия, в автомобильной промышленности для закалки под прессом используются также стальные листы с защитой от образования окалины. Преимущества здесь заключаются в том, что помимо повышенной коррозионной стойкости готовой детали, заготовки или детали в печи не покрываются окалиной, благодаря чему уменьшается износ пресс-форм, связанный с отслаиванием окалины, и детали не требуется подвергать дорогостоящей струйной очистке перед дальнейшей обработкой.
Об изготовлении деталей с помощью закалки начальных продуктов из сталей, поддающихся закалке под прессом и покрытых алюминиевым сплавом, посредством горячего формования в пресс-форме, известно из патента Германии DE 699 33 751 T2. Согласно этому патенту, лист, покрытый алюминиевым сплавом, перед формованием нагревают до температуры выше 700°С, при этом на поверхности возникает интерметаллическое сплавное соединение на основе железа, алюминия и кремния, после чего лист формуют и охлаждают со скоростью выше критической скорости охлаждения.
Из опубликованного документа DE 10 2015 122 410 A1, например, известны способы изготовления деталей кузовов, важных при аварии, при которых используются исходные заготовки с покрытием на основе алюминия, индивидуально подогнанные под требования к деталям. Например, используются формовочные заготовки, имеющие различную толщину и/или качество материала. Так называемые гибко-катаные листы имеют различную толщину материала при одинаковом качестве материала в соответствии с требованиями. С помощью сварных заготовок (TWB = тонколистовые сварные составные заготовки), можно изменять не только толщину материала, но и его качество. Детали, для которых рассматриваются такие способы, встречаются, например, в автомобильной промышленности, во всех каркасах кузовов транспортных средств, например, в передних и средних стойках, лонжеронах, поперечинах, бамперах, усилителях боковой двери, колесных арках и т.п.
При использовании основных слоев покрытия на основе алюминия, например, состоящих из алюминия-кремния (AS), имеет место недостаток, заключающийся в недостаточной пригодности сформированной детали к лакированию, при нанесении катодного покрытия методом погружения (CDC), что характерно для автомобилей, когда слишком короткое время нагрева используется для закалки под прессом. При коротком времени нагрева, подложка с катодным покрытием, нанесенным методом погружения, обладает недостаточным сцеплением при лакировании.
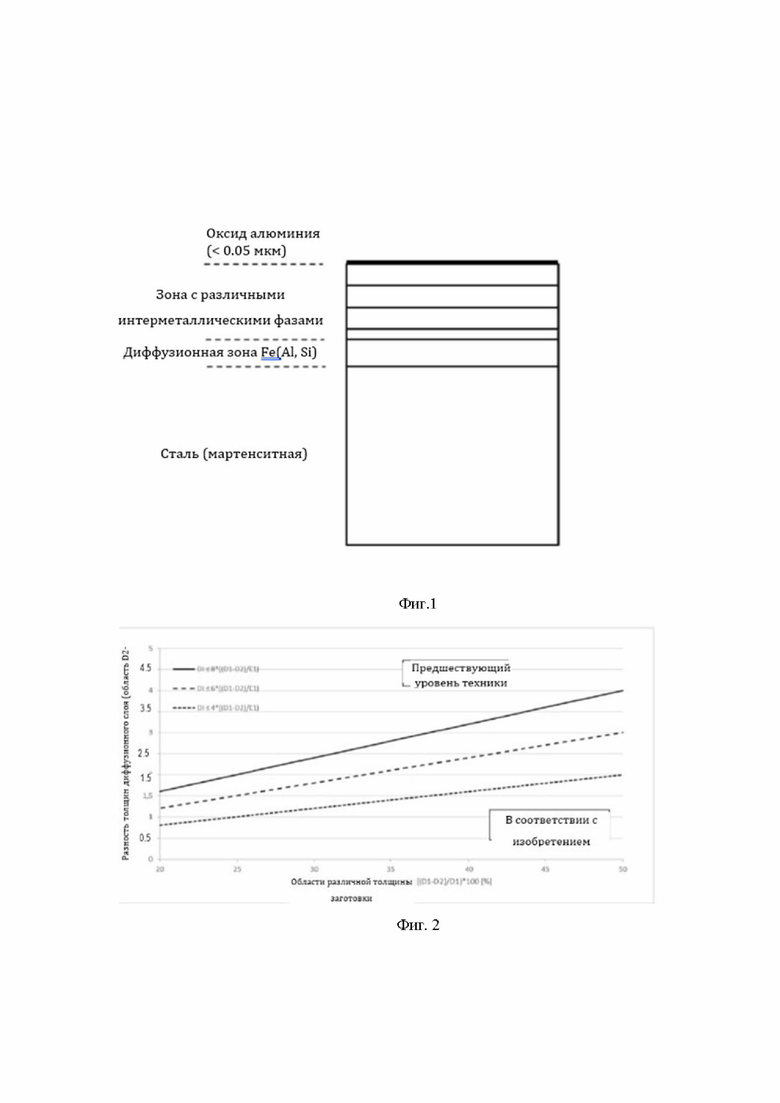
Следовательно, небходимо тщательное легирование основного слоя покрытия на основе алюминия железом из стальной подложки при нагреве перед закалкой под прессом, чтобы обеспечить эффективное сцепление при лакировании, например, в процессе нанесения катодного покрытия методом погружения. При нагреве, на стальной подложке образуется диффузионная зона Fe(Al,Si), за которой следует зона с различными интерметаллическими фазами. Кроме того, из-за окисления в печи, а также при помещении в пресс-форму, на поверхности образуется лишь очень тонкий слой оксида алюминия. Соответствующая структура слоя показана на фигуре 1.
Однако, покрытие на основе алюминия также не должно быть подвергнуто тщательному легированию чрезмерно, поскольку в противном случае могут возникнуть проблемы при соединении, особенно при точечной сварке. Толщина так называемого диффузионного слоя между сталью и основным слоем покрытия часто используется в качестве предела пригодности для точечной сварки. В стандарте VW Group TL 4225, этот предел составляет, например, максимум 16 мкм.
Поэтому, в случае исходных заготовок с различной толщиной листа необходимо, с одной стороны, обеспечить достаточно тщательное легирование покрытия на основе алюминия в области большей толщины листа, для достижения эффективного сцепления при лакировании, а с другой стороны, тщательное легирование также не должно быть чрезмерным в более тонкой области заготовки, чтобы не оказывать отрицательного влияния на свариваемость. Типичная толщина стальной полосы, используемой в качестве исходного материала, составляет от 0.50 до 3.00 мм, предпочтительно от 0.75 до 2.50 мм.
Однако, было доказано, что исходные заготовки с различной толщиной листа, нагреваются по-разному при нагреве перед закалкой под прессом. Область исходной заготовки, имеющая небольшую толщину листа, нагревается значительно быстрее, чем область, имеющая большую толщину листа. Поэтому, металлографический образец часто имеет лишь очень тонкий диффузионный слой в области детали с большей толщиной листа, а в области детали с меньшей толщиной листа указанный образец имеет толщину диффузионного слоя, близкую к допустимому верхнему пределу 16 мкм. Это может привести к получению закаленных под прессом деталей с неоднородными свойствами.
Следовательно, исходные заготовки с различной толщиной листа, имеющие основной слой покрытия на основе алюминия, имеют лишь ограниченное технологическое окно для нагрева, например, в печи с роликовым подом при закалке под прессом. Более толстая часть заготовки определяет минимальное время нагрева в печи для обеспечения достаточного сцепления при лакировании, а тонкая часть заготовки ограничивает максимальное время выдержки в печи для обеспечения хорошей свариваемости. В частности, в случае больших различий в толщине, например в заготовках с толщиной листа 2.0 мм в самой толстой области и 1.0 мм в самой тонкой области, полученное в результате технологическое окно может, таким образом, быть меньше.
Таким образом, целью изобретения является предоставление способа изготовления закаленных под прессом деталей из листовой стали из исходной заготовки, имеющей различную толщину листа и основной слой покрытия на основе алюминия, при котором во время нагрева достигается сравнительно большое технологическое окно по сравнению с исходными заготовками, имеющими постоянную толщину листа, и при котором закаленная под прессом деталь обладает однородными свойствами в отношении способности к лакированию и свариваемости. Также целью изобретения является предоставление исходной заготовки и изготовленной из неё закаленной под прессом детали.
Идея изобретения включает в себя способ изготовления закаленной под прессом детали из исходной заготовки, имеющей различную толщину листа, при котором исходная заготовка имеет основной слой покрытия на основе алюминия, содержащий этапы:
- получение стальной полосы с покрытием на основе алюминия,
- нанесение неорганического железосодержащего конверсионного слоя на покрытие на основе алюминия с массой слоя по отношению к железу 3-30 мг/м2,
- холодная прокатка стальной полосы в гибко-катаную полосу, имеющую участки полосы с различной толщиной листа,
- вырезание исходной заготовки из гибко-катаной полосы, при этом исходная заготовка имеет различную толщину листа, с самым тонким и самым толстым участком листа,
- закалка исходной заготовки под прессом с получением детали.
Идея изобретения также включает в себя способ изготовления закаленной под прессом детали из исходной заготовки, имеющей различную толщину листа, при котором исходная заготовка имеет основной слой покрытия на основе алюминия, содержащий этапы:
- получение стальной полосы с покрытием на основе алюминия,
- холодная прокатка стальной полосы в гибко-катаную полосу, имеющую участки полосы с различной толщиной листа,
- вырезание исходной заготовки из гибко-катаной полосы, при этом исходная заготовка имеет различную толщину листа, с самым тонким и самым толстым участком листа,
- до или после вырезания исходной заготовки, нанесение неорганического железосодержащего конверсионного слоя локально или на всю поверхность покрытия на основе алюминия с массой слоя по отношению к железу 3-30 мг/м2, по меньшей мере в области самого толстого участка листа,
- закалка исходной заготовки под прессом с получением детали.
Еще одна альтернативная идея изобретения включает в себя способ изготовления закаленной под прессом детали из исходной заготовки, имеющей различную толщину листа, при котором исходная заготовка имеет основной слой покрытия на основе алюминия, содержащий этапы:
- получение по меньшей мере двух участков стальной полосы с покрытием на основе алюминия, имеющих различную толщину листа,
- сварка участков стальной полосы между собой с получением исходной заготовки, при этом исходная заготовка имеет различную толщину листа, с самым тонким и самым толстым участком листа,
- до или после сварки указанных участков стальной полосы между собой, нанесение неорганического железосодержащего конверсионного слоя локально или на всю поверхность покрытия на основе алюминия с массой слоя по отношению к железу 3-30 мг/м2, по меньшей мере в области самого толстого участка листа,
- закалка исходной заготовки под прессом с получением детали.
При этих способах, в соответствии с настоящим изобретением, сравнительно большое технологическое окно по сравнению с равномерной толщиной исходной заготовки очень выгодно достигается при нагреве в процессе закалки под прессом, и у закаленной под прессом детали также достигаются сравнительно однородные свойства в отношении способности к лакированию и свариваемости.
В принципе, также возможно начинать способы в соответствии с настоящим изобретением с нанесения покрытия на основе алюминия после гибкой прокатки вместо того, чтобы начинать со стальной полосы, уже имеющей покрытие на основе алюминия.
По экономическим соображениям и с точки зрения достаточного уменьшения веса закаленной под прессом детали, толщина самого тонкого участка листа исходной заготовки должна составлять не более 80%, предпочтительно 70% или менее, толщины самого толстого участка листа исходной заготовки.
Таким образом, суть изобретения заключается в нанесении неорганического железосодержащего конверсионного слоя, который наносят в качестве предварительного покрытия на основной слой покрытия на основе алюминия исходной заготовки или стальных полос, используемых для этого, и который увеличивает скорость нагрева при нагреве исходной заготовки.
Для достижения максимально возможного технологического окна при нагреве, скорость нагрева должна быть увеличена значительно больше на самом толстом участке исходной заготовки, чем на самом тонком участке листа. Это может быть обеспечено различными вариантами осуществления способа, которые кратко объясняются ниже.
В принципе, даже равное процентное увеличение скоростей нагрева в самой толстой и самой тонкой частях заготовки приводит к выравниванию результирующего необходимого времени нагрева. Если, например, средняя скорость нагрева в обеих областях увеличивается на 50% (в самой тонкой области от 4 до 6 К/с и в самой толстой области от 2 до 3 К/с), разница во времени нагрева, например, при температуре от 20°C до 800°C между самой толстой и самой тонкой частями заготовки сокращается со 195 секунд до 130 секунд. Поэтому, заготовку, имеющую разную толщину листа, подвергают выравниванию скоростей нагрева уже при нанесении предварительного покрытия на всю поверхность с постоянной массой слоя.
Таким образом, в соответствии с настоящим изобретением, идея изобретения также включает в себя исходную заготовку для изготовления закаленной под прессом стальной детали с покрытием на основе алюминия, при этом исходная заготовка имеет различную толщину листа, отличающуюся тем, что на покрытии на основе алюминия формируют неорганический железосодержащий конверсионный слой с массой слоя по отношению к железу 3-30 мг/м², предпочтительно 5-25 мг/м², особенно предпочтительно 7-20 мг/м².
В соответствии с изобретением, такая исходная заготовка может быть изготовлена из гибко-катаной стальной полосы или также из участков листа, сваренных между собой (TWB, тонколистовые сварные составные заготовки). В случае сваренных между собой участков листа, предпочтительно предусмотрено, чтобы они имели различную прочность, как требуется для того, чтобы учитывать различные напряжения в рабочем состоянии. По экономическим соображениям, разница в прочности материалов должна составлять более 50 МПа. Все закаливаемые марки стали, в частности марганцево-бористые стали, такие как, например 22MnB5, могут рассматриваться как подходящие марки стали для исходной заготовки.
В случае заготовок, которые соединены между собой из двух или более исходных заготовок с различной толщиной листа (TWB), только участок листа, имеющий наибольшую толщину листа, может быть снабжен неорганическим железосодержащим конверсионным слоем в качестве предварительного слоя, либо частично, либо по всей поверхности, для приближения скоростей нагрева в разных частях заготовки друг к другу.
В предпочтительном варианте осуществления изобретения также возможно, в случае заготовок, имеющих более двух толщин листа, нанесение неорганического железосодержащего конверсионного слоя путем подгонки слоя железа под соответствующую толщину листа таким образом, что полученная заготовка нагревается равномерно. В случае соединенных заготовок, с множеством толщин листа, неорганический железосодержащий конверсионный слой может быть нанесен в качестве предварительного покрытия на покрытие на основе алюминия стальной полосы уже на территории производителя стали. В конечном итоге, однако, предварительное покрытие неорганическим железосодержащим конверсионным слоем отдельных заготовок или областей заготовок также представляет собой реализацию в соответствии с изобретением.
В случае заготовок, имеющих разницу в толщине листа в результате этапа холодной прокатки, неорганический железосодержащий конверсионный слой может быть нанесен в качестве предварительного покрытия по всей поверхности до или после этапа холодной прокатки или же только частично в области, имеющей наибольшую толщину листа после процедуры прокатки. Частичное нанесение после этапа прокатки только в более толстой области заготовки показывает наилучшую эффективность, благодаря чему скорости нагрева могут быть полностью выровнены. При нанесении перед этапом прокатки, также происходит значительное выравнивание скоростей нагрева, поскольку этап гибкой прокатки значительно снижает эффективность предварительного покрытия в более тонкокатаной части заготовки.
В соответствии с настоящим изобретением, предварительное покрытие состоит из нанесения соединений железа, предпочтительно при «мокром» химическом процессе. Это включает по меньшей мере нанесение раствора соединений железа, которые преимущественно вступают в реакцию с металлическим основным слоем покрытия на основе алюминия в ходе внешней бестоковой реакции.
Предпочтительно, такая обработка проводится в присутствии соединений других металлов, например, из группы, состоящей из кобальта, молибдена и вольфрама. Например, молибдаты, вольфраматы или нитрат кобальта значительно ускоряют осаждение железа, а сами осаждаются лишь в незначительной степени, что делает способ в соответствии с настоящим изобретением еще более эффективным.
Удаление естественного оксидного слоя на покрытии на основе алюминия, с нанесением горячим погружением, и осаждение соединений железа можно выгодным образом проводить одновременно на одном «мокром» химическом этапе с использованием щелочных сред. Такие процессы осаждения могут быть выполнены в установках непрерывного действия со скоростью полосы до 120 м/мин или более. Необходимое количество активного вещества может составлять менее 100 мг/м².
В ходе испытаний было обнаружено, что при массе слоя 3 мг/м² по отношению к железу, предпочтительно 5 мг/м² по отношению к железу, особенно предпочтительно 7 мг/м² по отношению к железу, скорости нагрева могут быть значительно увеличены по сравнению с необработанным эталоном. Максимальная масса слоя не должена превышать 30 мг/м² по отношению к железу. Кроме того, увеличение скорости нагрева незначительно, и характеристики точечной сварки после закалки под прессом начинают ухудшаться, поэтому увеличение массы слоя нецелесообразно по экономическим и технологическим причинам. Предпочтительно, применяют до 25 мг/м² по отношению к железу, особенно предпочтительно до 20 мг/м² по отношению к железу, чтобы поддерживать расход активных веществ на как можно более низком уровне.
Массы слоев определяли с помощью оптико-эмиссионной спектрометрии с индуктивно-связанной плазмой (ИСП-ОЭС). Для этого, конверсионный слой, сформированный на поверхности, был химически отделен, затем проанализирован и сопоставлен с имеющимися в продаже элементными стандартными растворами.
Обработку поверхности стальной полосы с покрытием согласно изобретению можно преимущественно проводить в обрабатывающей части, расположенной ниже по технологическому маршруту от технологической части установки непрерывного действия для нанесения покрытия методом горячего погружения, или в отдельной установке, например, с помощью распылителей с соплами или методом окунания. Отдельной установкой может быть, например, установка для полосового нанесения покрытия. Щелочная очистка с последующей промывкой выше по технологическому маршруту от обработки в соответствии с изобретением преимущественно удаляет (естественный) оксидный слой на покрытии на основе алюминия, образованный атмосферным окислением, и, таким образом, создает определенное исходное состояние для осаждения железа и/или его соединений в соответствии с изобретением.
Концентрация подаваемого раствора, его температура, время обработки, давление распыления, сдвиг распыляемого раствора относительно поверхности металлической полосы, подлежащей обработке, и объём, приведенный в контакт с поверхностью, могут влиять на количество железа, осажденного на поверхность.
Идея изобретения дополнительно включает в себя закаленную под прессом деталь, изготовленную из исходной заготовки с покрытием на основе алюминия, имеющей различную толщину листа, с самым тонким и самым толстым участком листа, отличающуюся тем, что между стальной подложкой и основным слоем покрытия на основе алюминия образуется диффузионная зона, состоящая из металлов основного слоя покрытия и стальной подложки, при этом диффузионные зоны в областях различной толщины листа, по отношению к исходной заготовке, имеют максимальную разность толщин, которая соответствует следующему соотношению:
DImax ≤ 8*((D1-D2)/D1),
где
D1: самый толстый участок листа исходной заготовки
D2: самый тонкий участок листа исходной заготовки
DImax: максимальная разность толщин диффузионного слоя на закаленной детали.
В предпочтительном варианте осуществления изобретения, максимальная разность толщин DImax соответствует следующему соотношению:
DImax ≤ 6*((D1-D2)/D1)
В особенно предпочтительном варианте осуществления изобретения, максимальная разность толщин DImax соответствует следующему соотношению:
DImax ≤ 4*((D1-D2)/D1)
Эти соотношения графически показаны на фигуре 2. Три прямые линии представляют вышеуказанные соотношения DImax ≤ 8*((D1-D2)/D1), DImax ≤ 6*((D1-D2)/D1) и DImax ≤ 4*((D1-D2)/D1). Область над сплошной линией, которая представляет DImax ≤ 8*((D1-D2)/D1), указывает область, которая до сих пор могла быть достигнута посредстом предшествующего уровня техники. Область под сплошной прямой линией образует область в соответствии с изобретением.
В соответствии с изобретением, толщина диффузионной зоны между сталью и основным слоем покрытия на основе алюминия в областях различной толщины листа предпочтительно должна составлять от 2 до 14 мкм, особенно предпочтительно от 4 до 12 мкм, чтобы обеспечить достаточно высокую, но не чрезмерную степень легирования.
Чтобы пояснить эти соотношения, ниже описаны результаты лабораторных испытаний.
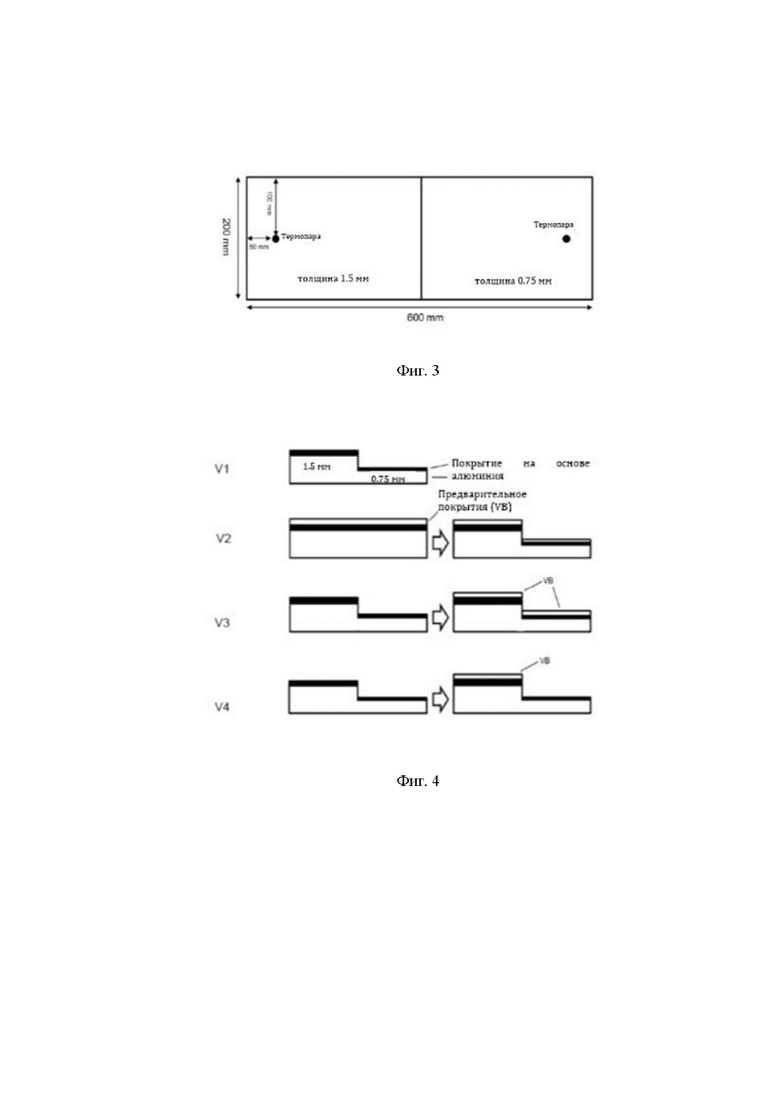
Полосы листового металла из закаливаемой стали 22MnB5 с толщиной листа 1.5 мм и алюминиево-кремниевым покрытием с номинальной массой слоя 150 г/м² с обеих сторон были полуобкатаны на 50 % в лабораторной клети холодной прокатки и нарезаны до размера образца 200x600 мм², при этом переход по толщине пролегал посередине (фигура 3).
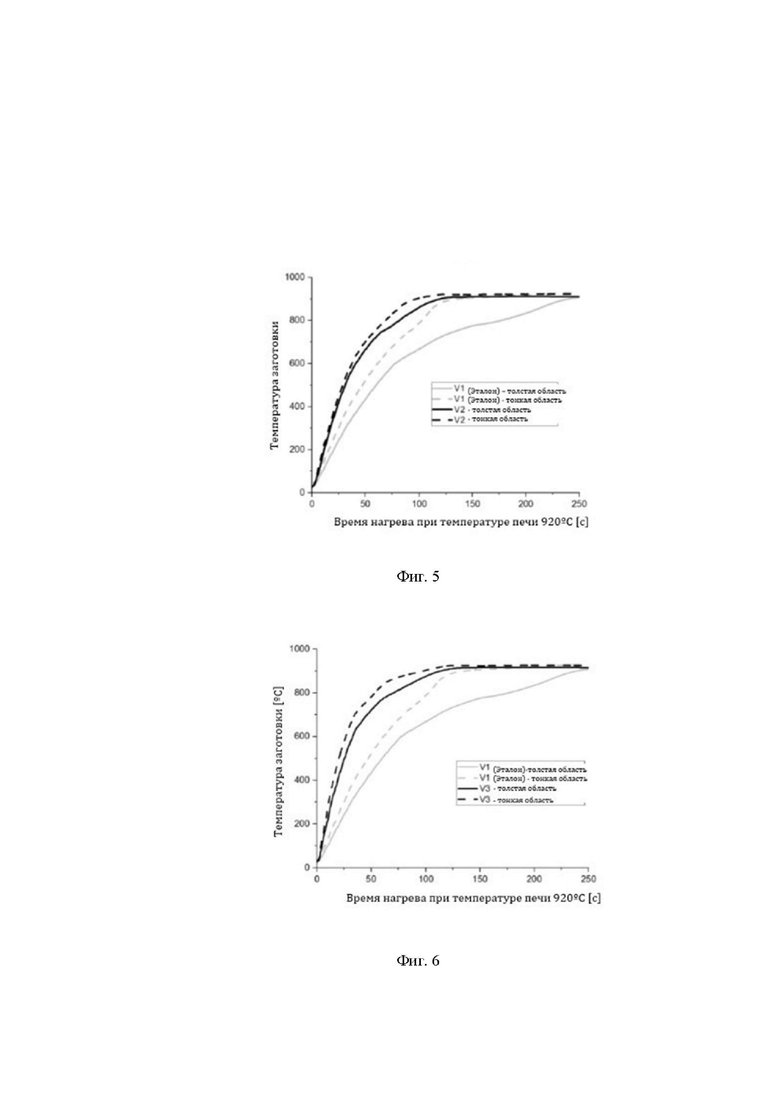
Края образцов приводили в контакт с термопарами и регистрировали скорость нагрева в обеих областях образца в печи, предварительно нагретой до температуры 920°С. Затем, толщину диффузионного слоя определяли металлографически во множестве областей образца.
Эту процедуру также проводили с образцами, которые были обработаны железосодержащим покрытием до или после этапа холодной прокатки. Испытанные варианты V1-V4 следующие: V1 - прокатка (эталон); V2 - предварительное покрытие, последующая прокатка; V3 - прокатка, последующее предварительное покрытие; V4 - прокатка, последующее частичное предварительное покрытие. На фигуре 4 схематично показаны эти различные варианты V1-V4 (масштаб не выдержан).
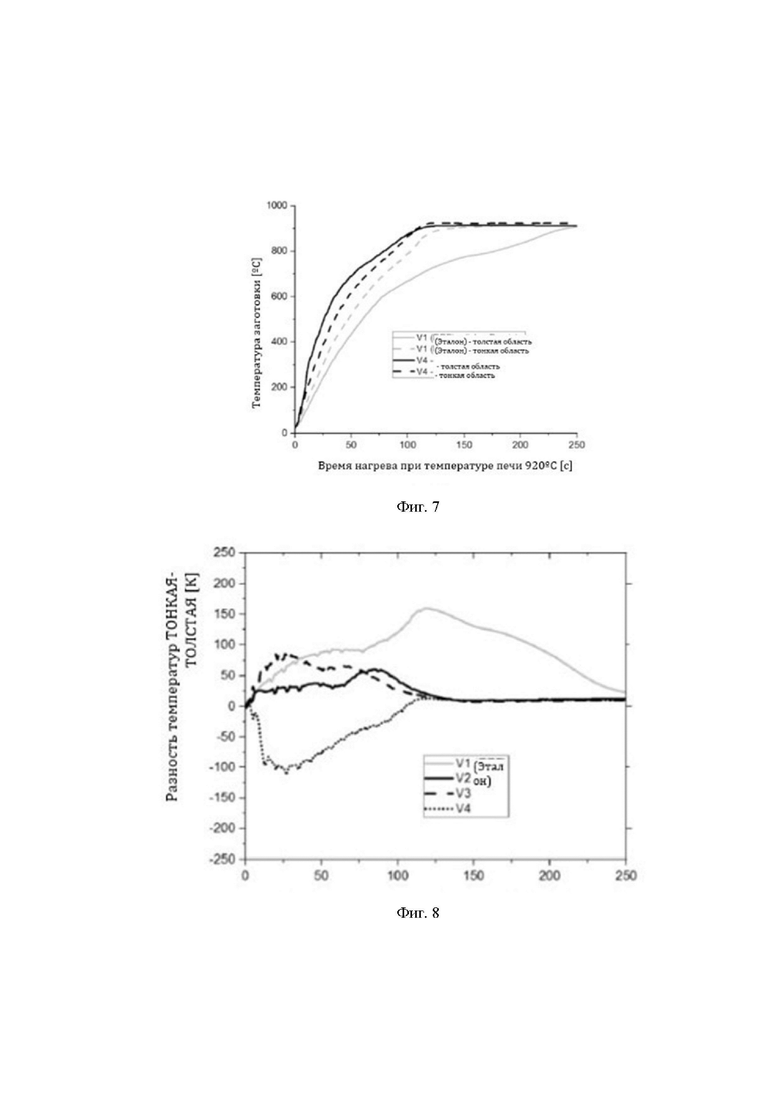
На фигурах 5a-5d показаны результирующие кривые нагрева для вариантов V2-V4, каждая в сравнении с эталонными измерениями по варианту V1. Кроме того, разность температур между толстой и тонкой частями образца также проиллюстрирована как функция времени нагрева. Можно ясно видеть, как с помощью предварительного железосодержащего покрытия, скорости нагрева выравниваются, в частности, по причине очень большого увеличения скорости нагрева в толстой части образца. Это приводит к значительному расширению технологического окна при нагреве в процессе закалки под прессом.
В таблице 1 приведены результирующие значения толщины диффузионного слоя, которые были определены металлографически на нескольких образцах из соответствующих областей образца (толстые/тонкие) и усреднены. Развернутый вид этой таблицы 1 предоставлен для ясности. Толщину диффузионного слоя определяли на основе действующей версии заводского стандарта VW TL 4225.
Эти результаты были объединены с дополнительными испытаниями, в ходе которых изучалось влияние железосодержащего покрытия на скорость нагрева и толщину диффузионного слоя при различной толщине листа, времени нагрева и температурах нагрева. Здесь также наблюдалось почти линейное увеличение толщины диффузионного слоя в зависимости от временем нагрева. В результате этих испытаний эмпирически были определены ранее представленные формульные соотношения между максимальной разницей в толщине диффузионного слоя и разницей в толщине листа исходной заготовки.
Как описано выше, приближение скоростей нагрева приводит к небольшой разнице в толщинах диффузионного слоя и к однородным свойствам деталей в отношении способности к лакированию и способности к точечной сварке. Особенно предпочтительна марка сплава, относящаяся ко всей детали с толщиной диффузионного слоя от 2 до 14 мкм, особенно предпочтительно от 4 до 12 мкм.
При изготовлении деталей путем закалки под прессом, предварительное железосодержащее покрытие на заготовке не сохраняется. Скорее, в процессе нагревания, например, в печи с роликовым подом, в результате предварительного покрытия исходной заготовки неорганическим железосодержащим конверсионным слоем в соответствии с изобретением образуется обогащенный алюминием оксидный слой, легированный катионами железа. Катионы железа подавляют обычное в других случаях самоограничение роста слоя оксида алюминия и приводят к образованию значительно более толстых слоев оксида алюминия при термообработке, при этом достигается толщина слоя оксида алюминия более 50 нм.
Напротив, типичная толщина слоя оксида алюминия на закаленных под прессом деталях с покрытием на основе алюминия без предварительного железосодержащего покрытия значительно ниже, как показано на фигуре 1. Таким образом, по меньшей мере в области, имеющей большую толщину листа исходной заготовки, детали в соответствии с изобретением имеют утолщенный слой оксида алюминия, более 50 нм, что является результатом нанесения предварительного железосодержащего покрытия в сочетании с нагревом перед закалкой под прессом.
Ниже описан пример предпочтительной последовательности способов:
- горячая прокатка, кислотная очистка и необязательная холодная прокатка подходящей стальной полосы,
- отжиг стальной полосы в установке для нанесения покрытия горячим погружением в восстановительной атмосфере при температурах от 500 до 950°C с последующим горячим погружением в расплав на основе алюминия и нанесением покрытия на основе алюминия на стальную полосу с массой слоя от 60 до 200 г/м2 с обеих сторон,
- последующее нанесение неорганического железосодержащего конверсионного слоя на покрытие на основе алюминия с массой слоя по отношению к железу 3-30 мг/м2,
- гибкая прокатка стальной полосы с покрытием на основе алюминия таким образом, чтобы тонкая область полученной полосы составляла 70% или менее толщины толстой области полосы,
- изготовление заготовок из гибко-катаной полосы таким образом, чтобы толстые и тонкие участки листа находились в каждой вырезанной заготовке,
- изготовление деталей путем нагрева заготовок в печи с роликовым подом до температур от 750 до 1000°C с целью корректировки аустенитной микроструктуры, по меньшей мере в частях заготовки, с последующим формованием в пресс-форме с получением детали с одновременным быстрым охлаждением таким образом, что мартенситная твердая микроструктура образуется, по меньшей мере в частях детали.
Изобретение относится к способу изготовления исходной заготовки и к закаленной под прессом детали, подученной из исходной заготовки. Способ включает этапы: получение по меньшей мере двух участков стальной полосы с покрытием на основе алюминия, имеющих различную толщину листа, сварка участков стальной полосы между собой с получением исходной заготовки, при этом исходная заготовка имеет различную толщину листа, с самым тонким и самым толстым участком листа, до или после сварки указанных участков стальной полосы между собой, нанесение неорганического железосодержащего конверсионного слоя локально или на всю поверхность покрытия на основе алюминия с массой слоя по отношению к железу 3-30 мг/м2, по меньшей мере в области самого толстого участка листа. Закаленная под прессом деталь, изготовленная из исходной заготовки, в которой между стальной подложкой и основным слоем покрытия на основе алюминия образована диффузионная зона, состоящая из металлов основного слоя покрытия и стальной подложки, при этом диффузионные зоны в областях различной толщины листа, по отношению к исходной заготовке, имеют максимальную разность толщин, которая соответствует следующему соотношению: DImax ≤ 8*((D1-D2)/D1), где D1: самый толстый участок листа исходной заготовки; D2: самый тонкий участок листа исходной заготовки; DImax: максимальная разность толщин диффузионного слоя на закаленной детали. Технический результат заключается в способности к лакированию и свариваемости во всех областях детали, полученной из исходной заготовки. 5 н. и 14 з.п. ф-лы, 8 ил., 1 табл.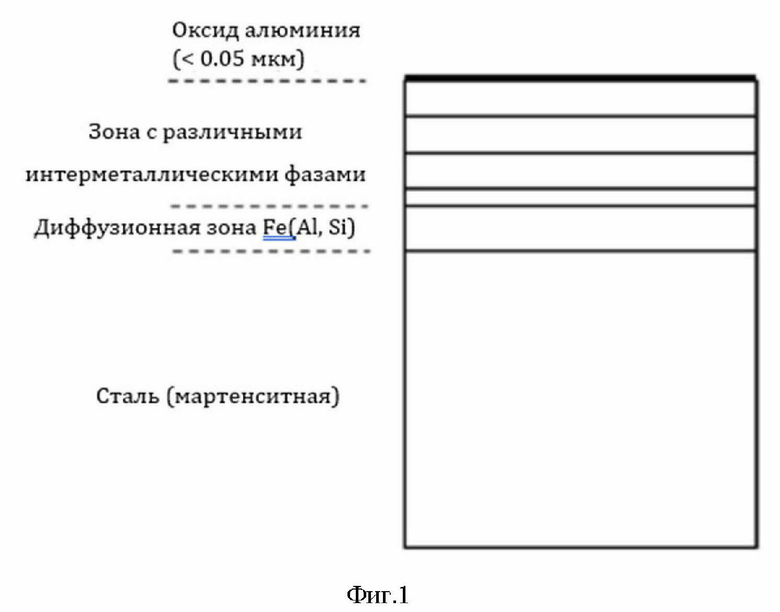
1. Способ изготовления исходной заготовки, включающий этапы:
- получение стальной полосы с покрытием на основе алюминия,
- нанесение неорганического железосодержащего конверсионного слоя на покрытие на основе алюминия с массой слоя по отношению к железу 3-30 мг/м2,
- холодная прокатка стальной полосы в гибко-катаную полосу, имеющую участки полосы с различной толщиной листа,
- вырезание исходной заготовки из гибко-катаной полосы, при этом исходная заготовка имеет различную толщину листа, с самым тонким и самым толстым участком листа.
2. Способ изготовления исходной заготовки, содержащий этапы:
- получение стальной полосы с покрытием на основе алюминия,
- холодная прокатка стальной полосы в гибко-катаную полосу, имеющую участки полосы с различной толщиной листа,
- вырезание исходной заготовки из гибко-катаной полосы, при этом исходная заготовка имеет различную толщину листа, с самым тонким и самым толстым участком листа,
- до или после вырезания исходной заготовки, нанесение неорганического железосодержащего конверсионного слоя локально или на всю поверхность покрытия на основе алюминия с массой слоя по отношению к железу 3-30 мг/м2, по меньшей мере в области самого толстого участка листа.
3. Способ изготовления исходной заготовки, содержащий этапы:
- получение по меньшей мере двух участков стальной полосы с покрытием на основе алюминия, имеющих различную толщину листа,
- сварка участков стальной полосы между собой с получением исходной заготовки, при этом исходная заготовка имеет различную толщину листа, с самым тонким и самым толстым участком листа,
- до или после сварки указанных участков стальной полосы между собой, нанесение неорганического железосодержащего конверсионного слоя локально или на всю поверхность покрытия на основе алюминия с массой слоя по отношению к железу 3-30 мг/м2, по меньшей мере в области самого толстого участка листа.
4. Способ по любому из пп.1-3, отличающийся тем, что неорганический железосодержащий конверсионный слой на покрытии на основе алюминия имеет массу слоя по отношению к железу 5-25 мг/м2, предпочтительно 7-20 мг/м2.
5. Способ по любому из пп.1-4, отличающийся тем, что неорганический железосодержащий конверсионный слой на покрытии на основе алюминия формируют путем нанесения раствора соединений железа в ходе внешней бестоковой реакции с металлическим основным слоем покрытия на основе алюминия.
6. Способ по любому из пп.1-5, отличающийся тем, что самый тонкий участок листа исходной заготовки имеет не более 80%, предпочтительно 70% или менее, толщины самого толстого участка листа исходной заготовки.
7. Исходная заготовка для изготовления закаленной под прессом стальной детали с покрытием на основе алюминия, при этом исходная заготовка имеет различную толщину листа, отличающаяся тем, что на покрытии на основе алюминия формируют неорганический железосодержащий конверсионный слой с массой слоя по отношению к железу 3-30 мг/м2.
8. Исходная заготовка по п.7, на покрытии на основе алюминия формируют неорганический железосодержащий конверсионный слой с массой слоя по отношению к железу 5-25 мг/м2.
9. Исходная заготовка по п.8, на покрытии на основе алюминия формируют неорганический железосодержащий конверсионный слой с массой слоя по отношению к железу 7-20 мг/м2.
10. Исходная заготовка по п.7, изготовленная из гибко-катаной стальной полосы.
11. Исходная заготовка по п.7, изготовленная из сваренных между собой участков стальной полосы.
12. Исходная заготовка по п.9, отличающаяся тем, что свариваемые между собой участки полосы в каждом случае имеют различную прочность с разницей в прочности на разрыв более 50 МПа.
13. Исходная заготовка по любому из пп.7-10, отличающаяся тем, что в ней используются закаливаемые марганцево-бористые стали.
14. Исходная заготовка по любому из пп.7-11, отличающаяся тем, что неорганический железосодержащий конверсионный слой наносят на покрытие на основе алюминия с массой слоя по отношению к железу 3-30 мг/м2, по меньшей мере в области самого толстого участка листа на исходной заготовке.
15. Закаленная под прессом деталь, изготовленная из исходной заготовки по п.7 с покрытием на основе алюминия, имеющей различную толщину листа, с самым тонким и самым толстым участком листа, отличающаяся тем, что между стальной подложкой и основным слоем покрытия на основе алюминия образуется диффузионная зона, состоящая из металлов основного слоя покрытия и стальной подложки, при этом диффузионные зоны в областях различной толщины листа, по отношению к исходной заготовке, имеют максимальную разность толщин, которая соответствует следующему соотношению:
DImax ≤ 8*((D1-D2)/D1),
где
D1: самый толстый участок листа исходной заготовки;
D2: самый тонкий участок листа исходной заготовки;
DImax: максимальная разность толщин диффузионного слоя на закаленной детали.
16. Закаленная под прессом деталь по п.15, отличающаяся тем, что максимальная разность толщин диффузионного слоя на закаленной детали составляет DImax ≤ 6*((D1-D2)/D1).
17. Закаленная под прессом деталь по п.16, отличающаяся тем, что максимальная разность толщин диффузионного слоя на закаленной детали составляет DImax ≤ 4*((D1-D2)/D1).
18. Закаленная под прессом деталь по любому из пп.15-17, отличающаяся тем, что толщина диффузионной зоны между сталью и основным слоем покрытия на основе алюминия в областях различной толщины листа предпочтительно составляет от 2 до 14 мкм, особенно предпочтительно от 4 до 12 мкм.
19. Закаленная под прессом деталь по любому из пп.15-18, отличающаяся тем, что деталь имеет слой оксида алюминия толщиной не менее 50 нм на поверхности детали в области самого толстого участка листа исходной заготовки.
| WO 2019171157 A1, 12.09.2019 | |||
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2010 |
|
RU2449138C2 |
| ВЫСОКОПРОЧНЫЙ ГАЛЬВАНИЗИРОВАННЫЙ ГОРЯЧИМ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ | 2012 |
|
RU2567960C1 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ГОРЯЧЕШТАМПОВАННЫЙ СТАЛЬНОЙ МАТЕРИАЛ | 2013 |
|
RU2587106C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ДЕТАЛИ С ВЫСОКИМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ КАТАНОГО ЛИСТА С ПОКРЫТИЕМ | 2007 |
|
RU2403309C2 |
| СТАЛЬНОЙ ЛИСТ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ СТАЛЬНОГО ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2009 |
|
RU2466210C2 |
| Способ получения уксусного ангидрида | 1928 |
|
SU17216A1 |
| DE 102015122410, A1, 22.06.2017 | |||
| DE 20122563 U1, 14.06.2006. | |||

