Область техники, к которой относится изобретение
Настоящее изобретение относится к гальванизированному способом погружения в ванну покрытия холоднокатаному стальному листу. Более конкретно, оно относится к высокопрочному, оцинкованному погружением холоднокатаному стальному листу, имеющему превосходную пластичность, способность к деформационному упрочнению и способность к отбортовке-вытяжке.
Предпосылки изобретения
В настоящее время, когда область промышленной технологии является высокоспециализированной, требуется, чтобы материал, используемый в каждой области технологии, обладал специальными и высокими эксплуатационными качествами. Например, от холоднокатаного стального листа, подвергаемого штамповке и используемого в дальнейшем, требуется более высокая формуемость при диверсификации штампованных профилей. Кроме того, поскольку требуется высокая прочность, изучалось использование высокопрочного холоднокатаного стального листа. В частности, что касается стального листа для автомобильной промышленности, с целью снижения веса кузова транспортного средства и, в результате, повышения экономии топлива с точки зрения глобальной защиты окружающей среды, существенно повысился спрос на высокопрочный холоднокатаный стальной лист, имеющий высокую формуемость тонких стенок. При штамповке, поскольку толщина используемого стального листа меньше, легко возникают трещины и складки. Поэтому требуется стальной лист, имеющий еще более высокую пластичность и способность к отбортовке-вытяжке. Однако формуемость при штамповке и сильное упрочнение стального листа являются характеристиками, противоречащими одна другой, поэтому одновременное удовлетворение данных характеристик является затруднительным.
В качестве способа улучшения формуемости при штамповке высокопрочного холоднокатаного стального листа предлагалось множество методов, касающихся уменьшения размера зерен микроструктуры. Например, в Патентном документе 1 описан способ получения высокопрочного горячекатаного стального листа с очень мелкими зернами, который подвергают прокатке с общей степенью обжатия 80% или более в температурном диапазоне, близком к точке Ar3, в процессе горячей прокатки. В Патентном документе 2 описан способ получения сверхмелкозернистой ферритной стали, которую подвергают непрерывной прокатке со степенью обжатия 40% или более в процессе горячей прокатки.
Использование данных способов приводит к улучшению баланса между прочностью и пластичностью горячекатаного стального листа. Однако в вышеупомянутых Патентных документах вообще отсутствует описание способа получения мелкозернистого холоднокатаного стального листа для улучшения формуемости при штамповке. Согласно исследованию, проведенному авторами настоящего изобретения, при осуществлении холодной прокатки и отжига мелкозернистого горячекатаного стального листа, полученного прокаткой с высокой степенью обжатия, в качестве базового металла, кристаллические зерна основного металла проявляют тенденцию к укрупнению, затрудняя получение холоднокатаного стального листа, имеющего превосходную формуемость при штамповке. В частности, при получении холоднокатаного стального листа со смешанной структурой, содержащей продукт низкотемпературного превращения или остаточный аустенит в металлургической структуре, который должен быть отожжен в высокотемпературном диапазоне от точки Ac1 и выше, укрупнение зерен кристаллов во время отжига становится заметным, из-за чего преимущество холоднокатаного стального листа со сложной структурой, заключающееся в превосходной пластичности, не может быть реализовано.
В Патентном документе 3 описан способ получения горячекатаного стального листа со сверхмелкими зернами, согласно которому прокатку на участке динамической рекристаллизации осуществляют с обжимающим проходом через пять или более клетей. Однако снижение температуры во время горячей прокатки должно быть сильно снижено, поэтому осуществление данного способа на обычном оборудовании для горячей прокатки является затруднительным. Также, несмотря на то, что в Патентном документе 3 описан пример, в котором холодную прокатку и отжиг осуществляют после горячей прокатки, баланс между прочностью на растяжение и расширяемостью отверстия является низким, а формуемость при штамповке - недостаточной.
Что касается холоднокатаного стального листа, имеющего тонкую структуру, в Патентном документе 4 описан автомобильный высокопрочный холоднокатаный стальной лист, имеющий превосходную безопасность при столкновении и формуемость, при которой остаточный аустенит, средний размер кристаллов которого составляет 5 мкм или менее, диспергирован в феррите, средний размер кристаллов которого составляет 10 мкм или менее. Стальной лист, содержащий остаточный аустенит в металлургической структуре, проявляет большое удлинение благодаря обусловленной превращением пластичности (ТРИП), вызванной превращением аустенита в мартенсит во время обработки, однако расширяемость отверстия ухудшается в результате формирования твердого мартенсита. Относительно холоднокатаного стального листа, описанного в Патентном документе 4, предполагается, что пластичность и расширяемость отверстия улучшаются в результате измельчения феррита и остаточного аустенита. Однако коэффициент расширения отверстия составляет максимум 1,5, поэтому трудно говорить о достижении достаточной формуемости при штамповке. Также для повышения коэффициента деформационного упрочнения и улучшения безопасности при столкновении необходимо превратить основную фазу в мягкую ферритную фазу, что затрудняет получение высокой прочности на растяжение.
В Патентном документе 5 описан высокопрочный стальной лист, имеющий превосходную способность к удлинению и отбортовке-вытяжке, в котором вторую фазу, состоящую из остаточного аустенита и/или мартенсита, мелко диспергируют внутри зерен кристаллов. Однако для измельчения второй фазы до наноразмера и для ее диспергирования внутри зерен кристаллов необходимо вводить дорогостоящие элементы, такие как Cu и Ni, в больших количествах и осуществлять обработку на твердый раствор при высокой температуре в течение длительного периода времени, поэтому повышение производственной стоимости и снижение производительности являются существенными.
В Патентном документе 6 описан высокопрочный, горячегальванизированный стальной лист, имеющий превосходную пластичность, способность к отбортовке-вытяжке и сопротивлению усталости, в котором остаточный аустенит и продукт низкотемпературного превращения диспергированы в феррите, средний размер зерен кристаллов которого составляет 10 мкм или менее, и в отпущенном мартенсите. Отпущенный мартенсит представляет собой фазу, эффективно улучшающую способность к отбортовке-вытяжке и сопротивлению усталости, поэтому предполагается, что при уменьшении размера зерен отпущенного мартенсита данные свойства улучшаются еще больше. Однако для получения металлургической структуры, содержащей отпущенный мартенсит и остаточный аустенит, необходимы первичный отжиг для формирования мартенсита и вторичный отжиг для отпуска мартенсита и далее для получения остаточного аустенита, что вызывает существенное ухудшение производительности.
В Патентном документе 7 описан способ получения холоднокатаного стального листа, в котором остаточный аустенит диспергирован в мелкозернистом феррите, согласно которому стальной лист быстро охлаждают до температуры 720°С или ниже немедленно после горячей прокатки и выдерживают при температурном диапазоне от 600 до 720°С в течение 2 секунд или более, после чего горячекатаный стальной лист подвергают холодной прокатке и отжигу.
Перечень ссылок
Патентный документ
Патентный документ 1: JP 58-123823 A1
Патентный документ 2: JP 59-229413 A1
Патентный документ 3: JP 11-152544 A1
Патентный документ 4: JP 11-61326 A1
Патентный документ 5: JP 2005-179703 A1
Патентный документ 6: JP 2001-192768 A1
Патентный документ 7: WO 2007/15541 A1
Сущность изобретения
Упомянутая выше методика, описанная в Патентном документе 7, хороша тем, что холоднокатаный стальной лист, в котором сформирована мелкозернистая структура, а обрабатываемость и теплоустойчивость которого улучшены, может быть получен способом, согласно которому, после окончания горячей прокатки, напряженное состояние, накопившееся в аустените, не снимают, а ферритное превращение осуществляют, используя напряженное состояние в качестве движущей силы.
Однако из-за необходимости улучшения характеристик в последние годы возникла потребность в одновременном придании горячеоцинкованному, холоднокатаному стальному листу высокой прочности, хорошей пластичности, превосходной способности к деформационному упрочнению и превосходной способности к отбортовке-вытяжке.
Настоящее изобретение было создано для удовлетворения данной потребности. А именно, целью настоящего изобретения является разработка высокопрочного, горячегальванизированного холоднокатаного стального листа, имеющего превосходную пластичность, способность к деформационному упрочнению и способность к отбортовке-вытяжке, а также прочности на растяжение 750 МПа или более, и способа его получения.
Решение поставленной задачи
В результате всестороннего исследования влияния химического состава и условий производства на механические свойства высокопрочного, горячегальванизированного холоднокатаного стального листа авторы настоящего изобретения в конце концов выявили следующие закономерности, описанные в пунктах от (А) до (G).
(А) В том случае, если горячекатаный стальной лист, который получен в результате так называемого «процесса немедленного резкого охлаждения», согласно которому резкое охлаждение осуществляют посредством охлаждения водой немедленно после горячей прокатки, причем горячекатаный стальной лист получают способом, при котором сталь резко охлаждают до температурного диапазона 720°С или ниже в течение 0,40 секунды после завершения горячей прокатки, подвергают холодной прокатке и отжигу, пластичность и способность к отбортовке-вытяжке холоднокатаного стального листа улучшаются с повышением температуры отжига. Однако в том случае, если температура отжига слишком высока, зерна аустенита укрупняются, в результате чего пластичность и способность к отбортовке-вытяжке отожженного стального листа могут внезапно ухудшиться.
(В) При повышении степени обжатия при конечной прокатке при горячей прокатке укрупнение аустенитных зерен, которое может происходить при проведении отжига при высокой температуре после холодной прокатки, ограничивается. Несмотря на то, что причина этого неясна, это предположительно объясняется тем фактом, что (а) по мере того, как степень обжатия при конечной прокатке повышается, содержание ферритной фракции повышается и зерна феррита измельчаются в металлургической структуре горячекатаного стального листа; (b) по мере того как степень обжатия при конечной прокатке повышается, содержание крупнозернистого продукта низкотемпературного превращения в металлургической структуре горячекатаного стального листа снижается; (с) поскольку граница зерен феррита действует как центр зародышеобразования при превращении феррита в аустенит во время отжига по мере повышения количества мелкозернистого феррита, частота зародышеобразования повышается и зерна аустенита измельчаются; и (d) крупнозернистый продукт низкотемпературного превращения преобразуется в крупные аустенитные зерна во время отжига.
(С) При повышении температуры сматывания в рулон на стадии сматывания в рулон после немедленного резкого охлаждения, укрупнение аустенитных зерен, которое может происходить при осуществлении отжига при высокой температуре после холодной прокатки, ограничивается. Более того, при отжиге горячекатаного стального листа, смотанного в рулон при пониженной температуре на стадии сматывания в рулон после немедленного резкого охлаждения, в температурном диапазоне от 500°С или выше до точки Ас1 или ниже, и последующей холодной прокатке и отжиге при высокой температуре, укрупнение аустенитных зерен также ограничивается. Несмотря на то, что причина этого неясна, это предположительно объясняется теми фактами, что (а) поскольку зерна горячекатаного стального листа измельчаются благодаря немедленному резкому охлаждению, количество выделившегося карбида железа в горячекатаном стальном листе существенно повышается при повышении температуры сматывания в рулон, либо в результате сматывания в рулон при более низкой температуре после немедленного резкого охлаждения в металлургической структуре формируется мелкозернистая мартенситная структура, и в результате дальнейшего отжига горячекатаного стального листа в металлургической структуре выделяются мелкозернистые карбиды железа; (b) поскольку карбид железа действует как центр зародышеобразования при превращении феррита в аустенит во время отжига, по мере увеличения объема выделения карбида железа частота зародышеобразования повышается и зерна аустенита измельчаются; и (с) поскольку нерастворенный карбид железа подавляет рост зерен аустенита, зерна аустенита измельчаются.
(D) По мере повышения содержания Si в стали действие по предотвращению укрупнения зерен аустенита усиливается. Несмотря на то, что причина этого неясна, это предположительно объясняется теми фактами, что (а) по мере повышения содержания Si зерна карбида железа становятся мельче и их численная плотность повышается; (b) в результате этого частота зародышеобразования при превращении феррита в аустенит повышается еще больше; и (с) рост зерен аустенита ограничивается еще больше благодаря повышению содержания нерастворенного карбида железа, что способствует дальнейшему измельчению аустенита.
(Е) В результате выдержки стали при высокой температуре с одновременным ограничением укрупнения аустенитных зерен и их охлаждения получают металлургическую структуру, основная фаза которой представляет собой мелкозернистую фазу низкотемпературного превращения, а вторичная фаза содержит мелкозернистый остаточный аустенит.
(F) В результате ограничения формирования крупных зерен остаточного аустенита, размер зерен которых составляет 1,2 мкм или более, улучшается способность к отбортовке-вытяжке стального листа, основная фаза которого представляет собой продукт низкотемпературного превращения. Несмотря на то, что причина этого неясна, это предположительно объясняется теми фактами, что (а) хотя остаточный аустенит превращается в твердый мартенсит в результате обработки давлением, в том случае, если зерна остаточного аустенита являются крупными, зерна мартенсита также становятся крупными, вызывая повышение концентрации напряжения, что легко вызывает образование пустот на границе с исходной фазой и действует как начальная точка растрескивания; и (b) поскольку крупные зерна остаточного аустенита превращаются в мартенсит на ранней стадии обработки давлением, они более вероятно действуют как начальная точка растрескивания, чем мелкие зерна остаточного аустенита.
(G) По мере повышения температуры отжига доля продукта низкотемпературного превращения увеличивается и способность к деформационному упрочнению приобретает тенденцию к ухудшению, однако ограничивая формирование крупных зерен остаточного аустенита, размер которых составляет 1,2 мкм или более, можно предотвратить ухудшение способности к деформационному упрочнению стального листа, основная фаза которого представляет собой продукт низкотемпературного превращения. Несмотря на то, что причина этого неясна, это предположительно объясняется теми фактами, что (а) поскольку крупные зерна остаточного аустенита превращаются в мартенсит на ранней стадии обработки давлением, когда деформация составляет менее 5%, они редко способствуют повышению величины n при деформации от 5 до 10%; и (b) при подавлении формирования крупных зерен остаточного аустенита количество мелких зерен остаточного аустенита, которые превращаются в мартенсит при высоком диапазоне деформации 5% или более, увеличивается.
На основании полученных до настоящего времени данных было установлено, что в результате горячей прокатки стали, содержащей постоянное количество или более Si, при повышенной степени обжатия при конечной прокатке, а затем немедленного резкого охлаждения и либо ее сматывания в рулон при высокой температуре, либо сматывания в рулон при низкой температуре, отжиге горячекатаного листа при заданной температуре и последующей холодной прокатки, а также ее дальнейшего отжига при высокой температуре и последующего охлаждения, может быть получен горячегальванизированный холоднокатаный стальной лист, имеющий превосходную пластичность, способность к деформационному упрочнению и способность к отбортовке-вытяжке, и имеющий такую металлургическую структуру, основная фаза которой представляет собой продукт низкотемпературного превращения, а вторая фаза включает остаточный аустенит, имеющий небольшое количество крупных зерен остаточного аустенита, размер которых составляет 1,2 мкм или более.
Настоящее изобретение относится к горячегальванизированному холоднокатаному стальному листу, имеющему полученный погружением в ванну покрытия слой на поверхности холоднокатаного стального листа, при этом
холоднокатаный стальной лист, имеет химический состав, включающий, в весовых процентах, С: более 0,10% и менее 0,25%; Si: более 0,50% и менее 2,0%; Mn: менее 1,50% и максимум 3,0%; Р: менее 0,050%; S: максимум 0,010%; раств. Al: по меньшей мере 0% и максимум 0,50%; N: 0,010% или менее; Ti: по меньшей мере 0% и менее 0,040%; Nb: по меньшей мере 0% и менее 0,030%; V: по меньшей мере 0% и максимум 0,50%; Cr: по меньшей мере 0% и максимум 1,0%; Мо: по меньшей мере 0% и менее 0,20%; В: по меньшей мере 0% и максимум 0,010%; Са: по меньшей мере 0% и максимум 0,010%; Mg: по меньшей мере 0% и максимум 0,010%; REM: по меньшей мере 0% и максимум 0,050%; Bi: по меньшей мере 0% и максимум 0,050% или менее; остальное - Fe и загрязняющие примеси, при этом стальной лист имеет такую металлургическую структуру, основная фаза которой представляет собой продукт низкотемпературного превращения, а вторая фаза содержит остаточный аустенит, при этом
объемная доля остаточного аустенита составляет от более 4,0% до менее 25,0% относительно всей структуры, средний размер зерен составляет менее 0,80 мкм, а численная плотность зерен остаточного аустенита, размер которых равен 1,2 мкм или более, составляет 3,0×10-2 зерен/мкм2 или менее.
Описанный выше химический состав предпочтительно содержит по меньшей мере один элемент, выбранный из следующих групп (% означает «весовые проценты»):
(а) один или более элементов, выбранный из группы, состоящей из Ti: по меньшей мере 0,005% и менее 0,040%; Nb: по меньшей мере 0,005% и менее 0,030%, и V: по меньшей мере 0,010% и максимум 0,50%;
(b) один или более элементов, выбранных из группы, состоящей из Cr: по меньшей мере 0,20% и максимум 1,0%; Мо: по меньшей мере 0,05% и менее 0,20%, и В: по меньшей мере 0,0010% и максимум 0,010%, и
(с) один или более элементов, выбранных из группы, состоящей из Са: по меньшей мере 0,0005% и максимум 0,010%; Mg: по меньшей мере 0,0005% и максимум 0,010%; REM: по меньшей мере 0,0005% и максимум 0,050%, и Bi: по меньшей мере 0,0010% и максимум 0,050%.
Горячегальванизированный холоднокатаный стальной лист с использованием в качестве базового материала холоднокатаного стального листа, имеющего такую металлургическую структуру, основная фаза которой представляет собой продукт низкотемпературного превращения, а вторая фаза содержит остаточный аустенит, относящийся к настоящему изобретению, может быть получен одним из следующих способов получения 1 или 2:
Способ получения 1: способ, включающий следующие стадии (А)-(D):
(А) стадия горячей прокатки, на которой сляб, имеющий описанный выше химический состав, подвергают горячей прокатке, степень обжатия которой за один конечный проход составляет более 15%, и прокатку завершают в температурном диапазоне (точка Ar3+30°С) или выше, и выше 880°С для формирования горячекатаного стального листа, и горячекатаный стальной лист охлаждают до температурного диапазона 720°С или ниже в течение 0,40 секунд после завершения прокатки и сматывают в рулон в температурном диапазоне выше 400°С;
(В) стадия холодной прокатки, на которой горячекатаный стальной лист подвергают холодной прокатке для формирования холоднокатаного стального листа;
(С) стадия отжига, на которой холоднокатаный стальной лист подвергают обработке выдержкой в температурном диапазоне выше точки Ac3, после чего охлаждают до температурного диапазона 450°С или ниже и 340°С или выше и выдерживают в таком температурном диапазоне в течение 15 секунд или более; и
(D) стадия горячего цинкования, на которой холоднокатаный стальной лист, полученный на стадии отжига, подвергают цинкованию горячим погружением.
Способ получения 2: способ, включающий следующие стадии (а)-(е):
(а) стадия горячей прокатки, на которой сляб, имеющий описанный выше химический состав, подвергают горячей прокатке, степень обжатия которой за один конечный проход составляет более 15%, и прокатку завершают в температурном диапазоне (точка Ar3+30°С) или выше, и выше 880°С для формирования горячекатаного стального листа, и горячекатаный стальной лист охлаждают до температурного диапазона 720°С или ниже в течение 0,40 секунды после завершения прокатки и сматывают в рулон в температурном диапазоне ниже 200°С;
(b) стадия отжига горячекатаного стального листа, на которой горячекатаный стальной лист подвергают отжигу в температурном диапазоне 500°С или выше и ниже точки Ac1;
(с) стадия холодной прокатки, на которой горячекатаный стальной лист, полученный на стадии отжига горячекатаного листа, подвергают холодной прокатке для формирования холоднокатаного стального листа;
(d) стадия отжига, на которой холоднокатаный стальной лист подвергают обработке выдержкой в температурном диапазоне выше точки Ac3, после чего охлаждают до температурного диапазона 450°С или ниже и 340°С или выше и выдерживают в таком температурном диапазоне в течение 15 секунд или более; и
(e) стадия горячего цинкования, на которой холоднокатаный стальной лист, полученный на стадии отжига, подвергают цинкованию горячим погружением.
Согласно настоящему изобретению может быть получен высокопрочный, горячегальванизированный холоднокатаный стальной лист, имеющий достаточную пластичность, способность к деформационному упрочнению и способность к отбортовке-вытяжке, который может быть использован для обработки, такой как штамповка. Поэтому настоящее изобретение может существенно способствовать развитию промышленности. Например, настоящее изобретение может способствовать решению глобальных проблем по охране окружающей среды благодаря снижению веса автомобильного транспортного средства.
Описание вариантов воплощения
Ниже приведено подробное описание металлургической структуры и химического состава высокопрочного, горячегальванизированного холоднокатаного стального листа, относящегося к настоящему изобретению, а также условия прокатки, отжига и условия цинкования и подобное, используемые в способе и обеспечивающие эффективное, устойчивое и экономичное получение стального листа.
1. Металлургическая структура
Холоднокатаный стальной лист, который является базовым материалом для нанесения покрытия горячим оцинкованием (гальванизацией) путем погружения в ванну расплава холоднокатаного стального листа, относящегося к настоящему изобретению, имеет такую металлургическую структуру, основная фаза которой представляет собой продукт низкотемпературного превращения, а вторая фаза содержит остаточный аустенит, и в которой остаточный аустенит имеет объемную фракцию более 4,0% и менее 25,0% относительно всей структуры, средний размер зерен составляет менее 0,80 мкм, а численная плотность зерен остаточного аустенита, размер которых равен 1,2 мкм или более, составляет 3,0×10-2 зерен/мкм2 или менее.
Термин «основная фаза» означает фазу или структуру с максимальной объемной долей, а термин «вторая фаза» означает фазу или структуру, отличную от основной фазы.
Термин «продукт низкотемпературного превращения» означает фазу и структуру, сформированные низкотемпературным превращением, такие как мартенсит и бейнит. Помимо упомянутых продуктов, примеры продукта низкотемпературного превращения включают бейнитный феррит. Бейнитный феррит отличается от полигонального феррита более высокой плотностью дислокаций, а от бейнита тем, что карбид железа не выделяется в зернах бейнитного феррита или на его границах; бейнитные рейки не содержат внутриреечного или межреечного карбида железа, и гранулированный бейнитный феррит не содержит внутри карбида железа. Бейнитный феррит относится к так называемому «реечному» типу или пластинчатому бейнитному ферриту и зернистому бейнитному ферриту, имеющему форму гранул. Такой продукт низкотемпературного превращения может включать фазы и структуры двух или более видов, в частности, мартенсит и бейнитный феррит. В том случае, если продукт низкотемпературного превращения содержит два или более видов фаз и структур, общую объемную долю таких фаз и структур принимают за объемную долю продукта низкотемпературного превращения.
Причина, по которой металлургическую структуру холоднокатаного стального листа, который является базовым материалом для нанесения покрытия, ограничивают вышеописанным образом, будет описана ниже. В данном случае под холоднокатаным стальным листом подразумевается как холоднокатаный стальной лист, полученный горячей прокаткой, так и холоднокатаный стальной лист, который затем подвергают отжигу.
Причина, по которой стальному листу согласно настоящему изобретению необходимо иметь такую металлургическую структуру, в которой основная фаза представляет собой продукт низкотемпературного превращения, а вторая фаза содержит остаточный аустенит, заключается в том, что она является предпочтительной для улучшения пластичности, способности к деформационному упрочнению и способности к отбортовке-вытяжке стального листа с сохранением прочности на растяжение. В том случае, если основная фаза включает полигональный феррит, который не представляет собой продукт низкотемпературного превращения, сохранение прочности на растяжение и способности к отбортовке-вытяжке затрудняется.
Объемную долю остаточного аустенита относительно всей структуры устанавливают в диапазоне более 4,0% и менее 25,0%. В том случае, если объемная доля остаточного аустенита составляет 4,0% или менее, пластичность становится недостаточной, а в том случае, если она составляет 25,0% или более, способность к отбортовке-вытяжке существенно ухудшается. Объемная доля остаточного аустенита предпочтительно составляет более 6,0%. Более предпочтительно она составляет более 8,0%, а еще более предпочтительно - более 10,0%. С другой стороны, в том случае, если объемная доля остаточного аустенита является избыточной, способность к отбортовке-вытяжке ухудшается. Поэтому объемная доля остаточного аустенита предпочтительно составляет менее 18,0%. Более предпочтительно она составляет менее 16,0%, а еще более предпочтительно - менее 14,0%.
Средний размер зерен остаточного аустенита устанавливают на уровне менее 0,80 мкм. В горячегальванизированном стальном листе, использующем в качестве базового материала холоднокатаный стальной лист, имеющий такую металлургическую структуру, основная фаза которой представляет собой продукт низкотемпературного превращения, а вторая фаза которой содержит остаточный аустенит, в том случае, если средний размер зерен остаточного аустенита составляет 0,80 мкм или более, ухудшение пластичности, способности к деформационному упрочнению и способности к отбортовке-вытяжке становится существенным. Средний размер зерен остаточного аустенита предпочтительно составляет менее 0,70 мкм, более предпочтительно - менее 0,60 мкм. Хотя нижний предел среднего размера зерен остаточного аустенита не имеет конкретных ограничений, для получения мелких зерен размером 0,15 мкм или менее необходимо сильно повысить степень обжатия при конечной прокатке при горячей прокатке, что ведет к существенному повышению производственной нагрузки. Поэтому нижний предел среднего размера зерен остаточного аустенита предпочтительно составляет более 0,15 мкм.
В горячегальванизированном стальном листе, использующем в качестве базового материала холоднокатаный стальной лист, имеющий такую металлургическую структуру, основная фаза которой представляет собой продукт низкотемпературного превращения, а вторая фаза содержит остаточный аустенит, при наличии большого количества крупных зерен остаточного аустенита, средний размер которых составляет 1,2 мкм или более, способность к деформационному упрочнению и способность к отбортовке-вытяжке ухудшаются даже в том случае, если средний размер зерен остаточного аустенита составляет менее 0,80 мкм. Поэтому численная плотность зерен остаточного аустенита, размер которых составляет 1,2 мкм или более, устанавливают на уровне 3,0×10-2/мкм2 или менее. Предпочтительно, численная плотность зерен остаточного аустенита, размер которых составляет 1,2 мкм или более, устанавливают на уровне 2,0×10-2/мкм2 или менее. Более предпочтительно, численная плотность составляет 1,8×10-2/мкм2 или менее, а особенно предпочтительно - 1,6×10-2/мкм2 или менее.
Для дальнейшего улучшения баланса между пластичностью и способностью к деформационному упрочнению средняя концентрация углерода в остаточном аустените предпочтительно составляет 0,80% или более, более предпочтительно - 0,84% или более. С другой стороны, в том случае если средняя концентрация углерода в остаточном аустените становится избыточной, способность к отбортовке-вытяжке ухудшается. Поэтому средняя концентрация углерода в остаточном аустените предпочтительно составляет менее 1,7%. Более предпочтительно средняя концентрация углерода составляет менее 1,6%, еще более предпочтительно - менее 1,4%, и наиболее предпочтительно - менее 1,2%.
Для дальнейшего улучшения пластичности и способности к деформационному упрочнению вторая фаза предпочтительно содержит полигональный феррит, помимо остаточного аустенита. Объемная доля полигонального феррита относительно всей структуры предпочтительно превышает 2,0%. С другой стороны, при избыточной объемной доле полигонального феррита способность к отбортовке-вытяжке ухудшается. Поэтому объемная доля полигонального феррита предпочтительно составляет менее 40,0%. Объемная доля полигонального феррита более предпочтительно составляет менее 30%, еще более предпочтительно - менее 24,0%, особенно предпочтительно - менее 20,0%, и наиболее предпочтительно - менее 18,0%.
Для улучшения прочности на растяжение и способности к деформационному упрочнению продукт низкотемпературного превращения предпочтительно содержит мартенсит. В данном случае объемная доля мартенсита относительно всей структуры предпочтительно составляет более 1,0%, более предпочтительно - более 2,0%. С другой стороны, когда объемная доля мартенсита становится избыточной, способность к отбортовке-вытяжке ухудшается. По этой причине объемная доля, занимаемая мартенситом во всей структуре, предпочтительно составляет менее 15,0%. Объемная доля мартенсита более предпочтительно составляет менее 10,0%, особенно предпочтительно - менее 8,0%, и наиболее предпочтительно - менее 6,0%.
Металлургическую структуру холоднокатаного стального листа, который является базовым материалом для горячегальванизированного холоднокатаного стального листа, относящегося к настоящему изобретению, измеряют следующим образом. А именно, объемные доли продукта низкотемпературного превращения и полигонального феррита определяют, отбирая образец от горячегальванизированного стального листа; его продольный поперечный разрез, параллельный направлению прокатки, полируют и подвергают травлению ниталем, после чего металлургическую структуру исследуют, используя SEM, на участке на глубине, составляющей 1/4 толщины листа от поверхности стального листа (граница между плакированной поверхностью и стальным листом в качестве базового материала; такое же правило действует и в дальнейшем), для измерения отношений площадей продукта низкотемпературного превращения и полигонального феррита в результате обработки изображений и для определения соответствующих объемных долей, допуская, что соотношение площади равно объемной доле.
Определение объемной доли и средней концентрации углерода остаточного аустенита включает отбор образца от горячегальванизированного стального листа, полировку его прокатанной поверхности химическим способом от поверхности стального листа до глубины, составляющей одну 1/4 толщины, и соответственно измерение интенсивности рентгеновской дифракции и угла дифракции, используя XRD.
Размер зерен остаточного аустенита и средний размер зерен остаточного аустенита определяют согласно приведенному ниже описанию. От горячегальванизированного стального листа отбирают образец для испытаний, и его продольную поперечно-рассеченную поверхность, параллельную направлению прокатки, подвергают электрополированию. Металлургическую структуру исследуют на участке на глубине, составляющей одну четвертую толщины от поверхности стального листа, используя SEM, оборудованный анализатором EBSP. Участок, различимый в виде фазы, состоящей из гранецентрированной кубической решетчатой (фаза fcc), и окруженный исходной фазой, принимают за одно зерно остаточного аустенита. В результате обработки изображений измеряют численную плотность (количество зерен на единицу площади) зерен остаточного аустенита и доли площадей отдельных зерен остаточного аустенита. На основании площадей, занятых отдельными зернами остаточного аустенита в видимом поле зрения, определяют соответствующие кругам диаметры отдельных зерен остаточного аустенита, и их среднюю величину принимают за средний размер зерен остаточного аустенита.
При исследовании структуры с использованием EBSP на участке размером 50 мкм или более в направлении толщины листа и 100 мкм или более в направлении прокатки излучают электронные лучи с шагом 0,1 мкм для оценки фазы. Из полученных данных измерения в качестве эффективных данных для определения размера зерен используют данные, показатель достоверности которых составляет 0,1 или более. Также для предупреждения недооценки размера зерен остаточного аустенита из-за шума измерения, за эффективные зерна принимают только такие остаточные зерна аустенита, каждое из которых имеет эквивалентный диаметр окружности 0,15 мкм или более, на основании чего рассчитывают средний размер зерен остаточного аустенита.
В настоящем изобретении описанную выше металлургическую структуру определяют на участке на глубине, составляющей одну четвертую толщины стального листа, представляющего собой базовый материал, от границы между стальным листом из основного материала и слоем покрытия.
В качестве механических свойств, которые могут быть реализованы на основании характеристик описанной до настоящего времени металлургической структуры, горячегальванизированный холоднокатаный стальной лист, относящийся к настоящему изобретению, реализует, для обеспечения ударопоглощающих свойств, прочность на растяжение (TS) в направлении, перпендикулярном направлению прокатки, предпочтительно 750 МПа или более, более предпочтительно - 850 МПа или более, и особенно предпочтительно - 950 МПа или более. С другой стороны, для обеспечения пластичности TS предпочтительно составляет менее 1180 МПа.
Если величину, полученную в результате преобразования полного удлинения (El0) в направлении, перпендикулярном направлению прокатки, в полное удлинение, соответствующее полному удлинению листа толщиной 1,2 мм на основании приведенной ниже формулы (1), принять за El, коэффициент деформации упрочнения, рассчитанный с использованием номинальных деформаций в двух точках 5% и 10% при величине деформации, установленной на уровне от 5 до 10% в соответствии с Японскими промышленными стандартами JIS Z2253, и испытательные усилия, соответствующие таким деформациям - за величину n, а коэффициент расширения отверстия, измеренный в соответствии со Стандартом Japan Iron and Steel Federation JFST1001, - за λ, предпочтительно, чтобы величина TS×El составляла 18000 МПа% или более, величина TS × величину n составляла 150 МПа или более, величина TS1,7×λ составляла 4500000 МПа1,7% или более, а величина (TS×El)×7×103+(TS1,7×λ)×8 составляла 180×106 или более.
El=El0×(1,2/t0)0,2 … (1)
в которой El0 означает фактически установленную величину полного удлинения, измеренную с использованием образца для испытаний на растяжение JIS No. 5, t0 представляет собой толщину образца для испытаний на растяжение JIS No. 5, использованного для измерений, а Е1 означает преобразованную величину полного удлинения, соответствующую величине в том случае, когда толщина листа составляет 1,2 мм.
TS×El представляет собой индекс для оценки пластичности на основании баланса между прочностью и полным удлинением, TS × величину n представляет собой индекс для оценки способности к деформационному упрочнению на основании баланса между прочностью и коэффициентом деформационного упрочнения, а TS1,7×λ представляет собой индекс для оценки расширяемости отверстия на основании баланса между прочностью и соотношением расширяемости отверстия. (TS×El)×7×103+(TS1,7×λ)×8 представляет собой индекс для оценки формуемости, которая включает объединенную способность к удлинению и расширяемость отверстия, так называемую «способность к отбортовке-вытяжке».
Более предпочтительно, чтобы величина TS×El составляла 20000 МПа% или более, величина TS × величину n составляла 160 МПа или более, величина TS1,7×λ составляла 5500000 МПа1,7% или более, а величина (TS×El)×7×103+(TS1,7×λ)×8 составляла 190×106 или более. Особенно предпочтительно, величина (TS×El)×7×103+(TS1,7×λ)×8 составляет 200×106 или более.
Поскольку деформация, возникающая во время штамповки автомобильной детали, составляет примерно от 5 до 10%, коэффициент деформационного упрочнения в испытании на растяжение был выражен величиной n для диапазона деформации от 5 до 10%.
Даже если полное удлинение стального листа велико, способность к распространению деформации во время штамповки автомобильной детали является недостаточной при низкой величине n, в результате чего при штамповке легко возникают дефекты, такие как локальное уменьшение толщины. С точки зрения фиксируемости формы выход годных изделий предпочтительно составляет менее 80%, более предпочтительно - менее 75%, а еще более предпочтительно - менее 70%.
2. Химический состав стали
С: более 0,10% и менее 0,25%
В том случае, если содержание С составляет 0,10% или менее, получение описанной выше металлургической структуры затрудняется. Поэтому содержание С устанавливают на уровне более 0,10%. Содержание С предпочтительно составляет более 0,12%, более предпочтительно - более 0,14%, а еще более предпочтительно - более 0,16%. С другой стороны, в том случае, если содержание С составляет 0,25% или более, ухудшается не только способность к отбортовке-вытяжке, но и свариваемость стального листа. Поэтому содержание С устанавливают на уровне 0,25%. Содержание С предпочтительно составляет 0,23% или менее, более предпочтительно - 0,21% или менее, а еще более предпочтительно - менее 0,19% или менее.
Si: более 0,50% и менее 2,0%
Кремний (Si) оказывает действие по улучшению пластичности, способности к деформационному упрочнению и способности к отбортовке-вытяжке через сдерживание роста аустенитных зерен во время отжига. Si также представляет собой элемент, способствующий усилению стабильности аустенита и являющийся эффективным для получения описанной выше металлургической структуры. В том случае, если содержание Si составляет 0,50% или менее, достижение эффекта, вызываемого вышеупомянутыми действиями, затрудняется. Поэтому содержание Si устанавливают на уровне более 0,50%. Содержание Si предпочтительно составляет более 0,70%, более предпочтительно - более 0,90%, а еще более предпочтительно - более 1,20%. С другой стороны, в том случае, если содержание Si составляет 2,0% или более, поверхностные качества стального листа ухудшаются. Кроме того, существенно ухудшается способность к плакированию. Поэтому содержание Si устанавливают на уровне менее 2,0%. Содержание Si предпочтительно составляет менее 1,8%, более предпочтительно - менее 1,6%, а еще более предпочтительно - менее 1,4%.
При наличии в составе стали описанного ниже Al содержание Si и содержание раств. Al предпочтительно удовлетворяют приведенной ниже формуле (2), более предпочтительно, удовлетворяют приведенной ниже формуле (3), еще более предпочтительно удовлетворяют приведенной ниже формуле (4).
Si + раств. Al > 0,60 … (2)
Si + раств. Al > 0,90 … (3)
Si + раств. Al > 1,20 … (4)
в которых Si представляет собой содержание Si (мас.%) в стали, а раств. Al представляет собой содержание (мас.%) растворимого в кислоте Al.
Mn: от более 1,50% до 3,0% или менее
Марганец (Mn) представляет собой элемент, оказывающий действие по усилению закаливаемости стали и эффективный для получения описанной выше металлургической структуры. В том случае, если содержание Mn составляет 1,50% или менее, получение описанной выше металлургической структуры затрудняется. Поэтому содержание Mn устанавливают на уровне более 1,50%. Содержание Mn предпочтительно составляет более 1,60%, более предпочтительно - более 1,80%, а еще более предпочтительно - более 2,0%. При слишком высоком содержании Mn в металлургической структуре горячекатаного стального листа формируется крупнозернистый продукт низкотемпературного превращения, удлиняющийся и расширяющийся в направлении прокатки, содержание крупных зерен остаточного аустенита повышается в металлургической структуре после холодной прокатки и отжига, а способность к деформационному упрочнению и способность к отбортовке-вытяжке ухудшаются. Поэтому содержание Mn устанавливают на уровне 3,0% или менее. Содержание Mn предпочтительно составляет менее 2,70%, более предпочтительно - менее 2,50%, а еще более предпочтительно - менее 2,30%.
Р: менее 0,050%
Фосфор (Р) представляет собой элемент, содержащийся в стали в качестве загрязняющей примеси, которая сегрегирует на границах зерен и охрупчивает сталь. По этой причине содержание P предпочтительно устанавливают на как можно более низком уровне. Поэтому содержание P устанавливают на уровне 0,050% или менее. Содержание P предпочтительно составляет менее 0,030%, более предпочтительно - менее 0,020%, а еще более предпочтительно - менее 0,015%.
S: 0,010% или менее
Сера (S) представляет собой элемент, содержащийся в стали в качестве загрязняющей примеси, образующей включения на основе сульфида и ухудшающей способность к отбортовке-вытяжке. По этой причине содержание S предпочтительно является как можно более низким. Поэтому содержание S устанавливают на уровне 0,010% или менее. Содержание S предпочтительно составляет менее 0,005%, более предпочтительно - менее 0,003%, а еще более предпочтительно - менее 0,002%.
Раств. Al: 0,50% или менее
Алюминий (Al) служит для раскисления расплавленной стали. Поскольку по настоящему изобретению в составе стали содержится Si, оказывающий раскисляющее действие, такое же, как и Al, добавление Al не всегда является обязательным. Иными словами, раств. Al может содержаться на уровне загрязняющей примеси. В случае введения раств. Al с целью ускорения раскисления, содержание раств. Al предпочтительно составляет 0,0050% или более. Содержание раств. Al более предпочтительно составляет более 0,020%. Также, подобно Si, Al представляет собой элемент, оказывающий действие по усилению стабильности аустенита и эффективный для получения описанной выше металлургической структуры. Следовательно, Al может быть введен для достижения данной цели. В таком случае содержание раств. Al предпочтительно составляет более 0,040%, более предпочтительно - более 0,050%, а еще более предпочтительно - более 0,060%. С другой стороны, если содержание раств. Al слишком высоко, возможно возникновение не только поверхностных дефектов, вызываемых оксидом алюминия, но и сильное повышение точки превращения, что затрудняет получение такой металлургической структуры, в которой основная фаза представляет собой продукт низкотемпературного превращения. Поэтому содержание раств. Al устанавливают на уровне 0,50% или менее. Содержание раств. Al предпочтительно составляет менее 0,30%, более предпочтительно - менее 0,20%, а еще более предпочтительно - менее 0,10%.
N: 0,010% или менее
Азот (N) представляет собой элемент, содержащийся в стали в качестве загрязняющей примеси и ухудшающей пластичность. По этой причине содержание N предпочтительно является как можно более низким. Поэтому содержание N устанавливают на уровне 0,010% или менее. Содержание N предпочтительно составляет 0,006% или менее, более предпочтительно - 0,005% или менее, а еще более предпочтительно - 0,003% или менее.
Стальной лист, относящийся к настоящему изобретению, может содержать следующие элементы в качестве необязательных элементов.
Один или более элементов, выбранных из группы, состоящей из Ti: менее 0,040%, Nb: менее 0,030%, и V: 0,50% или менее.
Ti, Nb и V оказывают действие по повышению рабочей деформации, подавляя рекристаллизации в процессе горячей прокатки, в результате измельчая металлургическую структуру горячекатаного стального листа. Более того, они выделяются в виде карбида или нитрида, тем самым оказывая действие по ограничению укрупнения аустенита во время отжига. Поэтому в состав стали могут входить один или более видов данных элементов. Однако даже при избыточном содержании данных элементов эффективность описанных выше действий насыщается, что является неэкономичным. Вдобавок, температура рекристаллизации во время отжига повышается, в результате чего металлургическая структура после отжига становится неравномерной, при этом также ухудшая способность к отбортовке-вытяжке. Кроме того, количество выделяемого карбида или нитрида повышается, выход готовой продукции снижается и способность к сохранению формы также ухудшается. Поэтому содержание Ti устанавливают на уровне менее 0,040%, содержание Nb устанавливают на уровне менее 0,030%, а содержание V устанавливают на уровне 0,50% или менее. Содержание Ti предпочтительно составляет менее 0,030%, более предпочтительно - менее 0,020%; содержание Nb предпочтительно составляет менее 0,020%, более предпочтительно - менее 0,012%; а содержание V предпочтительно составляет 0,30% или менее, более предпочтительно - менее 0,050%. Кроме того, величина Nb+Ti×0,2 предпочтительно составляет менее 0,30%, более предпочтительно - менее 0,020%.
Для более надежного достижения эффекта, вызываемого описанными выше действиями, предпочтительным является удовлетворение любого из следующих условий: содержание Ti: 0,005% или более, Nb: 0,005% или более, и V: 0,010% или более. При использовании Ti его содержание более предпочтительно устанавливают на уровне 0,010% или более; при использовании Nb его содержание более предпочтительно устанавливают на уровне 0,010% или более; а при использовании V его содержание более предпочтительно устанавливают на уровне 0,020% или более.
Один или более элементов, выбранных из группы, состоящей из Cr: 1,0% или менее, Мо: 0,20% или менее, и В: 0,010% или менее
Cr, Mo и B представляют собой элементы, оказывающие действие по улучшению закаливаемости стали и эффективные для получения описанной выше металлургической структуры. Поэтому в состав стали могут входить один или два или более видов данных элементов. Однако при избыточном содержании данных элементов эффекты, вызываемые описанными выше действиями, насыщаются, что является неэкономичным. Следовательно, содержание Cr устанавливают на уровне 1,0% или менее, содержание Mo устанавливают на уровне 0,20% или менее, а содержание В устанавливают на уровне 0,010% или менее. Содержание Cr предпочтительно составляет 0,50% или менее, содержание Мо предпочтительно составляет 0,10% или менее, а содержание В предпочтительно составляет 0,0030% или менее. Для еще более надежного достижения эффекта, вызываемого описанным выше действием, предпочтительным является удовлетворение любого из следующих условий: содержание Cr: 0,20% или более, Mo: 0,05% или более, и B: 0,0010% или более.
Один или более элементов, выбранных из группы, состоящей из Са: 0,010% или менее, Mg: 0,010% или менее, REM: 0,050% или менее, и Bi: 0,050% или менее
Каждый из Ca, Mg и REM оказывает действие по улучшению способности к отбортовке-вытяжке посредством регулирования форм включений, а Bi также оказывает действие по улучшению способности к отбортовке-вытяжке посредством измельчения литой структуры. Поэтому в составе стали могут содержаться один вид или два или более видов данных элементов. Однако при избыточном содержании данных элементов эффекты, вызываемые описанными выше действиями, насыщаются, что является неэкономичным. Следовательно, содержание Ca устанавливают на уровне 0,010% или менее, содержание Mg устанавливают на уровне 0,010% или менее, содержание REM устанавливают на уровне 0,050% или менее, a содержание Bi устанавливают на уровне 0,050% или менее. Содержание Ca предпочтительно составляет 0,0020% или менее, содержание Mg предпочтительно составляет 0,0020% или менее, содержание REM предпочтительно составляет 0,0020% или менее, а содержание Bi составляет 0,010% или менее. Для более надежного достижения описанного выше действия, предпочтительным является удовлетворение любого из следующих условий: содержание Са: 0,0005% или более, Mg: 0,0005% или более, REM: 0,0005% или более, и Bi: 0,0010% или более. REM означает «редкоземельные металлы» и является общим термином для таких 17 элементов, как Sc, Y и лантаноиды. Под «содержанием REM» подразумевается общее содержание данных элементов.
3. Слой, полученный гальванизацией погружением
Примеры слоя, полученного погружением в ванну расплава, включают слои, полученные посредством горячего оцинкования, горячего оцинкования с легированием, горячей гальванизацией погружением в алюминиевый расплав, горячей гальванизацией погружением в расплав Zn-Al сплава, горячей гальванизацией погружением в расплав Zn-Al-Mg сплава и горячей гальванизацией погружением в расплав Zn-Al-Mg-Si сплава или подобное. Например, при формировании оцинкованного слоя способом горячего оцинкования с легированием концентрация Fe в слое покрытия составляет 7% или более и 15% или менее. Примеры гальванизации погружением в расплав Zn-Al сплава включают гальванизацию погружением в расплав Zn-5%Al сплава и гальванизацию погружением в расплав Zn-55%Al сплава.
Масса осаждаемой покрывающей пленки конкретно не ограничена и может быть такой же, как указано выше. Например, она может составлять 25 г/м2 или более и 200 г/м2 или менее на одной стороне. В том случае, если слой покрытия представляет собой слой, нанесенный методом горячего оцинкования с легированием, масса осаждаемой покрывающей пленки предпочтительно составляет 25 г/м2 или более и 60 г/м2 или менее на одной стороне с точки зрения подавления порошкообразования.
С целью дальнейшего улучшения сопротивления коррозии и способности к нанесению покрытия после гальванизации может быть осуществлена последующая обработка одного или нескольких слоев, выбранная из обработки хромовой кислотой, фосфатной обработки, химической обработки силикатного типа без хрома, нанесения смоляной пленки и подобного.
4. Способ получения
Вначале получают холоднокатаный стальной лист, который имеет описанную выше металлургическую структуру и химический состав и который используют в качестве базового материала.
А именно, сталь, имеющую описанный выше химический состав, плавят общеизвестным способом, а затем формируют в виде слитка в результате процесса непрерывного литья либо формируют в виде слитка в результате произвольного процесса литья, а затем формируют в виде заготовки в результате процесса получения заготовок или подобного. Для подавления возникновения поверхностных дефектов, вызываемых включениями, в процессе непрерывного литья в расплавленной стали в кристаллизаторе предпочтительно осуществляют внешнее дополнительное воздействие, такое как электромагнитное перемешивание. Что касается слитка или заготовки, слиток или заготовка после охлаждения могут быть вновь нагреты и подвергнуты горячей прокатке. В качестве альтернативы слиток, находящийся в высокотемпературном состоянии после непрерывного литья, или заготовка, находящаяся в высокотемпературном состоянии после ее получения, может быть подвергнута горячей прокатке в существующем виде либо после ее вспомогательного нагревания. В данном описании такой слиток и заготовку обозначают общим термином «слябы» в качестве сырья для горячей прокатки.
Для предотвращения укрупнения аустенита температура сляба, подвергаемого горячей прокатке, предпочтительно составляет менее 1250°С, более предпочтительно - менее 1200°С. Нижний предел температуры сляба, подвергаемого горячей прокатке, специально не ограничен, поэтому может быть использована любая температура, при которой горячая прокатка может быть завершена в температурном диапазоне (точка Ar3+30°С) или выше и более 880°С, как описано далее.
Горячую прокатку завершают в температурном интервале (точка Ar3+30°С) или выше и более 880°С с целью измельчения металлургической структуры горячекатаного стального листа, вызывая превращение аустенита после завершения прокатки. В том случае, если температура при завершении прокатки слишком низка, в структуре горячекатаного стального листа в направлении прокатки образуется крупнозернистый продукт низкотемпературного превращения, поэтому количество крупных зерен остаточного аустенита в металлургической структуре после холодной прокатки и отжига увеличивается, в результате чего способность к деформационному упрочнению и способность к отбортовке-вытяжке могут ухудшиться. По этой причине температуру завершения горячей прокатки устанавливают на уровне (точка Ar3+30°С) или выше и более 880°С. Температура завершения горячей прокатки предпочтительно составляет (точка Ar3+50°С) или выше, более предпочтительно - (точка Ar3+70°С) или выше, и особенно предпочтительно - (точка Ar3+90°С) или выше. С другой стороны, в том случае, если температура завершения прокатки слишком высока, накопление напряженного состояния становится недостаточным, поэтому измельчение металлургической структуры горячекатаного стального листа затрудняется. По этой причине температура завершения горячей прокатки предпочтительно составляет менее 950°С, более предпочтительно - менее 920°С. Более того, для облегчения производственной нагрузки предпочтительным является повышение температуры завершения прокатки, что приводит к снижению усилия при прокатке. С этой точки зрения температура завершения горячей прокатки предпочтительно составляет (точка Ar3+50°С) или выше и более 900°С.
В том случае, если горячая прокатка включает черновую прокатку и чистовую прокатку, для окончания чистовой прокатки при указанной выше температуре подвергнутый черновой прокатке материал может быть нагрет во временном промежутке между черновой прокаткой и чистовой прокаткой. Желательно, чтобы в результате нагревания подвергнутого черновой прокатке материала таким образом, чтобы температура его заднего конца превышала температуру его переднего конца, снижение колебания температуры по всей длине подвергнутого черновой прокатке материала во время начала чистовой прокатки было ограничено до 140°С или менее. Это обеспечивает улучшение равномерности свойств изделия в рулоне.
Нагревание подвергнутого черновой прокатке материала должно быть осуществлено с использованием общеизвестных способов. Например, между черновой клетью и чистовой прокатной клетью устанавливают устройство для индукционного нагрева соленоидного типа, при этом повышение температуры при нагревании может быть проконтролировано на основании, например, распределения температуры в продольном направлении подвергнутого черновой прокатке материала на верхней стороне устройства для индукционного нагрева.
Степень обжатия при горячей прокатке устанавливают таким образом, что обжатие при прокатке за один конечный проход составляет более 15% от обжатия по толщины листа. Это необходимо для повышения уровня рабочей деформации, придаваемой аустениту, что обеспечивает измельчение металлургической структуры горячекатаного стального листа, подавление возникновения крупных зерен остаточного аустенита в металлургической структуре после холодной прокатки и отжига, а также измельчение полигонального феррита. Обжатие за один конечный проход предпочтительно составляет более 25%, более предпочтительно - более 30%, а еще более предпочтительно - более 40%. В том случае, если степень обжатия становится слишком высокой, усилие прокатки повышается и прокатка затрудняется. Поэтому обжатие за один конечный проход предпочтительно составляет менее 55%, более предпочтительно - менее 50%. Для снижения прокатной нагрузки может быть осуществлена так называемая «прокатка со смазкой», при которой прокатку осуществляют, подавая смазочное масло между валком прокатного стана и стальным листом для того, чтобы снизить коэффициент трения.
После горячей прокатки стальной лист резко охлаждают до температурного диапазона 720°С или ниже в течение 0,40 секунды после завершения прокатки. Это делают для того, чтобы подавить снятие рабочего напряжения, придаваемого аустениту прокаткой, обеспечить превращение аустенита с использованием рабочего напряжения в качестве движущей силы, измельчить металлургическую структуру горячекатаного стального листа, уменьшая формирование крупных зерен остаточного аустенита в металлургической структуре после холодной прокатки и отжига, а также измельчить полигональный феррит. Стальной лист предпочтительно подвергают резкому охлаждению до температурного диапазона 720°С или ниже в течение 0,30 секунды после завершения прокатки, и, более предпочтительно, подвергают резкому охлаждению до температурного диапазона 720°С или ниже в течение 0,20 секунды после завершения прокатки.
Поскольку температура прекращения резкого охлаждения ниже, металлургическая структура горячекатаного стального листа измельчается. Поэтому предпочтительно, чтобы стальной лист подвергался резкому охлаждению до температурного диапазона 700°С или ниже после завершения прокатки. Более предпочтительно, чтобы стальной лист подвергался резкому охлаждению до температурного диапазона 680°С или ниже после завершения прокатки. Также поскольку средняя скорость охлаждения во время резкого охлаждения выше, снятие рабочего напряжения ограничивается. Поэтому среднюю скорость охлаждения во время резкого охлаждения устанавливают на уровне 400°С/сек или выше. В результате металлургическая структура горячекатаного стального листа может быть измельчена еще в большей степени. Средняя скорость охлаждения во время резкого охлаждения предпочтительно составляет 600°С/сек или выше, более предпочтительно - 800°С/сек или выше. Время от завершения прокатки до начала резкого охлаждения, а также скорость охлаждения во время данного периода не нуждаются в особых указаниях.
Оборудование для осуществления резкого охлаждения не ограничивается специальным оборудованием, однако в промышленных условиях целесообразным является использование оборудования для разбрызгивания воды с высокой количественной плотностью воды. В качестве примера можно упомянуть способ, согласно которому коллектор с форсунками для воды установлен между роликами для передачи прокатанного листа, при этом воду под высоким давлением с достаточной плотностью разбрызгивают на верхнюю и нижнюю части прокатанного листа.
После прекращения резкого охлаждения горячекатаный стальной лист подвергают одной из следующих процедур:
(1) стальной лист после прекращения резкого охлаждения сматывают в рулон в температурном диапазоне выше 400°С; или
(2) стальной лист после прекращения резкого охлаждения сматывают в рулон в температурном диапазоне ниже 200°С, после чего отжигают в температурном диапазоне 500°С или выше и ниже точки Ac1.
В описанном выше варианте воплощения (1) причина, по которой стальной лист сматывают в рулон в температурном диапазоне выше 400°С, заключается в том, что если температура сматывания в рулон составляет 400°С или ниже, карбиды железа не выделяются в достаточном количестве в горячекатаном стальном листе, поэтому формируются крупные зерна остаточного аустенита и полигональный феррит укрупняется в металлургической структуре после холодной прокатки и отжига. Температура сматывания в рулон предпочтительно составляет выше 500°С, более предпочтительно - выше 520°С, а особенно предпочтительно - выше 550°С. С другой стороны, если температура сматывания в рулоны слишком высока, феррит в горячекатаном стальном листе укрупняется, и в металлургической структуре после холодной прокатки и отжига формируются крупные зерна остаточного аустенита. По этой причине температура сматывания в рулоны предпочтительно составляет менее 650°С, более предпочтительно - менее 620°С.
В описанном выше варианте воплощения (2) причина, по которой стальной лист сматывают в рулон в температурном диапазоне ниже 200°С, а горячекатаный стальной лист подвергают отжигу в температурном диапазоне 500°С или выше и ниже точки Ac1, заключается в том, что если температура сматывания в рулон составляет 200°С или выше, формирование мартенсита становится недостаточным. Если температура отжига после сматывания в рулон составляет менее 500°С, карбиды железа не выделяются в достаточном количестве, а если данная температура равна точке Ac1 или выше, феррит укрупняется, и в металлургической структуре после холодной прокатки и отжига формируются крупные зерна остаточного аустенита.
В описанном выше варианте воплощения (2) горячекатаный и свернутый в рулон стальной лист при необходимости подвергают обработке, такой как обезжиривание, согласно известному способу, а затем отжигают. Отжиг, которому подвергают горячекатаный стальной лист, называют «отжигом горячекатаного стального листа», а стальной лист после его отжига называют «горячекатаный отожженный стальной лист». Перед отжигом горячекатаного стального листа может быть проведена очистка от окалины посредством кислотного травления и подобного. Время выдерживания при отжиге горячекатаного листа не нуждается в особых ограничениях. Поскольку горячекатаный стальной лист, полученный в результате соответствующего процесса немедленного резкого охлаждения, имеет тонкую структуру, нет необходимости выдерживать его в течение длительного времени. Поскольку по мере увеличения продолжительности выдерживания производительность снижается, верхний предел времени выдерживания предпочтительно составляет менее 20 часов. Время выдерживания более предпочтительно составляет менее 10 часов, а особенно предпочтительно - менее 5 часов.
В любом из описанных выше вариантов воплощения (1) и (2), несмотря на то, что условия от прекращения резкого охлаждения до сматывания в рулон особо не оговорены, предпочтительным является выдерживание стального листа в температурном диапазоне от 720 до 600°С в течение 1 секунды или более после прекращения резкого охлаждения. Выдерживание в течение 2 секунд или более является более предпочтительным, а выдерживание в течение 5 секунд или более является особенно предпочтительным. В результате формирование мелкозернистого феррита облегчается. С другой стороны, поскольку в том случае, если время выдерживания становится слишком продолжительным, производительность ухудшается, верхний предел времени выдерживания в температурном диапазоне от 720 до 600°С предпочтительно составляет до 10 секунд. После выдерживания в температурном диапазоне от 720 до 600°С стальной лист предпочтительно охлаждают до температуры сматывания в рулон со скоростью охлаждения 20°С/сек или выше для предотвращения укрупнения образовавшегося феррита.
Горячекатаный стальной лист, полученный в результате процедуры (1) или (2), очищают от окалины посредством кислотного травления и подобного, а затем подвергают холодной прокатке в соответствии с обычным способом. Холодную прокатку предпочтительно осуществляют со степенью обжатия (обжатие при холодной прокатке) на уровне 40% или более для облегчения рекристаллизации, тем самым гомогенизируя металлургическую структуру после холодной прокатки и отжига и еще больше улучшая способность к отбортовке-вытяжке. Поскольку при слишком высокой степени обжатия при холодной прокатке прокатная нагрузка повышается, что затрудняет прокатку, верхний предел степени обжатия при холодной прокатке предпочтительно составляет менее 70%, более предпочтительно - менее 60%.
Холоднокатаный стальной лист, полученный в результате процесса холодной прокатки, при необходимости подвергают такой обработке, как обезжиривание, согласно известному способу, а затем отжигают. Нижний предел температуры выдержки при отжиге устанавливают на уровне, превышающем точку Ac3. Это необходимо для получения такой металлургической структуры, в которой основная фаза представляет собой продукт низкотемпературного превращения, а вторая фаза содержит остаточный аустенит. Однако в том случае, когда температура выдержки становится слишком высокой, аустенит становится слишком крупным, в результате чего ухудшаются пластичность, способность к деформационному упрочнению и способность к отбортовке-вытяжке. По этой причине верхний предел температуры выдержки предпочтительно составляет менее (точки Ac3+100°С). Верхний предел более предпочтительно составляет менее (точки Ac3+50°С), и особенно предпочтительно - менее (точки Ac3+20°С).
Время выдержки (время томления) при температуре выдержки не нуждается в специальных ограничениях, однако для получения стабильных механических свойств время выдержки предпочтительно составляет более 15 секунд, и, более предпочтительно - более 60 секунд. С другой стороны, в том случае, если время выдержки становится слишком длительным, аустенит становится слишком крупным, поэтому пластичность, способность к деформационному упрочнению и способность к отбортовке-вытяжке могут ухудшиться. По этой причине время выдержки предпочтительно составляет менее 150 секунд, более предпочтительно - менее 120 секунд.
В процессе нагревания при отжиге скорость нагревания от 700°С до температуры выдержки предпочтительно оставляет менее 10,0°С/сек для облегчения рекристаллизации и гомогенизации металлической структуры после отжига, что еще больше улучшает способность к отбортовке-вытяжке. Скорость нагревания более предпочтительно составляет менее 8,0°С/сек, и особенно предпочтительно - менее 5,0°С/сек.
В процессе охлаждения после выдержки при отжиге охлаждение предпочтительно осуществляют со скоростью охлаждения 15°С/сек или выше в температурном диапазоне от 650 до 500°С для получения такой металлургической структуры, при которой основная фаза представляет собой продукт низкотемпературного превращения. Более предпочтительным является осуществление охлаждения со скоростью охлаждения 15°С/сек или выше в температурном диапазоне от 650 до 450°С. Поскольку объемная доля продукта низкотемпературного превращения повышается при повышении скорости охлаждения, скорость охлаждения более предпочтительно составляет 20°С/сек или выше, и особенно предпочтительно - 40°С/сек или выше. С другой стороны, поскольку скорость охлаждения слишком высока, форма стального листа ухудшается, поэтому скорость охлаждения в температурном интервале от 650 до 500°С предпочтительно составляет 200°С/сек или менее. Более предпочтительно скорость охлаждения составляет менее 150°С/сек, и особенно предпочтительно - менее 130°С/сек.
При желании облегчить получение полигонального феррита и улучшить пластичность и способность к деформационному упрочнению стальной лист предпочтительно охлаждают на 50°С или более от температуры выдержки со скоростью охлаждения менее 5,0°С/сек. Скорость охлаждения после выдержки более предпочтительно составляет менее 3,0°С/сек. Данная скорость охлаждения особенно предпочтительно составляет менее 2,0°С/сек. Более того, для дальнейшего увеличения объемной фракции полигонального феррита стальной лист предпочтительно охлаждают на 80°С или более, более предпочтительно на 100°С или более, и особенно предпочтительно - на 120°С или более, от температуры выдержки со скоростью охлаждения менее 5,0°С/сек.
Более того, для получения нужного количества остаточного аустенита стальной лист выдерживают в температурном интервале от 450 до 340°С в течение 15 секунд или более. Для улучшения стабильности остаточного аустенита и, в результате, дальнейшего улучшения пластичности, способности к деформационному упрочнению и способности к отбортовке-вытяжке температурный диапазон выдержки предпочтительно составляет от 430 до 360°С. Более того, поскольку по мере увеличения продолжительности выдержки стабильность остаточного аустенита повышается, время выдержки устанавливают на уровне 30 секунд или более. Время выдержки предпочтительно составляет 40 секунд или более, более предпочтительно - 50 секунд или более. Поскольку при слишком долгой продолжительности времени выдерживания ухудшается не только производительность, но и стабильность остаточного аустенита, время выдержки предпочтительно составляет 500 секунд или менее. Время выдержки более предпочтительно составляет 400 секунд или менее, особенно предпочтительно - 200 секунд или менее, и наиболее предпочтительно - 100 секунд или менее.
Полученный таким образом отожженный холоднокатаный стальной лист подвергают горячему оцинкованию. При горячем оцинковании холоднокатаный стальной лист обрабатывают до стадии отжига согласно вышеприведенному описанию, и при необходимости стальной лист повторно нагревают, после чего подвергают горячему оцинкованию. Что касается условий для горячего оцинкования, могут быть выбраны обычно используемые условия в зависимости от вида процесса нанесения покрытия. В том случае, если горячее оцинкование представляет собой оцинкование погружением в ванну горячим способом или оцинкование погружением в расплав Zn-Al сплава, горячее оцинкование может быть осуществлено в температурном диапазоне 450°С или выше и 620°С или ниже, то есть в условиях, используемых на обычной линии для горячего оцинкования, таким образом, чтобы сформировать нанесенный методом горячего оцинкования слой или оцинкованный погружением в расплав Zn-Al сплава слой на поверхности стального листа.
Более того, после обработки горячим оцинкованием может быть использован гальваноотжиг (гальванизация с отжигом) для легирования нанесенного горячим оцинкованием слоя. В таком случае концентрацию Al в электролитической ванне предпочтительно контролируют на уровне от 0,08 до 0,15%. Проблем не возникает даже при наличии в электролитической ванне, помимо Zn и Al, 0,1% или менее Fe, V, Mn, Ti, Nb, Ca, Cr, Ni, W, Cu, Pb, Sn, Cd, Sb, Si и Mg. Более того, температура обработки гальваноотжигом предпочтительно составляет 470°С или выше и 570°С или ниже. Это объясняется тем, что в том случае, если температура обработки гальваноотжигом составляет менее 470°С, скорость гальваноотжига существенно снижается, а время, необходимое для легирующей обработки, увеличивается, что приводит к снижению производительности. Более того, в том случае, если температура обработки гальваноотжигом превышает 570°С, скорость легирования в плакированном слое существенно повышается, что может привести к охрупчиванию легированного слоя покрытия. Температура обработки гальваноотжигом более предпочтительно составляет 550°С или ниже. Поскольку после горячего оцинкования во время окунания и охлаждения происходит взаимная диффузия элементов между стальным материалом и расплавленным металлом, состав пленки, нанесенной на поверхность охлажденного стального листа, будет иметь несколько более высокую концентрацию Fe, чем состав электролитической ванны. При осуществлении горячего оцинкования с легированием, активно использующего такую взаимную диффузию, концентрация Fe в нанесенной пленке составит от 7 до 15%.
Несмотря на то что масса осаждаемой покрывающей пленки конкретно не ограничена, обычно предпочтительной является масса от 25 до 200 г/м2 на одной стороне. При использовании горячего оцинкования с легированием, поскольку существуют опасения насчет измельчения, масса осаждаемой покрывающей пленки предпочтительно составляет от 25 до 60 г/м2 на одной стороне. Несмотря на то, что горячее оцинкование обычно осуществляют на обеих сторонах, оно также может быть осуществлено на одной стороне.
Полученный таким образом горячегальванизированный холоднокатаный стальной лист может быть подвергнут дрессировке в соответствии с обычным способом. Однако поскольку высокая процентная величина удлинения при дрессировке ведет к ухудшению пластичности, процентная величина удлинения при дрессировке предпочтительно составляет 1,0% или менее. Более предпочтительно процентная величина удлинения составляет 0,5% или менее.
Горячегальванизированный холоднокатаный стальной лист может быть подвергнут химической обработке, хорошо известной специалисту в данной области техники, для улучшения его сопротивления коррозии. Химическую обработку предпочтительно осуществляют, используя обрабатывающий раствор, который не содержит хрома. Один из примеров такой химической обработки включает пример, иллюстрирующий формирование кремнийсодержащей пленки.
Пример
Настоящее изобретение далее описано конкретно со ссылкой на примеры.
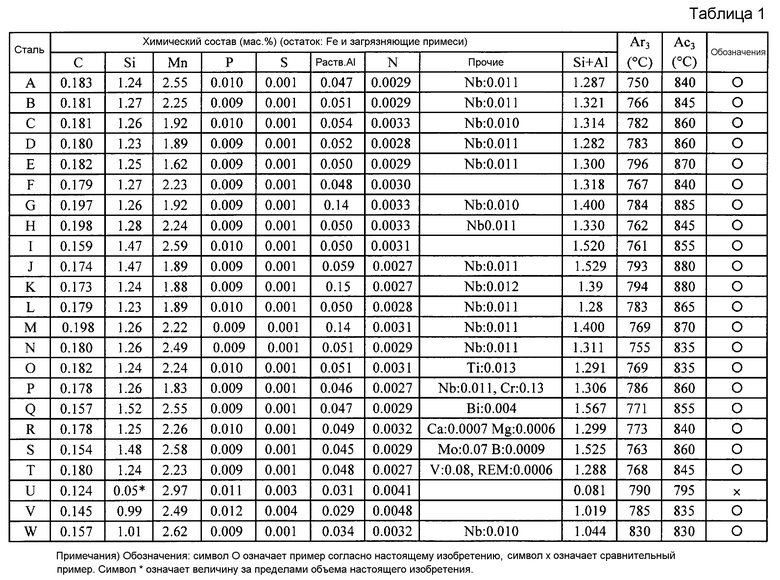
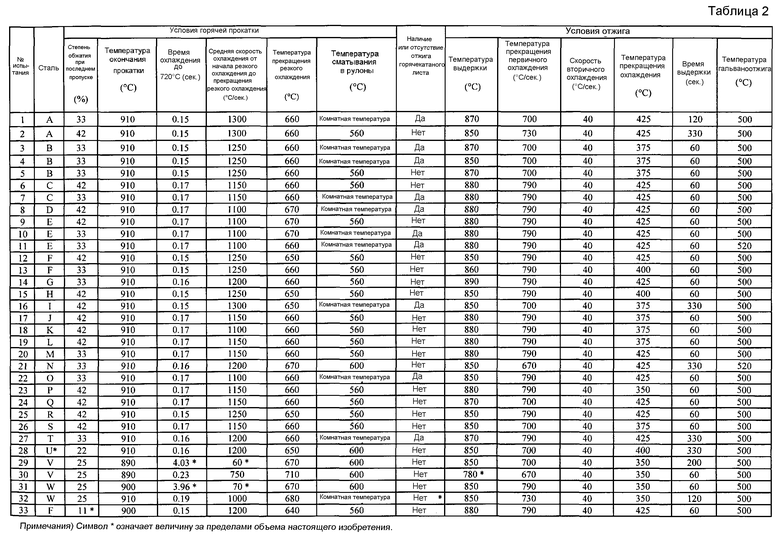
Используя экспериментальную вакуумную плавильную электропечь, сорта стали, имеющие химический состав, приведенный в таблице 1, плавят и отливают. Полученные слитки при помощи горячей ковки превращают в заготовки толщиной 30 мм. Заготовки нагревают до 1200°С, используя электрическую нагревательную печь, и выдерживают в течение 60 минут, после чего подвергают горячей прокатке в условиях, описанных в таблице 2.
Более конкретно, используя экспериментальный стан горячей прокатки, осуществляют прокатку с 6-ю пропусками в температурном диапазоне точки Ar3+30°С или выше и более 880°С таким образом, чтобы конечная толщина заготовки составляла 2 мм. Степень обжатия одного конечного прохода устанавливают на уровне от 11 до 42% от степени уменьшения толщины. После горячей прокатки сталь охлаждают до температуры от 650 до 720°С в различных условиях охлаждения, используя водяное разбрызгивание, затем ей позволяют остыть естественным способом в течение от 5 до 10 секунд, после чего охлаждают до различных температур со скоростью охлаждения 60°С/сек и сматывают в рулоны при соответствующих температурах. За исключением тех рулонов, температуру сматывания которых устанавливают на уровне комнатной температуры, сталь загружают в электрическую нагревательную печь, температуру в которой поддерживают на уровне температуры сматывания в рулоны, и выдерживают в течение 30 минут, после чего охлаждают в печи до комнатной температуры со скоростью охлаждения 20°С/час, тем самым имитируя медленное охлаждение после сматывания в рулоны и получая горячекатаный стальной лист. Более того, те стальные листы, температура сматывания которых была установлена на уровне комнатной температуры, за исключением некоторых из них, нагревают от комнатной температуры до 600°С, что представляет собой температурный диапазон ниже точки Ас1, со скоростью повышения температуры 50°С/час, а затем горячекатаный лист подвергают отжигу, при котором охлаждают до комнатной температуры со скоростью охлаждения 20°С/час.
Полученный горячекатаный стальной лист подвергают кислотному травлению для того, чтобы использовать его в качестве базового металла для холодной прокатки, и подвергают холодной прокатке со степенью обжатия 50%, получая холоднокатаный стальной лист толщиной 1,0 мм. Используя симулятор непрерывного отжига, полученный холоднокатаный стальной лист нагревают до 550°С со скоростью нагревания 10°С/сек, после чего нагревают до различных температур, указанных в таблице 2, со скоростью нагревания 2°С/сек и подвергают выдержке в течение 95 секунд. Затем стальной лист охлаждают до различных температур прекращения первичного охлаждения, указанных в таблице 2, со скоростью охлаждения 2°С/сек; охлаждают до различных температур прекращения вторичного охлаждения, указанных в таблице 2, со скоростью охлаждения 40°С/сек; после чего выдерживают при температуре прекращения вторичного охлаждения в течение от 60 до 330 секунд для осуществления термической обработки, соответствующей погружению в ванну для горячего оцинкования при 460°С, и термической обработки, соответствующей гальваноотжигу при температуре от 500 до 520°С, и охлаждают до комнатной температуры, получая отожженный стальной лист, прошедший через термическую обработку, соответствующую горячему оцинкованию с легированием после отжига.
От отожженного стального листа отбирают образец для испытаний для исследования SEM и полируют его продольную, поперечно-рассеченную поверхность, параллельную направлению прокатки, и подвергают травлению ниталем. Затем исследуют его металлургическую структуру на глубине, составляющей одну четвертую толщины от поверхности стального листа, и с помощью анализа изображений измеряют объемные доли продукта низкотемпературного превращения и полигонального феррита. Определяют также средний размер частиц (эквивалентный диаметр окружности) полигонального феррита путем деления площади, занятой всем полигональным ферритом, на число кристаллических зерен полигонального феррита.
Более того, от отожженного стального листа отбирают образец для испытаний для измерения с помощью XRD, прокатную поверхность на глубине, составляющей одну 1/4 толщины от поверхности стального листа, подвергают химической полировке, а затем подвергают рентгеновскому дифракционному испытанию для измерения объемной доли остаточного аустенита. Более конкретно, в качестве рентгеновского дифрактометра используют RINT2500, изготовленный Rigaku Corporation, и применяют Со-Кα лучи, падающие на образец, для измерения общей интенсивности дифракционных пиков α-фазы (110), (200), (211) и дифракционных пиков γ-фазы (111), (200) и (220), определяя при этом объемную долю остаточного аустенита. Кроме того, на основании углов дифракции дифракционных пиков γ-фазы (111), (200) и (220) определяют постоянную решетки dγ (А), а среднюю концентрацию Сγ углерода (мас.%) остаточного аустенита определяют по следующей формуле перевода:
Сγ=(dγ-3,572+0,00157×Si-0,0012×Mn)/0,033
Далее, от отожженного стального листа отбирают образец для испытаний для измерения EBSP, и его продольную, поперечно-рассеченную поверхность, параллельную направлению прокатки, подвергают электрополированию. Затем исследуют его металлургическую структуру на глубине, составляющей одну четвертую толщины от поверхности стального листа, и с помощью анализа изображений измеряют распределение размеров зерен остаточного аустенита и средний размер зерен остаточного аустенита. Более конкретно, применяют прибор для измерений EBSP, OIM(TM)5, изготовленный TSL Corporation, электронные лучи излучают с шагом 0,1 мкм на участке размером 50 мкм в направлении толщины листа и 100 мкм в направлении прокатки, и из полученных данных данные, показатель достоверности которых составляет 0,1 или более, используют в качестве эффективных данных для оценки fcc фазы. По участку, который выглядит как fcc фаза и окружен исходной фазой, принятой за одно зерно остаточного аустенита, определяют соответствующий кругу диаметр отдельного зерна остаточного аустенита. Средний размер зерен остаточного аустенита рассчитывают как среднюю величину соответствующих кругу диаметров отдельных эффективных зерен остаточного аустенита, при этом отдельные эффективные зерна остаточного аустенита представляют собой зерна остаточного аустенита, каждое из которых имеет соответствующий кругу диаметр 0,15 мкм или более. Также определяют численную плотность (NR) на единицу площади зерен остаточного аустенита, каждое из которых имеет размер 1,2 мкм или более.
Предел текучести (YS) и предел прочности на разрыв (TS) определяют, отбирая образец для испытания на прочность JIS No. 5 вдоль направления, перпендикулярного направлению прокатки, от отожженного стального листа и проводя испытание на растяжение со скоростью растяжения 10 мм/мин. Полное удлинение (El) определяют следующим образом: проводят испытание на растяжение с использованием образца для испытания на прочность JIS No. 5, отобранного вдоль направления, перпендикулярного направлению прокатки, и используя полученную фактически измеренную величину (El0), преобразованную величину полного удлинения, соответствующую варианту использования листа толщиной 1,2 мм, определяют El на основании приведенной выше формулы (1). Коэффициент деформационного упрочнения (величину n) определяют в диапазоне деформации, составляющей от 5 до 10%, проводя испытание на растяжение с использованием образца для испытания на прочность JIS No. 5, отобранного вдоль направления, перпендикулярного направлению прокатки. А именно, величину n рассчитывают двухточечным способом, используя испытательные усилия относительно номинальных деформаций, составляющих 5% и 10%.
Способность к отбортовке-вытяжке оценивают, осуществляя испытание на расширение отверстия согласно стандарту JFST1001 Japan Iron and Steel Federation и измеряя степень расширения (λ) отверстия. От отожженного стального листа отбирают 100-мм квадратный образец для испытания на расширяемость отверстия, проделывают перфорационное отверстие диаметром 10 мм с зазором 12,5%, и перфорационное отверстие расширяют со стороны воздействия сдвига, используя конусообразный перфоратор, угол верхней кромки которого составляет 60°, измеряют степень расширения отверстия во время образования трещины, проходящей через толщину листа, и степень расширения принимают за степень расширения отверстия.
В таблице 3 указаны результаты исследования металлургической структуры и результаты оценки характеристик холоднокатаного стального листа после отжига. В таблицах 1-3 обозначение «*», сопровождающее символ или число, означает, что символ или число выходит за пределы настоящего изобретения.
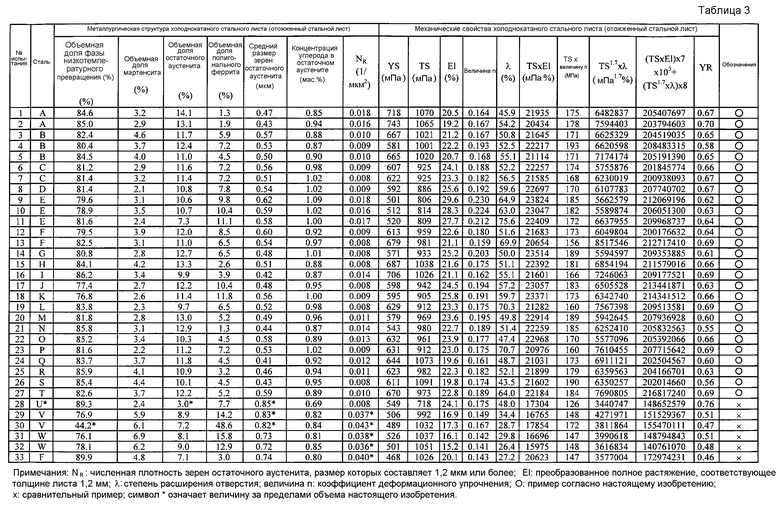
Каждый из результатов испытаний (испытания №№ 1-27) стальных листов, подпадающих под объем настоящего изобретения, показал величину TS×El=18000 МПа% или более, величину TS × величину n=150 или более, величина TS1,7×λ=4500000 МПа1,7 % или более, и величину (TS×El)×7×103+(TS1,7×λ)×8=180×106 или более, демонстрируя таким образом предпочтительную пластичность, способность к деформационному упрочнению и способность к отбортовке-вытяжке.
Результаты испытаний (испытания №№ 28-33) стальных листов, металлургические структуры которых выходят за пределы объема настоящего изобретения, продемонстрировали более низкие характеристики по меньшей мере одного из таких свойств, как пластичность, способность к деформационному упрочнению и способность к отбортовке-вытяжке.
Изобретение относится к области металлургии, а именно к высокопрочному, горячегальванизированному холоднокатаному стальному листу, используемому в автомобильной промышленности. Лист выполнен из стали, содержащей в вес.%: С более 0,10 и менее 0,25, Si более 0,50 и менее 2,0, Mn более 1,50% и максимум 3,0, Р менее 0,050, S: 0,010 или менее, раств. Al 0,50 или менее, N: 0,010 или менее, необязательно один или более элементов, выбранных из Ti, Nb, V, Cr, Mo, B, Ca, Mg, REM и Bi. Структура листа содержит основную фазу, содержащую мартенсит и/или бейнит и/или бейнитный феррит, и вторичную фазу, содержащую остаточный аустенит. Объемная доля остаточного аустенита составляет от более 4,0 до менее 25,0% относительно всей структуры, средний размер зерен составляет менее 0,80 мкм, а численная плотность зерен остаточного аустенита, размер которых равен 1,2 мкм или более, составляет 3,0×10-2 зерен/мкм2 или менее. Лист имеет прочность на растяжение 750 МПа или более, обладает высокой пластичностью, способностью к деформационному упрочнению и отбортовке-вытяжке. 3 н. и 4 з.п. ф-лы, 3 табл., 1 пр.
1. Холоднокатаный стальной лист, имеющий на поверхности слой покрытия, полученный горячей гальванизацией,
характеризующийся тем, что он выполнен из стали, содержащей в вес.%:
С: более 0,10 и менее 0,25
Si: более 0,50 и менее 2,0
Mn: более 1,50 и максимум 3,0
Р: менее 0,050
S: максимум 0,01
раств. Аl: 0,50 или менее
N: 0,01 или менее
Ti: по меньшей мере 0 и менее 0,04
Nb: по меньшей мере 0 и менее 0,03
V: по меньшей мере 0 и максимум 0,5
Cr: по меньшей мере 0 и максимум 1,0
Мо: по меньшей мере 0 и менее 0,2
В: по меньшей мере 0 и максимум 0,01
Са: по меньшей мере 0 и максимум 0,01
Mg: по меньшей мере 0 и максимум 0,01
REM: по меньшей мере 0 и максимум 0,05
Bi: по меньшей мере 0 и максимум 0,05
остальное - Fe и загрязняющие примеси,
и имеет микроструктуру, содержащую основную фазу, которая содержит по меньшей мере одно из мартенсита, бейнита и бейнитного феррита, и вторичную фазу, содержащую остаточный аустенит, при этом объемная доля остаточного аустенита составляет от более чем 4,0% до менее чем 25,0% относительно всей структуры, а средний размер зерен составляет менее 0,80 мкм, причем численная плотность зерен остаточного аустенита, размер которых равен 1,2 мкм или более, составляет 3,0×10-2 зерен/мкм2 или менее.
2. Лист по п. 1, в котором сталь содержит, в вес.%, один или более элементов, выбранных из группы, состоящей из Ti: по меньшей мере 0,005 и менее 0,04, Nb: по меньшей мере 0,005 и менее 0,03 и V: по меньшей мере 0,01 и максимум 0,5.
3. Лист по п. 1 или 2, в котором сталь содержит, в вес.%, один или более элементов, выбранных из группы, состоящей из Cr: по меньшей мере 0,2 и максимум 1,0, Мо: по меньшей мере 0,05 и менее 0,2 и В: по меньшей мере 0,001 и максимум 0,01.
4. Лист по п. 1 или 2, в котором сталь содержит, в вес.%, один или более элементов, выбранных из группы, состоящей из Са: по меньшей мере 0, 0005 и максимум 0,01, Mg: по меньшей мере 0,0005 и максимум 0,01, REM: по меньшей мере 0,0005 и максимум 0,05 и Bi: по меньшей мере 0,001 и максимум 0,05.
5. Лист по п. 3, в котором сталь содержит, в вес.%, один или более элементов, выбранных из группы, состоящей из Са: по меньшей мере 0,0005 и максимум 0,01, Mg: по меньшей мере 0,0005 и максимум 0,01, REM: по меньшей мере 0,0005 и максимум 0,05 и Bi: по меньшей мере 0,001 и максимум 0,05.
6. Способ изготовления холоднокатаного стального листа по любому из пп. 1-5, включающий:
стадию горячей прокатки сляба из стали, содержащий в вес.%:
С: более 0,10 и менее 0,25
Si: более 0,50 и менее 2,0
Mn: более 1,50 и максимум 3,0
Р: менее 0,050
S: максимум 0,01
раств. Аl: 0,50 или менее
N: 0,01 или менее
Ti: по меньшей мере 0 и менее 0,04
Nb: по меньшей мере 0 и менее 0,03
V: по меньшей мере 0 и максимум 0,5
Cr: по меньшей мере 0 и максимум 1,0
Мо: по меньшей мере 0 и менее 0,2
В: по меньшей мере 0 и максимум 0,01
Са: по меньшей мере 0 и максимум 0,01
Mg: по меньшей мере 0 и максимум 0,01
REM: по меньшей мере 0 и максимум 0,05
Bi: по меньшей мере 0 и максимум 0,05
остальное - Fe и загрязняющие примеси, степень обжатия на которой за один конечный проход составляет более 15%, причем прокатку завершают в температурном диапазоне (Ar3+30°C) или выше, и выше 880°C, с формированиям горячекатаного стального листа, который охлаждают до температурного диапазона 720°C или ниже в течение 0,40 секунды после завершения прокатки и сматывают в рулон в температурном диапазоне выше 400°C;
стадию холодной прокатки, на которой горячекатаный стальной лист подвергают холодной прокатке для формирования холоднокатаного стального листа;
стадию отжига, на которой холоднокатаный стальной лист подвергают обработке выдержкой в температурном диапазоне выше Ас3, после чего охлаждают до температурного диапазона 450°C или ниже и 340°C или выше и выдерживают в течение 15 секунд или более; и
стадию горячей гальванизации, на которой холоднокатаный стальной лист, полученный на стадии отжига, подвергают гальванизации погружением.
7. Способ изготовления холоднокатаного стального листа по любому из пп. 1-5, включающий:
стадию горячей прокатки сляба из стали, содержащий в вес.%:
С: более 0,10 и менее 0,25
Si: более 0,50 и менее 2,0
Mn: более 1,50 и максимум 3,0
Р: менее 0,050
S: максимум 0,01
раств. Аl: 0,50 или менее
N: 0,01 или менее
Ti: по меньшей мере 0 и менее 0,04
Nb: по меньшей мере 0 и менее 0,03
V: по меньшей мере 0 и максимум 0,5
Cr: по меньшей мере 0 и максимум 1,0
Мо: по меньшей мере 0 и менее 0,2
В: по меньшей мере 0 и максимум 0,01
Са: по меньшей мере 0 и максимум 0,01
Mg: по меньшей мере 0 и максимум 0,01
REM: по меньшей мере 0 и максимум 0,05
Bi: по меньшей мере 0 и максимум 0,05
остальное - Fe и загрязняющие примеси, степень обжатия на которой за один конечный проход составляет более 15%, причем прокатку завершают в температурном диапазоне (Ar3+30°C) или выше, и выше 880°C, с формированием горячекатаного стального листа, который охлаждают до температурного диапазона 720°C или ниже в течение 0,40 секунды после завершения прокатки и сматывают в рулон в температурном диапазоне ниже 200°C;
стадию отжига горячекатаного стального листа, на которой горячекатаный стальной лист подвергают отжигу в температурном диапазоне 500°C или выше и ниже Ac1;
стадию холодной прокатки, на которой горячекатаный стальной лист, полученный на стадии отжига горячекатаного листа, подвергают холодной прокатке для формирования холоднокатаного стального листа;
стадию отжига, на которой холоднокатаный стальной лист подвергают обработке выдержкой в температурном диапазоне выше Ас3, после чего охлаждают до температурного диапазона 450°C или ниже и 340°C или выше и выдерживают в течение 15 секунд или более; и
стадию горячей гальванизации, на которой холоднокатаный стальной лист, полученный на стадии отжига, подвергают гальванизации погружением.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| ВЫСОКОПРОЧНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНЫЙ ОТОЖЖЕННЫЙ ПОСЛЕ ЦИНКОВАНИЯ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНЫМИ ФОРМУЕМОСТЬЮ И СПОСОБНОСТЬЮ К НАНЕСЕНИЮ ГАЛЬВАНОПОКРЫТИЯ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКИХ ЛИСТОВ | 2006 |
|
RU2418094C2 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕДЕЛОМ ПРОЧНОСТИ НА РАЗРЫВ 780 МПа ИЛИ БОЛЕЕ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ ЛОКАЛЬНУЮ ДЕФОРМИРУЕМОСТЬ И ЗАМЕДЛЕННОЕ ПОВЫШЕНИЕ ТВЕРДОСТИ МЕСТА СВАРКИ | 2004 |
|
RU2312163C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

