Область техники
Настоящее изобретение в целом относится к получению композиционных материалов и, в частности, к получению композиционных материалов, содержащих матрицу из отвержденной смолы, например эпоксидной смолы, упрочненную упрочняющими волокнами, например углеродными.
Уровень техники
Во многих конструкциях, например самолетах, кораблях, лодках, спортивных автомобилях, ветряных двигателях и клюшках для игры в гольф, существует значительная потребность в получении легких конструкций, характеризующихся высокой прочностью и жесткостью. Зачастую в качестве материалов для указанных деталей выбирают определенные виды композиционных материалов, например армированные волокнами пластмассы (АВП). Многие АВП характеризуются относительно высоким отношением прочности к массе и высокой устойчивостью к износу и коррозии.
Для получения АВП можно комбинировать многие типы пластмасс и волокон, и свойства материалов, такие как прочность и упругость, при этом зависят от выбранных типов связующего и упрочняющего материала соответственно.
АВП включают связующий материал, представляющий собой пластмассу, и упрочняющий материал, представляющий собой волокна. Обычно в качестве упрочняющих волокон используются стеклянные волокна, арамидные волокна и углеродные волокна.
Стоимость стеклянных волокон относительно невелика и они часто используются в составе изделий на основе АВП, например в корпусах прогулочных судов, для которых низкая стоимость играет большую роль, чем высокое отношение прочности к массе.
Стоимость углеродных волокон выше, чем, например, у стеклянных волокон, однако их использование в составе АВП позволяет добиться больших значений отношения прочности к массе.
На свойства композиционных материалов влияет не только тип и сочетание выбранных связующих и упрочняющих материалов. Опыт в данной области техники показывает, что на свойства композиционных материалов может влиять также способ их получения, включая, например, сочетание различных упрочняющих структур в составе различных слоев, а также использование специальных пресс-форм, вакуумных систем и/или автоклавов.
При получении композиционного материала желательно достигать не только хороших свойств материала, но и хороших экономических производственных показателей.
Одним из факторов, способных влиять на экономические производственные показатели, является производственный потенциал, выраженный в форме производительности. Высокая производительность позволяет распределить фиксированные производственные затраты на большее количество единиц продукции. Другим фактором, влияющим на экономические производственные показатели, является величина фиксированных затрат, например стоимость дорогостоящих специальных установок (например, больших печей или автоклавов). Также на суммарные производственные затраты влияют прямая и непрямая стоимость сырья и количество отходов.
В патенте WO 01/41993 А2 предложен способ получения композиционного материала. Описанный способ представляет собой попытку получить композиционный материал без использования больших и дорогостоящих автоклавов для удаления пустот внутри материала. Способ включает создание в пресс-форме предварительной формы из подходящего упрочняющего материала; повышение клейкости предварительной формы, находящейся в пресс-форме, с помощью агента для повышения клейкости; уменьшение под вакуумом объема предварительной формы, к которой добавлен агент для повышения клейкости, изоляция предварительной формы после процесса уменьшения объема с помощью внешнего и внутреннего мешков для контроля уменьшения объема мешков и повышения герметичности вакуумной системы; и введение смолы в предварительную форму после процесса уменьшения объема с использованием процесса трансферного формования смолы под вакуумом.
Однако способ, описанный в патенте WO 01/41993 А2, имеет определенные недостатки, например сложность осуществления и относительно низкое отношение прочности к массе полученных материалов.
В качестве примера из уровня техники следует также отметить опубликованную значительно раньше заявку на патент США US-A-4385957, которая испрашивает приоритет по заявке на патент Германии, поданной в 1979 г. Авторами патента US-A-4385957 обнаружено, что должный контроль потока смолы в процессе ее впрыскивания затруднен, в особенности при пропитывании конструкционных элементов, имеющих большую площадь поверхности, например лопастей несущего винта вертолетов и подобных деталей, или в случае конструкционных элементов сложной формы. В соответствии с данными, представленными авторами патента US-A-4385957, указанная проблема в области контроля потока обусловлена тем, что вязкость смолы и тем самым ее подвижность, определяется локальной температурой смолы. Одним из способов решения проблемы в области контроля потока является использование дорогостоящих и отличающихся большой сложностью пресс-форм с подогревом. Другим способом решения проблемы в области контроля потока является использование способа, подобного описанному в патенте US-A-4385957, согласно которому смола впрыскивается в плетеный материал из углеродных волокон, который может включать один или несколько слоев сплетенных углеродных волокон. Необходимая подвижность смолы и ее отверждение осуществляется за счет подвода тепла непосредственно через плетеный материал из углеродных волокон, который нагревается за счет пропускания электрического тока через углеродные волокна. Таким образом, плетеный материал из углеродных волокон действует внутри конструкционного элемента в качестве электрического внутреннего греющего мата.
Другой задачей патента US-A-4385957 является разработка способа получения компонентов или структур на основе волокнистых веществ, имеющих любой размер и/или форму без необходимости использования дорогостоящих пресс-форм с подогревом и при пониженном энергопотреблении по сравнению с использованием пресс-форм с подогревом.
Согласно описанному способу, через плетеный материал из углеродных волокон подают электрический ток с тем, чтобы обеспечить температуру отверждения смолы. В патенте US-A-4385957 также предлагается контролировать силу электрического тока, чтобы в разных областях плетеного материала она была различной, что позволяет адаптировать интенсивность нагревания к определенному участку или форме плетеного материала. Для задания формы компонента АВП используется электрически проводящая пресс-форма без подогрева, и для изоляции плетеного материала из углеродных волокон от проводящей формы используется плетеный материал из стеклянных волокон.
Способ в соответствии с патентом US-A-4385957 характеризуется следующими недостатками: при использовании способа получается материал с низкой износостойкостью к действию повторяющихся и долговременных нагрузок, а также с низким отношением прочности к массе.
Дополнительная информация об уровне техники описана в патентах ЕР 1724306 А1 и US-A-4486494.
Сущность изобретения
Авторы настоящего изобретения полагают, что многие отрасли промышленности, например авиационная и автомобильная промышленность, получат преимущества при использовании материалов лучшего качества, отличающихся более высоким отношением прочности к массе и большей износостойкостью по отношению к повторяющимся и долговременным нагрузкам. Например, применение подобных материалов может позволить начать массовое производство облегченных транспортных средств, что приведет к снижению энергопотребления и воздействия на окружающую среду, оказываемого указанными транспортными средствами.
Также авторы настоящего изобретения полагают, что для получения указанных материалов необходим рентабельный способ, позволяющий обеспечить доступность композиционных материалов в таких областях применения, где выбор материала преимущественно зависит от его стоимости, например в автомобильной промышленности.
Необходимо понимать, что любое повышение отношения прочности к массе и износостойкости материалов, используемых при сборке транспортных средств, будет приводить к снижению общей массы транспортного средства. Например, в случае автомобилей появится возможность уменьшить размеры различных частей транспортного средства, например мотора, коробки передач, тормозной системы, аккумуляторной батареи и т.п., что, в свою очередь, позволит дополнительно уменьшить размер деталей из композиционного материала, приводя к экономии материалов, сокращению затрат и уменьшению ущерба, наносимого окружающей среде.
Следовательно, задачей изобретения является разработка нового способа получения композиционного материала на основе армированной волокнами пластмассы, усовершенствованного по сравнению известными в данной области техники подобными способами, описанными выше.
В частности, задачей изобретения является разработка рентабельного способа получения усовершенствованного композиционного материала на основе армированной волокнами пластмассы, отличающегося высоким отношением прочности к массе и износостойкостью к действию повторяющихся и долговременных нагрузок.
Эти и другие задачи, понятные из последующего описания, были решены в рамках способа по п.1 настоящего изобретения. Предпочтительные варианты реализации способа приведены в соответствующих зависимых пунктах. Эти и другие цели также достигаются с использованием системы по п.22; предпочтительные варианты реализации приведены в соответствующих зависимых пунктах.
Согласно одному аспекту настоящего изобретения, способ включает стадию приведения связующего вещества в контакт с упрочняющей волокнистой структурой с образованием промежуточного материала. Дополнительно способ включает стадию отверждения связующего вещества в промежуточном материале с образованием композиционного материала.
Под промежуточным материалом подразумевается композиционный материал до его полного отверждения.
Перед приведением связующего вещества на основе смолы в контакт с упрочняющей волокнистой структурой его смешивают с разбавителем с образованием смеси. В процессе отверждения связующего вещества от него отделяют разбавитель. Указанный способ имеет ряд преимуществ по сравнению с известными способами, например позволяет получать армированные волокнами композиционные материалы с высоким объемным содержанием волокон и высоким отношением прочности к массе. Дополнительным преимуществом является тот факт, что связующее вещество при этом практически не будет содержать внутренних пустот, что, в свою очередь, снижает риск разрушения материала. Другим преимуществом является тот факт, что связующее вещество полностью смачивает упрочняющую волокнистую структуру и имеет хорошую адгезию к упрочняющим волокнам, что в результате приводит к получению высокой прочности материала, высокой прочности сцепления слоев (при получении слоистых материалов) и высокой износостойкости к действию долговременных и повторяющихся нагрузок.
Согласно варианту реализации изобретения, отделение разбавителя от матричного вещества производится путем передачи энергии к разбавителю в самом промежуточном материале. Такие действия позволяют ускорить процесс разделения, тем самым уменьшая длительность производственного цикла, повышение производительности и одновременно лучшие экономические производственные показатели. Также указанный способ позволяет надежно контролировать процесс отделения, так что газообразный разбавитель вытесняется из связующего вещества до его загущения или полного отверждения, в результате чего снижается риск образования газовых полостей в отвержденном связующем веществе. Кроме того, процесс отверждения может быть ускорен, причем это может привести к увеличению продуктивности и снижению или исключению необходимости в дополнительном отверждении в печи. Экономия времени может уменьшить сроки вывода изделий на рынок, что является очень важным для срочных проектов, например, в автомобильной, авиационной, судостроительной промышленности и в области производства спортивных товаров, в которых задержка производства может быть очень затратной. Также, поскольку нагревание осуществляется в самом связующем материале, исключается необходимость в пресс-формах с подогревом, что в сочетании снижает стоимость пресс-формы, уменьшает длительность производственного цикла и снижает энергопотребление (не требуется нагревание охлаждение тяжелых пресс-форм).
Согласно другому варианту реализации изобретения, упрочняющая волокнистая структура содержит электропроводящие волокна и передача энергии полностью или частично осуществляется путем пропускания электрического тока через указанные электропроводящие волокна. Преимуществами данного подхода является возможность контролирования, в какую область матричного вещества происходит передача энергии, что позволяет варьировать количество передаваемой энергии в зависимости от переменной толщины получаемого материала, и тем самым надежнее контролировать испарение разбавителя по всему материалу. Другим преимуществом является тот факт, что оборудование, используемое для передачи энергии через упрочняющие волокна, является относительно недорогим, а также тот факт, что появляется возможность создания сложных форм с постоянным контролем области, где происходит передача энергии. Кроме того, связующему веществу может быть с легкостью передана высокая мощность, обеспечивающая возможность ускорения процесса разделения. Так же, так как передача энергии производится с очень высоким коэффициентом полезного действия, можно уменьшить общее количество энергии, необходимое для получения композиционного материала.
Согласно варианту реализации изобретения, передача энергии полностью или частично осуществляется путем воздействия на промежуточный материал микроволнового излучения. Указанный способ облегчает передачу энергии связующему веществу, не включающему проводящих волокон или находящемуся далеко от них. Кроме того, преимуществом способа является возможность простой передачи энергии, сконцентрированной на определенной области, в результате чего облегчается получение деталей, толщина которых меняется в широких пределах. Также указанный способ передачи энергии с легкостью сочетается с другими способами передачи энергии, например упомянутым выше резистивным нагревом электропроводящих волокон. Другим преимуществом использования микроволнового излучения является тот факт, что энергия, передаваемая микроволнами, в большей степени поглощается отдельными объемами промежуточного материала, содержащими большее количество разбавителя, и наоборот, причем переданная энергия концентрируется в отдельных объемах промежуточного материала, где способствует отделению разбавителя от связующего вещества, а не ускоряет отверждение.
Согласно другому варианту реализации изобретения, передача энергии полностью или частично осуществляется путем воздействия на промежуточный материал звуковых волн. Это позволяет использовать относительно легкий способ передачи энергии с использованием относительно недорогого оборудования.
Кроме того, согласно варианту реализации изобретения, промежуточный материал получают до его размещения в пресс-форме с целью отделения разбавителя от связующего вещества. Это обеспечивает преимущество в том, что связующее вещество может быть приведено в контакт с упрочняющей волокнистой структурой без временных затрат в дорогостоящих пресс-формах.
Согласно другому варианту реализации изобретения, упрочняющую волокнистую структуру помещают в пресс-форму до приведения связующего вещества в контакт с упрочняющей волокнистой структурой. Преимуществом указанного способа является тот факт, что упрочняющие волокна могут до момента формования находиться отдельно от связующего вещества при снижении риска потери материалов из-за старения вводимого материала, и притом, что хранение вводимого материала не требует специальной среды, например дорогостоящих и требующих большого количества энергии холодильных установок и камер охлаждения.
Описанный выше вариант реализации изобретения, в котором упрочняющую волокнистую структуру помещают в пресс-форму до приведения связующего вещества в контакт с упрочняющей волокнистой структурой, в некоторых аспектах может сочетаться с одним или несколькими упомянутыми выше аспектами передачи энергии разбавителю. Таким образом, появится возможность использования пресс-форм без подогрева, а также упрощения производственного процесса за счет хранения промежуточного материала в той же форме, как в процессе добавления смеси, так и в процессе отделения разбавителя от связующего вещества.
Согласно способу в соответствии с одним из вариантов реализации изобретения, при приведении связующего вещества на основе смолы в контакт с упрочняющей волокнистой структурой производят передачу энергии из промежуточного материала для нагревания отдельных объемов связующего вещества до температуры, не превышающей температуры кипения разбавителя в составе смеси в промежуточном материале. Преимуществом указанного способа является тот факт, что в процессе введения разбавленного связующего вещества в упрочняющую волокнистую структуру происходит снижение вязкости жидкости, вводимой в упрочняющую волокнистую структуру, что облегчает проникновение в нее связующего вещества и ее смачивание. Тем не менее, существенного увеличения скорости испарения в процессе введения связующего вещества в упрочняющую волокнистую структуру не происходит, в результате чего большинство разбавителя остается в составе связующего вещества, что приводит к снижению вязкости смеси. Таким образом, существует возможность дополнительного ускорения процессов получения и смачивания упрочняющей структуры.
Согласно варианту реализации изобретения, в пресс-форме создается пониженное давление, по меньшей мере в течение периода времени когда связующее вещество приводят в контакт с упрочняющей волокнистой структурой с образованием промежуточного материала. Преимуществом этого является облегчение проникновения связующего вещества в упрочняющую волокнистую структуру и ее смачивание, что позволяет добиться экономии времени при производстве и получения материалов с улучшенными свойствами по причине снижения риска образования газовых полостей и пустот.
Также в пресс-форме может создаваться вакуум, по меньшей мере в течение периода времени когда указанную смесь приводят в контакт с упрочняющей волокнистой структурой. Преимуществом этого является облегчение проникновения связующего вещества в упрочняющую волокнистую структуру и ее смачивание, что позволяет добиться добавочной экономии времени при производстве и получения материалов с дополнительно улучшенными свойствами по причине снижения риска образования газовых полостей и пустот.
Согласно другому варианту реализации изобретения, смесь можно привести в контакт с упрочняющей волокнистой структурой путем закачивания связующего вещества в указанную упрочняющую волокнистую структуру при избыточном давлении. Это позволяет дополнительно увеличить скорость производства, добиться лучшей адгезии связующего вещества к волокнам и, при наличии возможности, повысить эффективность проникновения и улучшить смачиваемость волокон, так как связующее вещество под давлением вытесняет газ в области более низкого давления.
В качестве предпочтительного варианта реализации, пониженное давление создают в пресс-форме в течение указанного процесса отделения разбавителя от связующего вещества. Это позволяет ускорить откачивание испаренного газообразного разбавителя и тем самым уменьшить риск образования в композиционном материале пустот и/или полостей, заполненных газом.
Предпочтительно, чтобы одна или несколько поверхностей рабочей полости пресс-формы были изготовлены преимущественно из теплоизолирующего материала, что облегчает контроль температуры содержимого пресс-формы за счет контроля передачи энергии связующему веществу через промежуточный материал, так как пресс-форме при этом передается меньше энергии, чем при использовании теплопроводящих форм. Также существует возможность сокращения времени нагревания связующего вещества, в результате чего может быть увеличена производительность.
Кроме того, одна или несколько поверхностей рабочей полости пресс-формы могут быть изготовлены преимущественно из электрически изолирующего материала, что делает возможным использование метода резистивного нагревания электропроводящих упрочняющих волокон, без необходимости применения для изоляции проводящих волокон от электропроводящих рабочих поверхностей полости пресс-формы отдельной изолирующей структуры, например сетки из стекловолокна. Преимуществом этого является тот факт, что по сравнению с размещением отдельных изолирующих структур, например сетки из стекловолокна, между промежуточным материалом и рабочими поверхностями полости пресс-формы, будет получен более ровный и визуально привлекательный характер поверхности.
Согласно предпочтительному варианту реализации изобретения, пресс-форму изготавливают преимущественно из пластмассы, например одной или нескольких видов пластмассы, выбранных из группы, включающей полиоксиметилен, политетрафторэтилен и полиэтилентерефталат. Преимуществом использования подобных пресс-форм является тот факт, что время, необходимое для производства формы, может быть существенно меньше по сравнению с производством металлических форм. Также может быть снижена стоимость материалов и их обработки для получения пресс-формы. Кроме того, использование пластмассы для пресс-форм позволяет легко модифицировать их форму по сравнению с традиционными металлическими формами. Все указанные пластмассы обладают полезными свойствами, например низким трением, хорошей обрабатываемостью, хорошей устойчивостью к высоким температурам, качественным характером поверхности и/или низкой ценой. Другим преимуществом использования пластмассовых пресс-форм вместо металлических является тот факт, что для облегчения выемки композиционного материала из них не требуется нанесение разделительной смазки на поверхность пресс-формы.
Согласно предпочтительному варианту осуществления, в качестве разбавителя используется разбавитель, преимущественно инертный к связующему веществу. Преимуществом этого является тот факт, что большая часть разбавителя не будет реагировать со связующим веществом и, следовательно, может быть удалена из связующего вещества путем испарения или с помощью другого способа удаления.
Согласно другому варианту изобретения, в качестве разбавителя используют спирт, выбранный из группы, включающей метанол, этанол, пропанол, бутанол, пентанол, гексанол и гептанол, причем в качестве связующего вещества используется эпоксидная смола. Указанное сочетание связующего вещества и разбавителя обеспечивает высокую эффективность разбавления. Кроме того, это облегчает контроль испарения разбавителя в диапазоне температур, при которых скорость отверждения связующего вещества не слишком велика и позволяет испарившемуся газу выделяться из промежуточного материала. После отверждения эпоксидная смола обеспечивает высокопрочную связь между упрочняющими волокнами.
Согласно варианту реализации изобретения, смесь включает 1-70 об.% разбавителя. Данное количество разбавителя позволяет получить маловязкую смесь, что облегчает добавление связующего вещества к волокнам и также позволяет получить смесь, характеризующуюся достаточной степенью усадки в процессе испарения, такой чтобы практически не наблюдалось участков упрочняющей волокнистой структуры без связующего вещества и чтобы в связующем веществе в процессе и после загущения не образовывалось бы трещин, вызванных усадкой связующего вещества/смеси.
Согласно варианту реализации изобретения, упрочняющая волокнистая структура содержит не менее 30% углеродных волокон по отношению к массе упрочняющей волокнистой структуры. Указанная концентрация углеродных волокон позволяет осуществлять полное нагревание композиционного материала по всему объему за счет резистивного нагревания углеродных волокон в составе упрочняющего материала.
Описанные выше способы могут быть использованы для получения высококачественных композиционных материалов на основе армированной волокнами пластмассы с крайне высоким объемным содержанием волокон по сравнению с теоретически возможным уровнем для соответствующей выбранной волокнистой структуры. Результаты, полученные по способам в соответствии с настоящим изобретением, до настоящего момента не были получены с использованием известных технологий, во всяком случае - не настолько малозатратным и гибким способом с эффективным использованием времени.
Согласно аспекту реализации изобретения, предлагается композиционный материал на основе армированной волокнами пластмассы, получаемый в соответствии со способом по одному из предшествующих пунктов.
Согласно другому аспекту изобретения, предлагается композиционный материал на основе армированной волокнами пластмассы. Материал включает упрочняющую волокнистую структуру и связующее вещество. Упрочняющая волокнистая структура содержит множество упрочняющих волокон, связующее вещество распределено внутри упрочняющей волокнистой структуры и связывает входящие в ее состав волокна. Кроме того, объемное содержание волокон (FVF) в композиционном материале на основе армированной волокнами пластмассы превышает 65%.
Согласно другому аспекту изобретения, композиционный материал на основе армированной волокнами пластмассы характеризуется значением FVF/Tmax=80% и выше. Преимуществом подобного материала является тот факт, что получаемый композиционный материал обладает очень хорошей электропроводностью, что делает его пригодным для использования в рамках технологии «стеле». Дополнительным преимуществом указанного материала является его высокая теплопроводность, снижающая чувствительность материала к локальному перегреву, способному в противном случае повредить материал основы.
Кроме того, предложена система для осуществления способа в соответствии с вариантами реализации изобретения. Система включает закрывающуюся пресс-форму, устройство для подвода энергии, емкость для связующего вещества, емкость для разбавителя, емкость для отверждающего агента и один или несколько насосов, настроенных для подачи жидкостей из указанных емкостей через устройство для дозирования и перемешивания. Кроме того, указанная система включает формовочный пресс и вакуумную систему. В качестве формовочного пресса может использоваться гидравлический пресс.
Указанная система обеспечивает эффективное получение композиционных материалов с высокими показателями, например, описанных выше.
Описание чертежей
Далее описаны варианты реализации изобретения со ссылками на прилагающиеся чертежи.
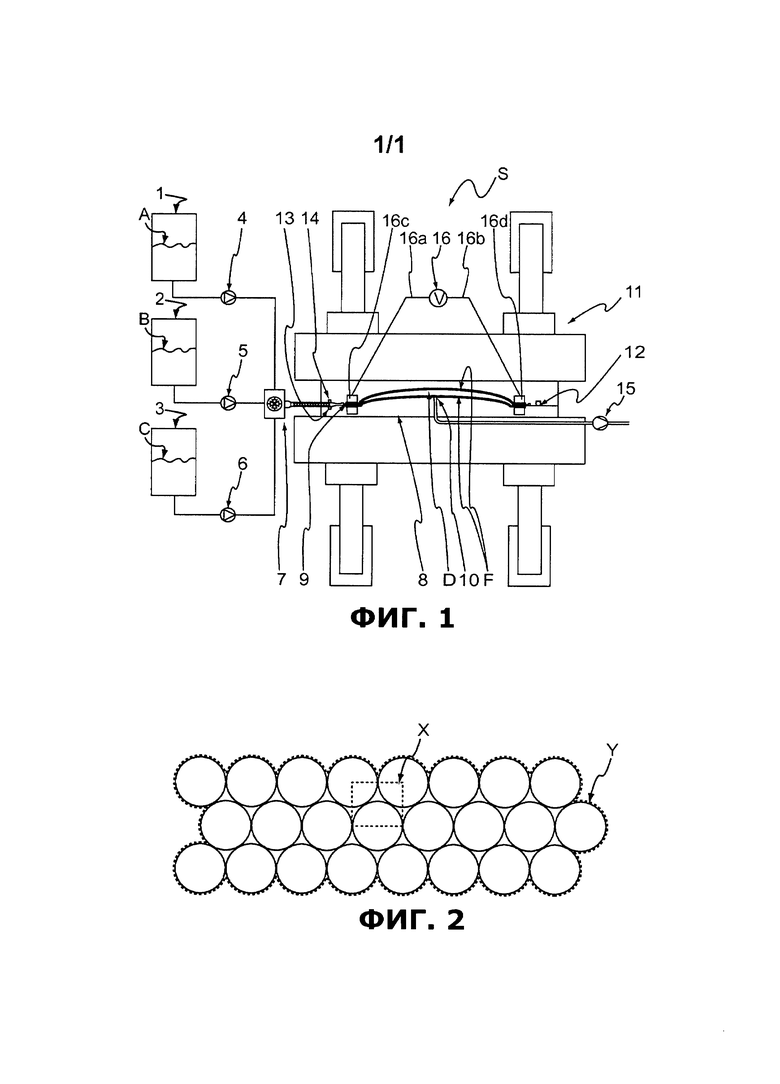
На фиг.1 показан пример системы для осуществления способа в соответствии с вариантами реализации изобретения.
На фиг.2 показано поперечное сечение участка упрочняющей волокнистой структуры, состоящей из однонаправленных волокон.
Подробное описание изобретения
В соответствии с настоящим изобретением, способ предназначен, в первую очередь, для получения композиционных материалов с улучшенными характеристиками на основе углеродных волокон, хотя возможны и другие варианты применения. Подобные материалы наиболее полезны для использования в сложных условиях работы, например, для космических кораблей, спутников, самолетов, кораблей, лодок, спортивных автомобилей, ветряных двигателей и клюшек для игры в гольф, где желательно получение легких деталей, отличающихся высокой прочностью и жесткостью. Здесь и далее описывается указанный способ в соответствии с вариантами реализации изобретения.
Общие сведения о способе
В целом, согласно вариантам реализации изобретения, способ включает следующие стадии:
смешение связующего вещества и разбавителя с образованием смеси;
приведение связующего вещества в контакт с упрочняющей волокнистой структурой;
отделение разбавителя от связующего вещества в процессе отверждения связующего вещества с получением композиционного материала.
Согласно варианту реализации изобретения, по способу смешивают пластичное связующее вещество, например эпоксидную или полиэфирную смолу, с подходящим разбавителем, например этанолом, с получением смеси. Затем указанную смесь приводят в контакт с упрочняющей волокнистой структурой, например плетеный материал из углеродных волокон, с получением промежуточного материала. Затем, в процессе отверждения связующего вещества с образованием композиционного материала на основе армированной волокнами пластмассы, производят отделение разбавителя от связующего вещества, например, за счет испарения разбавителя.
Необходимо понимать, что термин «связующее вещество» относится к связующим веществам вне зависимости от того, в какой фазе находятся указанные материалы. Например, если указано, что связующее вещество представляет собой эпоксидную смолу, это означает, что термин «связующее вещество» может быть использован для описания неотвержденной, частично отвержденной, а также отвержденной смолы, в зависимости от контекста, если четко не указано иное. Также необходимо понимать, что словосочетание «промежуточный материал» не следует объединять с понятием «материал, предварительно пропитанный связующим веществом». В контексте настоящей заявки словосочетание «промежуточный материал» используется по отношению к композиции смолы, разбавителя и упрочняющих волокон до момента полного отверждения смолы. После полного отверждения смолы композиция, состоящая из смолы и упрочняющих волокон, начинает называться «композиционным материалом на основе армированной волокнами пластмассы» или просто «изделием из армированной волокнами пластмассы».
При использовании избыточного количества разбавителя повышается риск того, что в отдельных объемах упрочняющей волокнистой структуры будет наблюдаться недостаточное количество связующего вещества. При использовании недостаточного количества разбавителя повышается риск того, что в отдельные участки упрочняющей волокнистой структуры не сможет попасть смесь и, следовательно, они останутся без связующего вещества.
Согласно способу в соответствии с настоящим изобретением, скорость распределения связующего вещества в волокнистой структуре увеличивается за счет его разбавления разбавителем с получением смеси и последующего распределения смеси в упрочняющей волокнистой структуре. Распределение смеси в упрочняющей волокнистой структуре производить легче, чем распределение связующего вещества. Следовательно, возможность введения связующего вещества облегчается для всех типов поверхности упрочняющих волокнистых структур, даже в небольшие промежутки, образуемые волокнами.
Количество связующего вещества, необходимое для получения прочной и устойчивой связи между волокнами упрочняющей волокнистой структуры, зависит от того, насколько близко находятся волокна упрочняющей волокнистой структуры, что, в свою очередь, определяет количество связующего вещества, необходимое для заполнения промежутков между волокнами и обеспечения хорошего прилегания к поверхности волокон. На основании диаметра и расположения волокон в составе упрочняющей волокнистой структуры определяют, насколько близко могут находиться волокна упрочняющей волокнистой структуры, в какой степени они могут изгибаться и, следовательно, в какой степени упрочняющая волокнистая структура способна к сжатию. Например, в упрочняющей структуре, состоящей из параллельных волокон, они могут сдвигаться очень близко, в то время как подобное сжатие нерегулярных волокнистых слоев не может быть достигнуто, см. фиг.2.
Использование способов введения смолы в упрочняющую волокнистую структуру в соответствии с имеющимся уровнем техники невозможно, так как в них практически невозможно добиться полного проникновения смолы в волокнистую структуру, во всяком случае, за обоснованный период времени, в особенности, если в составе упрочняющей волокнистой структуры используется тканый материал в виде упрочняющих волокон.
Приготовление связующего вещества
Необходимо понимать, что в случае, если для запуска процесса отверждения связующего вещества необходим отверждающий агент, то его предпочтительно смешивать со связующим веществом до введения смеси в упрочняющую структуру. Одной из причин указанного обстоятельства является тот факт, что это облегчает равномерное распределение и перемешивание отверждающего агента в матрице до введения связующего вещества в упрочняющую волокнистую структуру. Необходимое количество упрочняющего агента определяется спецификацией, которую, как правило, предоставляет производитель связующего вещества.
Тщательное и равномерное перемешивание связующего вещества и отверждающего агента способствует успешному отверждению всех частей связующего вещества, так как при этом все части связующего вещества содержат правильное количество отверждающего агента, необходимое для полного отверждения, и так как не будет таких частей связующего вещества, в котором бы содержалось слишком много или слишком мало отверждающего агента. Если в связующем веществе имеется слишком большое количество отверждающего агента, его избыток может не прореагировать и остаться в жидкой форме внутри связующего вещества, что может привести к снижению прочности и/или износостойкости композиционного материала. Аналогично, если в какой-то из частей связующего вещества имеется слишком мало отверждающего агента, указанная часть связующего вещества не будет должным образом отверждаться, что, скорее всего, приведет к снижению прочности и/или износостойкости композиционного материала.
Тщательное и равномерное перемешивание также способствует равномерному отверждению связующего вещества. Это, в свою очередь, облегчает контроль над процессом введения связующего вещества в упрочняющие волокна, так как вязкость связующего вещества в смеси по всему ее объему практически одинакова.
Распределение смеси внутри упрочняющей волокнистой структуры предпочтительно завершают до начала периода гелеобразования связующего вещества. Чем дольше протекает процесс гелеобразования, тем более вязким становится связующее вещество и тем выше риск образования в нем трещин. Процесс гелеобразования предпочтительно протекает после распределения смеси по всей упрочняющей волокнистой структуре.
Следует отметить, что скорость отверждения связующих веществ меняется в широких пределах, и что некоторые связующие вещества при определенных температурах будут отверждаться очень медленно, или же вообще не будут отверждаться.
Зачастую смесь содержит приблизительно от 2 до 15 об.% разбавителя, однако возможное содержание разбавителя достигает 70%, при этом он способствует понижению вязкости смеси. При наличии в составе смеси большого количества разбавителя в процессе его испарения получается большое количество газа, и, следовательно, для работы с испаренным газом следует использовать вентиляционную систему соответствующих размеров. До тех пор, пока вязкость смеси достаточно невелика, чтобы не препятствовать хорошему смачиванию волокнистой структуры, следует поддерживать количество разбавителя на низком уровне, например, чтобы избежать потери разбавителя и необязательной потребности в вентиляции.
Приготовление смеси
При выборе разбавителя следует выбирать вещество, вязкость которого ниже, чем у связующего вещества, так чтобы вязкость их смеси была бы ниже, чем начальная вязкость связующего вещества. Кроме того, зачастую разумно выбирать растворитель таким образом, чтобы он преимущественно не вступал бы в реакцию с вяжущим веществом, для сохранения возможности выделения максимального количества разбавителя до полного отверждения связующего вещества. Однако необходимо понимать, что существует и возможность использования реакционно-способных разбавителей, до тех пор, пока скорость его реакции остается достаточно медленной и существует возможность его выделения из связующего вещества до того момента, когда появится время для взаимодействия значительного количества реагента со связующим веществом или любой другой добавкой, например отверждающим агентом, наполнителем, красителем, пигментом или подобными веществами.
Поверхностное натяжение смеси разбавителя и связующего вещества ниже по сравнению с поверхностным натяжением неразбавленного связующего вещества. Таким образом, краевой угол для смеси и каждым соответствующим упрочняющим волокном ниже по сравнению с неразбавленным связующим веществом. В результате достигается преимущество, заключающееся в том, что смесь с легкостью адаптируется и повторяет сложную форму волокнистых структур, таким образом, все волокна в процессе распределения смеси в упрочняющей волокнистой структуры полностью смачиваются связующим веществом.
Добавление смеси к упрочняющей волокнистой структуре
Существует ряд способов введения смеси в упрочняющую волокнистую структуру, и некоторые из них могут быть объединены, например, для более равномерного распределения смеси внутри упрочняющей волокнистой структуры. Равномерное распределение означает, что практически все участки упрочняющей структуры смочены смесью, а также что труднодоступные небольшие промежутки между волокнами заполнены смесью, то есть связующим веществом (предполагая, что связующее вещество в процессе распределения смеси в упрочняющей волокнистой структуре было распределено равномерно).
Согласно варианту реализации изобретения, смесь вводят в упрочняющую волокнистую структуру вручную, например, с использованием щетки или просто путем выливания смеси на упрочняющую волокнистую структуру. Подобные способы ручного нанесения в большинстве случаев применяются без использования пресс-формы или аналогичных систем. Если для размещения упрочняющей волокнистой структуры в процессе нанесения предполагается использование пресс-форм или аналогичных систем, в качестве пресс-формы предпочтительно использовать открытую пресс-форму, для создания возможности ручного нанесения при размещении упрочняющей волокнистой структуры внутри пресс-формы.
Согласно другому варианту реализации изобретения, смесь вводят в упрочняющую волокнистую структуру за счет капиллярного эффекта в волокнах. Волокнистая структура обычно содержит тысячи, иногда миллионы отдельных элементарных волокон, которые совместно приводят к появлению капиллярных сил, способствующих перемещению маловязкой жидкости, находящейся в контакте с волокнами. При подаче смеси в упрочняющую волокнистую структуру капиллярные силы «втягивают» смесь дальше и дальше внутрь упрочняющей волокнистой структуры, в результате чего может быть достигнуто полное проникновение через упрочняющую волокнистую структуру. Влияние капиллярных сил на смесь в соответствии с настоящим изобретением выше, чем оно было бы отдельно для связующего вещества.
Согласно другому варианту реализации изобретения, упрочняющую волокнистую структуру размещают в закрывающейся пресс-форме, в которую при избыточном давлении закачивается смесь.
В настоящей заявке закрывающаяся пресс-форма представляет собой пресс-форму, которая может быть закрыта для контроля давления в рабочей полости/полостях пресс-формы. Необходимо понимать, что закрывающаяся форма может иметь входные отверстия и выходные отверстия и, тем не менее, считаться закрывающейся. Входное отверстие может представлять собой, например, отверстие для закачки смолы, через которое может производиться введение смолы или другого связующего вещества в пресс-форму. Выходное отверстие может представлять собой, например, отверстие, к которому подсоединяется вакуумный насос или вакуумная система с целью создания в пресс-форме пониженного давления или вакуума.
Согласно другому варианту реализации изобретения, к выходному отверстию закрывающейся формы подсоединяют вакуумный насос или другой насос, способный создавать пониженное давление, с целью создания пониженного давления около упрочняющих волокон в пресс-форме. Таким образом, удаление газа из упрочняющей волокнистой структуры производится для облегчения смачивания структуры смесью. При создании в пресс-форме пониженного давления возникает перепад давления между подаваемой смесью и смесью, дополнительно распределенной в упрочняющей волокнистой структуре, что облегчает распределение смеси в упрочняющей волокнистой структуре и улучшает смачивание волокон.
Согласно варианту реализации изобретения, закачка смеси при избыточном давлении может сочетаться с созданием пониженного давления внутри пресс-формы, с тем чтобы дополнительно облегчить смачивание и уменьшить время, необходимое для полного смачивания волокон.
Отделение разбавителя от связующего вещества
После того, как достаточное количество смеси будет распределено внутри упрочняющей волокнистой структуры (до ее полного проникновения внутрь волокнистой структуры), можно активизировать процесс отделения разбавителя от связующего вещества, например, путем передачи энергии разбавителю через промежуточный материал.
Отделение разбавителя от связующего вещества предпочтительно осуществляют путем испарения разбавителя, хотя необходимо понимать, что можно использовать другие способы удаления разбавителя, например его взаимодействие с другим веществом и последующее удаление образующегося вещества или газа.
Одним из преимуществ отделения разбавителя от связующего вещества является тот факт, что в процессе отделения и удаления разбавителя из промежуточного материала происходит уплотнение упрочняющей волокнистой структуры, так как смесь сжимается. Данный процесс представляет собой высокоэффективный способ получения плотного композиционного материала с высоким объемным содержанием волокон.
При испарении разбавителя он выделяется или через жидкое связующее вещество, или через микроскопические пустоты или газовые полости, имеющиеся внутри сложной внутренней структуры промежуточного материала.
Если доля высоковязкого загущенного связующего вещества в жидком связующем веществе велико, в процессе выделения испаряющегося растворителя из промежуточного материала может появиться необходимость прохождения через загущенное связующее вещество, в результате возникает риск образования трещин в загущенном связующем веществе. Так как указанные трещины могут остаться в конечном композиционном материале, желательно избегать их образования путем испарения возможно большего количества разбавителя до загущения или отверждения связующего вещества.
Предпочтительным способом испарения разбавителя или хотя бы части его объема является передача указанной части количества энергии, достаточного для достижения температуры, при которой испарение указанной части может начаться при текущем окружающем давлении. Снижение окружающего давления приводит к снижению температуры, необходимой для испарения, и наоборот. После этого для испарения указанной части разбавителя необходимо передать дополнительную энергию.
Необходимо понимать, что не весь разбавитель испаряется одновременно по всему объему смеси, и что процесс испарения является постепенным.
Следовательно, по мере достижения хотя бы частью разбавителя температуры, при которой может начаться испарение при текущем окружающем давлении, может начаться испарение разбавителя за счет использования энергии, передаваемой из окружающего газа, жидкости или твердой фазы, например окружающего газа, упрочняющих волокон или связующего вещества.
Также необходимо понимать, что между частью разбавителя и окружающей жидкостью или твердой фазой существует энергетическое равновесие, практически предотвращающее быстрый рост температуры разбавителя и окружающих его веществ в процессе испарения разбавителя. В настоящей заявке, если упрочняющая волокнистая структура включает волокна с высокой теплопроводностью, например углеродные волокна, указанные волокна будут способствовать распределению тепла по промежуточному материалу, расширяя тем самым область действия энергетического равновесия, которое достигается при изменении фазового состояния разбавителя с жидкого на газообразное. Энергетическое равновесие помогает поддерживать равномерную температуру смеси в процессе испарения разбавителя, на участках, где облегчается набор температуры частей связующего вещества, не окруженных разбавителем, в результате чего облегчается загущение и отверждение, ведущее к образованию композиционного материала.
Для увеличения скорости испарения разбавителя энергию подводят непосредственно к части разбавителя или непрямым способом, через окружающие вещества, например окружающие волокна или связующее вещество.
Необходимо понимать, что обычные пресс-формы с подогревом не подходят для передачи энергии разбавителю, так как в первую очередь будет происходить испарение разбавителя в областях, близким к поверхности рабочей полости пресс-формы, с выделением объемов газа, которые будут выдавливаться от поверхности рабочей полости пресс-формы в жидкое или загущенное связующее вещество, что приводит к образованию пузырьков и газовых полостей, которые затем останутся в отвержденной пластмассе. Кроме того, тепло от горячей поверхности рабочей полости пресс-формы будет сначала ускорять процесс отверждения связующего вещества около поверхностей рабочей полости пресс-формы, в результате чего вокруг промежуточного материала будет формироваться внешний загущенный или отвержденный слой или «оболочка» связующего вещества, вследствие этого разбавитель будет запираться внутри композиционного материала и, возможно, при приложении дополнительной энергии будет образовывать внутри дополнительные газовые полости. В наихудшем случае указанный запертый разбавитель будет вызывать внутренние напряжения при нагревании композиционного материала и приводить к образованию трещин и разрушению материала. Подобных проблем удается избежать при использовании способов в соответствии с настоящим изобретением.
Согласно варианту реализации изобретения, отделение разбавителя от связующего вещества ускоряется за счет передачи энергии через промежуточный материал. Преимущество данного способа заключается в том, что разбавитель, находящийся внутри промежуточного материала, будет испаряться до формирования во внешнем слое связующего вещества высоковязкого геля и до отверждения связующего вещества с образованием твердого тела. Согласно данному варианту реализации изобретения, испаренный разбавитель относительно легко выделяется через пустоты или окружающие жидкие или газообразные вещества.
В большинстве случаев разбавитель после испарения достигает внешнего слоя промежуточного материала. Если пресс-форма не используется, испаренный газообразный разбавитель выпускается в окружающую среду. Однако при использовании закрывающейся пресс-формы испаряющийся разбавитель удаляют преимущественно через систему снижения давления, например вакуумную систему, как вариант - в сочетании с каналами для отвода газа, находящимися на поверхностях рабочей полости пресс-формы.
Перепады давления
Так как смесь не может свободно перемещаться в пределах упрочняющей структуры, в ее пределах, а также в пределах жидкого или загущенного связующего вещества могут возникать перепады давления. Например, в случае закачки смеси при избыточном давлении в сочетании с пониженным давлением в пресс-форме, давление связующего вещества около входных отверстий пресс-формы превышает давление в смеси, продвинувшейся далее вглубь упрочняющей структуры внутри пресс-формы.
Выравнивание перепадов давления в пределах смеси в упрочняющей волокнистой структуре протекает легче, когда смесь содержит большое количество разбавителя. Кроме того, при испарении разбавителя из смеси ее вязкость увеличивается, что затрудняет проникновение смеси внутрь упрочняющей волокнистой структуры.
На промежуточной стадии процесса отверждения, между начальной жидкой фазой и итоговой отвержденной твердой фазой, связующее вещество проходит этап загущения, в процессе которого образуется высоковязкий гель. После превращения загущенного связующего вещества в твердое тело все перепады давления, остающиеся в материале в процессе загущения, сохраняются в связующем веществе в виде остаточных напряжений, что является определенно нежелательным обстоятельством по причине снижения износостойкости композиционного материала.
Для того чтобы избежать наличия остаточных напряжений, желательно отделить основную часть растворителя, предпочтительно - практически весь растворитель, от связующего вещества до того, как оно образует гель, так чтобы после загущения связующего вещества в промежуточном материале практически бы не образовалось газа и чтобы усадка смеси практически завершилась до образования из связующего вещества высоковязкого геля. Подобные действия уменьшают риск появления трещин в получаемом связующем веществе.
Способы передачи энергии разбавителю
Существует ряд способов передачи энергии, каждый из которых обладает определенными преимуществами, и некоторые из которых подходят для совместного использования.
Согласно варианту реализации изобретения, упрочняющая волокнистая структура включает электропроводящие волокна, и передача энергии полностью или частично производится путем пропускания электрического тока через указанные электропроводящие волокна.
Согласно варианту реализации изобретения, электроды подсоединяют к упрочняющей волокнистой структуре в выбранном положении для контроля точек, между которыми движется электрический ток. Положение электродов зависит от формы получаемой композиционной структуры/материала. Так как толщина композиционного материала является переменной, может возникнуть необходимость в корректировке количества энергии, передаваемой различным частям упрочняющей структуры, так чтобы никакой из частей структуры не передавалось бы слишком большое или слишком маленькое количество энергии. Количество передаваемой энергии может меняться за счет присоединения и отсоединения электродов и/или корректировки разности потенциалов между различными электродами. Для формирования точек подсоединения электродов к волокнистой структуре может быть создана большая волокнистая структура, которая в итоге станет составной частью формирующегося композиционного материала. Дополнительные участки волокнистой структуры могут быть удалены, когда необходимость в их использовании отпадает.
При передаче энергии через волокна происходит нагревание смеси вокруг волокон, в результате чего около них начинается процесс отделения разбавителя от связующего вещества, и затем около волокон увеличивается скорость отверждения связующего материала. Таким образом, вытеснение испаренного газообразного разбавителя через неотвержденную смолу происходит в том направлении, где его испарение не приведет к запиранию внутри промежуточного материала.
Согласно варианту реализации изобретения, передачу энергии полностью или частично производят путем воздействия на промежуточный материал микроволнового излучения. Данный способ действует без необходимости использования проводящих волокон. Например, указанный способ будет иметь преимущество в условиях участков упрочняющей волокнистой структуры, состоящих в основном из стеклянных волокон или в условиях участков с большей толщиной, где для увеличения скорости испарения разбавителя и/или отверждения может потребоваться дополнительная энергия.
Согласно варианту реализации изобретения, передача энергии полностью или частично производят путем индукционного нагревания промежуточного материала. Для того чтобы указанный способ работал, упрочняющая волокнистая структура должна включать электропроводящие волокна. Преимуществом способа является тот факт, что локальный нагрев участков упрочняющей волокнистой структуры, например утолщенных участков, может производиться без использования пресс-форм с подогревом и без необходимости прямого электрического контакта с упрочняющими волокнами.
Упрочняющая волокнистая структура
Упрочняющая волокнистая структура может представлять собой сетку, мат, пучок или другой тип волокнистой структуры, а также их сочетание. Типичными волокнами, подходящими для использования в качестве упрочняющих волокон, являются углеродные, стеклянные, арамидные и кевларовые волокна, хотя могут использоваться и другие волокна, в зависимости от их физических свойств, например прочности, температурной устойчивости, проводимости и т.п.
Отверждение связующего вещества
Как было указано ранее, отверждение связующего вещества при использовании отверждающего агента предпочтительно начинается до того, как связующее вещество попадает в упрочняющую волокнистую структуру. В этом случае процесс отверждения является химическим процессом, протекающим между связующим веществом, например эпоксидной смолой или полиэфиром, и отверждающим агентом. Указанный процесс отверждения в некоторых случаях может быть ускорен за счет небольшого нагревания. Также следует упомянуть, что процесс отверждения, как правило, представляет собой экзотермическую реакцию, в ходе которой происходит выделение тепла в результате самой реакции отверждения, что может вызывать дополнительное увеличение скорости процесса отверждения, причем при избыточном повышении температуры существует риск повреждения материала.
Таким образом, отверждение промежуточного материала может производиться просто в процессе ожидания, однако его скорость может быть увеличена за счет дополнительного подвода тепла.
Выбор разбавителя и связующего вещества
Выбор типа разбавителя в общем случае зависит от выбранного типа связующего вещества, который, в свою очередь, зависит от требуемых характеристик связующего вещества, например высокой прочности, низкой стоимости, хорошей адгезии к упрочняющему волокнистому материалу, хорошей устойчивости к коррозии, низкой токсичности и т.п.
Разбавитель должен быть способен к разбавлению связующего вещества. Кроме того, температура его кипения в нормальных условиях предпочтительно должна быть достаточно высокой, чтобы его испарение не началось до попадания смеси в упрочняющую волокнистую структуру и достаточно низкой, чтобы обеспечить высокую скорость испарения разбавителя, с тем, чтобы окружающее связующее вещество не успело бы образовать гель, как описано выше.
Различные связующие вещества характеризуются различными рекомендуемыми температурами отверждения. Некоторые связующие вещества подходят для отверждения при комнатной температуре, в то время как для отверждения других требуются более высокие температуры. Рекомендуемое количество отверждающего агента определяется производителем связующего вещества.
Типичными примерами связующих веществ являются смолы, например эпоксидные смолы или полиэфирные смолы, традиционно используемые в составе упрочняющих волокнистых структур.
Согласно варианту реализации изобретения, в качестве разбавителя используется спирт, выбранный из группы, включающей метанол, этанол, пропанол, бутанол, пентанол, гексанол и гептанол, и в качестве связующего вещества - эпоксидная смола.
Пресс-формы
Для задания формы получаемого композиционного материала и/или оказания влияния на процесс введения смеси в упрочняющую волокнистую структуру можно использовать пресс-форму. Необходимо понимать, что, даже если пресс-форма не используется для задания формы композиционного материала, она может использоваться в качестве закрывающегося объема, способного оказывать влияние на процесс введения смеси в упрочняющую волокнистую структуру, в результате которого формируется промежуточный материал, причем промежуточный материал можно вынимать из формы и затем дополнительно обрабатывать или подвергать отверждению. Соответственно, пресс-форма может использоваться исключительно для задания формы получаемого композиционного материала, в этом случае промежуточный материал готовят вне пресс-формы и затем помещают в нее.
Форма и конструкция пресс-формы сильно зависит от проекта получаемой детали из композиционного материала. Как указано ранее, пресс-формы могут иметь как открытую, так и закрытую конструкцию. В качестве закрытой пресс-формы может использоваться, например, двусторонняя пресс-форма, в которой имеется одно или несколько входных отверстий и несколько отдельных выходных отверстий. Выходные отверстия могут быть подсоединены к вакуумной системе. Также в полостях пресс-формы могут быть созданы каналы, через которые выходит испаренный разбавитель и по которым он может перемещаться по направлению к одному или нескольким выходным отверстиям, если они открыты. Следовательно, даже при закрытых выходных отверстиях в процессе отделения разбавителя от связующего вещества, испаренный разбавитель может выделяться в подобные полости пресс-формы, не заполненные твердой или жидкой фазой.
Согласно варианту реализации изобретения, предпочтительным типом пресс-формы является пластмассовая пресс-форма, например пресс-форма, изготовленная из полипропилена. Использование пластмассовых пресс-форм вместо металлических облегчает контроль точек, между которыми по проводящим волокнам протекает ток, и гарантирует отсутствие неблагоприятной утечки электрического тока из упрочняющей волокнистой структуры по сравнению с использованием электрически проводящих пресс-форм, например металлических. Кроме того, использование пластмассовых пресс-форм вместо металлических позволяет снизить стоимость материалов и их обработки, необходимой для получения пресс-формы. Так как пресс-форма не требует подогрева, продолжительность производственного цикла и энергопотребление уменьшается по сравнению с использованием форм с подогревом. Другим преимуществом использования пластиковых пресс-форм вместо металлических является тот факт, что для облегчения выемки из них композиционного материала нет необходимости наносить разделительную смазку на поверхность пресс-формы.
Система для получения
Далее со ссылкой на фиг.1 описана система S для осуществления способа в соответствии с вариантом реализации изобретения. Система S включает три емкости для жидкости. Первая емкость 1 предназначена для хранения связующего вещества А, вторая емкость 2 - для хранения разбавителя В, и третья емкость 3 - для хранения отверждающего агента С.
Каждая емкость соединена с возможностью пропускания текучей среды с насосами 3, 4, 5, настроенными для подачи жидкости из каждого контейнера соответственно, через устройство для дозирования и перемешивания 7, в пресс-форму 8. Устройство для дозирования и перемешивания 7 настраивают для дозирования связующего вещества, разбавителя и отверждающего агента, их смешения с образованием смеси и дальнейшей подачи смеси в пресс-форму 8 с помощью одного или нескольких указанных насосов 3, 4, 5. Устройство для дозирования и перемешивания 7 включает одноразовое устройство для смешения, соединяющее устройство для дозирования и перемешивания со входным отверстием 9 пресс-формы 8. Если/когда связующее вещество отверждается внутри одноразового устройства для смешения, его с легкостью можно заменить на новое, чтобы сохранить в чистоте каналы потока для последующей промышленной эксплуатации. Пресс-форма 8 обычно включает множество составных частей, которые могут быть объединены для задания полости пресс-формы, соединенной с возможностью пропускания текучей среды с входным отверстием 9 и выходным отверстием 10. Кроме того, пресс-форму 8 устанавливают на гидравлическом прессе 11, позволяющем при необходимости приложить к пресс-форме 8 высокое давление. Кроме того, пресс-форма 8 оснащена уплотнителями 12, 13 и 14, установленными для изоляции рабочей полости пресс-формы за исключением всех входных и выходных отверстий. Так как они связаны с входными и выходными отверстиями только с возможностью пропускания текучей среды, давление внутри полости пресс-формы можно контролировать путем закачивания и откачивания жидкости через входные и выходные отверстия пресс-формы 8. Вакуумная система 15 включает вакуумный насос, соединенный с выходным отверстием 9 пресс-формы 8. Кроме того, устанавливают источник электропитания 16 для подачи электричества на упрочняющую волокнистую структуру F по проводам 16а, 16b и соединительным узлам/перемычкам 16с, 16d, расположенным в пресс-форме и электрически связанным с проводящими волокнами упрочняющей волокнистой структуры F. Кроме того, внутри рабочей полости пресс-формы для поддержки упрочняющей волокнистой структуры может быть размещено ядро С.
Необходимо понимать, что вместо гидравлического пресса можно использовать любой другой вид сжатия частей пресс-формы вместе, например множество винтов, прямо или косвенно действующих на пресс-форму.
Способ использования системы
Сначала три контейнера 1, 2, 3 заполняют эпоксидной основой А, этанолом В и отверждающим агентом для эпоксидной смолы С соответственно. Затем пресс-форму открывают и устанавливают внутри ее полости вокруг ядра D упрочняющую волокнистую структуру F, включающую несколько слоев плетеного материала из углеродных волокон, после ее обрезания до подходящего размера, после чего пресс-форму 8 закрывают и прикладывают давление с помощью гидравлического пресса 11. Вакуумная система 15 и устройство для дозирования и перемешивания 7 соединяют с пресс-формой и активируют вакуумную систему для создания вакуума внутри полости пресс-формы, а также всех трубках и прочих объектах, связанных с возможностью пропускания текучей среды с полостью пресс-формы. После достижения вакуума запускаются насосы 4, 5 и 6, а также счетчик времени перемешивания 7 для подачи смеси в рабочую полость пресс-формы под высоким давлением, с тем чтобы смесь глубоко проникла внутрь упрочняющей волокнистой структуры F с образованием промежуточного материала. После заполнения смесью полости пресс-формы для резистивного нагревания электропроводящих углеродных волокон в составе упрочняющей волокнистой структуры F запускается устройство для подвода энергии F, с назначением которого является отделение от смеси эпоксидной смолы А+С этанола из промежуточного материала. Испаренный этанол отводится из полости пресс-формы через выходное отверстие 10 пресс-формы 8 с использованием вакуумной системы 15. После отделения от смеси эпоксидной смолы А+С практически всего объема этанола В и его отведения, интенсивность резистивного нагревания устанавливается на приемлемом уровне для ускорения отверждения смешанной эпоксидной смолы А+С без ее перегрева.
Свойства материалов в сравнении с материалами, полученными согласно известным способам
* Tmax=теоретический максимальный объем волокон в упрочняющей волокнистой структуре
** FVF=объемное содержание волокон
*** Истинное значение FVF по отношению к Tmax =FVF/Tmax
В таблице 1 представлено сравнение свойств типичных материалов, полученных согласно способу в соответствии с настоящим изобретением, с наилучшими из известных композиционных материалов на основе армированных волокнами пластмасс, полученных согласно известным способам.
Как было указано выше, необходимо понимать, что для любой конкретной упрочняющей волокнистой структуры существует теоретическое максимальное количество волокон, которые могут быть размещены внутри границ структуры (Y) в соответствии с их ориентацией и относительным положением. Теоретическое максимальное значение объемного содержания волокон (Tmax) для любой заданной упрочняющей волокнистой структуры можно оценить на основании математических расчетов. Например, как показано на фиг.2, значение Tmax для однонаправленных волокон можно оценить путем расчета площади поперечного сечения волокон 17 и деления указанной площади на площадь поперечного сечения упрочняющей волокнистой структуры. Для однонаправленных волокнистых структур с большим количеством волокон площадь можно оценить за счет аппроксимации при расчете Tmax для повторяющейся области, отмеченной полем X на фиг.2.
Как показано в таблице 1, согласно произведенным расчетам, Tmax для однонаправленных волокон составляет приблизительно 91%, для упрочняющей структуры на основе волокон саржевого плетения показатель составляет приблизительно 73%.
Истинное измеренное значение объемного содержания волокон (FVF) в элементе материала, включающего волокна саржевого плетения, упрочненные пластмассой, полученного по способу в соответствии с настоящим изобретением, составляет около 65%, возможно - несколько выше.
Отношение истинного объемного содержания волокон к теоретическому максимальному объемному содержанию волокон можно рассчитать как FVF/Tmax.
При использовании способа в соответствии с настоящим изобретением можно достичь больших значений объемного содержания волокон по сравнению с представленными в таблице 1, например около 71% волокон саржевого плетения и около 82% однонаправленных волокон, что можно преобразовать в значения FVF/Tmax около 97% и 90% соответственно.
Как показано в таблице 1, наиболее высокое объемное содержание волокон, полученное в рамках композиционного материала на основе пластмассы, армированной однонаправленными волокнами, полученной согласно ранее известным способам, составляет около 65%, причем соответствующее значение для волокон саржевого плетения составляет 55%.
Для наилучших известных способов удается получить значения FVF/Tmax, равные 72% для однонаправленных волокон и 75% для волокон саржевого плетения.
Из предыдущего опыта известно, что высокий уровень объемного содержания волокон придает материалам благоприятные свойства и поэтому его достижение желательно.
Безусловно, однонаправленные волокна легче подвергнуть компактному структурированию по сравнению с волокнистыми структурами, отличающимися меньшей упорядоченностью, например саржевым плетением или матом с произвольно ориентированными волокнами. Поэтому высокий уровень FVF для композиционного материала легче получить при использовании однонаправленных волокон, чем при использовании волокон с саржевым плетением. Естественно, полученное значение FVF всегда ниже Tmax для любой данной упрочняющей волокнистой структуры.
Следует отметить, что настоящее изобретение не ограничивается вариантами реализации, описанными в настоящей заявке, и возможен ряд ее модификаций в пределах объекта изобретения согласно прилагаемой формуле изобретения. Например, для передачи энергии через промежуточный материал могут использоваться микроволны или звуковые волны с целью нагревания части связующего вещества до температуры, не превышающей температуру кипения разбавителя в составе смеси в промежуточном материале.
Изобретение относится к способу получения композиционных материалов, композиционному материалу, полученному этим способом, и к системе для осуществления указанного способа. Техническим результатом является повышение отношения прочности к массе и износостойкости к действию повторяющихся и долговременных нагрузок композиционного материала. Технический результат достигается способом получения композиционного материала на основе армированной волокнами пластмассы, включающем стадии (а) приведения связующего вещества в контакт с упрочняющей волокнистой структурой с получением промежуточного материала и (б) отверждения связующего вещества в промежуточном материале с получением композиционного материала. Причем перед стадией (а) связующее вещество смешивают с разбавителем с получением смеси. Во время стадии (б) разбавитель отделяют от связующего вещества путем передачи энергии к разбавителю через промежуточный материал. В течение по меньшей мере части времени осуществления стадии (а) упрочняющую волокнистую структуру помещают в пресс-форму. В процессе осуществления стадии (а) производят передачу энергии из промежуточного материала для нагревания частей связующего вещества до температуры ниже температуры кипения разбавителя в составе смеси в промежуточном материале. 4 н. и 19 з.п. ф-лы, 2 ил., 1 табл.
1. Способ получения композиционного материала на основе армированной волокнами пластмассы, включающий стадии:
[a] приведения связующего вещества в контакт с упрочняющей волокнистой структурой с получением промежуточного материала,
[b] отверждение связующего вещества в промежуточном материале с получением композиционного материала, причем
[c] перед стадией [а] связующее вещество смешивают с разбавителем с получением смеси,
[d] во время стадии [b] разбавитель отделяют от связующего вещества путем передачи энергии разбавителю через промежуточный материал,
в течение по меньшей мере части времени осуществления стадии [а] упрочняющую волокнистую структуру помещают в пресс-форму,
в процессе осуществления стадии [а] производят передачу энергии из промежуточного материала для нагревания частей связующего вещества до температуры ниже температуры кипения разбавителя в составе смеси в промежуточном материале.
2. Способ по п. 1, отличающийся тем, что указанная упрочняющая волокнистая структура включает электропроводящие волокна, при этом стадию [d], по меньшей мере частично, осуществляют путем пропускания электрического тока через указанные электропроводящие волокна.
3. Способ по п. 2, отличающийся тем, что стадию [d] по меньшей мере частично осуществляют путем воздействия на промежуточный материал микроволнового излучения.
4. Способ по одному из пп. 1-3, отличающийся тем, что стадию [d] по меньшей мере частично осуществляют путем воздействия на промежуточный материал звуковых волн.
5. Способ по одному из пп. 1-3, отличающийся тем, что промежуточный материал получают до его размещения в пресс-форме с целью осуществления стадии [d].
6. Способ по п. 1, отличающийся тем, что в пресс-форме создают пониженное давление по меньшей мере в процессе осуществления стадии [а].
7. Способ по одному из пп. 1 или 6, отличающийся тем, что в пресс-форме создают вакуум по меньшей мере в процессе осуществления стадии [а].
8. Способ по одному из пп. 1 или 6, отличающийся тем, что стадию [а] осуществляют путем закачивания связующего вещества в указанную упрочняющую волокнистую структуру при избыточном давлении.
9. Способ по одному из пп. 1 или 6, отличающийся тем, что в процессе осуществления стадии [d] в пресс-форме создают пониженное давление.
10. Способ по одному из пп. 1 или 6, отличающийся тем, что одна или несколько поверхностей рабочей полости пресс-формы являются теплоизолирующими.
11. Способ по одному из пп. 1 или 6, отличающийся тем, что одна или несколько поверхностей рабочей полости пресс-формы являются электрически изолирующими.
12. Способ по одному из пп. 1 или 6, отличающийся тем, что пресс-форму изготавливают по существу из пластмассы.
13. Способ по п. 12, отличающийся тем, что пластмассу выбирают из группы, включающей полиоксиметилен, политетрафторэтилен и полиэтилентерефталат.
14. Способ по одному из пп. 1-3, отличающийся тем, что в качестве разбавителя используют разбавитель, по существу инертный к связующему веществу.
15. Способ по одному из пп. 1-3, отличающийся тем, что разбавителем является спирт, выбранный из группы, включающей метанол, этанол, пропанол, бутанол, пентанол, гексанол и гептанол, и тем, что связующим веществом является смола, выбранная из группы, включающей полиэфиры и эпоксидные смолы.
16. Способ по одному из пп. 1-3, отличающийся тем, что смесь включает 1-70 об.% разбавителя.
17. Способ по одному из пп. 1-3, отличающийся тем, что упрочняющая волокнистая структура содержит по меньшей мере 30% углеродных волокон по отношению к массе упрочняющей волокнистой структуры.
18. Композиционный материал на основе армированной волокнами пластмассы, получаемый в соответствии со способом по одному из предшествующих пунктов.
19. Композиционный материал на основе армированной волокнами пластмассы, включающий связующее вещество и упрочняющую волокнистую структуру, в котором упрочняющая волокнистая структура содержит множество упрочняющих волокон, связующее вещество распределено внутри упрочняющей волокнистой структуры и связывает входящие в ее состав волокна, и в котором объемное содержание волокон (FVF) составляет 88% или более относительно теоретического максимального значения объемного содержания волокон (Tmax) в упрочняющей волокнистой структуре.
20. Композиционный материал на основе армированной волокнами пластмассы по п. 19, отличающийся тем, что упрочняющая волокнистая структура включает по существу только волокна саржевого плетения.
21. Композиционный материал на основе армированной волокнами пластмассы по п. 19, отличающийся тем, что упрочняющая волокнистая структура включает по существу однонаправленные волокна.
22. Система для осуществления способа по одному из пп. 1-17, включающая: закрывающуюся пресс-форму (8), формовочный пресс (11), вакуумную систему, выполненную с возможностью соединения по текучей среде с рабочей полостью пресс-формы, устройство для подвода энергии (16), емкость для связующего вещества (1), емкость для разбавителя (2), емкость для отверждающего агента (3) и один или несколько насосов (4, 5, 6) с возможностью подачи жидкости из указанных емкостей через устройство для дозирования и перемешивания (7) в пресс-форму (8), причем устройство для дозирования и перемешивания выполнено с возможностью дозирования связующего вещества, разбавителя и отверждающего агента, их смешения с образованием смеси и дальнейшей подачи смеси в пресс-форму (8) с помощью одного или нескольких из числа указанных насосов (4, 5, 6).
23. Система по п. 22, отличающаяся тем, что в качестве формовочного пресса (11) используют гидравлический пресс.
| УСТРОЙСТВО для ЭЛЕКТРОЛОВА РЫБЫI ВСЕСОЮС]-;ЛЯ 1 (БйТЕНТНт'Тйг::1-;^ Ш | 0 |
|
SU371907A1 |
| US 5518385 A, 21.05.1996 | |||
| US 5942182 A, 24.08.1999 | |||
| US 7501087 B2, 10.03.2009 | |||
| СИСТЕМА ЭЛЕКТРОПИТАНИЯ | 1990 |
|
RU2006064C1 |
| US 2005133956 A1, 23.06.2005 | |||
| АРМИРОВАННЫЕ СЛОИСТЫЕ ПЛАСТИКОВЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ПРОИЗВОДСТВЕ ПЕЧАТНЫХ ПЛАТ, СПОСОБ ПОЛУЧЕНИЯ ТАКИХ СЛОИСТЫХ МАТЕРИАЛОВ И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 1987 |
|
RU2080750C1 |

