Изобретение относится к способу проектирования и изготовления шторки багажника легкового автомобиля и может быть использовано для разнообразных моделей легковых автомобилей отечественного и зарубежного производства.
К известным аналогам можно отнести патенты Франции: FR 0704496 от 27.06.2007 и FR 0805685 от 14.10.2008.
Указанные аналоги не раскрывают полную информацию о создании всего объема конструктивных возможностей узлов центрирования направляющих шторки багажника, новых материалов, используемых в устройстве и непосредственно материала, из которого выполнена шторка багажника легкового автомобиля.
Задачей нового изобретения является описание изготовления шторки багажника легкового автомобиля и примера его использования, причем дается ссылка на новые материалы, используемые в современном машиностроительном и химическом производстве, наряду с другими полезными сведениями, касающимися конструктивных особенностей устройства, обеспечивающих полноценную работу механизма двухсторонней подачи поворотного узла шторки багажника легкового автомобиля.
Поставленная задача по патенту Франции осуществляется следующим образом.
Способ изготовления устройства, предназначенного для двухсторонней подачи шторки багажника легкового автомобиля, содержащий устройство закрывания проема багажника автотранспортного средства, ограниченного двумя боковыми стенками и снабженного возвратно-поступательной подачей шторки багажника через щель устройства, обеспечивающего возвратно-поступательную подачу шторки багажника, отличающийся тем, что предварительно устанавливают, непосредственно под крышкой багажника легкового автомобиля, размер поперечного сечения свободного пространства между двумя боковыми стенками легкового автомобиля, которое принимают с допуском от 0,5 до 2 мм, выбирают параметры поверхности (18-25) корпуса шторки багажника с учетом установки с торцовых сторон соосно и оппозитно направленных к друг другу крышек (4 и 5), в которых размещают конические спиральные пружины, далее пружины (10 и 11), выполненные из материала 65Г, 60C2A или 60C2BA с винтовыми рифлениями на заходной части витка, как минимум, на участке в 0,5-0,7 длины витка, а для поперечной координации крышек (4 и 5) в поперечном сечении крышки и заглушки (4 и 6) и (5 и 7) устанавливают шариковые или пружинные фиксаторы для их соосного удержания от осевого силового воздействия конических спиральных пружин (10 и 11), при фиксации координационного положения направленного усилия крышек (4 и 5) в 2,1-2,5 кгс, причем конические спиральные пружины, далее пружины (10 и 11) определяют центрацию корпуса (1) в упомянутых выше крышках (4 и 5) и усилие скручивания полотна с рисунком шторки (14), одновременно корпус (1) выполняют в виде полого цилиндра, в котором размещают оппозитно установленные заглушки (6 и 7), при этом заглушка (6) имеет торцовый выступ, а ее цилиндрическая поверхность соединена с внутренней поверхностью корпуса (1) по прессовой или плотной посадке, что позволяет втулке (9) за счет жесткой взаимосвязи с заглушкой (6) удерживать на своей внешней цилиндрической поверхности полый цилиндрический вал (2), соединенный с втулкой по плотной или прессовой посадке, что является необходимым условием конструктивной взаимосвязи оппозитно расположенных соосно установленного полого цилиндрического вала (2) и оси (8), удерживающей своими поверхностями прочное соединение оси (8) и координирующей кольцевое плотное соединение наружной цилиндрической поверхности оси (8) с внутренней цилиндрической поверхностью вала (2), создающих взаимосвязь плотного соединения заглушки (7), выполненной из полимеров, армамида или металла, соединенных клеем или контактной сваркой, не разупрочняющей в последнем случае структуру металла, одновременно для центрации положения торца пружины (10) в торце заглушки (7), установленной с корпусом (1) по прессовой или плотной посадке, устанавливают резьбовые соединения винтов (12) с гайками (13), снабженными 2-3 наклонными прорезями, глубиной 2-3 мм, обеспечивающими самостопорение гаек в сторону, противоположную их отвинчиванию между заглушкой (7) и пластмассовой или металлической коробкой (3), при этом полотно шторки (14) выполняют с раппортом механического и химического тиснения в производстве поливинилхлоридной - ПВХ подосновы из стеклохолста и дополнительной тепловой обработки при использовании инфракрасного излучателя «Гевея» при температуре 145-150°C, а для получения полноценного рисунка на лицевую сторону полотна с помощью печатной краски, нанесенной в виде рисунка, выгравированного на печатном вале на лицевую сторону полотна (14) с помощью 3-5 печатных валов с соответствующим цветом печатной краски, задают тон оттиска рисунка толщиной не менее 0,5-0,6 мкм, а целостность рисунка воспринимают после поочередного оттиска всех печатных валов заданного дизайна, причем полотно выдерживают в сушильной камере при подаче теплого воздуха от 80 до 120°C, зависящей от скорости подачи полотна при механическом и химическом тиснении полупрозрачной печатной краски, ингибитора и фотоинициатора, одновременно для подачи полотна (14) на нем устанавливают как минимум пару фиксаторов (15 и 16) и ручку (17), закрепляемых парами штифтов, а на поверхности полотна (14) наносят номер патента синей или черной краской толщиной в 0,1-0,15 мкм, причем длину рабочей поверхности полотна (14) рассчитывают из условий осевого сжатия пружины кручения при занятии рабочего положения полотна (14), причем корпус (1) снабжают выходным отверстием (26), а взвод пружины (10) производят с учетом удержания части витка конической спиральной пружины в пластмассовом коробе (3) с учетом подачи полотна шторки (14) с допуском установленной рабочей длины в 0,5-1 мм и суммарной толщины полотна шторки (14) в 0,7-2 мм.
Перечень графических изображений: фиг. 1 - продольная проекция с поясняющими сечениями и обозначением разреза А-А; фиг. 1 - разрез А-А.
Перечень графических фигур: корпус (1); вал (2); короб (3); крышки (4 и 5); заглушки (6 и 7); ось (8); ось (9); конические спиральные пружины (10 и 11); винт (12); гайка (13); полотно (14); фиксаторы (15 и 16); ручка (17); параметры поверхности (18-25); выходное отверстие (26).
Описание выполнения способа изготовления устройства, предназначенного для двухсторонней подачи шторки багажника легкового автомобиля.
Способ изготовления устройства, предназначенного для двухсторонней подачи шторки багажника легкового автомобиля, содержащий устройство закрывания проема багажника автотранспортного средства, ограниченного двумя боковыми стенками и снабженного возвратно-поступательной подачей шторки багажника через щель устройства, обеспечивающего возвратно-поступательную подачу шторки багажника, отличающийся тем, что предварительно устанавливают непосредственно под крышкой багажника легкового автомобиля размер поперечного сечения свободного пространства между двумя боковыми стенками легкового автомобиля, которое принимают с допуском от 0,5 до 2 мм, выбирают параметры поверхности (18-25) корпуса шторки багажника с учетом установки с торцовых сторон соосно и оппозитно направленных к друг другу крышек (4 и 5), в которых размещают конические спиральные пружины, далее пружины (10 и 11), выполненные из материала 65Г, 60С2А или 60С2ВА с винтовыми рифлениями, как минимум на участке в 0,5-0,7 длины витка, а для поперечной координации крышек (4 и 5) в поперечном сечении крышки и заглушки (4 и 6) и (5 и 7) устанавливают шариковые или пружинные фиксаторы для их соосного удержания от осевого силового воздействия конических спиральных пружин (10 и 11), при фиксации координационного положения направленного усилия крышек (4 и 5) в 2,1-2,5 кгс, причем конические спиральные пружины, далее пружины (10 и 11) определяют центрацию корпуса (1) в упомянутых выше крышках (4 и 5) и усилие скручивания полотна с рисунком шторки (14), одновременно корпус (1) выполняют в виде полого цилиндра, в котором размещают оппозитно установленные заглушки (6 и 7), при этом заглушка (6) имеет торцовый выступ, а ее цилиндрическая поверхность соединена с внутренней поверхностью корпуса (1) по прессовой или плотной посадке, что позволяет втулке (9) за счет жесткой взаимосвязи с заглушкой (6) удерживать на своей внешней цилиндрической поверхности полый цилиндрический вал (2), соединенный с втулкой по плотной или прессовой посадке, что является необходимым условием конструктивной взаимосвязи оппозитно расположенных соосно установленного полого цилиндрического вала (2) и оси (8), удерживающихей своими поверхностями прочное соединение оси (8) и координирующей кольцевое плотное соединение наружной цилиндрической поверхности оси (8) с внутренней цилиндрической поверхностью вала (2), создающих взаимосвязь, плотного соединения заглушки (7), выполненной из полимеров, армамида или металла, соединенных клеем или контактной сваркой, не разупрочняющей в последнем случае структуру металла, одновременно для центрации положения торца пружины (10) в торце заглушки (7), установленной с корпусом (1) по прессовой или плотной посадке, устанавливают резьбовые соединения винтов (12) с гайками (13), снабженными 2-3 наклонными прорезями глубиной 2-3 мм, обеспечивающими самостопорение гаек в сторону, противоложную их отвинчиванию, между заглушкой (7) и пластмассовой или металлической коробкой (3), при этом полотно шторки (14) выполняют с раппортом механического и химического тиснения в производстве поливинилхлоридной - ПВХ подосновы из стеклохолста и дополнительной тепловой обработки при использовании инфракрасного излучателя «Гевея» при температуре 145-150°C, а для получения полноценного рисунка на лицевую сторону полотна с помощью печатной краски, нанесенной в виде рисунка, выгравированного на печатном вале на лицевую сторону полотна (14) с помощью 3-5 печатных валов с соответствующим цветом печатной краски, задают тон оттиска рисунка толщиной не менее 0,5-0,6 мкм, а целостность рисунка воспринимают после поочередного оттиска всех печатных валов заданного дизайна, причем полотно выдерживают в сушильной камере при подаче теплого воздуха от 80 до 120°C, зависящей от скорости подачи полотна при механическом и химическом тиснении полупрозрачной печатной краски, ингибитора и фотоинициатора, одновременно для подачи полотна (14) на нем устанавливают как минимум пару фиксаторов (15 и 16) и ручку (17), закрепляемых парами штифтов, а на поверхности полотна (14) наносят номер патента синей или черной краской толщиной в 0,1-0,15 мкм, причем длину рабочей поверхности полотна (14) рассчитывают из условий осевого сжатия пружины кручения при занятии рабочего положения полотна (14), причем корпус (1) снабжают выходным отверстием (26), а взвод пружины (10) производят с учетом удержания части витка конической спиральной пружины в пластмассовом коробе (3) с учетом подачи полотна шторки (14) с допуском установленной рабочей длины в 0,5-1 мм и суммарной толщины полотна шторки (14) в 0,7-2 мм.
Перечень графических изображений: фиг. 1 - продольная проекция с поясняющими сечениями и обозначением разреза А-А; фиг. 1 - разрез А-А.
Перечень графических фигур: корпус (1); вал (2); короб (3); крышки (4 и 5); заглушки (6 и 7); ось (8); ось (9); конические спиральные пружины (10 и 11); винт (12); гайка (13); полотно (14); фиксаторы (15 и 16); ручка (17); параметры поверхности (18-25); выходное отверстие (26).
Описание способа изготовления устройства, предназначенного для двухсторонней подачи шторки багажника легкового автомобиля
Способ изготовления устройства, предназначенного для двухсторонней подачи шторки багажника легкового автомобиля, содержащий устройство закрывания проема багажника автотранспортного средства, ограниченного двумя боковыми стенками и снабженного возвратно-поступательной подачей шторки багажника через щель устройства, обеспечивающего возвратно-поступательную подачу шторки багажника, отличающийся тем, что:
- предварительно устанавливают, непосредственно под крышкой багажника легкового автомобиля, размер поперечного сечения свободного пространства между двумя боковыми стенками легкового автомобиля, которое принимают с допуском от 0,5 до 2 мм;
- выбирают параметры поверхности (18-25) корпуса шторки багажника с учетом установки с торцовых сторон соосно и оппозитно направленных к друг другу крышек (4 и 5), в которых размещают конические спиральные пружины, далее пружины (10 и 11), выполненные из материала 65Г, 60С2А или 60С2ВА с винтовыми рифлениями на заходной части витка спирали, как минимум на участке в 0,5-0,7 длины витка, а для поперечной координации крышек (4 и 5) в поперечном сечении крышки и заглушки (4 и 6) и (5 и 7) устанавливают шариковые или пружинные фиксаторы для их соосного удержания от осевого силового воздействия конических спиральных пружин (10 и 11), при фиксации координационного положения направленного усилия крышек (4 и 5) в 2,1-2,5 кгс;
- конические спиральные пружины, далее пружины (10 и 11) определяют центрацию корпуса (1) в упомянутых выше крышках (4 и 5) и усилие скручивания полотна (14) с рисунком;
- одновременно корпус (1) выполняют в виде полого цилиндра, в котором размещают оппозитно установленные заглушки (6 и 7), при этом заглушка (6) имеет торцовый выступ, а ее цилиндрическая поверхность соединена с внутренней поверхностью корпуса (1) по прессовой или плотной посадке, что позволяет втулке (9) за счет жесткой взаимосвязи с заглушкой (6) удерживать на своей внешней цилиндрической поверхности полый цилиндрический вал (2), соединенный с втулкой по плотной или прессовой посадке, что является необходимым условием конструктивной взаимосвязи оппозитно расположенных соосно установленного полого цилиндрического вала (2) и оси (8), удерживающих своими поверхностями прочное соединение оси (8) и координирующей кольцевое плотное соединение наружной цилиндрической поверхности оси (8) с внутренней цилиндрической поверхностью вала (2), создающих взаимосвязь плотного соединения заглушки (7), выполненной из полимеров, армамида или металла, соединенных клеем или контактной сваркой, не разупрочняющей в последнем случае структуру металла;
- для центрации положения торца пружины (10) в торце заглушки (7), установленной с корпусом (1) по прессовой или плотной посадке, устанавливают резьбовые соединения винтов (12) с гайками (13), снабженными 2-3 наклонными прорезями глубиной 2-3 мм, обеспечивающими самостопорение гаек в сторону, противоположную их отвинчиванию, между заглушкой (7) и пластмассовой или металлической коробкой (3);
- полотно шторки (14) выполняют с раппортом механического и химического тиснения, в производстве поливинилхлоридной - ПВХ подосновы из стеклохолста и дополнительной тепловой обработки при использовании инфракрасного излучателя «Гевея» при температуре 145-150°C;
- для получения полноценного рисунка на лицевую сторону полотна с помощью печатной краски, нанесенной в виде рисунка, выгравированного на печатном вале, на лицевую сторону полотна (14) с помощью 3-5 печатных валов с соответствующим цветом печатной краски задают тон оттиска рисунка толщиной не менее 0,5-0,6 мкм;
- целостность рисунка воспринимают после поочередного оттиска всех печатных валов заданного дизайна;
- полотно выдерживают в сушильной камере при подаче теплого воздуха от 80 до 120°C, зависящей от скорости подачи полотна при механическом и химическом тиснении полупрозрачной печатной краски, ингибитора и фотоинициатора;
- для подачи полотна (14) на нем устанавливают как минимум пару фиксаторов (15 и 16) и ручку (17), закрепляемых парами штифтов;
- на поверхности полотна (14) наносят номер патента синей или черной краской толщиной в 0,1-0,15 мкм;
- длину рабочей поверхности полотна (14) рассчитывают из условий осевого сжатия пружины кручения при занятии рабочего положения полотна (14);
- корпус (1) снабжают выходным отверстием (26), а взвод пружины (10) производят с учетом удержания части витка конической спиральной пружины в пластмассовом коробе (3) с учетом подачи полотна шторки (14) с допуском установленной рабочей длины в 0,5-1 мм и суммарной толщины полотна шторки (14) от 0,7 до 2 мм.
Пример осуществления способа
Способ изготовления шторки багажника легкового автомобиля, содержащий устройство закрывания проема багажника автотранспортного средства, ограниченного двумя боковыми стенками и снабженного возвратно- поступательной подачей шторки багажника через щель устройства, обеспечивающего возвратно-поступательную подачу шторки багажника, отличающийся тем, что:
1. предварительно устанавливают, непосредственно под крышкой багажника легкового автомобиля, размер поперечного сечения свободного пространства между двумя боковыми стенками легкового автомобиля, которое принимают с допуском от 0,5 до 2 мм;
2. выбирают параметры поверхности (18-25) корпуса шторки багажника с учетом установки с торцовых сторон соосно и оппозитно направленных к друг другу крышек (4 и 5), в которых размещают конические спиральные пружины, далее пружины (10 и 11), выполненные из материала 65Г, 60С2А или 60С2ВА с винтовыми рифлениями на заходной части витка спирали, как минимум на участке в 0,5-0,7 длины витка, а для поперечной координации крышек (4 и 5) в поперечном сечении крышки и заглушки (4 и 6) и (5 и 7) устанавливают шариковые или пружинные фиксаторы для их соосного удержания от осевого силового воздействия конических спиральных пружин (10 и 11), при фиксации координационного положения направленного усилия крышек (4 и 5) в 2,1-2,5 кгс;
3. конические спиральные пружины, далее пружины (10 и 11) определяют центрацию корпуса (1) в упомянутых выше крышках (4 и 5) и усилие скручивания полотна (14) с рисунком;
4. корпус (1) выполняют в виде полого цилиндра, в котором, размещают оппозитно установленные заглушки (6 и 7);
5. заглушка (6) имеет торцовый выступ, а ее цилиндрическая поверхность соединена с внутренней поверхностью корпуса (1) по прессовой или плотной посадке, что позволяет втулке (9) за счет жесткой взаимосвязи с заглушкой (6) удерживать на своей внешней цилиндрической поверхности полый цилиндрический вал (2), соединенный с втулкой по плотной или прессовой посадке, что является необходимым условием конструктивной взаимосвязи оппозитно расположенных соосно установленного полого цилиндрического вала (2) и оси (8), удерживающей своими поверхностями прочное соединение оси (8) и координирующей кольцевое плотное соединение наружной цилиндрической поверхности оси (8) с внутренней цилиндрической поверхностью вала (2), создающих взаимосвязь плотного соединения заглушки (7), выполненной из полимеров, армамида или металла, соединенных клеем или контактной сваркой, не разупрочняющей в последнем случае структуру металла;
6. для центрации положения торца пружины (10) в торце заглушки (7), установленной с корпусом (1) по прессовой или плотной посадке, устанавливают резьбовые соединения винтов (12) с гайками (13), снабженными 2-3 наклонными прорезями глубиной 2-3 мм, обеспечивающими самостопорение гаек в сторону, противоположную их отвинчиванию, между заглушкой (7) и пластмассовой или металлической коробкой (3);
7. полотно шторки (14) выполняют с раппортом механического и химического тиснения в производстве поливинилхлоридной - ПВХ подосновы из стеклохолста и дополнительной тепловой обработки при использовании инфракрасного излучателя «Гевея» при температуре 145-150°C;
8. для получения полноценного рисунка на лицевую сторону полотна с помощью печатной краски, нанесенной в виде рисунка, выгравированного на печатном вале, на лицевую сторону полотна (14) с помощью 3-5 печатных валов с соответствующим цветом печатной краски, задают тон оттиска рисунка толщиной не менее 0,5-0,6 мкм;
9. целостность рисунка воспринимают после поочередного оттиска всех печатных валов заданного дизайна;
10. полотно выдерживают в сушильной камере при подаче теплого воздуха от 80 до 120°C, зависящей от скорости подачи полотна при механическом и химическом тиснении полупрозрачной печатной краски, ингибитора и фотоинициатора;
11. для подачи полотна (14) на нем устанавливают как минимум пару фиксаторов (15 и 16) и ручку (17), закрепляемых парами штифтов;
12. на поверхности полотна (14) наносят номер патента синей или черной краской толщиной в 0,1-0,15 мкм;
13. длину рабочей поверхности полотна (14) рассчитывают из условий осевого сжатия пружины кручения при занятии рабочего положения полотна (14);
14. корпус (1) снабжают выходным отверстием (26), а взвод пружины (10) производят с учетом удержания части витка конической спиральной пружины в пластмассовом коробе (3) с учетом подачи полотна шторки, (14) с допуском установленной рабочей длины в 0,5-1 мм и суммарной толщины полотна шторки (14) в 0,7-2 мм.
Преимущество использования нового способа
При конструировании нового способа учитывались: компактность конструкции при оппозитном расположении крышек (4 и 5); пружины (10 и 11) выполнены взаимозаменяемыми; учтено условие самоконтрения гаек (13); пружины (10 и 11) выполнены с возможностью их фиксационного удержания в коробке (3); учтена функция пружины взвода тянущего усилия пружины (11); дана частичная характеристика получения раппорта получения рисунка полотна (14); приведены взаимозаменяемые марки материалов из полимерного материала, металла и стеклопластика в виде армамида; удобно использованы пустотелые штифты для установки фиксаторов и ручки; внесена функциональная защита патента.
Экономическое обоснование: шторка багажника выполнена в противовес зарубежным аналогам: патентам Франции: FR 0704496 от 27.06.2007 и FR 0805685 от 14.10.2008, что облегчает применение современных ГОСТ и новых технологий при изготовлении раппорта рисунков на изделиях из поливинилхлоридных материалов: патенты Франции: FR 0704496 от 27.06.2007 и FR 0805685 от 14.10.2008.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАМКОВОЕ УСТРОЙСТВО | 2001 |
|
RU2200101C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАППОРТА МЕХАНИЧЕСКОГО И ХИМИЧЕСКОГО ТИСНЕНИЯ В ПРОИЗВОДСТВЕ ПВХ ЛИНОЛЕУМА | 2008 |
|
RU2368713C1 |
| Способ печати на ткани Fotoprint | 2020 |
|
RU2746243C1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ИЗОБРАЖЕНИЙ НА КОНТЕЙНЕРЫ И СПОСОБ | 2018 |
|
RU2750565C1 |
| Машина для печатания офсетным способом шкал, циферблатов и т.п. | 1941 |
|
SU63398A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАПОЛЬНОГО ПОКРЫТИЯ | 2008 |
|
RU2377350C1 |
| АЭРОДИНАМИЧЕСКИЙ БАГАЖНИК ДЛЯ ЛЕГКОВОГО АВТОМОБИЛЯ | 1991 |
|
RU2013241C1 |
| БУКСИРНОЕ УСТРОЙСТВО ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2098285C1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ИЗОБРАЖЕНИЙ НА КОНТЕЙНЕРЫ И СПОСОБ | 2018 |
|
RU2752021C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОЛЬНОГО ПОКРЫТИЯ | 2006 |
|
RU2327827C1 |

Изобретение относится к области транспортного машиностроения. Способ изготовления устройства, предназначенного для двухсторонней подачи шторки багажника легкового автомобиля, заключается в том, что под крышкой багажника устанавливают размер поперечного сечения свободного пространства. Выбирают параметры поверхностей корпуса шторки багажника с учетом установки с торцовых сторон крышек, в которых размещают конические спиральные пружины. В поперечном сечении крышек и заглушек устанавливают шариковые или пружинные фиксаторы. Корпус выполняют в виде полого цилиндра, в котором размещают заглушки. Одна из заглушек имеет торцовый выступ, а ее цилиндрическая поверхность соединена с внутренней поверхностью корпуса, что позволяет втулке удерживать на своей внешней цилиндрической поверхности полый цилиндрический вал. Длину рабочей поверхности полотна рассчитывают из условий осевого сжатия пружины кручения при занятии рабочего положения полотна. Корпус снабжают выходным отверстием. Взвод пружины производят с учетом удержания части витка конической спиральной пружины в коробе. Достигается улучшение эксплуатационных характеристик шторки багажника. 2 ил.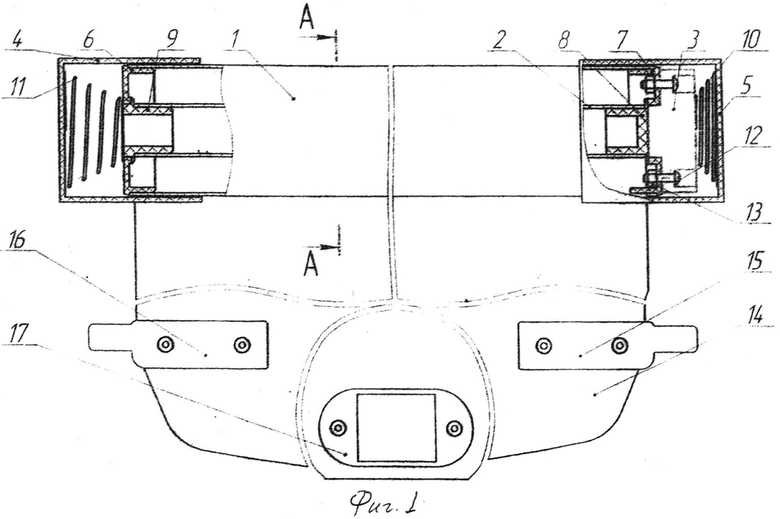
Способ изготовления устройства, предназначенного для двухсторонней подачи шторки багажника легкового автомобиля, содержащий устройство закрывания багажника автотранспортного средства, ограниченного двумя боковыми стенками и снабженного возвратно-поступательной подачей шторки багажника через щель устройства, обеспечивающего возвратно-поступательную подачу шторки багажника, отличающийся тем, что предварительно устанавливают, непосредственно под крышкой багажника легкового автомобиля, размер поперечного сечения свободного пространства между двумя боковыми стенками легкового автомобиля, которое принимают с допуском 0,5-2 мм, выбирают параметры поверхностей корпуса шторки багажника с учетом установки с торцовых сторон соосно и оппозитно направленных к друг другу крышек, в которых размещают конические спиральные пружины, выполненные из материала 65Г, 60С2А или 60С2ВА с винтовыми рифлениями на заходной части витка, как минимум на участке в 0,5-0,7 длины витка, а для поперечной координации крышек в поперечном сечении крышек и заглушек устанавливают шариковые или пружинные фиксаторы для их соосного удержания от осевого силового воздействия конических спиральных пружин, при фиксации координационного положения направленного усилия крышек в 2,1-2,5 кгс, причем конические спиральные пружины определяют центрацию корпуса и в упомянутых крышках и усилие скручивания полотна с рисунком шторки, одновременно корпус выполняют в виде полого цилиндра, в котором размещают оппозитно установленные заглушки, при этом одна из заглушек имеет торцовый выступ, а ее цилиндрическая поверхность соединена с внутренней поверхностью корпуса по прессовой или плотной посадке, что позволяет втулке за счет жесткой взаимосвязи с заглушкой удерживать на своей внешней цилиндрической поверхности полый цилиндрический вал, соединенный с втулкой по плотной или прессовой посадке, что является условием конструктивной взаимосвязи оппозитно расположенных соосно установленного полого цилиндрического вала и оси, удерживающих своими поверхностями прочное соединение оси и координирующих кольцевое плотное соединение наружной цилиндрической поверхности оси с внутренней цилиндрической поверхностью вала, создающих взаимосвязь плотного соединения заглушки, выполненной из полимеров, армамида или металла, соединенных клеем или контактной сваркой, не разупрочняющей в последнем случае структуру металла, одновременно для центрации положения торца пружины в торце заглушки, установленной с корпусом по прессовой или плотной посадке, устанавливают резьбовые соединения винтов с гайками, снабженными 2-3 наклонными прорезами, глубиной 2-3 мм, обеспечивающими самоконтрение гаек в сторону, противоположную их отвинчиванию между заглушкой и пластмассовой или металлической коробкой, при этом полотно шторки выполняют с раппортом механического и химического тиснения в производстве поливинилхлоридной - ПВХ подосновы из стеклохолста и дополнительной тепловой обработки при использовании инфракрасного излучателя «ГЕВЕЯ» при температуре 145-150°C, а для получения полноценного рисунка на лицевую сторону полотна с помощью 3-5 печатных валов с соответствующим цветом печатной краски задают тон оттиска рисунка толщиной в 0,5-0,6 мкм, а целостность рисунка воспринимают после поочередного оттиска всех печатных валов заданного дизайна, причем полотно выдерживают в сушильной камере при подаче теплого воздуха от 80 до 120°C, зависящей от скорости подачи полотна при механическом и химическом тиснении полупрозрачной печатной краски, ингибитора и фотоинициатора для подачи полотна, на котором устанавливают как минимум пару фиксаторов и ручку, закрепляемых парами штифтов, а на поверхности полотна наносят номер патента синей или черной краской толщиной в 0.1-0,15 мкм, причем длину рабочей поверхности полотна рассчитывают из условий осевого сжатия пружины кручения при занятии рабочего положения полотна, причем корпус снабжают выходным отверстием, а взвод пружины производят с учетом удержания части витка конической спиральной пружины в коробе с учетом подачи полотна шторки с допуском установленной рабочей длины в 0,5-1 мм и суммарной толщины полотна шторки в 0,7-2 мм.
| Устройство для указания скорости движения проходящих экипажей | 1929 |
|
SU24165A1 |
| EP 1923269 B1, 28.07.2010 | |||
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |

