Область техники
Настоящее изобретение относится к способу уменьшения поверхностных дефектов, а также удлинения срока службы инструментов при горячей обработке легированных сталей, содержащих 5-18% Cr (называемых здесь далее просто хромсодержащими сталями). Например, в процессе горячей прокатки, где полые заготовки, полученные с использованием прошивного прокатного стана, в частности прошивного стана Маннесманна, подвергают процессу растяжения-прокатки на прокатно-вытяжном стане, таком как стан для прокатки бесшовных труб на оправке и стан для прокатки бесшовных труб на оправке со стержнем, включая дополнительно пильгер-стан для периодической прокатки бесшовных труб, стан Дишера и подобного, для получения бесшовных стальных труб большого или малого диаметра (называемых далее просто трубами), изобретение относится к способу горячей обработки хромсодержащих сталей, при котором продлевается срок работы инструмента, такого как оправка и стержень оправки, применяемого в процессе растяжения-прокатки, а также снижаемая образование поверхностных дефектов.
Предшествующий уровень техники
Поскольку хромсодержащие стали проявляют превосходные свойства по теплостойкости и коррозионной стойкости, в последнее время имеется растущая потребность в хромсодержащих сталях для использования в химической промышленности, в применениях со средами с высокой температурой и высоким давлением и для использования в нефтяных скважинах, где имеется значительное приложение силы. Однако хромсодержащие стали обладают меньшей обрабатываемостью в горячем состоянии по сравнению с углеродистыми сталями, так что вероятно возникновение поверхностных дефектов на поверхности прошедших горячую обработку продуктов, а также вероятно сокращение срока службы инструмента.
Причину возникновения поверхностных дефектов часто относят к характеристикам поверхности изделий при горячей обработке. Для хромсодержащих сталей слой окалины, образовавшийся на изделии, зависит от параметров окисления, таких как температуры нагрева и давления, и, кроме того, от содержания Cr.
Чтобы быть конкретными, для чистого железа и углеродистых сталей, которые окисляются при более чем 1000°C в атмосфере, содержащей кислород, имеющий парциальное давление, близкое к давлению окружающей среды, образуется слой окалины, состоящий из трех слоев: FeO/Fe3O4/Fe2O3, каждый из которых образовался на поверхности металла в указанном порядке и имеет, соответственно, заранее определенную толщину. При добавлении Cr на подлинной поверхности металла или на внутренней стороне материнского металла образуется FeCr2O4, то есть оксидное соединение типа шпинеля, и слой FeO становится тоньше и в конце концов исчезает.
По существу, когда осуществляется горячая обработка хромсодержащих сталей, делается попытка тщательно сформировать слой окалины на поверхности изделия.
Во-первых, японская патентная заявка № 05-269507 раскрывает способ формирования слоя окалины толщиной 10-100 мкм на внешней поверхности стальной заготовки или полой заготовки, или того, что является изделием для прокатки, в которой при изготовлении бесшовных стальных труб, изготовленных из стали, содержащей 12 мас.% или более Cr, атмосферу и/или температуру в нагревательной печи регулируют так, чтобы тем самым регулировать толщину слоя окалины на внешней поверхности первичной заготовки или полой заготовки.
Во-вторых, японская патентная заявка № 10-60538 раскрывает способ, включающий нагрев хромсодержащей стали для того, чтобы образовать окалину общей толщиной 100 мкм или более, состоящую из внутреннего слоя и внешнего слоя; и последующее охлаждение струей воды высокого давления, чтобы тем самым удалить внешний слой окалины.
В любой из этих технологических процессов учитывают структуру образующегося слоя окалины у хромсодержащей стали; тогда как, поскольку образуются внешний слой окалины, включающий пористые Fe2O3 и Fe3O4, каждый из которых имеет меньшую адгезионную способность, и внутренний слой окалины, включающий плотное оксидное соединение типа шпинели, который имеет превосходную адгезионную способность, гомогенное удаление внешнего слоя окалины делает возможным получение продукта, имеющего остающийся слой окалины, иными словами, продукта со вторичной окалиной, который имеет стойкость к коррозии и превосходные поверхностные характеристики.
Эти способы, описанные в двух указанных патентных публикациях, эффективно используют окалину, которая образуется поверх изделия во время горячей прокатки хромсодержащей стали, и каждый из этих способов способен достичь ближайшую цель.
Сущность изобретения
Как было упомянуто выше, каждый способ, описанный в предшествующих документах, учитывая толщину первоначально образующейся окалины. Для того чтобы эффективно использовать окалину, необходимо учесть деформационное поведение окалины во время горячей обработки, а именно деформируемость окалины. Соответственно, в настоящем изобретении проведен анализ кривых растяжения-сжатия для каждого типа окалины для того, чтобы исследовать деформируемость каждого типа структуры окалины.
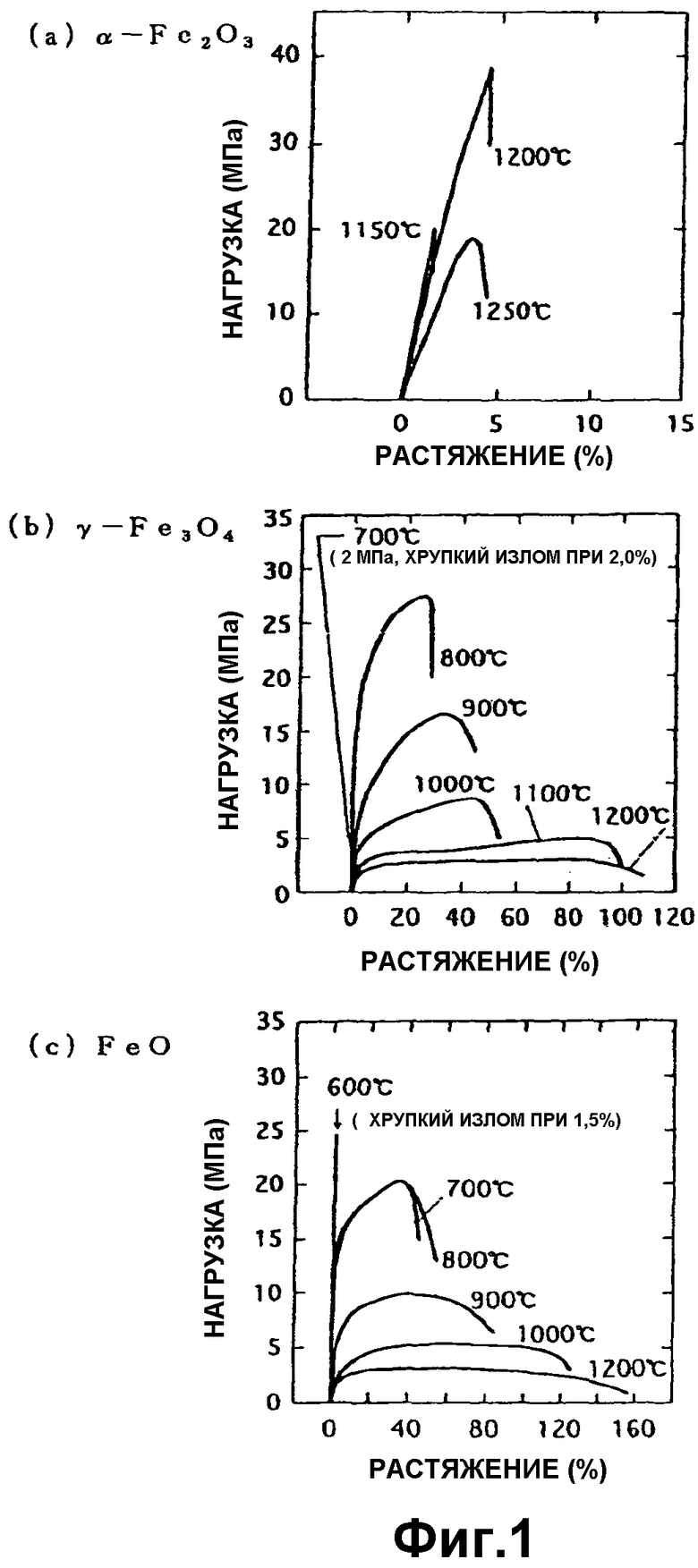
Фиг.1 показывает результат оценки кривых растяжения-сжатия для каждого типа окалины, где (а) изображает кривую растяжения-сжатия для α-Fe2O3, (b) для γ-Fe3O4 и (c) для FeO, соответственно.
Из фиг.1(a) и 1(b) видно: Fe2O3 допускает только примерно 5% удлинения, что характеризуется как отсутствие деформируемости. Между тем, удлинение Fe3O4 оказалось возможным, когда окалину экспериментально подвергали деформации растяжением с крайне низкой скоростью при температурах не ниже 900°C, так что удлинение при определенной скорости деформации во время горячей прокатки оказывается невозможным, так как возникает растрескивание, приводящее к отслаиванию. С другой стороны, как показано на фиг.1(c), FeO деформируется таким образом, что не отстает от скорости деформации во время прокатки. То есть именно FeO обладает высокой деформируемостью, и его повреждение, такое как растрескивание, не происходит, даже когда его подвергают растяжению-сжатию с большим коэффициентом; далее, он имеет более низкую твердость при повышенных температурах, чем твердость сталей, так что можно ожидать, что возникновение дефектов депрессионного типа маловероятно. Как таковая, окалина с FeO воспринимается как наиболее подходящая для уменьшения поверхностных дефектов и увеличения срока службы инструмента, так что наилучшей структурой окалины при горячей обработки может быть оксидная окалина, в которой присутствует FeO.
Цель настоящего изобретения - предложить способ горячей обработки хромсодержащих сталей, в котором могут быть уменьшены дефекты поверхности, возникающие после горячей обработки, и может быть значительно продлен срок службы инструмента, причем способ может быть реализован применением простой технологической операции и/или применением аппаратуры простой конструкции.
Авторы настоящего изобретения изучали способ изготовления бесшовных стальных труб и провели его детальное исследование. Кроме того, для растяжения и прокатки ориентировались на стан для прокатки бесшовных труб на оправке со стержнем. Поэтому далее описание базируется на способе прокатки на оправке со стержнем.
В производственном процессе на стане для прокатки бесшовных труб на оправке со стержнем заготовку, как исходный материал, нагревают до примерно 1200°C, после чего формуют полую заготовку на прошивных станах, имея в результате вновь созданную внутри поверхность. Затем стержень оправки, являющийся инструментом для образования внутренней поверхности, вставляют внутрь полой заготовки для осуществления прокатки, причем наружную поверхность стержня оправки покрывают смазкой для горячей прокатки. Обычно температуры обработки трубного материала в процессе прокатки на стане с оправкой и стержнем находятся в интервале 1100-1200°C на входе в стан и в интервале 800-1000°C на выходе из него.
После прокатки на прокатном стане с оправкой и стержнем трубный материал, из которого удалена оправка, повторно нагревают до температур в интервале 850-1100°C в печи повторного нагрева, после чего подвергают конечной прокатке до трубы, имеющей заранее заданные размеры, на установке конечной прокатки, такой как редукционный стан с натяжением. И затем в случае трубы, изготовленной из хромсодержащей стали, применяют закалку от температур не ниже 900°C, за чем следует обработка отпуском при температурах, близких к 700°C. В описании далее трубный материал, из которого вынимают стержень оправки после прокатного стана с оправкой и стержнем может называться заготовкой для конечной прокатки трубы.
Далее объясняется, как образуется окалина при горячей прокатке хромсодержащей стали. Во-первых, когда проводят прошивку на прошивном прокатном стане, лишь очень ограниченное количество окалины образуется на внутренней поверхности трубы, которая является вновь образованной поверхностью. Даже за период времени 30-40 секунд для движения к стану прокатки на оправке со стержнем рост окалины почти не происходит, и толщина ее составляет только порядка нескольких мкм или около этого. Это происходит потому, что газовая среда внутри полой оболочки находится при высокой температуре и высоком давлении, таким образом практически отсутствует приток открытого воздуха. Окалина на внутренней поверхности полой заготовки, изготовленной на прокатном прошивном стане, плохо удлиняется даже при прокатке на стане с оправкой и стержнем, так как окалина растрескивается, и обрабатываемый металл подложки вступает в непосредственный контакт с поверхностью стержня оправки. В области контактирования изоляционный эффект, который по своему назначению должна оказывать окалина, не проявляется, так что температура стержня оправки резко возрастает, что вызывает сильную термическую усталость, вследствие термической усталости на поверхности стержня оправки возникают трещины
Далее, в области обрабатываемого металла подложки не только резко возрастает сопротивление деформации при горячей прокатке, но весьма вероятно происходит также заклинивание металла между металлом подложки и стержнем оправки, вызывая таким образом повреждения поверхности стержня оправки, а также оставляя дефекты поверхности на изделии после прокатки.
Образование окалины FeO на поверхности хромсодержащей стали
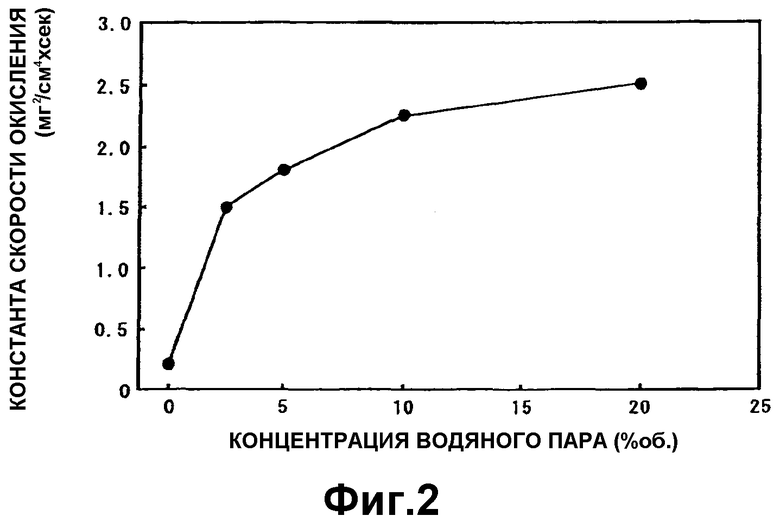
В свете приведенных выше соображений было решено формировать содержащую FeO окалину на вновь образованной поверхности внутри полой оболочки, то есть образованной при применении процесса прошивки-прокатки хромсодержащей стали. Говоря конкретно, в течение периода времени в 30-40 секунд при движении к указанному стану прокатки на оправке со стержнем внутрь полой заготовки подают влагу, чтобы внутри создать атмосферу водяного пара, тем самым вызывая быстрый рост окалины. Это, как показано на приводимой далее фиг.2, приводит к увеличению количества Fe, переходящего из основного металла в окалину при подаче влаги, в результате чего ускоряется образование FeO.
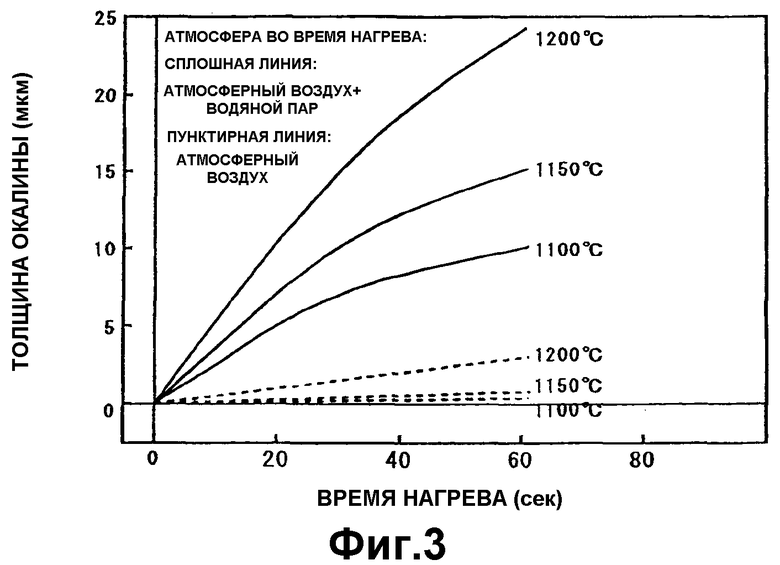
Фиг.2 показывает соотношение между концентрацией водяного пара и константой скорости окисления (мг2/см4·сек), когда окисление проводят при температуре нагрева 1200°C при продолжительности 3600 сек на открытом воздухе, при варьировании концентрации водяного пара. На фиг.3 показано соотношение между толщиной окалины (мкм) и временем окисления (сек), когда концентрация водяного пара в газовой среде (% об.) меняется как 10% и 0%, при разной температуре нагрева (°C).
Вышеупомянутые фиг.2 и 3 основываются на результатах опыта по высокотемпературному окислению с использованием образцов для испытаний, отобранных от круглых заготовок, изготовленных из ферритной нержавеющей стали, содержащей 13 мас.% Cr. Из результатов фиг.2 можно видеть, что окалина интенсивно растет, когда в газовой среде содержится 2,5-20% об. водяного пара. Из результатов фиг.3 можно видеть, что нагрев при 1100°C или более в атмосфере водяного пара с концентрацией водяного пара 10% об. дает возможность обеспечить толщину окалины.
Таблица 1 показывает результаты анализа структуры окалины, полученной в опыте по высокотемпературному окислению.
Как видно из таблицы 1, независимо от газовой среды любая структура окалины включает в себя структуру из двойных слоев, состоящую из внешнего и внутреннего слоев. Окалиной внешнего слоя является окалина, образовавшаяся вне подлинной поверхности хромсодержащей стали, тогда как окалиной внутреннего слоя является окалина, образовавшаяся внутри подлинной поверхности хромсодержащей стали.
Окалина, образовавшаяся в газовой среде с 2,5% или более водяного пара, включает окалину внешнего слоя, состоящую из Fe2O3, Fe3O4 и FeO, и окалину внутреннего слоя, состоящую из FeCr2O4 и FeO. Напротив, окалина, образовавшаяся в газовой среде без водяного пара, включает окалину внешнего слоя, состоящую из Fe2O3 и Fe3O4, и окалину внутреннего слоя, состоящую из FeCr2O4 и Fe3O4.
Как упоминалось выше, FeO обладает превосходной деформируемостью при горячей деформации по сравнению с другими оксидами железа и имеет замечательную способность следовать за основным металлом полой заготовки во время процесса растяжения-прокатки. Это означает, что слой окалины, содержащий FeO, предохраняет стержень оправки от прямого контакта с полой оболочкой, позволяя тем самым ослабить термическую усталость, уменьшая заклинивание металла.
Кроме того, вышеупомянутый FeO играет роль твердой смазки во время горячей прокатки для снижения сопротивления трения во время прокатки. В частности, когда в качестве вспомогательной смазки наносят смазку типа борной кислоты, утолщенный слой окалины реагирует с B2O3, который содержится во вспомогательной смазке, образуя соединения типа B-Fe (главным образом, оксид), что приводит к улучшению эффекта смазки.
Настоящее изобретение осуществлено на основе приведенных выше сведений и предлагает способ горячей деформации хромсодержащих сталей, как он описан в следующих пунктах (1)-(3).
(1) Способ горячей обработки хромсодержащей стали, в котором предусмотрена технологическая стадия создания новой поверхности во время горячей обработки, характеризующийся тем, что указанную вновь созданную поверхность хромсодержащей стали выдерживают в атмосфере водяного пара для образования окалины, включающей в себя FeO; и после этого осуществляют следующую технологическую стадию горячей обработки.
(2) Способ горячей обработки хромсодержащей стали, в котором бесшовную стальную трубу изготавливают горячей деформацией, с применением прошивки-прокатки с последующим процессом растяжения-прокатки, отличающийся тем, что внутрь полой заготовки, изготовленной указанным способом прошивки-прокатки, подают влагу; внутреннюю поверхность указанной полой заготовки, то есть вновь созданную поверхность, выдерживают в атмосфере водяного пара, для образования на внутренней поверхности полой заготовки окалины, включающей FeO; и после этого применяют следующий процесс растяжения-прокатки. Если внутрь полой оболочки вводят смазку, предпочтительно, чтобы указанная влага подавалась до ввода смазки.
(3) Способ горячей деформации хромсодержащей стали согласно вышеуказанным (1) или (2), дополнительно характеризующийся тем, что содержание водяного пара в указанной газовой среде предпочтительно устанавливают в интервале от 2,5 до 20% об.; внутреннюю поверхность указанной полой оболочки предпочтительно выдерживают при 1150°С или более; и указанную атмосферу водяного пара предпочтительно поддерживают в течение 15 секунд или более.
"Создание новой поверхности во время горячей деформации", описанное в настоящем изобретении, соответствует случаю, когда сплошную заготовку из хромсодержащей стали подвергают процессу прошивки-прокатки для того, чтобы создать внутреннюю поверхность полой заготовки, тогда как другие случаи соответствуют формированию срезанной поверхности путем среза стали стержня во время горячей прокатки или применения удаления окалины во время горячей обработки.
"Хромсодержащая сталь", описанная в настоящем изобретении, относится к легированной стали, содержащей 5-18% Cr, которая может, если это необходимо, дополнительно содержать другие легирующие элементы, такие как Ni и Mo. Бесшовная стальная труба, описанная в настоящем изобретении, может включать бесшовные стальные трубы большого диаметра.
Краткое описание чертежей
Фиг.1 представляет графики, показывающие результат рассмотрения кривых сжатия-растяжения для каждого типа окалины, где (a) изображает кривую сжатия-растяжения для α-Fe2O3, (b) для γ-Fe3O4, и (c) для FeO соответственно.
Фиг.2 является диаграммой, показывающей соотношение между концентрацией водяного пара и константой скорости окисления (мг2/см4·сек), когда окисление проводят при температуре нагрева 1200°C при продолжительности 3600 сек на открытом воздухе с изменяющимися концентрациями водяного пара (% об.).
Фиг.3 является диаграммой, показывающей соотношение между толщиной окалины (мкм) и временем окисления (сек), когда концентрация водяного пара в газовой среде (% об.) меняется как 10% и 0%, при разной температуре нагрева (°C).
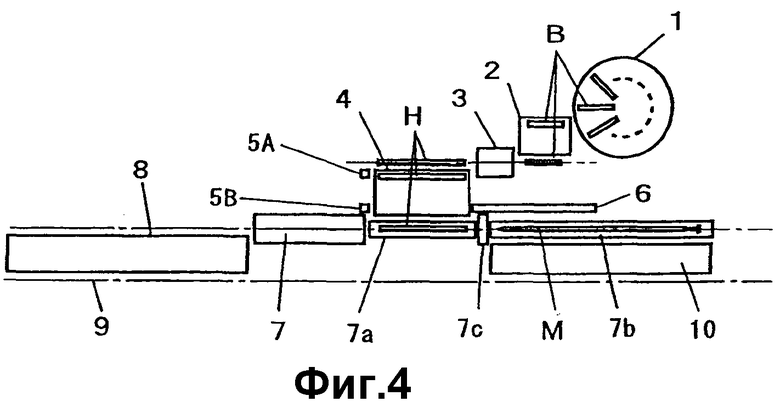
Фиг.4 является диаграммой, показывающей вид в плане устройства прокатного стана для прокатки на оправке со стержнем, когда он принят в качестве машины для растяжения-прокатки.
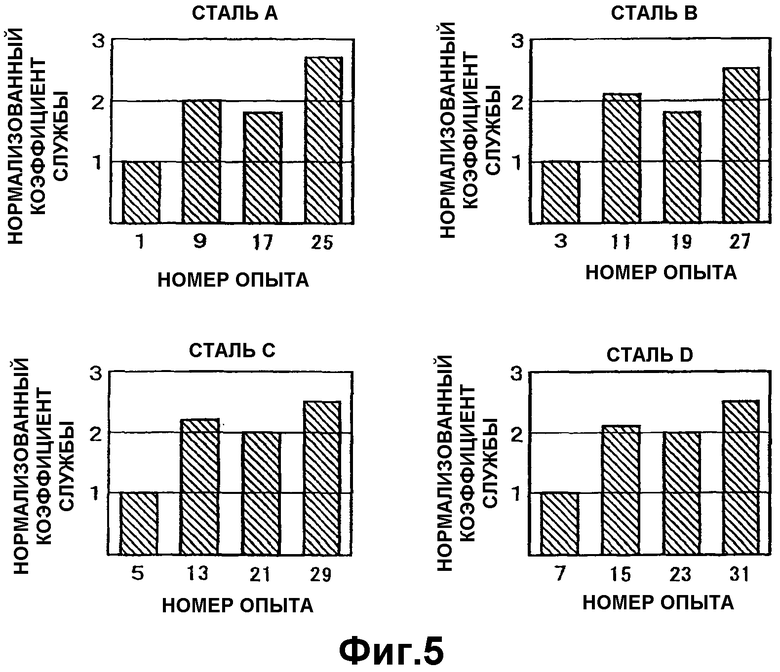
Фиг.5 является диаграммой, показывающей результат оценки в величинах "нормализованного коэффициента службы", когда вспомогательную смазку не используют.
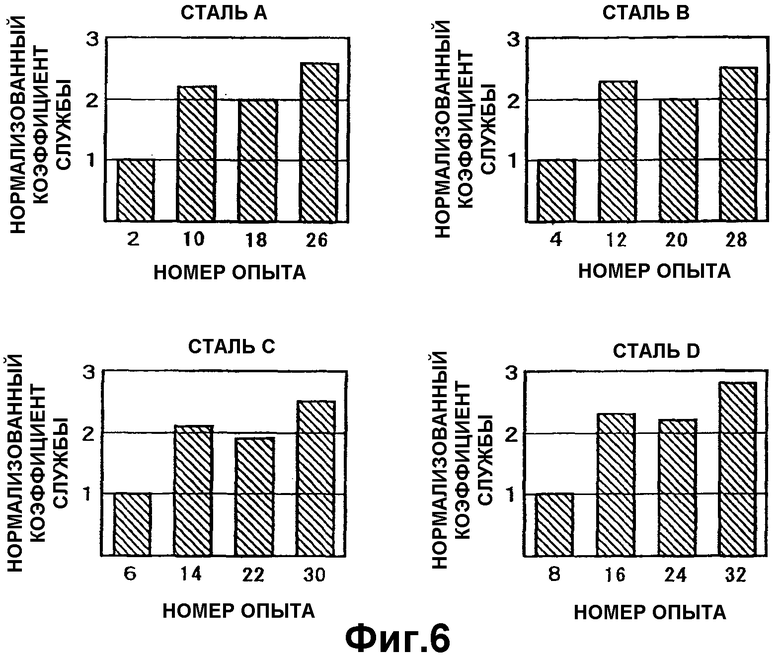
Фиг.6 является диаграммой, показывающей результат оценки в величинах "нормализованного коэффициента службы", когда вспомогательную смазку используют.
Наилучший способ осуществления изобретения
Далее способ горячей деформации по настоящему изобретению будет подробно изложен со ссылкой на чертежи для процесса прокатки на стане прокатки на оправке со стержнем для изготовления бесшовных стальных труб путем процесса прошивки-прокатки и затем процесса растяжения-прокатки.
Фиг.4 является диаграммой, показывающей вид в плане устройства прокатного стана для прокатки на оправке со стержнем, когда он принят в качестве устройства для растяжения-прокатки. Фиг.4 в целом показывает, что заготовка В, нагретая до заданной температуры (примерно 1200°C) во вращающейся подовой печи 1, движется по рольгангу 2 по направлению к прошивному прокатному стану 3 для формирования полой заготовки Н, которая далее передается на рольганг 4.
Водяной пар или воду подают устройством для подачи влаги 5А и/или 5В внутрь полой заготовки Н, переносимой к рольгангу 4, причем ее внутренность находится при высокой температуре (около 1200°C), чтобы повысить концентрацию в ней водяного пара, обеспечивая возможность роста окалины на внутренней поверхности полой заготовки. Затем, если необходимо, внутрь подают вспомогательную смазку типа борной кислоты, например, устройством подачи вспомогательной смазки 6, для того, чтобы сформировать пленку вспомогательной смазки на внутренней поверхности.
Полую заготовку Н, имеющую окалину, сформированную указанным образом на внутренней поверхности, передают к устройству 7а подачи полой заготовки, где в ее канал вставляют стержень оправки М посредством устройства 7b для вставки. К этому моменту поверхность стержня оправки М снабжают определенной смазкой с помощью устройства 7с покрытия смазкой.
После того, как это сделано, полую заготовку Н, имеющую вставленный в ее канал стержень оправки, подвергают процессу растяжения-прокатки в стане прокатки на оправке со стержнем 7 посредством устройства 7а подачи полой заготовки и устройства 7b вставки стержня оправки, получая таким образом заготовку для конечной прокатки трубы.
Стержень оправки, извлеченный из заготовки для конечной прокатки в трубу после процесса растяжения-прокатки, движется по рольгангу 8 к пути циркуляции стержня 9 и проходит через ванну 10 охлаждения стержня для возвращения в устройство 7b вставки стержня оправки, таким образом позволяя его использование для следующей полой заготовки в очереди на обработку процессом растяжения-прокатки. Одновременно циркулирует и используется множество стержней оправки М.
Как упоминалось выше, отличительным признаком технологического решения по настоящему изобретению является то, что влагу подают внутрь полой оболочки Н, изготовленной процессом прошивки-прокатки на прошивном прокатном стане 3, для формирования окалины на ее внутренней поверхности, и затем применение процесса растяжения-прокатки. В отношении этого, влага, подаваемая внутрь полой заготовки, может быть водяным паром или самой водой. Это так, потому что, даже когда подают саму воду, она немедленно становится водяным паром, поскольку температура внутри заготовки очень высока (около 1200°C).
Атмосфера водяного пара
Как показано на фиг.2 выше, при таком регулировании, чтобы концентрация водяного пара внутри заготовки была 2,5% об. или более, скорость окисления может быть заметно повышена, приводя в результате к улучшению эффекта. Чем выше концентрация водяного пара, тем больше может быть его эффект, но, когда концентрация водяного пара превышает 20% об., его эффект проявляет тенденцию достигать предел. Соответственно, предпочтительно, чтобы концентрацию водяного пара внутри оболочки задавали в интервале от 2,5 до 20% об.
Температура на внутренней поверхности полой заготовки и время окисления
Чем больше FeO будет содержаться в окалине, тем лучше будет рост окалины при подаче в заготовку газовой среды с водяным паром, так что предпочтительно, чтобы температуру внутри заготовки устанавливали на уровне 1100°C или выше.
Между тем, поскольку время окисления, то есть время поддержания атмосферы водяного пара, становится больше, становится намного легче обеспечить необходимую толщину окалины. Согласно опыту по моделированию промышленного прокатного стана, выбранного авторами изобретения для исследований, окисление начинается при таких условиях, при которых температура окисления составляет 1150°C, и устанавливается концентрация водяного пара 2,5% об. Другими словами, после промежутка времени примерно 15 секунд от завершения подачи влаги внутрь оболочки наблюдаются образование FeO и утолщение окалины, что подтверждает, что окисление в течение по меньшей мере 15 секунд может быть достаточным для того, чтобы обеспечить толщину окалины и количество FeO.
Ввиду этого, в способе горячей обработки по настоящему изобретению предпочтительно, чтобы температуры на внутренней поверхности полой заготовки устанавливали на уровне 1150°C или более, и атмосферу водяного пара поддерживают в течение 15 секунд или более.
Выбор времени подачи влаги внутрь заготовки и способ подачи
В этой связи, при прокатке на стане прокатки на оправке со стержнем температура полой заготовки сразу после прошивного прокатного стана обычно более или менее близка к 1200°C, и имеется временной интервал примерно в 30-40 секунд до того, как она достигнет входа в следующий стан прокатки на оправке со стержнем, иными словами до того, как внутрь ее будет вставлен стержень оправки.
Это означает, что подача влаги вовнутрь заготовки примерно за 15 секунд перед началом прокатки на стане прокатки на оправке со стержнем будет адекватной, и более предпочтительно влагу подают вовнутрь заготовки как можно скорее после прошивки на прошивном прокатном стане. Более конкретно, из устройств 5A и 5B подачи влаги для подачи влаги предпочтительно применяют устройство 5А.
Кроме того, подача влаги внутрь заготовки устройством подачи влаги 5А не ограничено так, чтобы быть только однократной, и может быть осуществлена несколькими порциями устройством 5А, или дополнительная подача может быть осуществлена устройством 5В, или, альтернативно, множество устройств подачи влаги может быть размещено между 5А и 5 В, и путем использования этих устройств подача влаги может быть осуществлена пульсационно. Такая подача влаги несколькими порциями дает возможность поддерживать высокую концентрацию водяного пара внутри заготовки.
Далее, в случае, когда используют вспомогательную смазку, подобную смазке типа борной кислоты и подобное, такие условия окисления могут произвести соответствующее улучшение. В таком случае предпочтительно, чтобы подача влаги внутрь полой заготовки проводили насколько возможно раньше, до ввода внутрь полой заготовки вспомогательной смазки с помощью устройства 6 подачи вспомогательной смазки.
Это происходит потому, что подача влаги после ввода вспомогательной смазки не может ни увеличить скорость образования окалины, ни образовать достаточное количество соединения типа B-Fe, вносящего вклад в улучшение эффекта смазки. Для примера, в качестве вспомогательной смазки типа борной кислоты и подобного может быть выбрана общеупотребительная смазка, состоящая из 70% бората натрия и 30% металлического мыла.
До сих пор изобретение было описано в деталях для случая, когда в качестве машины для растяжения-прокатки применяли стан для прокатки бесшовных труб на оправке со стержнем, но вышеописанное может быть подобным образом применено в любом случае, когда в качестве машины растяжения-прокатки применяют стан для прокатки бесшовных труб на оправке, прокатный стан Ассела, пильгер-стан для периодической прокатки бесшовных труб или стан Дишера.
Примеры
Четыре стали, имеющие химический состав, показанный в таблице 2, были изготовлены для того, чтобы получить круглые болванки с размерами 191 мм по внешнему диаметру и 2500 мм в длину, были приготовлены стержни оправки, изготовленные из стали марки SKD61 с размерами 160 мм во внешнем диаметре и 12 мм в длину, имеющие твердость поверхности 400 единиц твердости по Вискеру, и была проведена обработка для отложения оксидной окалины на поверхности.
Условиями обработки для отложения оксидной окалины являются: нагрев на открытом воздухе; температура нагрева 630°C; время выдержки 20 мин. Структура полученной таким образом окалины является вышеупомянутой структурой наложенных слоев, составленной из (FeCr)3O4, Fe3O4 и Fe2O3, каждый из которых образовался в описанном порядке вовне от подлинной металлической поверхности, и, более точно, двухслойной структурой, состоящей из внутреннего слоя и внешнего слоя окалины, где внутренний слой окалины включает FeCr2O4 и Fe3O4, а внешний слой окалины включает Fe3O4 и Fe2O3, и толщина их составляет 7-10 мкм.
Полученную таким образом круглую заготовку загружали во вращающуюся печь, чтобы нагреть при температурах в интервале 1200-1250°C, и прокатывали на прошивном стане Маннесманна, чтобы получить полую заготовкуз с размерами 196 мм во внешнем диаметре, толщиной 16 мм и длиной 7500 мм.
В качестве условия 1 (пример по изобретению) примерно 200-300 см3 промышленной воды при комнатной температуре немедленно впрыскивали внутрь полой заготовки и затем, используя вышеуказанный стержень оправки, применяли растяжение-прокатку, чтобы изготовить на стане для прокатки бесшовных труб на оправке со стержнем заготовку для конечной прокатки трубы с размерами 151 мм во внешнем диаметре, 6,25 мм толщины и 25 м длины. Тем временем газовым анализом было подтверждено, что впрыснутая вода немедленно испарялась, создавая тем самым внутри оболочки окислительную газовую среду, имеющую концентрацию водяного пара 10-20% об. В то же время в качестве условия 2 (пример по изобретению) после впрыска промышленной воды, подобно описанному выше, внутрь полой заготовки подавали вспомогательную смазку типа борной кислоты, чтобы образовать ее пленку непосредственно перед вводом стержня оправки, тогда как другие параметры были точно такими же, как в условии 1, и затем применяли растяжение-прокатку, чтобы изготовить заготовку для конечной прокатки трубы с размерами 151 мм во внешнем диаметре, 6,25 мм толщины и 25 м длины.
В качестве условия 3 (сравнительный пример) воду внутрь полой заготовки не подавали, тогда как другие параметры были точно такими же, как в условии 1, и затем применяли растяжение-прокатку, чтобы изготовить заготовку для конечной прокатки трубы с размерами 151 мм во внешнем диаметре, 6,25 мм толщины и 25 м длины.
В качестве условия 4 (сравнительный пример) внутрь полой заготовки подавали вспомогательную смазку типа борной кислоты вместо подачи воды, тогда как другие параметры были точно такими же, как в условии 1, и затем применяли растяжение-прокатку, чтобы изготовить заготовку для конечной прокатки трубы с размерами 151 мм во внешнем диаметре, 6,25 мм толщины и 25 м длины.
Кроме того, временной график подачи воды задавали так, чтобы она происходила или сразу после прошивки-прокатки на прошивном стане, или за 15 секунд до растяжения-прокатки, или, альтернативно, в оба момента.
При любом условии смазку графитового типа наносили на стержень оправки так, чтобы образовать пленку толщиной 150 мкм после того, как она высушена и отверждена. Далее, что касается вспомогательной смазки типа борной кислоты, смазку, состоящую из 70% бората натрия и 30% мыла металла, наносили так, чтобы покрыть внутреннюю поверхность оболочки с расходом 150 г/м2.
В качестве способа оценки был определен и принят "нормализованный коэффициент службы" стержня оправки. "Нормализованный коэффициент службы" характеризуется тем, что после каждого цикла прокатки при каждом условии, а именно после каждого цикла, в котором прокатывали одну заготовку, поверхность стержня оправки проверяли на наличие повреждений поверхности, таких как термическое схватывание и/или растрескивание поверхности; когда обнаруживали какое-либо повреждение, подсчитывали число заготовок, которые были прокатаны до этого; таким образом для каждого сорта стали получали "нормализованный коэффициент службы" по следующему уравнению:
Нормализованный коэффициент службы = n/N (1)
где
n: число заготовок, которое было прокатано при условиях 1, 2 или 4;
N: число заготовок, которое было прокатано при условии 3.
Результат оценки в соответствии с вышеописанным собран в таблице 3. В столбце "Позиция подачи водяного пара" выражение "Сразу после П" является сокращенной формой выражения "Сразу после прошивки", означающего, что водяной пар был подан сразу после прошивки-прокатки на прошивном стане, тогда как выражение "15 сек до О" является сокращенной формой выражения "15 секунд до прокатки с оправкой", означающего, что водяной пар подан за 15 секунд до прокатки на стане с оправкой и стержнем.
Фиг.5 является диаграммой, показывающей результат оценки в величинах нормализованного коэффициента службы, когда не применяется вспомогательная смазка, тогда как фиг.6 является диаграммой, показывающей результат оценки в величинах нормализованного коэффициента службы, когда применяется вспомогательная смазка.
Как видно из таблицы 3 и фиг.5 и 6, ясно, что настоящее изобретение делает возможным увеличить срок службы стержня оправки примерно в 2-3 раза независимо от отсутствия или наличия нанесения вспомогательной смазки. Подобным образом также подтверждено, что дефекты поверхности на внешней и внутренней поверхностях после прокатки в стане для прокатки бесшовных труб на оправке со стержнем уменьшены.
Что касается места подачи влаги, то наиболее эффективным является случай, когда влагу подают сразу после прошивки-прокатки, и за 15 секунд до стана прокатки с оправкой, тогда как следующим идет случай подачи только после прошивки, за которым следует случай подачи за 15 секунд до прокатки с растяжением.
Способ горячей деформации хромсодержащей стали в соответствии с настоящим изобретением отличается тем, что вновь созданную поверхность хромсодержащей стали выдерживают в атмосфере водяного пара для образования окалины, включающей FeO; и затем осуществляют следующую по ходу горячую деформацию. Более конкретно, при изготовлении бесшовных стальных труб внутрь полой оболочки, изготовленной способом прошивки-прокатки, подают влагу для того, чтобы выдержать вновь созданную внутреннюю поверхность оболочки в атмосфере водяного пара так, чтобы образовать на внутренней поверхности полой заготовки окалину, включающую FeO; и затем применяют следующий по ходу процесс растяжения-прокатки: как таковое, вышеописанное влечет за собой лишь непродолжительную технологическую операцию и устройство простой конструкции, позволяя уменьшить поверхностные дефекты, возникающие при горячей деформации, и значительно удлинить время службы инструмента. Следовательно, данное изобретение может внести большой вклад в эффективное производство хромсодержащих сталей с 5-18% Cr, в которых имеется возрастающая потребность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОШИВНАЯ И ПРОКАТНАЯ ОПРАВКА, СПОСОБ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ | 2008 |
|
RU2446024C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОКАТКИ С ПРОШИВКОЙ | 2013 |
|
RU2588937C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2536845C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОШИВНОЙ ПРОКАТКИ | 2013 |
|
RU2598414C2 |
| СИСТЕМА ПОДАЧИ СМАЗКИ, А ТАКЖЕ УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЛИ ПАТРУБКОВ | 2004 |
|
RU2309811C1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2586177C1 |
| СПОСОБ ПРОШИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ | 2004 |
|
RU2309810C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 465×75 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2527587C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ | 2004 |
|
RU2307716C2 |
| ИНСТРУМЕНТ ДЛЯ ГОРЯЧЕГО ФОРМООБРАЗОВАНИЯ | 2015 |
|
RU2687321C2 |
Способ предназначен для уменьшения поверхностных дефектов, возникающих при горячей деформации, и значительного удлинения времени службы инструмента при низких затратах и упрощенных приспособлениях. Задача решается за счет того, что вновь созданную в процессе горячей деформации поверхность хромсодержащей стали выдерживают в атмосфере водяного пара для образования окалины, включающей FeO, затем осуществляют следующую технологическую стадию горячей деформации. Более конкретно, при изготовлении бесшовных стальных труб внутрь полой заготовки, изготовленной способом прошивки, подают влагу для того, чтобы выдержать вновь созданную внутреннюю поверхность оболочки в атмосфере водяного пара так, чтобы образовать на внутренней поверхности полой заготовки окалину с FeO, затем применяют следующий процесс растяжения-прокатки. 2 н. и 5 з.п. ф-лы, 6 ил., 3 табл.
| JP 7241604 А, 19.09.1995 | |||
| Способ производства труб из нержавеющих сталей аустенитного класса | 1990 |
|
SU1792758A1 |
| Способ горячей прокатки стальных полос | 1982 |
|
SU1118443A1 |
| Способ прокатки горячекатанныхпОлОС и лиСТОВОй КОМплЕКС гОРячЕйпРОКАТКи СТАли для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804014A1 |

