ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к системе оборудования для производства прошивной и прокатной оправки, которая будет использоваться в прошивном трубопрокатном стане (в дальнейшем также упоминаемый как просто "прошивной стан"), в котором производят бесшовную стальную гильзу/трубу, в особенности к системе оборудования для получения прошивной и прокатной оправки, имеющей пленку, сформированную на поверхности основного металла оправки с помощью проведения электродугового распыления стальной проволоки.
УРОВЕНЬ ТЕХНИКИ
Бесшовную стальную гильзу/трубу изготавливают способом производства труб Маннесмана. Способ производства труб Маннесмана включает следующие стадии:
(1) прошивку-прокатку исходного материала (трубной заготовки), нагретого до заданной температуры, в полую гильзу, используя прошивной стан;
(2) раскатку прокаткой полой гильзы на прокатном стане (например, стане для прокатки бесшовных труб на оправке); и
(3) проведение калибровки диаметра обкаткой удлиненной и прокатанной гильзы с тем, чтобы иметь предопределенные внешний диаметр и толщину стенки с использованием регулирующего диаметра прокатного стана (например, редукционно-растяжного).
В прошивке-прокатке с использованием прошивного стана оправка используется в качестве прошивного инструмента. Эта оправка устанавливается на передней части стержня с тем, чтобы проникнуть в стальную заготовку, нагретую до высокой температуры приблизительно 1200°C; таким образом, оправка подвергается воздействию агрессивной среды с внешним воздействием высокого поверхностного давления и высокой температуры. Как правило, оправка включает основной металл, изготовленный из жаропрочной инструментальной стали, и пленку оксида металла, которая формируется заранее на поверхности основного металла посредством предварительного нагрева с целью защиты последнего, и после этого оправка используется в процессе прошивки-прокатки. Во время прошивки-прокатки пленка из окалины на поверхности оправки изолирует передачу тепла от стальной заготовки к основному металлу оправки, а также предотвращает заедание между стальной заготовкой и оправкой.
Повторные прошивки-прокатки такой оправкой, имеющей пленку окалины, приводят к постепенному истиранию такой пленки. Истирание пленки из окалины ухудшает теплоизоляционный эффект пленки, что приводит к повышению температуры оправки во время прошивки, вследствие чего потери металла в результате плавления и деформации под действием тепла, скорее всего, могут быть вызваны в основном металле оправки. Если пленка из окалины изношена и основной металл оправки входит в прямой контакт со стальной заготовкой, то произойдет заедание, которое вызовет образование слабых мест на внутренней поверхности стальной гильзы/трубы. Следовательно, оправка становится непригодной в тот момент, когда пленка изношена и ее предел выносливости исчерпан.
Особенно в производстве бесшовной стальной гильзы/трубы, сделанной из высоколегированной стали, такой как высокохромированная сталь, с содержанием Cr 9% или более, сплава на основе Ni и нержавеющей стали, значительное абразивное изнашивание пленки из окалины на поверхности оправки возникает во время прошивки-прокатки, так что предел выносливости оправки становится значительно меньше. Например, в случае прошивки нержавеющей стали, пленка из окалины на поверхности оправки изнашивается в течение двух или трех проходов (количества раз непрерывной прошивки-прокатки), и предел выносливости этой оправки исчерпывается. Это требует частой замены оправки, что ухудшает эффективность производства. В производстве бесшовной стальной гильзы/трубы из высоколегированной стали это требуется для улучшения предела выносливости оправки во время прошивки-прокатки, тем самым повышая производственную эффективность изготовления стальных гильз/труб.
Для удовлетворения такого требования, как, например, изготовление пленки, сформированной на поверхности основного металла оправки, в патентной литературе 1 описывается такая оправка, которая имеет пленку, содержащую оксид и Fe, сформированную на поверхности основного металла оправки с помощью выполнения электродугового распыления стальной проволоки, вместо использования пленки из окалины, сформированной посредством термообработки. Так как у оправки, имеющей пленку электродугового распыления, есть пленка содержащая оксид и Fe на поверхности оправки, эта оправка становится превосходной в плане термической изоляционной способности и предотвращении заедания, так что повышение предела выносливости оправки, вероятно, было достигнуто.
В патентной литературе 1 описывается система оборудования для производства (воспроизведения) оправки, имеющей пленку электродугового распыления, формирующая пленку, содержащую оксид и Fe на поверхности основного металла оправки, таким способом, что после дробеструйной обработки, примененной к поверхности оправки, расплавленный материал распыляется из электродугового пистолета-распылителя (металлизатора) на поверхность основного металла оправки, в то время как поворотный стол, на котором оправка крепится, вращается. В этой системе оборудования пистолеты-распылители расположены таким образом, что они стоят перед частью наконечника, передней половиной части корпуса и задней половиной части корпуса на поверхности основного металла оправки и обеспечивают электродуговое напыление пленки при управлении всеми пистолетами-распылителями в одно и то же время, тем самым уменьшая время, требуемое для формирования пленки, по сравнению со способом использования единственного пистолета-распылителя, для формирования пленки электродуговым распылением по всей поверхности основного металла оправки, что приводит к повышению экономической эффективности производства оправки.
К сожалению, даже в оправке с пленкой электродугового напыления, сформированной с использованием традиционной системы оборудования, описанной в патентной литературе 1, происходит отделение пленки, если стальная заготовка, которая должна быть прошита, является удлиненной или если используется стальная заготовка, имеющая прочность при повышенной температуре. В этой связи существует еще возможность для дальнейшего улучшения обеспечения стабильного повышения предела выносливости оправки, и, таким образом, было бы очень желаемо изготовить прошивную и прокатную оправку, которая могла бы воплотить в жизнь вышеупомянутое улучшение.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
Патентная литература 1: Патент Японии №4279350
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
Задачей настоящего изобретения, которое было сделано для того, чтобы решить проблемы, в соответствии с известным уровнем техники, является обеспечение системы оборудования для получения прошивной и прокатной оправки с пленкой, содержащей оксид и Fe, сформированной на поверхности основного металла оправки путем проведения электродугового распыления стальной проволоки, при этом система оборудования имеет следующие особенности:
(1) поддержание экономической эффективности производства оправки на высоком уровне; и
(2) обеспечение устойчивого повышения предела выносливости оправки, даже если стальная заготовка, которая должна быть прошита, является удлиненной или даже если используется стальная заготовка, имеющая прочность при повышенной температуре.
РЕШЕНИЕ ПРОБЛЕМЫ
Сущность настоящего изобретения заключается в следующем.
Предоставлена система оборудования для производства прошивной и прокатной оправки, которая будет использована для получения бесшовной стальной гильзы/трубы, где система оборудования для производства прошивной и прокатной оправки содержит: устройство дробеструйной обработки для того, чтобы проводить дробеструйную обработку поверхности оправки; и устройство электродугового распыления для того, чтобы выполнить электродуговое распыление стальной проволоки на поверхность основного металла оправки, к которой применялась дробеструйная обработка, чтобы, таким образом, сформировать на ней пленку, содержащую оксид и Fe.
Устройство электродугового распыления включает множество камер распыления, каждая из которых используется, чтобы отдельно в свою очередь сформировать часть пленки в каждой из секций, на которые поверхность основного металла оправки разделена вдоль осевого направления оправки.
В этой системе оборудования является предпочтительным, чтобы электродуговой пистолет-распылитель для плавления стальной проволоки с помощью электрической дуги и распыления расплавленного материала на поверхность основного металла оправки был расположен в каждой камере для электродугового распыления и электродуговое распыление проводилось в то время, когда угол пересечения между осевой линией потока распыления от электродугового пистолета-распылителя и поверхностью основного металла оправки поддерживался в диапазоне от 35 градусов до 90 градусов.
В описанной выше системе оборудования является предпочтительным, чтобы оправка имела форму пули и включала в себя часть корпуса и часть наконечника, а устройство электродугового распыления включало в качестве распылительной камеры первую распылительную камеру для проведения формирования пленки в области части корпуса на поверхности основного металла оправки и вторую распылительную камеру для проведения формирования пленки в области части наконечника на поверхности основного металла оправки.
В вышеописанной системе оборудования система оборудования предпочтительно далее включает линию транспортировки для перемещения оправки между камерами распыления.
ПРЕДПОЧТИТЕЛЬНЫЕ ЭФФЕКТЫ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Система оборудования для получения прошивной и прокатной оправки в соответствии с настоящим изобретением обеспечивает следующие значительные результаты:
(1) поддержание на высоком уровне производственной эффективности изготовления оправки; и
(2) обеспечение устойчивого повышения предела выносливости оправки даже тогда, когда стальная заготовка, которая должна быть прошита, является удлиненной или если используется стальная заготовка, имеющая высокую прочность при повышенной температуре.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
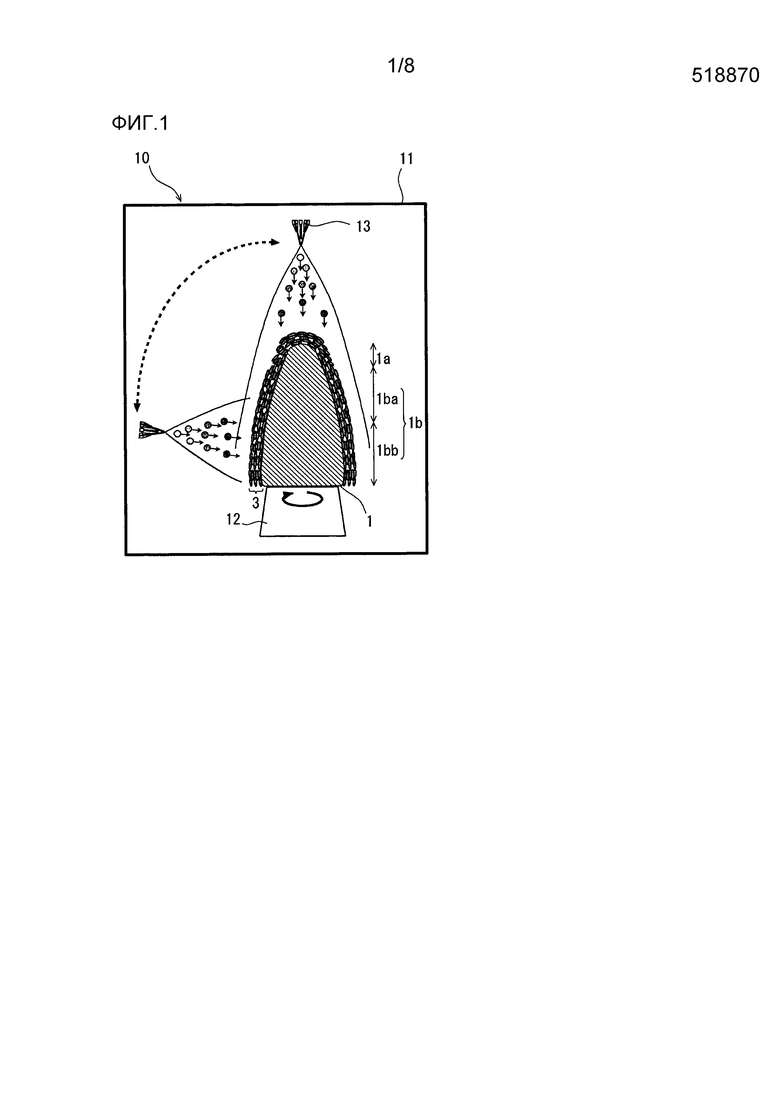
Фиг. 1 представляет собой схематическое изображение, показывающее пример использования обычной системы оборудования для получения оправки с пленкой электродугового напыления.
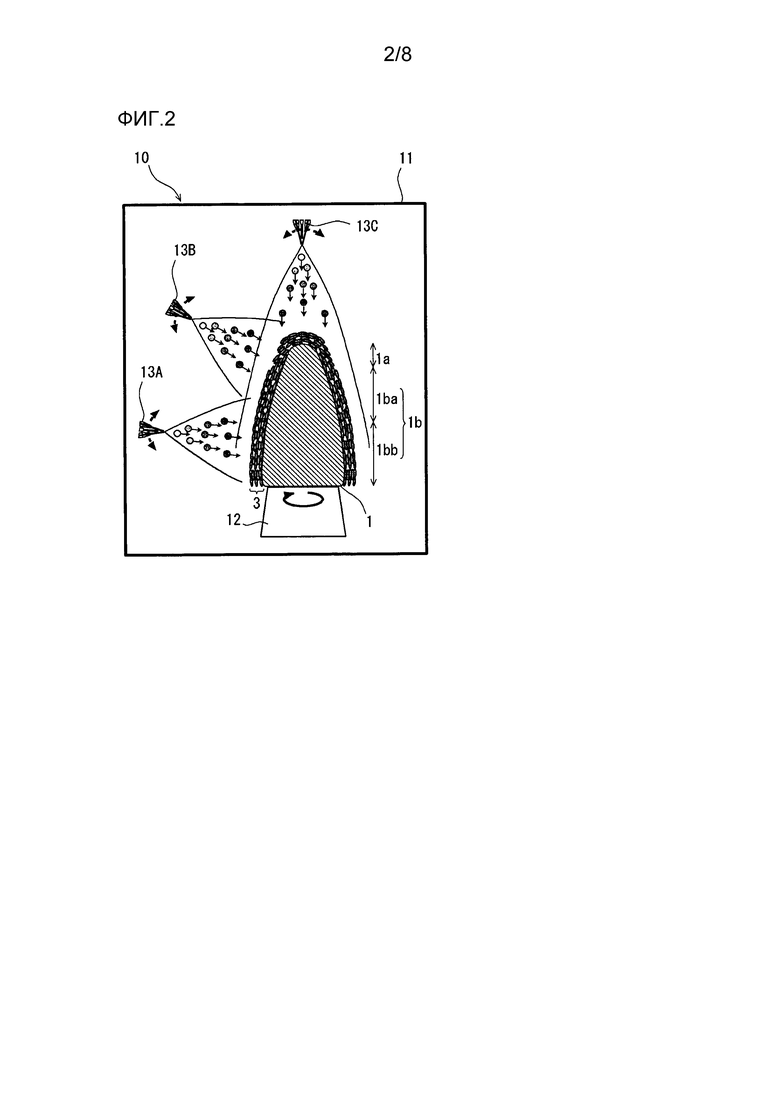
Фиг. 2 представляет собой схематическое изображение, показывающее другой пример использования обычной системы оборудования для получения оправки с пленкой электродугового напыления.
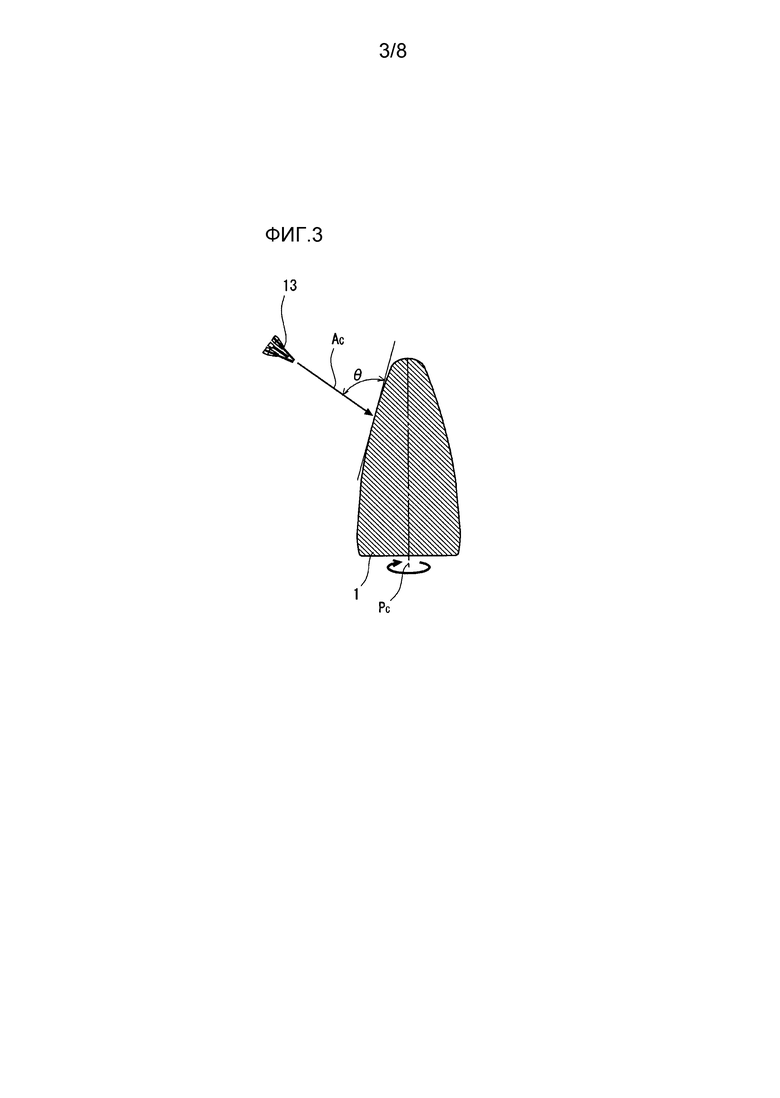
Фиг. 3 представляет собой схематическое изображение, показывающее состояние электродугового напыления, проводимого в основных испытаниях для того, чтобы исследовать адгезионную способность пленки электродугового напыления.
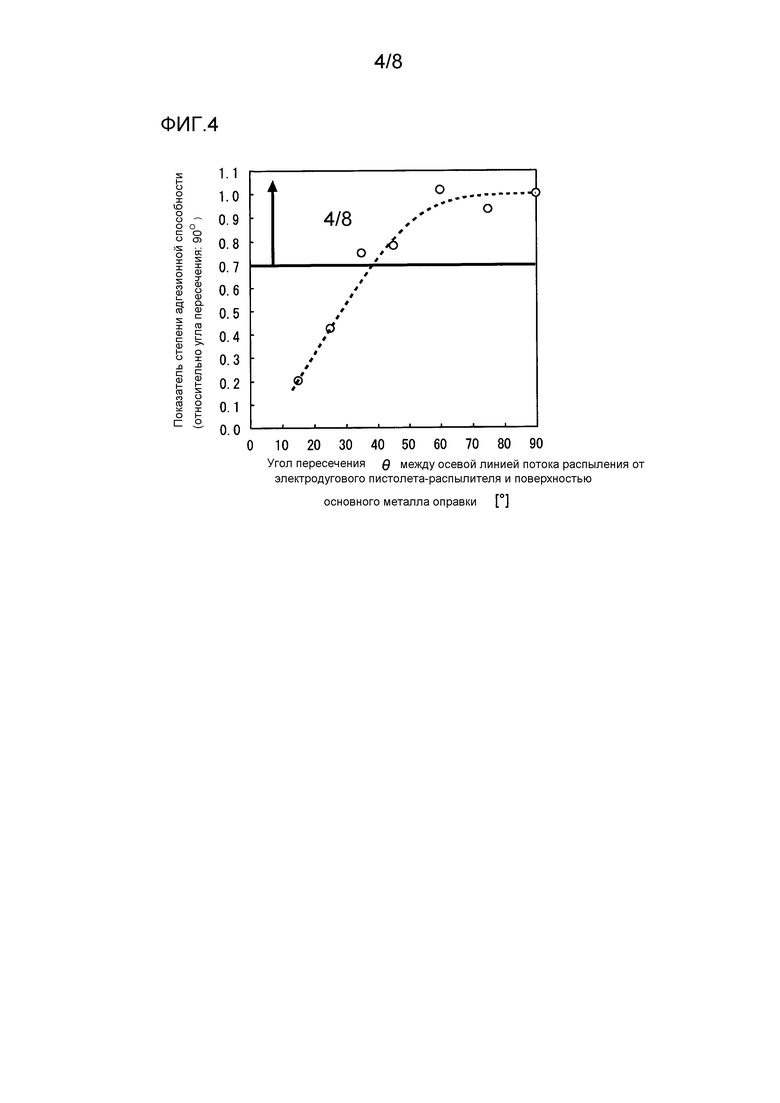
Фиг. 4 представляет собой иллюстрацию, показывающую зависимость угла пересечения между осевой линией потока распыления от электродугового пистолета-распылителя и поверхностью основного металла оправки как результат основных испытаний исследования адгезионной способности пленки электродугового распыления.
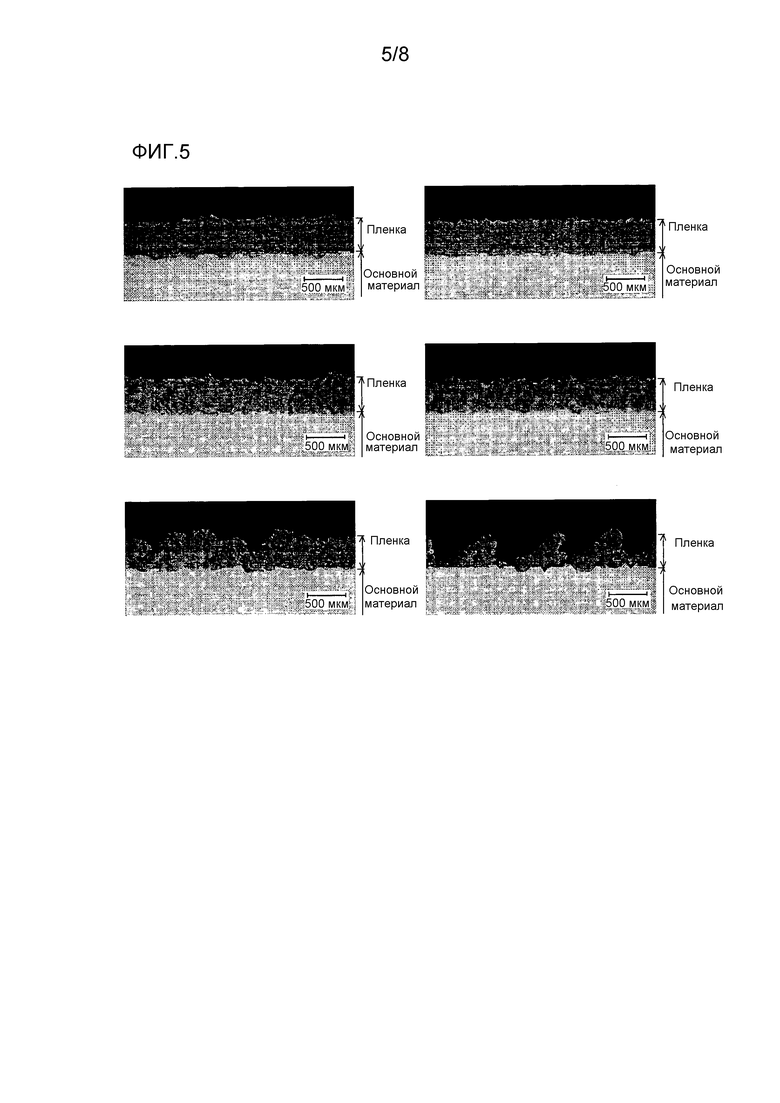
Фиг. 5 представляет собой иллюстрацию, показывающую фотографии наблюдения под микроскопом поперечного сечения каждой пленки в зависимости от угла пересечения между осевой линией потока распыления из электродугового пистолета-распылителя и поверхностью основного металла оправки как результат основных испытаний исследования адгезионной способности пленки электродугового распыления.
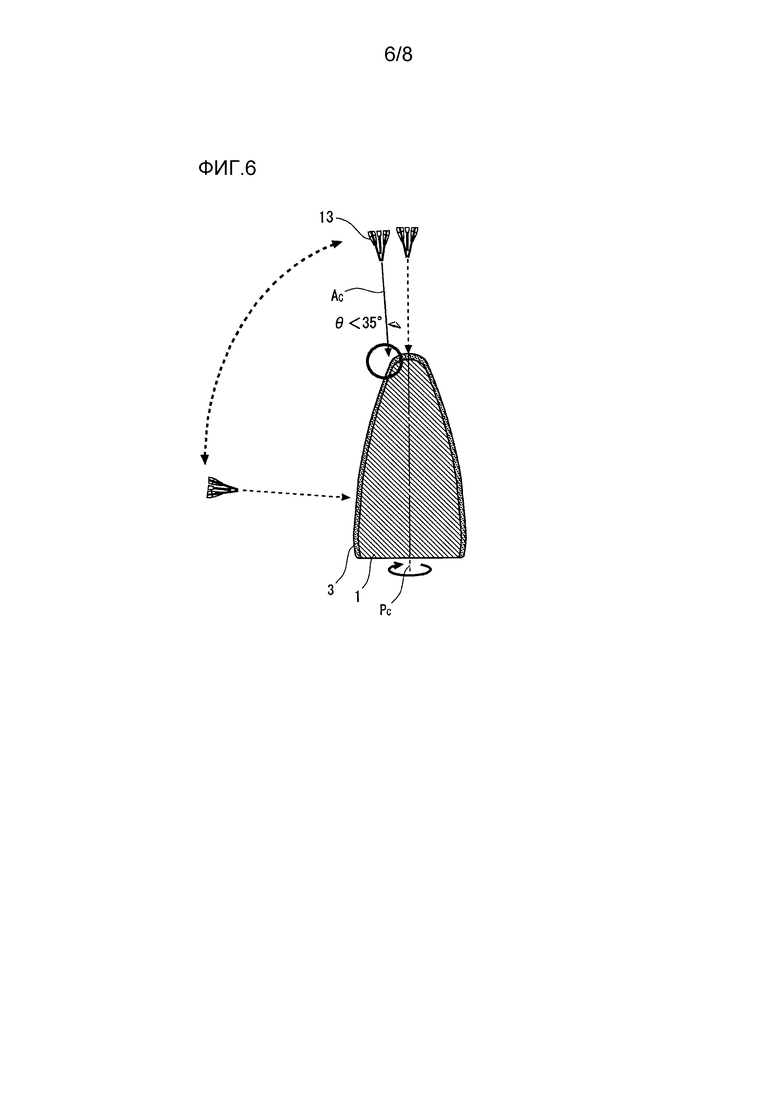
Фиг. 6 представляет собой схематическое изображение, показывающее причину, почему повышение предела устойчивости оправки не может быть достигнуто с помощью использования обычной системы оборудования 1, показанной на фиг. 1.
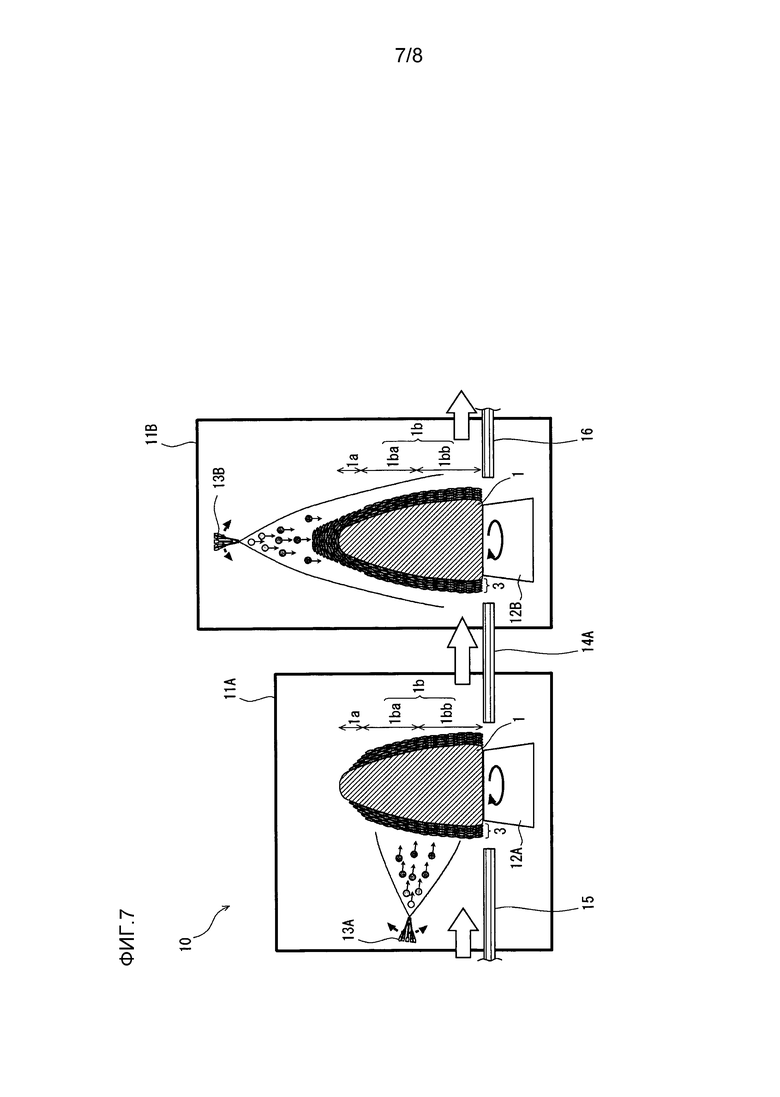
Фиг. 7 представляет собой схематическое изображение, показывающее систему оборудования для производства оправки с пленкой электродугового распыления в соответствии с первым вариантом осуществления настоящего изобретения.
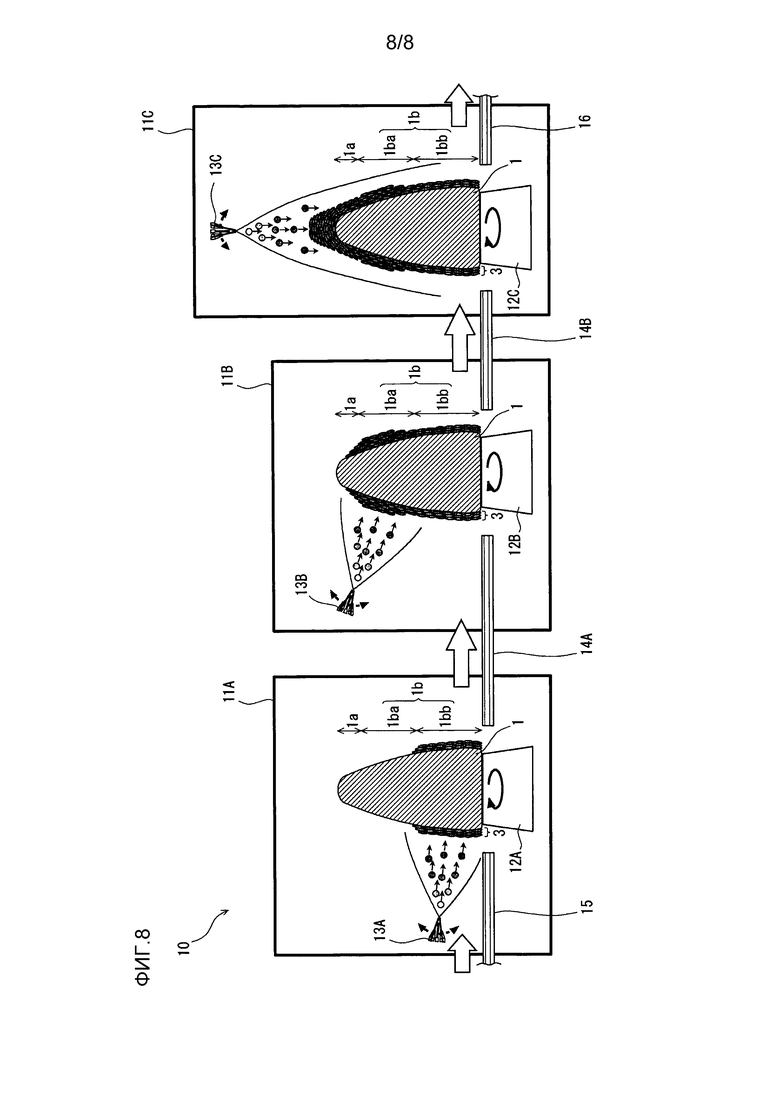
Фиг. 8 представляет собой схематическое изображение, показывающее систему оборудования для производства оправки с пленкой электродугового распыления в соответствии со вторым вариантом осуществления настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Для достижения вышеупомянутой цели авторы настоящего изобретения провели различные испытания и интенсивные исследования по способу формирования пленки, содержащей оксид железа Fe и Fe на поверхности основного металла оправки, путем выполнения электродугового распыления стальной проволоки на поверхность основного металла оправки. В результате авторы настоящего изобретения получили следующие результаты.
Фиг. 1 представляет собой схематическое изображение, показывающее пример использования обычной системы оборудования для получения оправки с пленкой электродугового распыления, и фиг. 2 представляет собой схематическое изображение, показывающее другой пример этой системы. Каждая из обычных систем оборудования для производства оправки, показанной на фиг. 1 и фиг. 2, включает устройство 10 для электродугового распыления и устройство дробеструйной обработки (не показано), расположенной до устройства 10 электродугового распыления.
До распыления с помощью устройства 10 электродугового распыления применяется дробеструйная обработка к поверхности оправки с помощью устройства для дробеструйной обработки. В случае дробеструйной обработки оправки, которая должна быть восстановлена после того, как истек предел выносливости в результате повторной прошивки-прокатки, пленка, остающаяся на поверхности оправки после прошивки-прокатки, удаляется посредством дробеструйной обработки с тем, чтобы зачистить поверхность основного металла оправки и сделать поверхность основного металла оправки относительно грубой. Даже в случае производства новой оправки поверхность основного металла оправки делается относительно грубой с помощью дробеструйной обработки. Причиной для проведения дробеструйной обработки является то, что адгезионная способность между основным металлом оправки и пленкой электродугового распыления повышается в результате проведения электродугового напыления на основной металл оправки, имеющий относительно грубую (шероховатую) поверхность без остатков на нем старой пленки.
Устройство 10 для электродугового распыления выполняет проведение электродугового распыления стальной проволоки на поверхность основного металла оправки 1, которая прошла дробеструйную обработку, для формирования пленки 3, содержащей оксид Fe и Fe. Как определенная системная конфигурация, устройство 10 для электродугового распыления из обычных систем оборудования, показанных на фиг. 1 и фиг. 2, включает единственную камеру 11 для формирования пленки 3. Поворотный стол 12, способный вращаться вокруг своей вертикальной оси, расположен в камере 11, оправка 1 с частью наконечника, которая прошла дробеструйную обработку, расположена в центре поворотного стола 12. Оправка 1 в этом случае имеет форму пули и включает часть 1a наконечника и часть 1b корпуса. Часть 1b корпуса составляет от 80 до 98% всей длины оправки 1 вдоль осевого ее направления (в иллюстрации это вертикальное направление) от задней части (нижний конец в иллюстрации). Часть 1b корпуса разделена на фронтальную половину 1ba на стороне конца наконечника, и заднюю половину (часть для обкатывания трубы в валках) 1bb на стороне задней части.
В обычной системе оборудования, показанной на фиг. 1, единственный электродуговой пистолет-распылитель 13 расположен в единственной камере распыления 11. Электродуговой пистолет-распылитель 13 плавит стальную проволоку электрической дугой и распыляет этот расплавленный материал. В дальнейшем, в целях удобства пояснения обычная система оборудования, показанная на фиг. 1, упоминается как "обычная система оборудования 1". Электродуговой пистолет-распылитель 13 этой системы установлен на манипуляторе шарнирной конструкции, управляется с помощью программирования и выполнен с возможностью совершать возвратно-поступательное движение вдоль поверхности основного металла от задней части до конца наконечника оправки 1.
В обычной системе оборудования 1 во время формирования пленки 3 на поверхности основного металла оправки 1 проводится электродуговое напыление с помощью только одного электродугового пистолета-распылителя 13, тогда как оправка 1 в это время вращается вокруг своей центральной оси наряду с вращательным движением поворотного стола 12 в единственной распылительной камере 11. Таким образом, пленка 3 формируется по всей поверхности от части 1а наконечника вплоть до части 1b корпуса оправки 1.
С другой стороны, в обычной системе оборудования, показанной на фиг. 2, три электродуговых пистолета-распылителя 13A, 13B и 13C для плавления стальной проволоки электрической дугой с целью последующего распыления расплавленного материала расположены в единственной распылительной камере 11. В дальнейшем, в целях удобства пояснения, обычная система оборудования, показанная на фиг. 2, упоминается как "обычная система оборудования 2". Эти три электродуговых пистолета-распылителя 13A, 13B и 13C установлены на соответствующих манипуляторах шарнирной конструкции, которые управляются с помощью различных разработанных программ. Первый электродуговой пистолет-распылитель 13A из трех электродуговых пистолетов-распылителей возвратно поступательно проходит область задней половины 1bb части 1b корпуса у поверхности основного металла оправки 1. Второй электродуговой пистолет-распылитель 13B возвратно-поступательно проходит область передней половины 1ba части 1b корпуса у поверхности основного металла оправки 1. Третий электродуговой пистолет-распылитель 13C возвратно-поступательно проходит область части la наконечника у поверхности основного металла оправки 1.
В обычной системе оборудования 2 во время формирования пленки 3 на поверхности основного металла оправки 1 с помощью электродугового распыления этими тремя электродуговыми пистолетами-распылителями 13A, 13B и 13C одновременно проводится электродуговое распыление, при этом оправка 1 в это время вращается вокруг своей центральной оси наряду с вращательным движением поворотного стола 12 в единственной распылительной камере 11. Таким образом, пленка 3 формируется на всей поверхности от части 1a наконечника вплоть до части 1b корпуса оправки 1.
Таким образом, в обеих обычных системах оборудования 1 и 2 может производиться оправка с пленкой электродугового распыления, где пленка 3, содержащая оксид и Fe, формируется по всей поверхности основного металла оправки 1 с помощью электродугового распыления стальной проволоки на поверхность основного металла оправки 1.
Были проведены основные испытания, уделяя особое внимание исследованию адгезионной способности пленки оправки, полученной с помощью электродугового распыления.
Фиг. 3 представляет собой схематическое изображение, показывающее условия электродугового распыления, проведенного в основных испытаниях для исследования адгезионной способности пленки электродугового распыления.
Как показано на этом чертеже, в основных испытаниях для исследования адгезионной способности пленки электродугового напыления расплавленный материал получался из стальной проволоки и распылялся из электродугового пистолета-распылителя 13, при этом оправка 1 вращалась вокруг своей центральной оси Pc, для того чтобы сформировать пленку на поверхности оправки 1. Таким образом, различные пленки были сформированы путем изменения угла пересечения θ, образованного осевой линией Ac потока распыления от электродугового пистолета-распылителя 13 и поверхностью основного металла оправки.
Как способ оценки адгезионной способности пленки, напряжение отслаивания в направлении сдвига пленки (в дальнейшем упоминаемое как "адгезионная способность") было измерено для каждой оправки 1 при наличии различных углов пересечения, именуемых как θ. Адгезионная способность пленки оправки при величине имеющегося угла пересечения θ, равного 90 градусов, была определена как точка отсчета "1", и оценка адгезионной способности пленки проводилась на основе отношения показателя степени адгезионной способности пленки (показатель степени адгезионной способности) каждой оправки, имеющей различный угол пересечения θ, к этой точке отсчета. Также проводились наблюдения под микроскопом поперечного сечения пленки каждой оправки.
Фиг. 4 представляет собой иллюстрацию, показывающую адгезионную способность от угла пересечения между осевой линией потока распыления от электродугового пистолета-распылителя и поверхностью основного металла оправки как результат основных испытаний исследования адгезионной способности пленки электродугового распыления. Как результат основных испытаний, фигура 5 представляет собой иллюстрацию, показывающую фотографии наблюдения под микроскопом поперечного сечения каждой пленки в зависимости от угла пересечения между осевой линией потока распыления от электродугового пистолета-распылителя и поверхностью основного металла оправки.
Как показано на фиг. 4, показатель степени адгезионной способности пленки зависит от угла пересечения θ между осевой линией потока распыления от электродугового пистолета-распылителя и поверхностью основного металла оправки. В частности, если угол пересечения θ меньше чем 35 градусов, то показатель степени адгезионной способности имеет тенденцию к значительному уменьшению. Наоборот, если угол пересечения θ составляет 60 градусов или более, то нет никаких признаков снижения показателя степени адгезионной способности.
Как показано на фиг. 5, причиной уменьшения адгезионной способности в случае малого угла пересечения θ является то, что пленка может неоднородно сцепляться c поверхностью основного металла оправки, что приводит к увеличению процента пористости в покрытии.
Электродуговое распыление обычно используется в ремонте разливочного отверстия емкости для рафинирования металла, изготовленного из тугоплавкого материала, или в покрытии внутренней поверхности цилиндрического отверстия двигателя. В этом случае целью электродугового распыления является внутренняя поверхность цилиндрического элемента, и оно осуществляется таким образом, что электродуговой пистолет-распылитель вставляется в цилиндрический элемент, который делают неподвижным так, чтобы расстояние между электродуговым пистолетом-распылителем и поверхностью мишени, на которой пленка должна быть сформирована, то есть расстояние напыления, составляло примерно 50 мм или приблизительно самое большее 150 мм, что является небольшим. В таком общем электродуговом распылении не является предпочтительным устанавливать большой угол пересечения между осевой линией потока распыления из электродугового пистолета-распылителя и целевой поверхностью для формирования пленки. Если угол пересечения является большим, то расплавленный материал, распыляемый из электродугового пистолета-распылителя, забрызгивается назад от целевой поверхности для образования пленки и к тому же возвращается к электродуговому пистолету-распылителю, тем самым вызывая повреждения в электродуговом пистолете-распылителе, или расплавленный материал, разбрызганный назад от целевой поверхности для образования пленки, самопроизвольно повторно распыляется на целевую поверхность для образования пленки, что ухудшает адгезионную способность пленки; таким образом, большой угол пересечения не является предпочтительным в свете предотвращения вышеупомянутых нежелательных инцидентов.
Согласно этой теории, мог бы быть риск, что при электродуговом распылении на оправку как целевую поверхность формирования пленки большой угол пересечения между осевой линией потока распыления от электродугового пистолета-распылителя и поверхностью основного металла оправки может также уменьшить адгезионную способность пленки. Как описано выше, при электродуговом распылении на оправку, однако, большой угол пересечения θ скорее обеспечивает повышение адгезионной способности пленки. Причина этого в следующем.
В случае электродугового распыления стальной проволоки с целью формирования пленки, содержащей оксид и Fe на поверхности основного металла оправки, требуется достаточное время для обеспечения окисления расплавленного материала, распыляемого из электродугового пистолета-распылителя, в воздухе; таким образом, расстояние распыления от электродугового пистолета-распылителя до поверхности основного металла оправки, то есть расстояние зазора от поверхности, составляет приблизительно от 200 до 1000 мм, что является относительно большим. Соответственно, даже если угол пересечения устанавливается большим, то разбрызгивание назад расплавленного материала едва происходит на поверхности основного металла оправки.
При формировании пленки электродугового распыления на поверхности основного металла оправки выполняется электродуговое распыление, в это время оправка вращается, расплавленный материал, который должен был бы разбрызгиваться назад от поверхности основного металла оправки, очень быстро сбрасывается благодаря вращению оправки, в силу этого расплавленный материал не имеет возможности самопроизвольно прилипать к поверхности основного металла оправки.
На основании приведенных выше основных испытаний следует признать, что для того, чтобы обеспечить прочную адгезионную способность пленки, сформированной на поверхности оправки, а также позволить этой адгезионной способности иметь достаточную прочность, предпочтительно поддерживать угол пересечения θ между осевой линией потока распыления от электродугового пистолета-распылителя и поверхностью основного металла оправки в диапазоне от 35 градусов до 90 градусов, в то время как выполняется электродуговое распыление для формирования пленки электродугового распыления на поверхности основного металла оправки. Более предпочтительно устанавливать угол пересечения θ в пределах диапазона от 60 градусов до 90 градусов.
Пример системы оборудования для проведения электродугового распыления с углом пересечения θ в пределах предпочтительного диапазона может включать описанные выше обычные системы оборудования 1, 2.
Как проверено в примере, описанном позже, в то время как оправка, имеющая пленку электродугового распыления, сформированную с помощью обычной системы оборудования 1, показывает относительно более продолжительный предел выносливости оправки по сравнению с оправкой, имеющей повсеместно принятую пленку обычной окалины, все же при этом степень повышения предела выносливости не всегда может быть в достаточной степени достигнута. Причина этого заключается в следующем.
Фиг. 6 представляет собой схематическое изображение, показывающее причину, почему повышение предела выносливости оправки не может быть достигнуто с помощью использования обычной системы оборудования 1, показанного на фиг. 1.
В обычной системе оборудования 1, показанной на фиг. 1, электродуговой пистолет-распылитель 13 настраивают таким образом, чтобы он перемещался в широком диапазоне от задней до части наконечника у поверхности основного металла оправки 1, таким образом, является чрезвычайно сложным управлять перемещением и состоянием электродугового пистолета-распылителя 13. Следовательно, как показано на фиг. 6, если происходит небольшое отклонение в регулировании расположения или в регулировании состояния электродугового пистолета-распылителя 13 относительно основного металла 2 оправки, то при этом угол пересечения между осевой линией Ac потока распыления от электродугового пистолета-распылителя 13 и поверхностью основного металла 2 оправки может быть отклонен от вышеупомянутого предпочтительного диапазона (окруженная часть на фиг. 6). Из-за этого адгезионная способность пленки становится частично пониженной.
Кроме того, обычная система оборудования 1 требует огромную камеру распыления, так как электродуговой пистолет-распылитель с возможностью перемещения в широком диапазоне расположен в камере распыления. В частности, в обычной системе оборудования 1 работает только единственный электродуговой пистолет-распылитель в широком диапазоне для формирования пленки, и программирование для управления работой усложняется, а также требуется более длительное время для формирования пленки, что ухудшает эффективность производства оправки.
Как подтверждено в примере, описанном ниже, предел выносливости оправки, имеющей пленку электродугового распыления, полученную в обычной системе оборудования 2, не может быть повышен настолько, насколько ожидалось, точно так же, как в обычной системе оборудования 1, и причина этого еще не идентифицирована. Обычная система оборудования 2 требует огромную камеру распыления, потому что все три электродуговых пистолета-распылителя установлены в камере распыления. Кроме того, в обычной системе оборудования 2 формируют пленку с помощью работы трех электродуговых пистолетов-распылителей в одно и то же время, не давая возможности пистолетам-распылителям мешать друг другу, что делает программирование для управления различными операциями сложным.
Вопреки обычным системам оборудования 1 и 2 с использованием устройства для электродугового распыления с единственной камерой распыления и осуществляющим формирование пленки в единственной распылительной камере, значительное/достаточное повышение предела устойчивости оправки, как проверено в примере, описанном позже, может быть достигнуто с помощью применения такой системы оборудования, которая делит поверхность основного металла оправки на множество секций вдоль осевого направления оправки, располагает множество камер для распыления в таком количестве, сколько имеется отдельных секций, и формирует пленку таким образом, что формирование пленки распределено на множество камер для распыления, где каждая отдельная секция в свою очередь отдельно подвергается электродуговому распылению, тем самым значительно повышая предел устойчивости оправки.
В такой системе оборудования формирование всей пленки распределено на множество камер для распыления, где формирование пленки может быть в достаточной степени достигнуто путем применения только одного пистолета-распылителя, действующего в небольшом диапазоне в каждой камере для распыления, тем самым уменьшая размер камеры для распыления. К тому же, каждый электродуговой пистолет-распылитель работает в небольшом диапазоне, и нет никаких помех для работы друг с другом, что приводит к упрощению программирования, целью которого является управление различными операциями. Кроме того, формирование пленки распределяется на множество камер для распыления и, в свою очередь, совершенствуется; таким образом, становится возможным уменьшить время, необходимое для формирования пленки в каждой секции, тем самым поддерживая на высоком уровне эффективность производства оправки.
Настоящее изобретение в основном базируется на вышеупомянутых полученных результатах.
В дальнейшем описание будет обеспечиваться предпочтительными вариантами осуществления системы оборудования для производства оправки настоящего изобретения.
<ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ>
Фиг. 7 представляет собой схематическое изображение, иллюстрирующее систему оборудования для производства оправки, имеющей пленку электродугового распыления в соответствии с первым вариантом осуществления настоящего изобретения.
Система оборудования первого варианта осуществления, представленная на этой иллюстрации, основана на конфигурациях обычных систем оборудования 1 и 2, показанных на фиг. 1 и фиг. 2, и повторное описание будет опущено, когда это целесообразно.
Как показано на фиг. 7, система оборудования в соответствии с настоящим вариантом осуществления включает устройство 10 электродугового распыления и устройство дробеструйной обработки (не показано), расположенное до устройства 10 электродугового распыления. Устройство дробеструйной обработки является таким же, как в обычных системах оборудования 1 и 2.
В настоящем варианте осуществления поверхность основного металла оправки 1 разделена на две секции вдоль осевого направления оправки 1. На фиг. 7 показан пример оправки 1, разделенной на часть 1a конца наконечника и часть 1b корпуса.
Устройство 10 для электродугового распыления в настоящем варианте осуществления включает две камеры для распыления 11A и 11B, то есть столько, сколько имеется разделенных секций поверхности основного металла оправки 1. Эти камеры для распыления 11A и 11B расположены последовательно, и оправка 1 в свою очередь подается в каждую камеру. В дальнейшем, в системе оборудования в настоящем варианте осуществления две камеры для распыления упоминаются как первая камера для распыления 11A и вторая камера для распыления 11B в порядке подачи оправки 1, причем оправка 1 заранее подвергается дробеструйной обработке в дробеструйном устройстве.
Поворотные столы 12A и 12B, способные вращаться вокруг своих вертикальных осей, расположены соответственно в первой и второй камерах 11A и 11В для распыления, и оправка 1 вертикально (с частью наконечника) установлена в каждом центре поворотных столов 12A и 12B.
Кроме того, пистолеты-распылители 13A и 13B, каждый из которых плавит стальную проволоку электрической дугой и распыляет расплавленный материал, расположены в первой и второй камере для распыления 11A и 11B, соответственно. Электродуговой пистолет-распылитель 13A в первой камере для распыления 11A (в дальнейшем именуемый как "первый пистолет-распылитель" в первом варианте осуществления) установлен так, чтобы быть напротив области части 1b корпуса оправки у поверхности основного металла оправки 1, и совершает возвратно-поступательное перемещение только вдоль этой области. Электродуговой пистолет-распылитель 13B во второй камере для распыления 11B (в дальнейшем именуемый как "второй пистолет-распылитель" в первом варианте осуществления) установлен так, чтобы быть напротив области части 1a наконечника оправки у поверхности основного металла оправки 1, и совершает возвратно-поступательное перемещение вдоль только этой области. Два пистолета-распылителя 13A и 13B установлены на соответствующие манипуляторы шарнирной конструкции, которыми по отдельности управляют с помощью различных программ управления.
В системе оборудования настоящего варианта осуществления при формировании пленки 3 на поверхности основного металла оправки 1 с помощью использования устройства 10 для электродугового распыления сначала в первой камере для распыления 11A управляют первым пистолетом-распылителем 13A для выполнения электродугового распыления на оправку 1, в то время как оправка 1 вращается вокруг своей центральной оси наряду с вращением поворотного стола 12A. В этой операции пленка 3 сформирована на части 1b корпуса без части 1a наконечника у поверхности оправки 1.
Далее оправка 1, на которой пленка 3 сформирована в первой камера для распыления 11A, подается во вторую камеру для распыления 11B, в то время как оправка 1 вращается вокруг своей центральной оси наряду с вращением поворотного стола 12B; вторым пистолетом-распылителем 13B управляют для выполнения электродугового распыления на оправку 1. В этой операции пленка 3 формируется на части 1a наконечника у поверхности оправки 1. Таким образом, пленка 3 формируется на всей поверхности оправки 1.
Как в первой, так и во второй камере распыления передвижением и положением каждого электродугового пистолета-распылителя управляют для выполнения электродугового распыления таким образом, чтобы угол пересечения между осевой линией потока распыления от каждого электродугового пистолета-распылителя и поверхностью основного металла оправки находился в пределах предпочтительного диапазона, который найден на основании результатов вышеупомянутых основных испытаний, то есть в пределах диапазона от 35 градусов до 90 градусов, более предпочтительно от 60 градусов до 90 градусов.
Как описано выше, в системе оборудования настоящего варианта осуществления можно получать оправку, имеющую пленку электродугового распыления, в которой пленка, содержащая оксид и Fe, формируется по всей поверхности основного металла оправки, причем стальная проволока электродуговым способом отдельно распыляется в свою очередь на каждую из двух разделенных секций поверхности основного металла оправки. Кроме того, эта конфигурация позволяет уменьшить эксплуатационный диапазон каждого пистолета-распылителя во время электродугового распыления в его разделенной секции, тем самым поддерживая вышеупомянутый угол пересечения в пределах предпочтительного диапазона, не управляя сложным способом движением и положением каждого пистолета-распылителя. В результате становится возможным обеспечить устойчивую адгезионную способность между основным металлом оправки и пленкой на всей поверхности оправки, а также реализовать стабильный предел выносливости оправки.
Как показано на фиг. 7, в системе оборудования настоящего варианта осуществления первая камера для распыления 11A и вторая камера для распыления 11B расположены рядом друг с другом и линия транспортировки 14A предусмотрена между камерами для распыления 11A и 11B. По этой линии транспортировки 14A оправка 1, на которой вначале пленка 3 формируется в первой камере для распыления 11A, доставляется во вторую камеру для распыления 11B (см. белую рельефную стрелку на фиг. 7). Система оборудования настоящего варианта осуществления дополнительно включает линию 15 транспортировки, которая служит для подачи оправки, которая прошла дробеструйную обработку, в устройство для электродугового распыления 10 (первая камера распыления 11A), и линию 16 транспортировки для выгрузки оправки 1, на которой пленка 3 формируется во второй камере распыления 11B с помощью устройства 10 для электродугового распыления 10.
Линии 14A, 15 и 16 транспортировки дают возможность оправке 1 непрерывно подаваться в устройство для электродугового распыления 10 и покрытию 3 формироваться на оправке 1, не вызывая затора в движении оправки 1 между камерами для распыления 11A и 11B, и затем выгрузки оправки 1, тем самым дополнительно повышая общую эффективность производства оправки.
В каждой камере для распыления может быть расположен защитный лист для того, чтобы закрыть оправку, кроме той области, которая предназначена для формирования пленки в камере распыления. В частности, защитный лист располагают так, чтобы закрыть часть 1a наконечника в первой камере для распыления 11A. Защитный лист располагают так, чтобы закрыть часть 1b корпуса во второй камере для распыления 11B. Это необходимо для предотвращения ухудшения адгезионной способности между основным металлом оправки и пленкой, потому что расплавленный материал распыляется с помощью электродугового пистолета-распылителя и сцепляется с непредвиденной областью при неблагоприятном угле пересечения. Следовательно, таким защитным листом может быть оснащена, по меньшей мере, первая камера для распыления 11A, и нет необходимости оснащать им вторую камеру для распыления 11B.
На фиг. 7 у пленки 3, сформированной на поверхности основного металла оправки 1, имеется большая толщина на части 1a наконечника, чем на части 1b корпуса оправки.
В отличие от этого, пленка 3 может быть однородно сформирована по всему диапазону поверхности основного металла оправки 1. Однако пленка 3, имеющая большую толщину на части наконечника оправки, является практичной в свете обеспечения повышения тепловой изоляции и сопротивления износу покрытия в части наконечника оправки, где поверхностное давление становится высоким и температура повышается во время процесса прошивки-прокатки, так что можно ожидать дальнейшее улучшение предела устойчивости оправки.
В системе оборудования настоящего варианта осуществления пистолет-распылитель, расположенный в каждой камере распыления, выполнен с возможностью возвратно-поступательного перемещения вдоль поверхности основного металла оправки, так же как и с возможностью постепенно дистанцироваться на определенное расстояние от поверхности основного металла оправки. С помощью этого сложного движения формируется такая пленка на основном металле оправки, в которой постепенно увеличивается доля оксидной области по отношению к поверхности (именуемой в дальнейшем как "оксидная доля"). Пленка, имеющая меньшую оксидную долю в части смежной с основным металлом оправки и имеющая большую долю на внешней поверхности, практична в свете обеспечения тепловой изоляции и предотвращения выполнения заедания на поверхности пленки, так же как и в свете обеспечения адгезионной способности в части смежной с основным металлом оправки.
<ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ>
Фиг. 8 представляет собой схематическое изображение, иллюстрирующее систему оборудования для производства оправки с пленкой электродугового распыления в соответствии со вторым вариантом осуществления настоящего изобретения.
Эта система оборудования отличается от системы оборудования первого варианта осуществления следующими характерными особенностями.
Система оборудования настоящего варианта осуществления позволяет далее увеличить число разделенных секций поверхности основного металла оправки 1. Конкретно, в настоящем варианте осуществления поверхность основного металла оправки 1 разделена на три секции вдоль осевого направления оправки 1. На фиг. 8 показан пример, в котором поверхность основного металла оправки 1 разделена на часть 1а наконечника, переднюю половину 1ba части корпуса и заднюю половину 1bb части корпуса.
Устройство 10 электродугового распыления в настоящем варианте осуществления включает три камеры для распыления 11A, 11B и 11C, столь же много, сколько имеется разделенных секций на поверхности основного металла оправки 1, для того, чтобы сформировать пленку 3. Эти камеры для распыления 11A, 11B и 11C расположены последовательно, и оправка 1 направляется в каждую камеру распыления по очереди. В дальнейшем три камеры для распыления упоминаются как первая камера для распыления 11A, вторая камера для распыления 11B и третья камера для распыления 11C в порядке подачи оправки 1, к которой была применена дробеструйная обработка с помощью устройства дробеструйной обработки. Третья камера для распыления 11C настоящего варианта осуществления соответствует второй камере для распыления 11B первого варианта осуществления.
Поворотные столы 12A, 12B и 12C, способные вращаться вокруг вертикальной оси, расположены в первой, второй и третьей камерах для распыления 11A, 11B и 11C, и оправка 1 вертикально (с частью наконечника) установлена в каждом центре поворотных столов 12A, 12B и 12C.
Кроме того, пистолеты-распылители 13A, 13B и 13C, каждый из которых плавит стальную проволоку электрической дугой и распыляет этот расплавленный материал, расположены соответственно в первой, второй и третьей камерах распыления 11A, 11B и 11C. Электродуговой пистолет-распылитель 13A в первой камере для распыления 11A (в дальнейшем именуемый как "первый пистолет-распылитель" во втором варианте осуществления) установлен так, чтобы быть напротив области задней половины 1bb части 1b корпуса оправки поверхности основного металла оправки 1, и перемещается возвратно-поступательно только по этой области. Электродуговой пистолет-распылитель 13B во второй камере для распыления 11B (в дальнейшем именуемый как "второй пистолет-распылитель" во втором варианте осуществления) установлен так, чтобы быть напротив области передней половины 1ba части 1b корпуса оправки у поверхности основного металла оправки 1, и перемещается возвратно-поступательно только по этой области. Электродуговой пистолет-распылитель 13C в третьей камере для распыления 11С (в дальнейшем именуемый как "третий пистолет распылитель" во втором варианте осуществления) установлен так, чтобы быть напротив области части 1а наконечника оправки у поверхности основного металла оправки 1, и перемещается возвратно-поступательно только по этой области. Эти три пистолета-распылителя 13A, 13B и 13C установлены на соответствующих манипуляторах шарнирной конструкции, и раздельно управляются разными программами управления.
В системе оборудования настоящего варианта осуществления формирование пленки 3 на поверхности основного металла оправки 1 происходит с использованием устройства 10 электродугового распыления сначала в первой камере для распыления 11A, где оправка 1 вращается вокруг своей центральной оси наряду с вращением поворотного стола 12A, и первый пистолет-распылитель 13A затем приводится в действие для выполнения электродугового распыления на оправку 1. В этой операции пленка 3 формируется на задней половине 1bb части корпуса кроме части наконечника 1a и передней половины 1ba части корпуса на поверхности оправки 1.
Вслед за вышеупомянутой операцией, оправка 1, на которой пленка 3 сформирована в первой камере для распыления 11A, направляется во вторую камеру для распыления 11B, где оправка 1 вращается вокруг своей центральной оси наряду с вращением поворотного стола 12B, и второй пистолет-распылитель 13B приводится в действие для выполнения электродугового напыления на оправку 1.
В этой операции пленка 3 формируется на передней половине 1ba части корпуса на поверхности оправки 1.
Затем оправка 1, на которой пленка 3 сформирована во второй камере для распыления 11B, направляется в третью камеру для распыления 11C, где оправка 1 вращается вокруг своей центральной оси наряду с вращением поворотного стола 12C, и третий пистолет-распылитель 13C затем приводится в действие для выполнения электродугового напыления на оправку 1.
В этой операции пленка 3 формируется на части наконечника 1a на поверхности оправки 1. В этом способе в результате пленка 3 формируется по всей поверхности оправки 1.
Во всех от первой до третьей камер распыления, движение и положение каждого пистолета-распылителя регулируется для выполнения проведения электродугового распыления таким образом, чтобы угол пересечения между осевой линией потока распыления каждого пистолета-распылителя и поверхностью основного металла оправки находился в пределах предпочтительного диапазона, который определен на основании результатов вышеописанных основных испытаний.
Как описано выше, с помощью системы оборудования настоящего варианта осуществления можно изготовить оправку, имеющую пленку электродугового распыления, где пленка, содержащая оксид и Fe, формируется по всей поверхности основного металла оправки таким способом, в котором стальная проволока отдельно в свою очередь распыляется электродуговым методом на каждую из трех секций, на которые разделена поверхность основного металла оправки.
Как показано на фиг. 8, в системе оборудования настоящего варианта осуществления первая камера для распыления 11A и вторая камера для распыления 11B расположены рядом друг с другом, вторая камера для распыления 11B и третья камера для распыления 11C также расположены рядом друг с другом, между первой камерой для распыления 11A и второй камерой для распыления 11B предусмотрена линия транспортировки 14A, и между второй камерой для распыления 11B и третьей камерой для распыления 11C также предусмотрена линия транспортировки 14B. По линии транспортировки 14A оправка 1, на которой пленка 3 сформирована в первой камере распыления 11A, поставляется во вторую камеру распыления 11B, и по линии транспортировки 14B оправка 1, на которой пленка 3 сформирована во второй камере распыления 11B, поставляется в третью камеру распыления 11C (см. белую фигурную стрелку на иллюстрации 8). Система оборудования в настоящем варианте осуществления дополнительно включает линию 15 транспортировки для подачи оправки, которая прошла дробеструйную обработку, в устройство 10 электродугового распыления (первая камера для распыления 11A) и линию 16 транспортировки для выгрузки оправки 1, на которой пленка 3 сформирована в третьей камере распыления 11С, из устройства 10 электродугового распыления.
Как и в первом варианте осуществления, линии 14A, 14B, 15 и 16 транспортировки дают возможность оправке 1 непрерывно подаваться в устройство 10 для электродугового распыления и пленке 3 быть сформированной на оправке 1, не вызывая затора в движении оправки 1 между камерами для распыления 11A, 11B и 11С, а затем позволяют выпустить оправку 1, тем самым дополнительно повышая общую эффективность производства оправки.
Как и в первом варианте осуществления настоящего изобретения, защитный лист может быть расположен в каждой камере для распыления для того, чтобы закрыть оправку, кроме той области, на которой должна формироваться пленка в камере распыления. В частности, защитный лист так расположен, чтобы закрыть часть 1a наконечника и переднюю половину 1ba части корпуса в первой камере для распыления 11A. Защитный лист так расположен, чтобы закрыть часть 1a наконечника корпуса и заднюю половину 1bb части корпуса во второй камере для распыления 11B. Защитный лист так расположен, чтобы закрыть переднюю половину 1ba и заднюю половину 1bb части корпуса в третьей камере для распыления 11C. По той же причине, что и в первом варианте осуществления, таким защитным листом может быть снабжена, по меньшей мере, первая камера распыления 11A и вторая камера распыления 11B для того, чтобы закрыть часть 1a наконечника, и нет необходимости снабжать им третью камеру распыления 11C.
Количество секций, на которые разделена поверхность основного металла оправки, может быть больше чем одна, и число электродуговых пистолетов-распылителей может быть определено в соответствии с количеством разделенных секций.
[ПРИМЕР]
С цель подтверждения эффектов настоящего изобретения тест прошивки-прокатки проводили таким образом, что были изготовлены прошивные и прокатные оправки и каждая из произведенных оправок устанавливалась на прошивной пресс для того, чтобы осуществить процесс прошивки-прокатки. Условия испытания были следующие.
[СПОСОБ ИСПЫТАНИЯ]
(1) ПРОИЗВОДСТВО ОПРАВОК
Некоторое количество оправок в форме пули, где каждая имела максимальный диаметр 57 мм, были изготовлены с помощью горячей обработки инструментальной стали, указанного стандарта JIS, в качестве основного металла. Оправки, имеющие пленку электродугового распыления, изготавливались таким способом, в котором применялась дробеструйная обработка к каждой оправке при использовании системы оборудования из первого и второго вариантов осуществления, как показано на фиг. 7 и фиг. 8, и после этого проводилось электродуговое распыление с использованием стальной проволоки для того, чтобы сформировать пленку на поверхности основного металла каждой оправки.
Для сравнения были изготовлены оправки, имеющие пленки электродугового распыления, с использованием обычных систем оборудования 1 и 2, показанных на фиг. 1 и фиг. 2. В дополнение к этому, оправки, имеющие налет нагара, были изготовлены с формированием пленки окалины на поверхности основного металла каждой оправки путем закалки при высокой температуре в печи.
При образовании пленки электродугового распыления электродуговое распыление проводили для каждой оправки с расстояния напыления, то есть с расстояния зазора от электродугового пистолета-распылителя до поверхности основного металла оправки, которое первоначально устанавливали 200 мм, и во время электродугового распыления пистолет-распылитель постепенно отводили от поверхности основного металла оправки до тех пор, пока расстояние напыления, наконец, не стало 1000 мм. Толщина пленки каждой оправки, имеющей пленку электродугового распыления, была установлена до 500 мкм в части корпуса оправки (передняя половина и задняя половина) и до 1500 мкм в части наконечника оправки. Толщина пленки каждой оправки, имеющей пленку из окалины, была установлена до 600 мкм по всей площади оправки.
(2) ПРОШИВКА-ПРОКАТКА
Используя вышеупомянутые различные оправки, были изготовлены полые гильзы путем прошивки-прокатки следующих заготовок (материалов), нагретых до температуры 1200°C.
Размер заготовки: трубная заготовка 70 мм в диаметре и 1000 мм в длину.
Марка материала заготовки: SUS304.
Полая гильза: 74 мм во внешнем диаметре, 8,6 мм толщина стенки, 2200 мм - длина.
[МЕТОД ОЦЕНКИ]
(1) ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОИЗВОДСТВА ОПРАВКИ
В случае формирования пленки электродугового распыления на оправке десять оправок непрерывно одна за другой направлялись в каждую систему оборудования, и было подсчитано количество оправок, которые могли быть изготовлены в час. Для случая формирования на оправке пленки из окалины пятнадцать оправок были термически обработаны в печи при высокой температуре за определенное время, и было подсчитано число оправок, которые могли быть произведены в час. Экономическую эффективность производства оправки оценивали на основании числа производимых оправок в час.
(2) ПРЕДЕЛ ВЫНОСЛИВОСТИ ОПРАВКИ
Технический контроль проводился по внешнему виду каждой оправки всякий раз, когда прошивка-прокатка была завершена. Для каждой оправки исследовали число проходов до тех пор, пока оправка не становилась непригодной из-за отслаивания пленки или возникновения потери металла в результате плавления или деформации, образующейся на конце наконечника оправки, другими словами, подсчитывали количество стальных заготовок, которые успешно прошли непрерывную прошивку-прокатку (число раз непрерывной прошивки-прокатки). Число раз непрерывной прошивки-прокатки оценивали как предел выносливости оправки.
[РЕЗУЛЬТАТЫ ИСПЫТАНИЙ]
Результаты испытаний показаны в таблице 1.
Тест № 1-3 представлен Сравнительными примерами, и Тест № 4-5 представлен Примерами настоящего изобретения.
В тесте № 1 испытание проводили на оправке с пленкой из окалины, сформированной с помощью термообработки. В результате число производимых оправок было всего лишь две в час. В этом случае число раз непрерывной прошивки прокатки было два, что является очень малым.
В тесте № 2 испытание проводили на оправке, имеющей пленку электродугового распыления, сформированную с использованием обычной системы оборудования 1, показанной на фиг. 1, которая действовала с единственным пистолетом-распылителем в единственной камере для распыления. В результате число производимых оправок было всего лишь две в час. В этом случае наблюдалось некоторое количество полезных эффектов пленки, сформированной электродуговым распылением, и число раз непрерывной прошивки-прокатки стало шесть.
В тесте №3 испытание проводили на оправке, имеющей пленку электродугового распыления, сформированную с использованием обычной системы оборудования 2, показанной на фиг. 2, в которой действовали три пистолета-распылителя одновременно в единственной камере для распыления. В результате число производимых оправок было повышено до шести в час. Опять наблюдалось некоторое количество положительных эффектов пленки электродугового распыления, и число раз непрерывной прошивки-прокатки стало четыре.
Для сравнения с вышеупомянутыми сравнительными примерами в тесте №4 испытание проводили на оправке, имеющей пленку электродугового распыления, сформированную с использованием системы оборудования первого варианта осуществления, показанного на фиг. 7, в котором формирование пленки было разделено на две камеры распыления, в каждой из которых был установлен единственный пистолет-распылитель. В частности, поверхность основного металла оправки была разделена на две секции вдоль осевого направления оправки, и формирование пленки было разделено на две камеры распыления для того, чтобы отдельно в свою очередь формировать пленку в каждой секции. В результате число производимых оправок могло было обеспечено в количестве пяти в час. В этом случае число раз непрерывной прошивки-прокатки могло быть увеличено до четырнадцати, что показывало значительное увеличение.
В тесте № 5 испытание проводили на оправке, имеющей пленку электродугового распыления, сформированную с использованием системы оборудования второго варианта осуществления, показанного на фиг. 8, в котором формирование пленки было разделено на три камеры для распыления, где в каждой из которых установлен единственный пистолет-распылитель. В частности, поверхность основного металла оправки была разделена на три секции вдоль осевого направления оправки, и формирование пленки было разделено на три камеры распыления для того, чтобы по отдельности в свою очередь формировать пленку в каждой секции. В результате число производимых оправок было увеличено до семи в час. В этом случае число раз непрерывной прошивки-прокатки было пятнадцать, что показывало дальнейшее значительное увеличение.
На основании вышеупомянутых результатов стало очевидным, что экономическая эффективность производства оправки может быть поддержана на высоком уровне и устойчивое повышение предела выносливости оправки реализуется во время процесса прошивки-прокатки благодаря применению такой системы оборудования, которая делит поверхность основного металла оправки на множество секций вдоль осевого направления оправки и содержит в своем составе множество камер для распыления, каждая из которых по отдельности в свою очередь формирует пленку в своей разделенной секции.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Настоящее изобретение может эффективно использоваться в производстве бесшовный стальной гильзы/трубы из высоко- легированной стали.
СПИСОК УПОМИНАЕМЫХ ОБОЗНАЧЕНИЙ
1 - оправка
1a - часть наконечника оправки
1b - часть корпуса оправки
1ba - передняя половина части корпуса оправки
1bb - задняя половина части корпуса оправки
3 - пленка электродугового распыления
10 - устройство электродугового распыления
11, 11А, 11В, 11C - камеры для распыления
12, 12А, 12В, 12С - поворотные столы
13, 13А, 13В, 13С - электродуговые пистолеты-распылители
14А, 14В, 15, 16 - линии транспортировки
Pc - центральная ось оправки
Ac - осевая линия потока распыления от электродугового пистолета-распылителя
θ - угол пересечения
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОШИВНАЯ И ПРОКАТНАЯ ОПРАВКА, СПОСОБ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ | 2008 |
|
RU2446024C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОШИВКИ-ПРОКАТКИ | 2013 |
|
RU2593884C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОШИВНОЙ ПРОКАТКИ | 2013 |
|
RU2598414C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОКАТКИ С ПРОШИВКОЙ | 2013 |
|
RU2588937C2 |
| ПРОШИВНАЯ ОПРАВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605044C2 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 2013 |
|
RU2584620C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА ПРОШИВНОГО СТАНА | 2023 |
|
RU2819688C1 |
| Способ восстановления наружной поверхности оправок прошивного стана и штамп для его осуществления | 2023 |
|
RU2806565C1 |
| СПОСОБ ГОРЯЧЕЙ ОБРАБОТКИ ХРОМСОДЕРЖАЩЕЙ СТАЛИ | 2004 |
|
RU2336133C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
Изобретение относится к линии производства прошивной и прокатной оправки, используемой для изготовления бесшовной стальной трубы. Упомянутая линия содержит устройство для дробеструйной обработки поверхности оправки, расположенное до устройства электродугового распыления для выполнения электродугового распыления стальной проволоки на поверхность основного металла оправки после дробеструйной обработки, для формирования на ней пленки, содержащей оксид Fe и Fe. Устройство для электродугового распыления содержит по меньшей мере две камеры для распыления, каждая из которых используется по отдельности для формирования пленки в свою очередь в каждой из секций, на которые поверхность основного металла оправки разделена вдоль осевого направления оправки. В каждой камере распыления расположен электродуговой пистолет-распылитель для плавления стальной проволоки с помощью электрической дуги и распыления расплавленного материала из него на поверхность основного металла оправки. Электродуговое распыление выполняется при угле пересечения между осевой линией потока распыления от электродугового пистолета-распылителя и поверхностью основного металла оправки, находящемся в диапазоне от 35 градусов до 90 градусов. Оправка имеет форму пули и содержит часть корпуса и часть наконечника. Первая камера для распыления выполнена с возможностью формирования пленки в области части корпуса на поверхности основного металла оправки, а вторая камера распыления - с возможностью формирования пленки в области части наконечника на поверхности основного металла оправки. Оправка, на которой формируется пленка во второй камере для распыления, имеет пленку на части корпуса, сформированную в первой камере для распыления. Обеспечивается стабильное повышение предела выносливости оправки. 1 з.п. ф-лы, 8 ил., 1 табл., 5 пр.
1. Линия производства прошивной и прокатной оправки, используемой для изготовления бесшовной стальной трубы, отличающаяся тем, что она содержит устройство для дробеструйной обработки поверхности оправки, расположенное до устройства электродугового распыления для выполнения электродугового распыления стальной проволоки на поверхность основного металла оправки после дробеструйной обработки, для формирования на ней пленки, содержащей оксид Fe и Fe, причем устройство для электродугового распыления содержит по меньшей мере две камеры для распыления, каждая из которых используется по отдельности для формирования пленки в свою очередь в каждой из секций, на которые поверхность основного металла оправки разделена вдоль осевого направления оправки, при этом в каждой камере распыления расположен электродуговой пистолет-распылитель для плавления стальной проволоки с помощью электрической дуги и распыления расплавленного материала из него на поверхность основного металла оправки, причем электродуговое распыление выполняется при угле пересечения между осевой линией потока распыления от электродугового пистолета-распылителя и поверхностью основного металла оправки, находящемся в диапазоне от 35 градусов до 90 градусов, при этом оправка имеет форму пули и содержит часть корпуса и часть наконечника, причем первая камера для распыления выполнена с возможностью формирования пленки в области части корпуса на поверхности основного металла оправки, а вторая камера распыления выполнена с возможностью формирования пленки в области части наконечника на поверхности основного металла оправки, при этом оправка, на которой формируется пленка во второй камере для распыления, имеет пленку на части корпуса, сформированную в первой камере для распыления.
2. Линия по п. 1, отличающаяся тем, что она дополнительно содержит линию транспортировки для передвижения оправки между камерами для распыления.
| ПРОШИВНАЯ И ПРОКАТНАЯ ОПРАВКА, СПОСОБ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ | 2008 |
|
RU2446024C2 |
| Линия для металлизации длинномерных нежестких изделий | 1983 |
|
SU1145049A1 |
| Линия металлизации проката | 1984 |
|
SU1235987A1 |
| JP 2011001612 A, 06.01.2011. | |||

