[Область техники]
Настоящее изобретение относится к оправке, и, более подробно, к оправке для использования в прошивном стане для прошивной прокатки заготовки.
[Предшествующий уровень техники]
Прошивной стан используется для производства бесшовных стальных труб в процессе Маннесмана. Прошивной стан включает в себя пару валков для косовалковой (винтовой) прокатки и оправку. Оправка располагается между парой валков для винтовой прокатки и находится на линии оси прокатки. Прошивной стан проталкивает и продавливает заготовку по оправке, в то время как она вращается в окружном направлении при помощи валков для винтовой прокатки для прошивной прокатки заготовки в полую заготовку.
Прошивной стан осуществляет прошивную прокатку нагретой заготовки. В результате оправка, по которой продавливается заготовка, подвергается действию высокой температуры и подвергается высокому давлению. Поэтому оправка подвержена оплавлению и задирам.
Как правило, оксидная окалина формируется на поверхности основного металла оправки. Окалина блокирует теплоту от заготовки, таким образом, подавляя возникновение оплавления. Окалина дополнительно подавляет возникновение задиров.
Однако окалина будет изнашиваться каждый раз, когда оправка осуществляет прошивную прокатку заготовки. Когда окалина исчезает, температура основного металла оправки будет повышаться, приводя к оплавлению оправки.
Для увеличения срока службы (количества использований) оправки предлагается формирование иного покрытия, нежели окалина, на поверхности основного металла оправки.
В документе JP 4279350 В предложено формирование пленочного напыления, изготовленного из оксидов и железа, путем дугового распыления стержня из железной проволоки на поверхность основного металла оправки.
Более того, в документах JP 2776266 B, JP 3891679 B и JP 2009-101408 А описано формирование сварочной наплавкой слоя на поверхности основного металла оправки.
В Документе CN 102284777 А, B23K 10/02, 21.12.2011 также раскрывается оправка для прошивной прокатки, содержащая тело оправки и наплавленный слой на ее поверхности.
[Раскрытие изобретения]
Тем не менее, за последние годы возникла необходимость в дополнительном увеличении срока службы оправки.
Задачей настоящего изобретения является обеспечение оправки для использования в прошивном стане для прошивной прокатки заготовки, при этом оправка имеет увеличенный срок службы.
Оправка в соответствии с реализацией настоящего изобретения используется в прошивном стане для прошивной прокатки заготовки. Оправка включает в себя тело оправки, наплавленный сваркой слой и напыленное пленочное покрытие. Наплавленный сваркой слой сформирован на поверхности тела оправки. Напыленное пленочное покрытие покрывает по меньшей мере область от заднего конца наплавленного слоя до положения максимального наружного диаметра тела оправки по поверхности тела оправки.
Оправка в соответствии с настоящим изобретением будет обладать увеличенным сроком службы.
[Краткое описание чертежей]
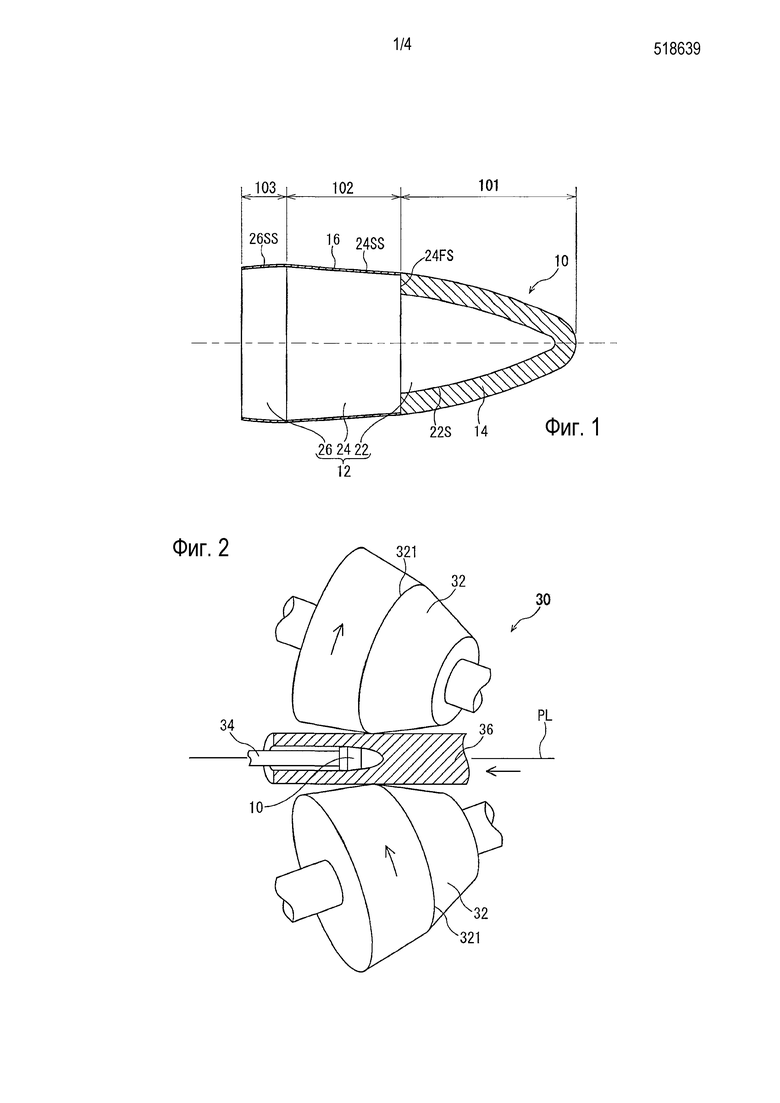
Фигура 1 изображает продольный вид в разрезе оправки в соответствии с первым вариантом настоящего изобретения.
Фигура 2 изображает схематичный вид, показывающий конфигурацию прошивного стана, в котором используется оправка по Фиг. 1.
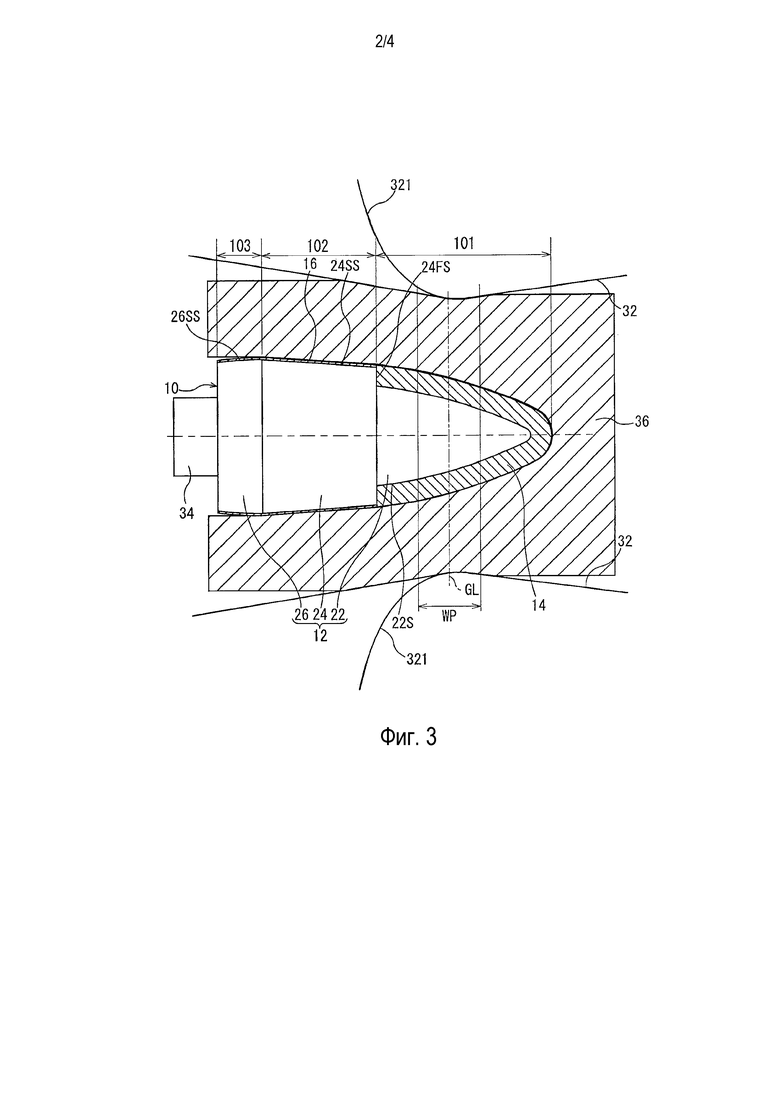
Фигура 3 изображает схематичный вид, показывающий соотношение между наплавленным слоем оправки и участком сужения валка для винтовой прокатки.
Фигура 4 изображает продольный вид в разрезе оправки в соответствии со вторым вариантом настоящего изобретения.
Фигура 5 изображает продольный вид в разрезе оправки в соответствии с испытуемыми образцами 12-18.
Фигура 6 изображает продольный вид в разрезе оправки в соответствии с испытуемыми образцами 19-20.
[Описание вариантов осуществления]
Оправка в соответствии с настоящим изобретением используется в прошивном стане для прошивной прокатки заготовки. Оправка включает в себя тело оправки, наплавленный слой и напыленное пленочное покрытие. Наплавленный слой формируется на поверхности тела оправки. Напыленное пленочное покрытие покрывает по меньшей мере область от заднего конца наплавленного слоя до положения максимального наружного диаметра тела оправки по поверхности тела оправки.
Во время прошивной прокатки заготовки тело оправки входит в контакт с заготовкой; поэтому тело оправки подвержено оплавлению. Эта часть, подверженная оплавлению, снабжается наплавленным слоем, обладающим высокой жаропрочностью. Таким образом, повышается жаропрочность тела оправки. Следовательно, тело оправки становится менее подвержено оплавлению.
В то же время формирование наплавленного слоя на всей поверхности оправки приведет к увеличению вероятности формирования задиров. Следовательно, на оправку в соответствии с настоящим изобретением наносится напыленное пленочное покрытие на боковой поверхности оправки. Напыленное пленочное покрытие обладает лучшим сопротивлением задирам, чем наплавленный слой. Поэтому в оправке в соответствии с настоящим изобретением наплавленный слой подавляет оплавление, а напыленное пленочное покрытие подавляет формирование задиров. Следовательно, срок службы оправки увеличивается.
Предпочтительно, наплавленный слой покрывает передний концевой участок тела оправки. Если прошивной прокатке подвергается сплошная заготовка, передний концевой участок тела оправки контактирует с заготовкой. Таким образом, передний концевой участок тела оправки подвержен оплавлению. Этот участок, подверженный оплавлению, покрыт наплавленным слоем. В результате, передний концевой участок оправки менее подвержен оплавлению.
Предпочтительно, тело оправки включает в себя первый участок тела оправки и второй участок тела оправки. Первый участок тела оправки включает в себя передний концевой участок. Второй участок тела оправки имеет наружный диаметр, больший, чем диаметр заднего конца первого участка тела оправки, и проходит от заднего конца первого участка тела оправки. Наплавленный слой сформирован на поверхности первого участка тела оправки. Напыленное пленочное покрытие сформировано на поверхности второго участка тела оправки.
В этом случае, даже если наплавленный слой будет толще, чем напыленное пленочное покрытие, менее вероятно, что на границе между наплавленным слоем и напыленным пленочным покрытием будет формироваться перепад высоты.
Предпочтительно, тело оправки включает в себя первый участок тела оправки и второй участок тела оправки. Первый участок тела оправки включает в себя передний концевой участок тела оправки. Второй участок тела оправки простирается от заднего конца первого участка тела оправки. Наплавленный слой формируется на поверхности второго участка тела оправки.
В этом случае оправка может быть использована, например, для прошивной прокатки полой заготовки.
Предпочтительно, тело оправки дополнительно включает в себя третий участок тела оправки. Третий участок тела оправки простирается от заднего конца второго участка тела оправки. Наружный диаметр переднего конца второго участка тела оправки меньше, чем наружный диаметр заднего конца первого участка тела оправки. Третий участок тела оправки имеет наружный диаметр, больший, чем у заднего конца второго участка тела оправки. Напыленное пленочное покрытие сформировано на поверхности третьего участка тела оправки.
В этом случае между первым участком тела оправки и третьим участком тела оправки поверхность второго участка тела оправки формирует донную поверхность, и формируется углубленный калибр, простирающийся вокруг центральной оси тела оправки. Наплавленный слой располагается в этом углубленном калибре. В действительности, даже если наплавленный слой будет толще, чем напыленное пленочное покрытие, маловероятно образование на границе между наплавленным слоем и напыленным пленочным покрытием перепада высоты.
Предпочтительно, поверхность наплавленного слоя и поверхность напыленного пленочного покрытия сообщаются друг с другом плавным образом. В таком случае, поскольку не существует перепада высот на границе между наплавленным слоем и напыленным пленочным покрытием, становится менее вероятно, что во внутреннем пространстве полой заготовки после прошивной прокатки возникнут трещины.
Предпочтительно, наплавленный слой содержит карбиды. В этом случае жаропрочность наплавленного слоя будет дополнительно увеличена.
Здесь далее оправка в соответствии с вариантами настоящего изобретения будет описана со ссылкой на чертежи. Подобные или соответствующие части на чертежах имеют схожие ссылочные позиции, и их описание не будет повторяться.
[Первый вариант]
Фигура 1 показывает продольный вид в разрезе оправки 10 в соответствии с первым вариантом настоящего изобретения. Оправка 10 может быть использована для прошивной прокатки, например, сплошной заготовки. Как показано на Фигуре 1, оправка 10 включает в себя тело 12 оправки, наплавленный слой 14 и напыленное пленочное покрытие 16.
[Тело оправки]
Тело 12 оправки включает в себя первый участок 22 тела оправки, второй участок 24 тела оправки и задний концевой участок 26.
Первый участок 22 тела оправки включает в себя передний концевой участок тела 12 оправки. Поперечное сечение первого участка 22 тела оправки имеет круглую форму. Наружный диаметр первого участка 22 тела оправки увеличивается от переднего конца в направлении заднего конца оправки 10.
Второй участок 24 тела оправки имеет наружный диаметр, больший, чем диаметр заднего конца первого участка 22 тела оправки. Второй участок 24 тела оправки простирается в осевом направлении оправки 10 от заднего конца первого участка 22 тела оправки.
Поперечное сечение второго участка 24 тела оправки имеет круглую форму, и наружный диаметр переднего конца второго участка 24 тела оправки больше, чем наружный диаметр заднего конца первого участка 22 тела оправки. Второй участок 24 тела оправки расположен коаксиально с первым участком 22 тела оправки. В результате, перепад высот будет формироваться на границе между вторым участком 24 тела оправки и первым участком 22 тела оправки. Передняя концевая поверхность 24FS второго участка 24 тела оправки 24 имеет круглую форму.
Наружный диаметр второго участка 24 тела оправки увеличивается от переднего конца по направлению к заднему концу оправки 10. Наружный диаметр заднего конца второго участка 24 тела оправки представляет собой максимальный наружный диаметр тела 12 оправки.
Задний концевой участок 26 оборудован прилегающим ко второму участку 24 тела оправки на задней стороне второго участка 24 тела оправки. Наружный диаметр заднего концевого участка 26 уменьшается от переднего конца по направлению к заднему концу оправки 10.
[Защитная пленка тела оправки]
Вышеописанное тело 12 оправки оборудовано защитными пленками (наплавленным слоем 14 и напыленном пленочным покрытием 16), различными для его переднего и заднего концов.
[Наплавленный слой]
Наплавленный слой 14 сформирован на поверхности тела 12 оправки. Наплавленный слой 14 покрывает по меньшей мере передний концевой участок тела 12 оправки. В примере, показанном на Фигуре 1, наплавленный слой 14 покрывает всю поверхность 22S первого участка 22 тела оправки и переднюю концевую поверхность 24FS второго участка 24 тела оправки. Наплавленный слой 14 сформирован посредством хорошо известного метода сварочной наплавки, например, плазменной сварки дугой прямого действия (РТА), дуговой сварки плавящимся электродом в инертном газе (MIG) и газовольфрамовой дуговой сварки (TIG). Толщина наплавленного слоя 14, к примеру, составляет не менее 1 мм. Предпочтительно, наплавленный слой 14 имеет толщину от 1 до 20 мм, более предпочтительно от 2 до 10 мм. Если толщина должна превышать 5 мм, например, может быть сформировано множество наплавленных слоев. Каждый слой имеет толщину от 2 до 5 мм, например. После формирования множества наплавленных слоев искомая общая толщина может быть достигнута путем срезания поверхности самого верхнего наплавленного слоя. Если толщина должна быть меньше 2 мм, наплавленный слой с толщиной 2 мм или больше может быть сформирован до того, как поверхность наплавленного слоя будет срезана для достижения искомой толщины. Если наплавленный слой 14 слишком тонкий, жаропрочность не может быть увеличена. Если наплавленный слой 14 слишком толстый, в наплавленном слое 14 могут образовываться трещины. Более того, формирование такого наплавленного слоя 14 может потребовать больше времени, что приведет к увеличению производственных затрат. Толщина наплавленного слоя 14 необязательно должна быть постоянной. Например, передний концевой участок наплавленного слоя 14 может иметь большую толщину, чем другие участки. Наружный диаметр заднего конца наплавленного слоя 14 больше, чем наружный диаметр переднего конца второго участка 24 тела оправки.
Наплавленный слой 14 изготавливается из, например, сплава, в основном состоящего из переходного металла. Примером такого сплава является сплав (сплав Стеллит), в основном состоящий из кобальта (Со) и содержащий хром (Cr) и вольфрам (W).
Наплавленный слой 14 может содержать карбид из переходного металла. Примерами такого карбида из переходного металла являются карбид ниобия (NbC), карбид вольфрама (WC), карбид титана (TiC), карбид ванадия (VC) и карбид хрома (CrC). Такие карбиды из переходного металла содержатся например в 20-50% от объема. Средний размер частиц такого карбида переходного металла составляет, например, от 65 до 135 мкм.
[Напыленное пленочное покрытие]
Напыленное пленочное покрытие 16 покрывает по меньшей мере область от заднего конца наплавленного слоя 14 до положения максимального наружного диаметра тела 12 оправки. В примере, показанном на Фигуре 1, напыленное пленочное покрытие 16 покрывает боковую поверхность 24SS второго участка 24 тела оправки и боковую поверхность 26SS заднего концевого участка 26. Напыленное пленочное покрытие 16 формируется хорошо известным методом напыления, например, дуговым напылением, плазменным напылением, пламенным напылением и высокоскоростным пламенным напылением. Толщина напыленного пленочного покрытия 16 составляет, например, от 400 до 800 мкм.
Состав напыленного пленочного покрытия 16 особо не ограничен. Предпочтительно, напыленное пленочное покрытие 16 изготавливается из железа (Fe) и оксидов железа (например, Fe3O4, FeO и т.п.). В этом случае напыленное пленочное покрытие 16 формируется, например, с помощью дугового распыления металлической проволоки. Напыленное пленочное покрытие 16 может дополнительно содержать оксид (например, оксид вольфрама (WO3), отличающийся от оксида железа.
Предпочтительно, доля, в которой оксид железа присутствует в напыленном пленочном покрытии 16 из железа и оксида железа, составляет 55-80% объема. Доля, в которой оксиды железа присутствуют в напыленном пленочном покрытии 16, например, больше на стороне наружного слоя, чем на стороне тела 12 оправки. В этом случае доля, в которой оксиды железа присутствуют в напыленном пленочном покрытии 16, например, составляет не более 40% от объема на участке, граничащем с телом 12 оправки, и от 55% до 80% от объема на участке наружного слоя. Для изменения - доля, в которой оксиды железа присутствуют в напыленном пленочном покрытии, например, расстояние (расстояние напыления) от распылительной форсунки аппарата для дугового напыления до тела 12 оправки может изменяться.
В примере, показанном на Фигуре 1, наружный диаметр переднего конца напыленного пленочного покрытия 16 такой же, как у заднего конца наплавленного слоя 14. То есть поверхность наплавленного слоя 14 и поверхность напыленного пленочного покрытия 16 соединяются друг с другом плавным образом.
[Способ изготовления оправки]
Далее будет приведен пример способа изготовления оправки 10. Однако способ изготовления оправки 10 не должен ограничиваться способом изготовления, описанным ниже.
Сначала изготавливается тело 12 оправки. Затем на поверхности 22S первого участка 22 тела оправки формируется наплавленный слой 14 при помощи процесса сварки дугой прямого действия (РТА). Затем выполняется дробеструйная обработка области (боковой поверхности 24SS второго участка 24 тела оправки и боковой поверхности 26SS заднего концевого участка 26) для формирования напыленного пленочного покрытия 16. В результате, поверхности приобретают шероховатость, таким образом, облегчая адгезию напыленного пленочного покрытия 16. После этого напыленное пленочное покрытие 16 формируется на области, за исключением области, где был сформирован наплавленный слой 14, боковой поверхности тела 12 оправки, посредством дугового распыления железной проволоки. В результате, изготавливается оправка 10.
Фигура 2 представляет схему, показывающую конфигурацию прошивочного стана 30, включающего в себя оправку 10. В прошивном стане 30 оправка 10 присоединена к переднему концу стержня 34 и располагается между парой валков 32 и 32 для винтовой прокатки и на оси прокатки PL. В ходе прошивной прокатки оправка 10 вдавливается в цельную заготовку 36 и подвергается действию высокой температуры и высокого давления.
Передний концевой участок оправки 10 покрыт наплавленным слоем 14. Наплавленный слой 14 имеет большую жаропрочность, чем напыленное пленочное покрытие и окалина. Таким образом, передний концевой участок оправки 10 становится менее подвержен оплавлению даже при прошивной прокатке заготовки 36.
Более того, напыленное пленочное покрытие 16 образовано на боковой поверхности участка за исключением переднего концевого участка оправки 10. Напыленное пленочное покрытие обладает большей сопротивляемостью задирам, чем наплавленный слой. Таким образом, оправка 10 становится менее подвержена задирам, чем в случае, когда вся поверхность тела 12 оправки покрыта наплавленным слоем.
Как описано выше, в оправке 10, оплавление переднего концевого участка подавляется наплавленным слоем, и образование задиров подавляется напыленным пленочным покрытием. Таким образом, срок службы оправки 10 будет увеличен.
Как правило, наплавленный слой формируется толще, чем напыленное пленочное покрытие. В оправке 10 наружный диаметр заднего конца первого участка 22 тела оправки меньше, чем наружный диаметр переднего конца второго участка 24 тела оправки. Таким образом, на границе между поверхностью наплавленного слоя 14 и поверхностью напыленного пленочного покрытия 16 не формируется перепада высоты, так что поверхность наплавленного слоя 14 и поверхность напыленного пленочного покрытия 16 соединяются друг с другом плавным образом в оправке 10. Таким образом, менее вероятно, что во внутренней поверхности полой заготовки, полученной путем прошивной прокатки заготовки, будут образовываться трещины.
Как правило, оправка для использования в прошивном стане для прошивной прокатки заготовки включает в себя прокатный участок и обкаточный участок. Прокатный участок выполняет большую часть прокатного уменьшения толщины стенки. Обкаточный участок обеспечивает конечную толщину стенки плавным образом. В примере, показанном на Фигуре 1, первый участок 22 тела оправки и наплавленный слой 14, покрывающий поверхность первого участка тела оправки 22, соответствуют прокатному участку 101, и второй участок 24 тела оправки и напыленное пленочное покрытие 16, покрывающее поверхность второго участка 24 тела оправки, соответствуют обкаточному участку 102. Однако такое соответствие необязательно. Вкратце, наплавленный слой 14 может быть выполнен на участке, подверженном оплавлению при прошивной прокатке заготовки 36. Участок, подверженный оплавлению, представляет собой прокатный участок. Участок, особо подверженный оплавлению, представляет собой передний концевой участок прокатного участка, и участок в прокатном участке, противоположный участку 321 сужения валка для косого валка 32 (участок, противоположный узкому участку в направлении, перпендикулярном линии прокатки PL). Как показано на Фигуре 3, расстояние между парой валков 32, 32 для винтовой прокатки самое короткое между узкими участками 321, 321 (в положении GL, показанном пунктиром на Фигуре 3).
Как правило, оплавление, наиболее вероятно, возникает по ширине WP в несколько сантиметров вперед и назад (например, 3 см. вперед и назад, соответственно) в направлении линии прокатки от положения GL напротив узкого участка 321 в прокатном участке. Таким образом, наплавленный слой 14 предпочтительно формируется в области, простирающейся по меньшей мере от переднего конца оправки до положения на определенном расстоянии (например, 3 см) позади положения GL. Следует отметить, что наплавленный слой 14 предпочтительно не формируется на обкаточном участке с точки зрения подавления образования задиров на оправке.
На Фигуре 1 напыленное пленочное покрытие 16 сформировано по всей поверхности второго участка 24 тела оправки и заднего концевого участка 26. Однако, как описано выше, достаточно, чтобы напыленное пленочное покрытие 16 покрывало по меньшей мере область от заднего конца наплавленного слоя 14 до положения максимального наружного диаметра тела 12 оправки.
[Второй вариант]
Оправка в соответствии с одним вариантом настоящего изобретения может иметь наплавленный слой, сформированный на поверхности участка тела оправки. Такое исполнение показано на Фигуре 4.
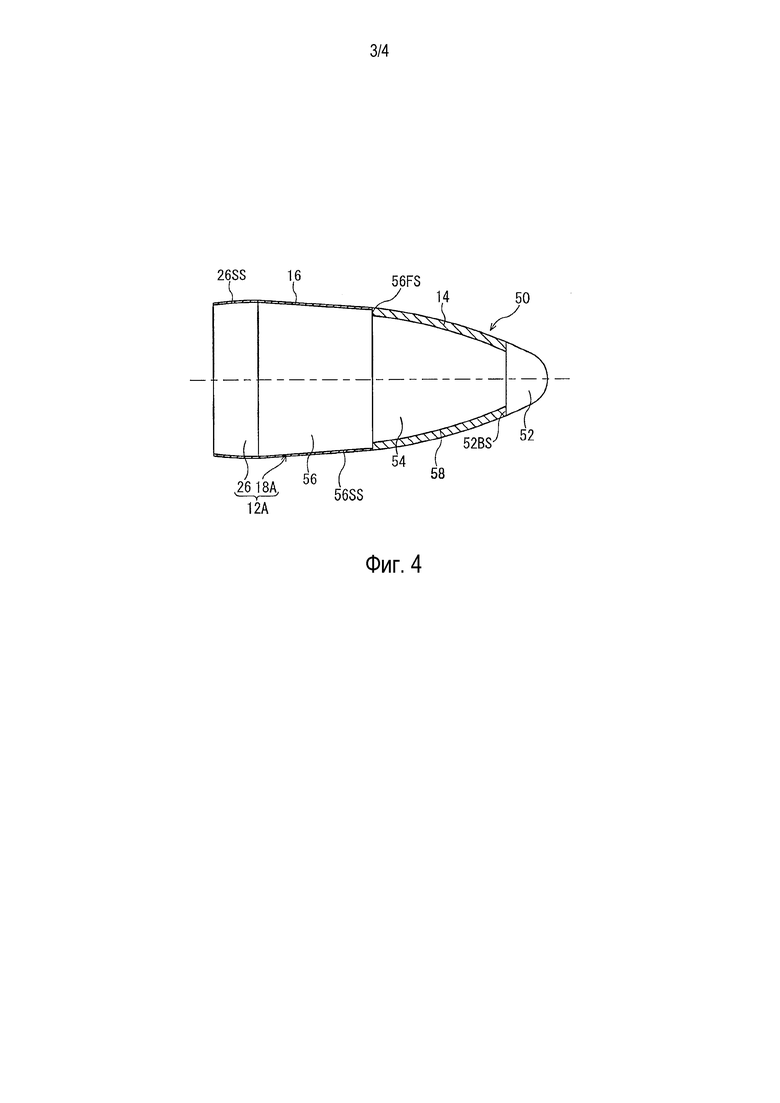
На Фигуре 4 показана оправка 50 в соответствии со вторым вариантом настоящего изобретения. Оправка 50 используется для прошивной прокатки полой заготовки. То есть оправка 50 используется для раскатного стана (второго прошивочного стана). Другим словами, прошивочные станы, для которых может быть использована оправка 50, могут включать в себя раскатные станы.
Оправка 50 включает в себя тело 12А оправки вместо тела 12 оправки. Оправка 12А включает в себя, вместо первого участка 22 тела оправки и второго участка 24 тела оправки, первый участок 52 тела оправки, второй участок 54 тела оправки и третий участок 56 тела оправки.
Первый участок 52 тела оправки включает в себя передний концевой участок тела 12А оправки. Поперечное сечение первого участка 52 тела оправки имеет круглую форму. Наружный диаметр первого участка 52 тела оправки увеличивается от переднего конца по направлению к заднему концу оправки 50.
Второй участок 54 тела оправки простирается в осевом направлении оправки от заднего конца первого участка 52 тела оправки. Поперечное сечение второго участка 54 тела оправки имеет круглую форму, и наружный диаметр переднего конца второго участка 54 тела оправки меньше, чем наружный диаметр заднего конца первого участка 52 тела оправки. Второй участок 54 тела оправки расположен коаксиально с первым участком 52 тела оправки. В результате, перепад высот будет формироваться на границе между вторым участком 54 тела оправки и первым участком 52 тела оправки. Задняя концевая поверхность 52BS первого участка 52 тела оправки имеет кольцевую форму. Наружный диаметр второго участка 54 тела оправки увеличивается от переднего конца по направлению к заднему концу оправки 50.
Третий участок 56 тела оправки имеет наружный диаметр, больший, чем наружный диаметр заднего конца второго участка 54 тела оправки. Третий участок 56 тела оправки простирается в осевом направлении оправки 50 от заднего конца второго участка 54 тела оправки. Поперечное сечение третьего участка 56 тела оправки имеет круглую форму, и наружный диаметр переднего конца третьего участка 56 тела оправки больше, чем наружный диаметр заднего конца второго участка 54 тела оправки. Третий участок 56 тела оправки расположен коаксиально со вторым участком 54 тела оправки. В результате, перепад высот будет формироваться на границе между третьим участком 56 тела оправки и вторым участком 54 тела оправки. Передняя концевая поверхность 56FS третьего участка 56 тела оправки имеет кольцевую форму. Наружный диаметр третьего участка 56 тела оправки увеличивается от переднего конца по направлению к заднему концу оправки 50. Наружный диаметр заднего конца третьего участка 56 тела оправки представляет собой максимальный наружный диаметр тела 12А оправки. Задний концевой участок 26 расположен позади третьего участка 56 тела оправки, прилегая к третьему участку 56 тела оправки.
Углубленный калибр 58 сформирован между первым участком 52 тела оправки и третьим участком 56 тела оправки. Углубленный калибр 58 простирается вокруг центральной оси тела 12А оправки. Донная поверхность углубленного калибра 58 образована поверхностью второго участка 54 тела оправки. В данном воплощении наплавленный слой 14 покрывает всю донную поверхность углубленного калибра 58. Наплавленный слой 14 расположен так, чтобы входить в контакт с заготовкой, когда полая заготовка подвергается прошивной прокатке.
В варианте, показанном на Фигуре 4, наружный диаметр переднего конца напыленного пленочного покрытия 16 такой же, как наружный диаметр заднего конца наплавленного слоя 14. То есть поверхность наплавленного слоя 14 и поверхность напыленного пленочного покрытия 16 соединяются друг с другом плавным образом. Напыленное пленочное покрытие 16 покрывает боковую поверхность 56SS третьего участка 56 тела оправки и боковую поверхность 26SS заднего концевого участка 26.
В варианте, показанном на Фигуре 4, наружный диаметр заднего конца первого участка 52 тела оправки такой же, как наружный диаметр переднего конца наплавленного слоя 14. То есть поверхность наплавленного слоя 14 и поверхность первого участка 52 тела оправки сообщаются друг с другом плавным образом.
В оправке 50, описанной выше, также оплавление тела оправки подавляется при помощи наплавленного слоя, и образование задиров подавляется при помощи пленочного напыления. Таким образом, срок службы оправки 50 будет увеличен.
[Примеры]
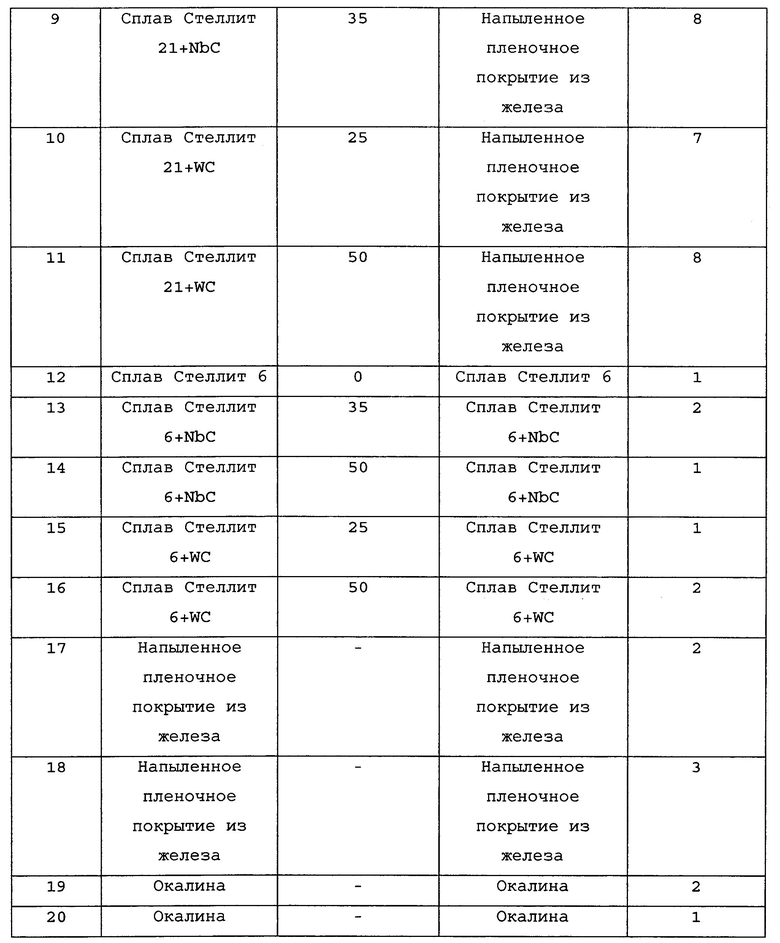
Были выполнены оправки под номерами образцов 1-20, показанные в Таблице 1.
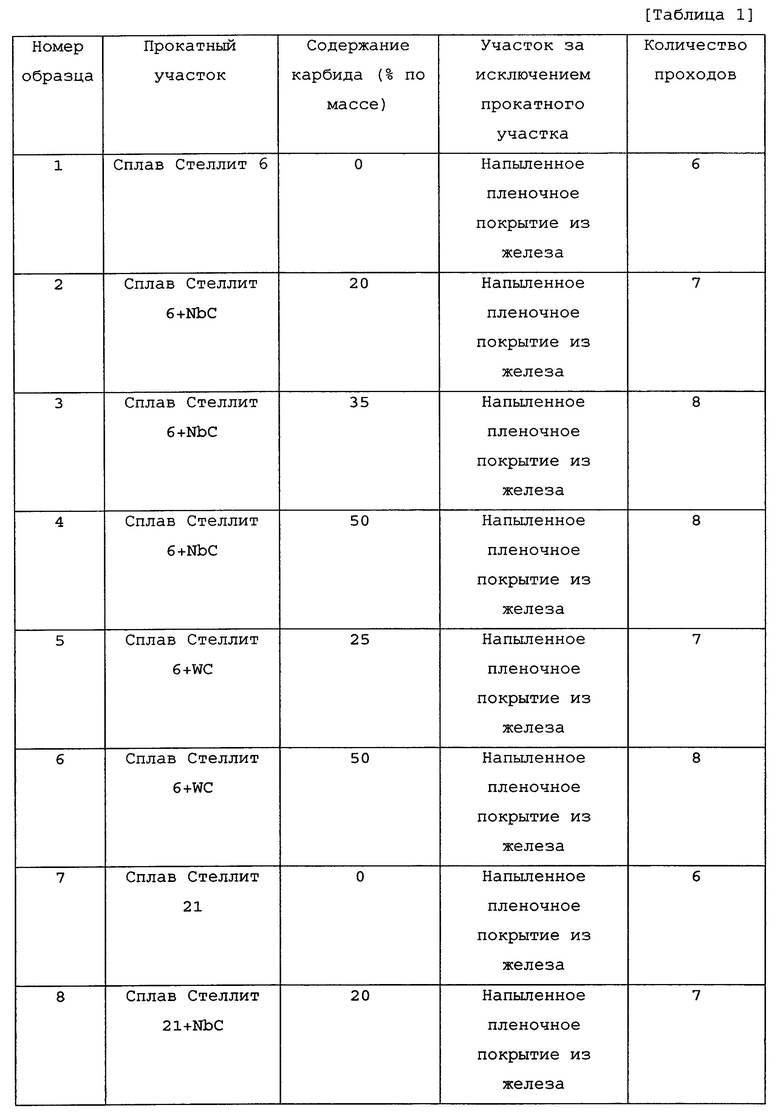
[Оправка]
Со ссылкой на Таблицу 1, в оправках под номерами образцов с 1 по 11, наплавленный слой был сформирован на прокатном участке 101, и напыленное пленочное покрытие было сформировано на участках (обкаточном участке 102 и разгрузочном участке 103), отличных от прокатного участка 101, как показано на Фигуре 1. Наплавленные слои образцов под номерами со 2 по 6 и с 8 по 11 содержали карбид (NbC или WC) в количестве, отраженном в Таблице 1. Наплавленные слои образцов под номерами 1 и 7 не содержали карбида. Любой из наплавленных слоев образцов под номерами с 1 по 11 был сформирован при помощи сварки дугой прямого действия. Толщина любого из наплавленных слоев составляла 3,0 мм.
Любое из напыленных пленочных покрытий образцов под номерами с 1 по 11 состояло из железа и оксидов железа и было сформировано методом дугового распыления железной проволоки при одинаковых условиях. Уровень содержания оксидов железа в напыленном пленочном покрытии составил 70%, и толщина любого напыленного пленочного покрытия составила 400 мкм.
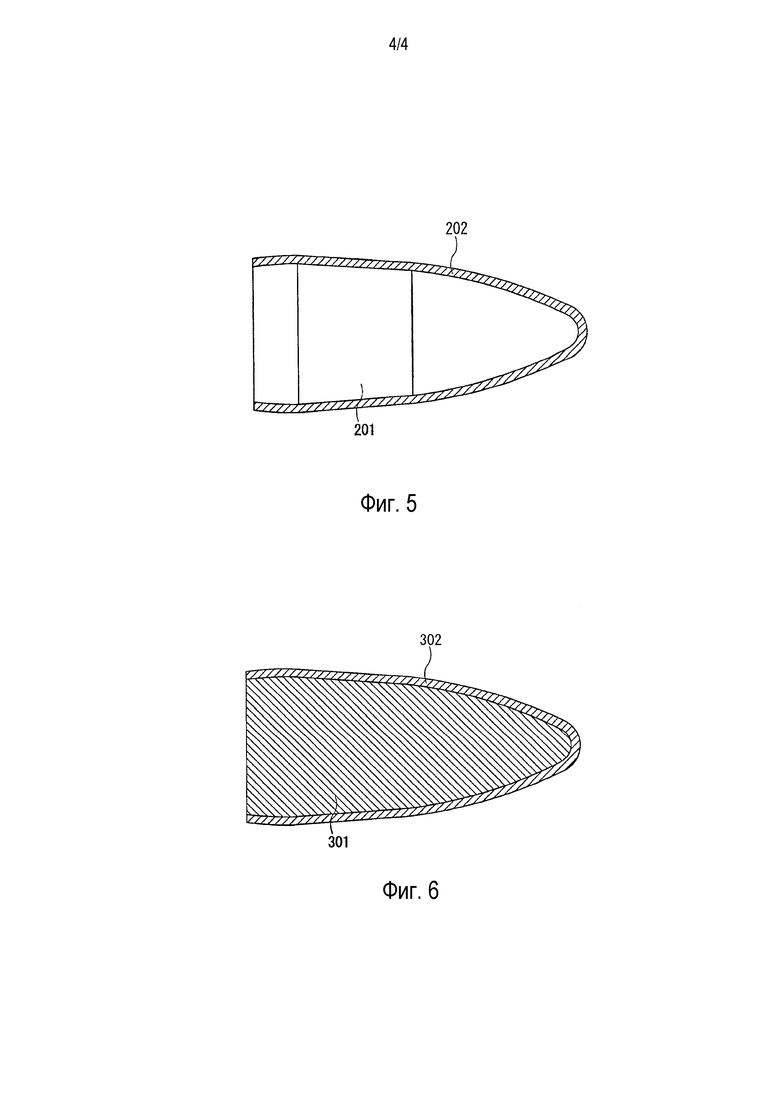
В оправках образцов под номерами с 12 по 18 защитная пленка 202 была сформирована на всей поверхности тела оправки 201, за исключением задней концевой поверхности, как показано на Фигуре 4. В образцах под номерами с 12 по 16 защитная пленка 202 представляла собой наплавленный слой. Эти наплавленные слои были сформированы при помощи сварки дугой прямого действия, и толщина любого из них составила 3,0 мм.
В образцах под номерами 17 и 18 защитная пленка 202 представляла собой напыленное пленочное покрытие. Напыленное пленочное покрытие было сформировано тем же способом, как для напыленного пленочного покрытия образцов под номерами с 1 по 11, и состояло из железа и оксидов железа. Уровень содержания оксидов железа и толщина напыленного пленочного покрытия были такими же, как для образцов под номерами с 1 по 11.
В образцах под номерами 19 и 20 окалина 302 была сформирована на всей поверхности тела оправки 301, за исключением задней концевой поверхности, как показано на Фигуре 5. Толщина окалины составляла 1000 мкм для образца под номером 19 и 500 мкм для образца под номером 20.
[Метод испытания]
Оправки под номерами образцов с 1 по 20 были использованы для прошивной прокатки множества заготовок. Каждая заготовка имела химический состав, соответствующий SUS310S стандарта JIS, наружный диаметр составлял 70 мм, и длина составляла 100 мм.
После проката каждой заготовки поверхность оправки была визуально осмотрена для обнаружения наличия или отсутствия оплавления и задиров. Когда оплавление или задиры возникали на поверхности оправки после проката n-ой заготовки (n - натуральное число), количество заготовок, которое данная оправка могла прокатать (далее именуемое количеством проходов), определялось как n-1. Дополнительно, когда оправка застревала в заготовке без ее прошивки в ходе прошивной прокатки n-й заготовки, определялось, что количество проходов составило n-1.
[Результаты испытаний]
В Таблице 1 сведены результаты испытаний.
В образцах под номерами с 1 по 11 количество проходов составило не меньше 6. В частности, в образцах под номерами со 2 по 6 и с 8 по 11 содержание карбида в наплавленном слое составляло от 20% до 50%. В результате, количество проходов было большим по сравнению с образцами под номерами 1 и 7, которые не содержали карбида. Более того, в образцах под номерами 3, 4, 6, 9 и 11 содержание карбида в наплавленном слое составило от 35% до 50%. В результате, количество проходов было больше по сравнению с образцами под номерами 2, 5, 8 и 10, в которых содержание карбида составило менее 35%. Более того, в образцах под номерами с 1 по 11, поскольку трещины возникли в любом из наплавленных слоев, испытания были прекращены.
При этом в образцах под номерами с 12 по 16 количество проходов составило не больше двух. Поскольку наплавленный слой был сформирован на всем теле оправки в образцах под этими номерами, оправка застревала в заготовке, не прошивая ее, в ходе прошивной прокатки, когда количество проходов, в соответствии с Таблицей 1, было превышено.
В образцах под номерами с 17 по 20 количество проходов составило не более 3. В образцах под этими номерами напыленное пленочное покрытие или окалина были сформированы по всему телу оправки. В результате, передний концевой участок оправки претерпел оплавление.
Несмотря на то, что варианты настоящего изобретения были описаны выше подробно, они приведены лишь в целях иллюстрации, и настоящее изобретение не должно ограничиваться каким-либо образом вышеописанными вариантами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ПРОШИВНОГО СТАНА | 2013 |
|
RU2584620C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОШИВКИ-ПРОКАТКИ | 2013 |
|
RU2593884C9 |
| ПРОШИВНАЯ ОПРАВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605044C2 |
| ПРОШИВНАЯ УСТАНОВКА, ОПРАВКА, ИСПОЛЬЗУЮЩАЯСЯ ДЛЯ ПРОШИВНОЙ УСТАНОВКИ, И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ | 2012 |
|
RU2590459C2 |
| ОПРАВКА ДЛЯ ПОЛУЧЕНИЯ ТРУБ В ГОРЯЧЕМ СОСТОЯНИИ | 2013 |
|
RU2592334C1 |
| Охлаждаемая оправка прошивного стана | 2019 |
|
RU2717422C1 |
| Способ восстановления наружной поверхности оправок прошивного стана и штамп для его осуществления | 2023 |
|
RU2806565C1 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| ИНСТРУМЕНТ РЕГУЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ, ОПРАВКА, СТЕРЖЕНЬ, СТАН ГОРЯЧЕЙ ПРОКАТКИ, ПРЕСС-ВАЛКОВАЯ ПРОШИВНАЯ МАШИНА И ВОЛОЧИЛЬНАЯ МАШИНА | 2013 |
|
RU2600770C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
Изобретение относится к области металлургии, в частности к оправке для использования в прошивном стане для прошивной прокатки заготовки. Оправка содержит тело оправки, содержащее передний концевой участок и задний концевой участок, наплавленный слой, сформированный по меньшей мере на части поверхности переднего концевого участка тела оправки, и напыленное пленочное покрытие, содержащее железо и оксиды железа и покрывающее по меньшей мере поверхность, начинающуюся от заднего конца наплавленного слоя до конца заднего концевого участка тела оправки. Наплавленный слой имеет большую жаропрочность, чем напыленное пленочное покрытие. Оправка характеризуется повышенным сроком службы. 2 н. и 5 з.п. ф-лы, 6 ил., 1 табл., 20 пр.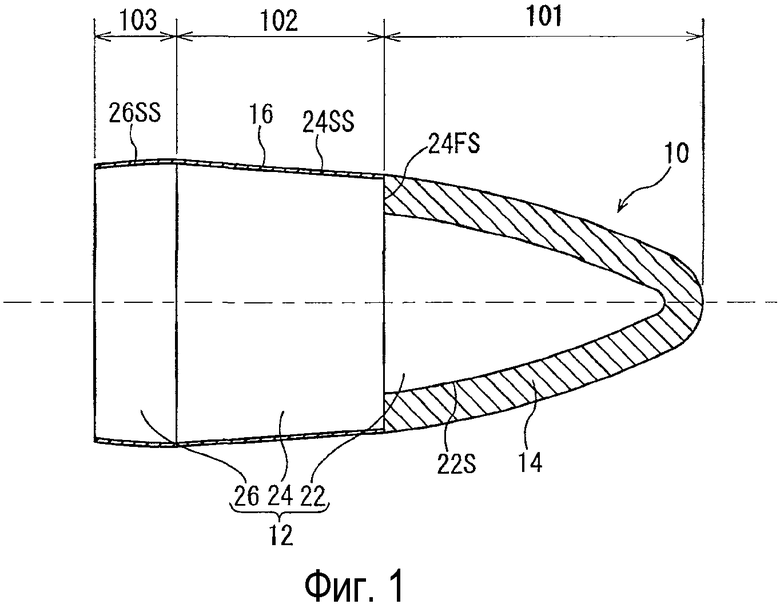
1. Оправка для использования в прошивном стане для прошивной прокатки заготовки, содержащая:
тело оправки;
наплавленный слой, сформированный на поверхности тела оправки; и
напыленное пленочное покрытие, покрывающее по меньшей мере область, начинающуюся от заднего конца наплавленного слоя до положения максимального наружного диаметра тела оправки.
2. Оправка по п. 1, в которой наплавленный слой покрывает передний концевой участок тела оправки.
3. Оправка по п. 2, в которой тело оправки содержит:
первый участок тела оправки, включающий в себя передний концевой участок; и
второй участок тела оправки, имеющий наружный диаметр, больший, чем наружный диаметр заднего конца первого участка тела оправки, и простирающийся от заднего конца первого участка тела оправки, при этом
наплавленный слой сформирован на поверхности первого участка тела оправки, и
напыленное пленочное покрытие сформировано на поверхности второго участка тела оправки.
4. Оправка по п. 1, в которой тело оправки содержит:
первый участок тела оправки, включающий в себя первый концевой участок тела оправки; и
второй участок тела оправки, простирающийся от заднего конца первого участка тела оправки; при этом
наплавленный слой сформирован на поверхности второго участка тела оправки.
5. Оправка по п. 4, в которой тело оправки дополнительно содержит:
третий участок тела оправки, простирающийся от заднего конца второго участка тела оправки, при этом
передний конец второго участка тела оправки имеет диаметр, меньший, чем задний конец первого участка тела оправки; и
третий участок тела оправки имеет наружный диаметр, больший, чем задний конец второго участка тела оправки, при этом
напыленное пленочное покрытие сформировано на поверхности третьего участка тела оправки.
6. Оправка по любому из пп. 1-5, в которой поверхность наплавленного слоя и поверхность напыленного пленочного покрытия соединяются друг с другом плавным образом.
7. Оправка по любому из пп. 1-5, в которой наплавленный слой содержит карбид.
| CN 102284777 A, 21.12.2011 | |||
| ПРОШИВНАЯ И ПРОКАТНАЯ ОПРАВКА, СПОСОБ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ | 2008 |
|
RU2446024C2 |
| Способ изготовления оправок | 1979 |
|
SU818684A1 |
| Оправка прошивного стана | 1986 |
|
SU1340843A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

