ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу изготовления оправки для прошивки-прокатки для использования в прошивном трубопрокатном стане (в дальнейшем также упоминаемом просто как «прошивной стан»), который производит бесшовную стальную трубу, и, в частности, к способу изготовления оправки для прошивки-прокатки, имеющей на поверхности основного металла оправки пленку, образованную путем дугового напыления железной проволоки.
УРОВЕНЬ ТЕХНИКИ
[0002] Бесшовная стальная труба производится с помощью процесса Маннесмана для изготовления труб. Процесс Маннесмана для изготовления труб включает в себя следующие этапы:
(1) прошивку-прокатку начального материала (круглой заготовки), нагретого до предопределенной температуры, в полую гильзу с использованием прошивного стана;
(2) вытяжную прокатку полой гильзы с использованием стана-элонгатора (например, непрерывного трубопрокатного стана); и
(3) выполнение прокатки на калибровочном стане вытянутой полой гильзы для того, чтобы получить предопределенный внешний диаметр и толщину стенок, с использованием калибровочного стана (например, редукционного стана с натяжением).
[0003] В прошивке-прокатке с использованием прошивного стана оправка используется в качестве инструмента для прошивки. Эта оправка устанавливается к переднему концу оправки так, чтобы она проникла в заготовку, нагретую до высокой температуры, приблизительно 1200°C, таким образом оправка подвергается воздействию враждебной окружающей среды с высоким поверхностным давлением и высокой температурой. В большинстве случаев оправка включает в себя основной металл, состоящий из инструментальной стали горячей обработки, и оксидная пленка (окалина) заранее формируется на поверхности основного металла в процессе нагрева для защиты основного металла, после чего оправка используется в прошивке-прокатке. Во время прошивки-прокатки оксидная пленка на поверхности оправки препятствует теплопередаче от заготовки к основному металлу оправки, а также предотвращает прихват между заготовкой и оправкой.
[0004] Повторное использование такой оправки, имеющей оксидную пленку, вызывает постепенное истирание оксидной пленки. Истирание оксидной пленки ухудшает термозащитный эффект пленки, что приводит к увеличению температуры оправки во время прошивки-прокатки, так что становятся возможными потери основного металла оправки при плавлении и термическая деформация оправки. Если оксидная пленка стирается полностью и основной металл оправки входит в прямой контакт с заготовкой, происходит прихват, что создает дефекты на внутренней поверхности стальной трубы. Следовательно, оправка становится непригодной, и ее срок службы заканчивается в тот момент когда оксидная пленка стирается полностью.
[0005] В частности, в производстве бесшовной стальной трубы из высоколегированной стали, такой как высокохромистая сталь, содержащая 9% или больше хрома, сплав на основе никеля, а также нержавеющая сталь, во время прошивки-прокатки происходит существенное истирание оксидной пленки на поверхности оправки, так что срок службы оправки значительно уменьшается. Например, в случае прошивки-прокатки нержавеющей стали оксидная пленка на поверхности оправки полностью стирается через два или три прохода (количество раз непрерывной прошивки-прокатки), и срок службы этой оправки заканчивается. Это требует частой замены оправки, что ухудшает экономическую эффективность изготовления. В производстве бесшовной стальной трубы из высоколегированной стали требуется увеличить срок службы оправки во время прошивки-прокатки для того, чтобы увеличить экономическую эффективность изготовления стальной трубы.
[0006] Для того чтобы удовлетворить такое требование, в качестве примера пленки, сформированной на поверхности основного металла оправки, Патентная литература 1 раскрывает такую оправку, имеющую пленку, содержащую оксид и железо, сформированную на поверхности основного металла оправки путем выполнения дугового напыления железной проволоки, вместо того, чтобы использовать оксидную пленку, сформированную путем термической обработки. Поскольку оправка, имеющая полученную дуговым напылением пленку, содержит на поверхности оправки оксид и железо, эта оправка является превосходной в плане термоизоляции и предотвращения прихвата, так что становится возможным увеличение срока службы оправки.
[0007] Патентная литература 1 раскрывает систему оборудования для изготовления (восстановления) оправки, имеющей полученную дуговым напылением пленку, путем формирования пленки, содержащей оксид и железо на поверхности основного металла оправки, таким образом, что после того как поверхность оправки будет подвергнута дробеструйной обработке, расплавленный материал напыляется дуговыми распылителями на поверхность основного металла оправки, в то время как поворотный круг, на котором установлена оправка, вращается. В этой системе оборудования распылители располагаются так, чтобы они были обращены к концевой части, передней половине корпусной части и задней половине корпусной части поверхности основного металла оправки, и формируют нанесенную дуговым напылением пленку путем одновременной работы всех распылителей, уменьшая таким образом время, требуемое для формирования пленки, по сравнению со случаем использования единственного распылителя для формирования нанесенной дуговым напылением пленки на всей поверхности основного металла оправки, что приводит к повышению экономической эффективности изготовления оправки.
[0008] К сожалению, даже в оправке, имеющей напыленную дугой пленку с использованием обычной системы оборудования, раскрытой в Патентной литературе 1, происходит отделение пленки, если длина прошиваемой заготовки является большой или если используется заготовка, имеющая высокую прочность при повышенной температуре. Это происходит из-за того, что адгезия пленки является нестабильной. В этом отношении существует достаточный простор для дальнейшего усовершенствования в обеспечении устойчиво увеличенного срока службы оправки.
СПИСОК ССЫЛОК
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0009] Патентная литература 1: японский патент №4279350
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0010] Задачей настоящего изобретения, которое было сделано для того, чтобы решить проблемы предшествующего уровня техники, является предложить способ изготовления оправки для прошивки-прокатки, имеющей сформированную на поверхности основного металла оправки пленку, содержащую оксид и железо, путем выполнения дугового напыления железной проволоки, причем этот способ имеет следующие особенности:
(1) обеспечение устойчивой адгезии пленки, сформированной на поверхности оправки; и
(2) обеспечение устойчивого повышения срока службы оправки, даже если длина прошиваемой заготовки является большой или даже если используется заготовка, имеющая высокую прочность при повышенной температуре.
РЕШЕНИЕ ПРОБЛЕМЫ
[0011] Сущность настоящего изобретения заключается в следующем.
[0012] Предлагается способ для изготовления оправки для использования в прошивном трубопрокатном стане для изготовления бесшовной стальной трубы, и
способ изготовления оправки для прошивки-прокатки включает в себя
этап дугового напыления расплавленной железной проволоки и напыление ее расплавленного материала на поверхность основного металла оправки с использованием дугового распылителя с тем, чтобы сформировать на поверхности основного металла оправки пленку, содержащую оксид и железо.
На этапе дугового напыления поверхность основного металла оправки делится на несколько секций в осевом направлении оправки, и дуговое напыление, в свою очередь, отдельно выполняется в каждой из нескольких секций, в то время как угол пересечения между осевой линией распыляемого потока из дугового распылителя и поверхностью основного металла оправки поддерживается в пределах диапазона от 35° до 90°.
[0013] В этом способе изготовления оправки предпочтительно, чтобы оправка имела форму пули и включала в себя корпусную часть и концевую часть, в то время как несколько секций включают в себя область корпусной части и концевой части.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0014] Способ изготовления оправки для прошивки-прокатки в соответствии с настоящим изобретением позволяет достичь следующих полезных эффектов:
(1) обеспечение устойчивой адгезии нанесенной дуговым напылением пленки, сформированной на поверхности оправки; и
(2) обеспечение устойчивого повышения срока службы оправки, даже если длина прошиваемой заготовки является большой или даже если используется заготовка, имеющая высокую прочность при повышенной температуре.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
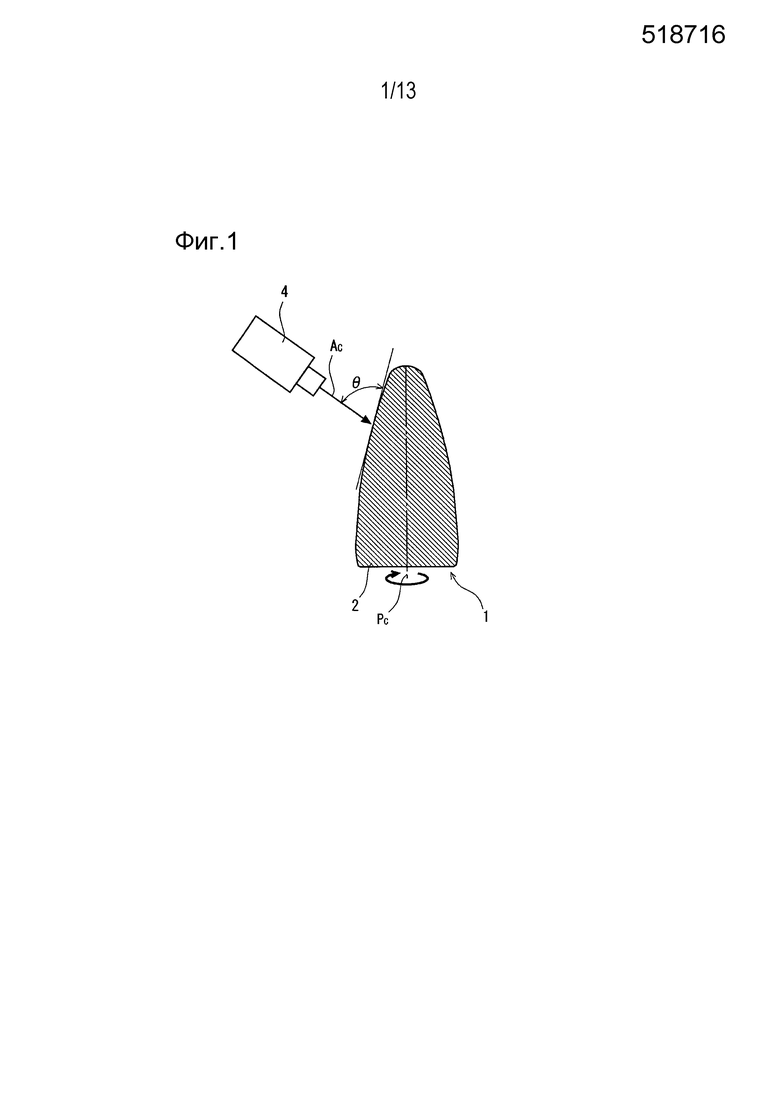
[0015] Фиг. 1 представляет собой схематическую иллюстрацию, показывающую состояние дугового напыления, проводимого в базовых тестах для изучения адгезии нанесенной дуговым напылением пленки.
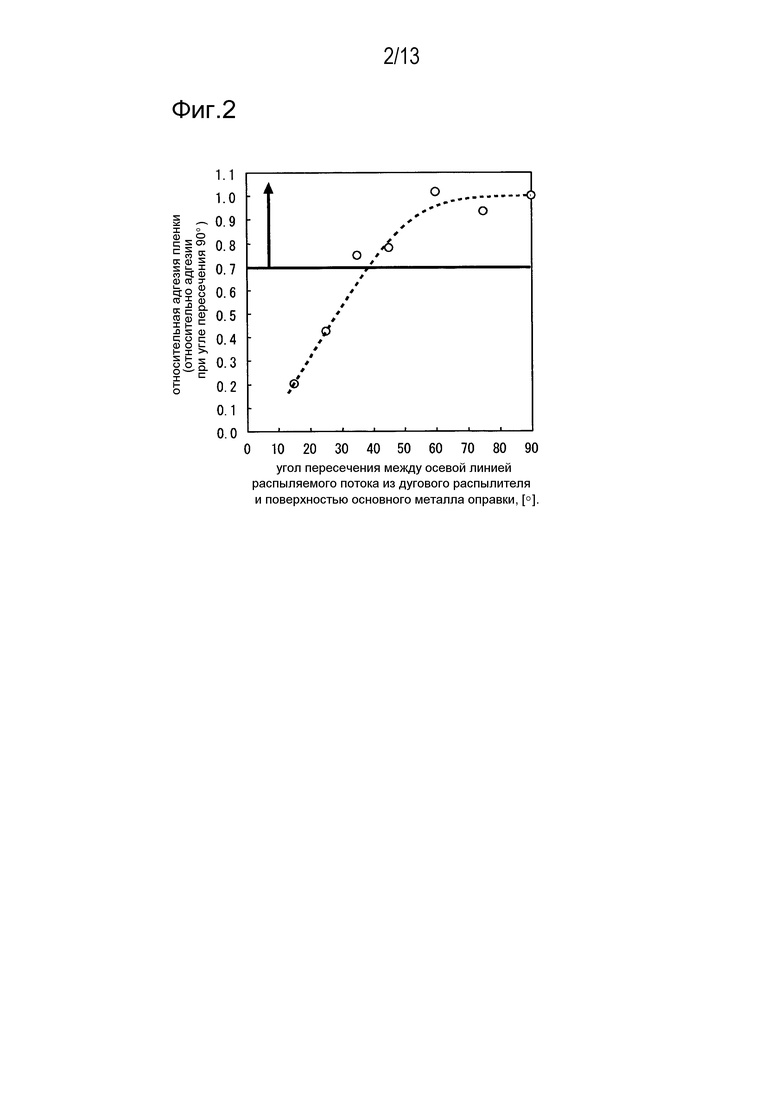
Фиг. 2 представляет собой иллюстрацию, показывающую зависимость адгезии нанесенной дуговым напылением пленки от угла пересечения между осевой линией распыляемого потока из дугового распылителя и поверхностью основного металла оправки, полученную в базовых тестах.
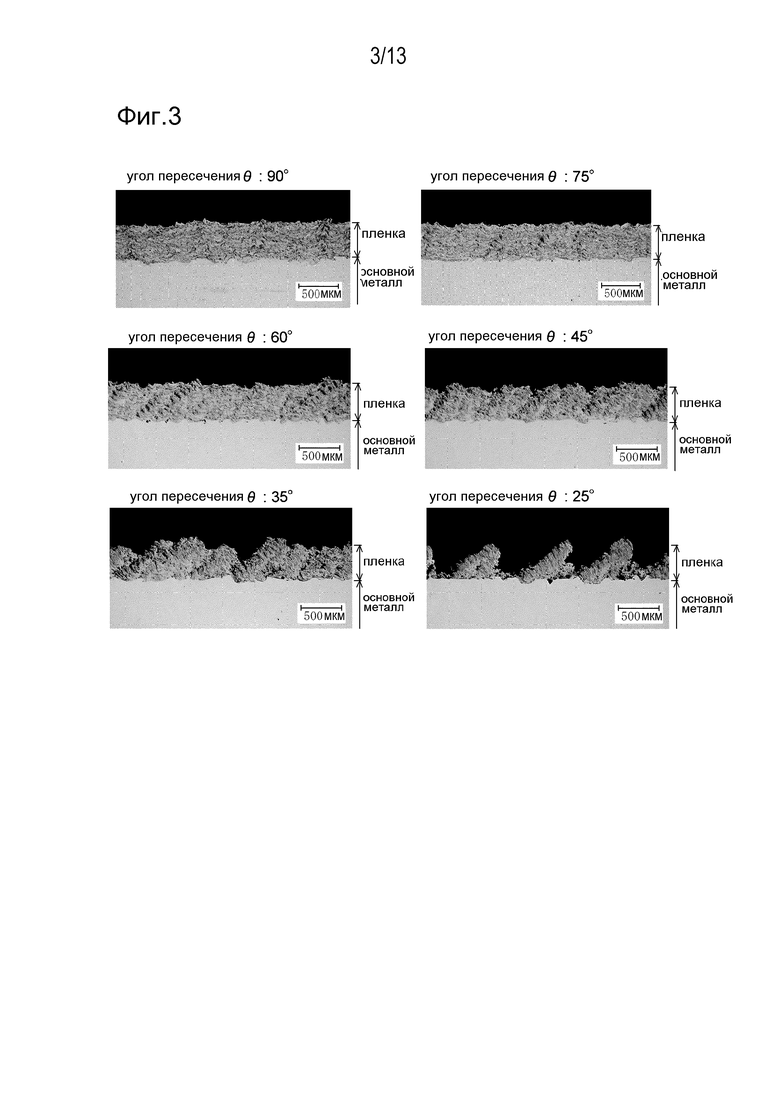
Фиг. 3 представляет собой иллюстрацию, показывающую микроскопические фотографии поперечных сечений каждой пленки, полученные в результате базовых тестов зависимости адгезии нанесенной дуговым напылением пленки от угла пересечения между осевой линией распыляемого потока из дугового распылителя и поверхностью основного металла оправки.
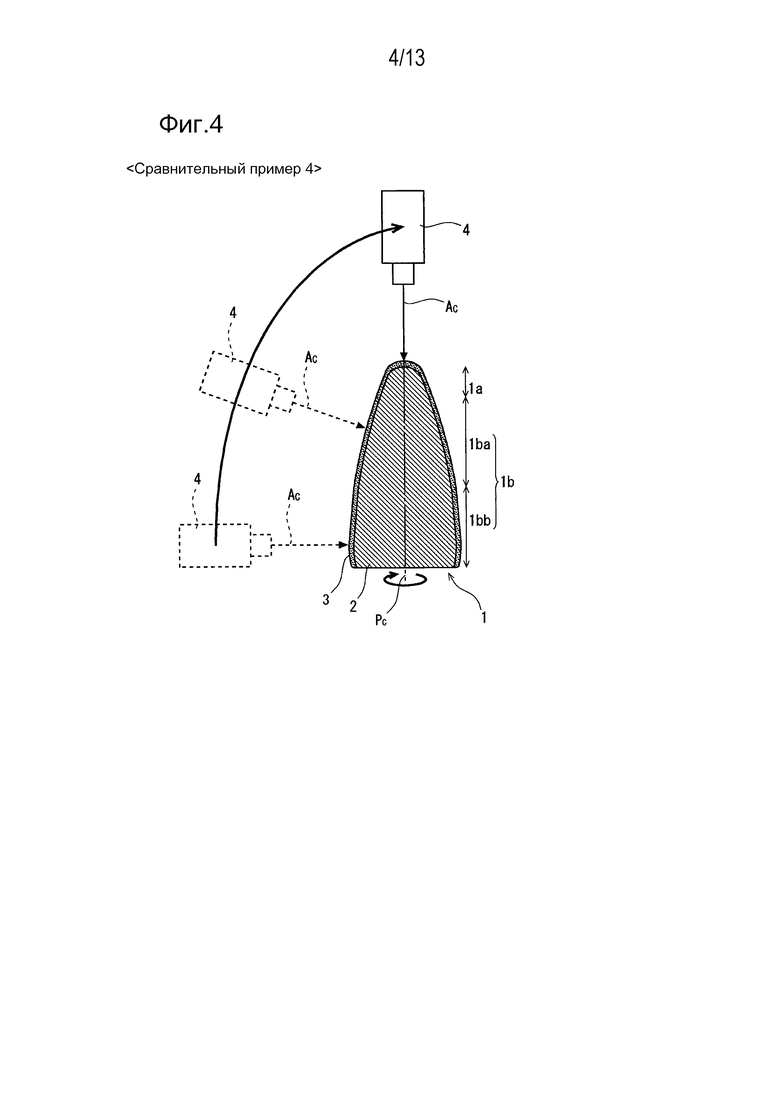
Фиг. 4 представляет собой иллюстрацию, объясняющую обычный способ формирования пленки дуговым напылением, а также рабочие условия дугового напыления сравнительного примера 4.
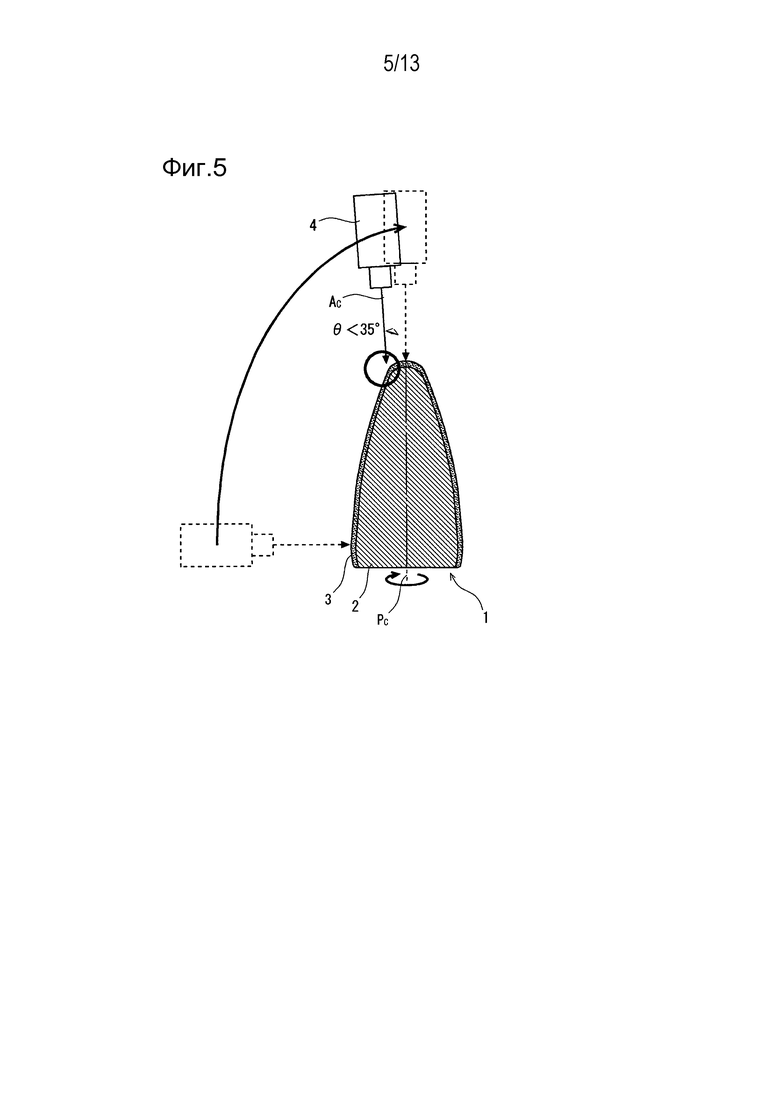
Фиг. 5 представляет собой схематическую иллюстрацию, объясняющую причину, по которой увеличение срока службы оправки не может быть достигнуто путем формирования нанесенной дуговым напылением пленки обычным способом, показанным на фиг. 4.
Фиг. 6 представляет собой схематическую иллюстрацию, показывающую этапы формирования пленки с помощью дугового напыления в способе изготовления оправки согласно первому варианту осуществления настоящего изобретения.
Фиг. 7 представляет собой схематическую иллюстрацию, показывающую этапы формирования пленки с помощью дугового напыления в способе изготовления оправки согласно второму варианту осуществления настоящего изобретения.
Фиг. 8 представляет собой схематическую иллюстрацию, объясняющую рабочие условия дугового напыления сравнительного примера 1.
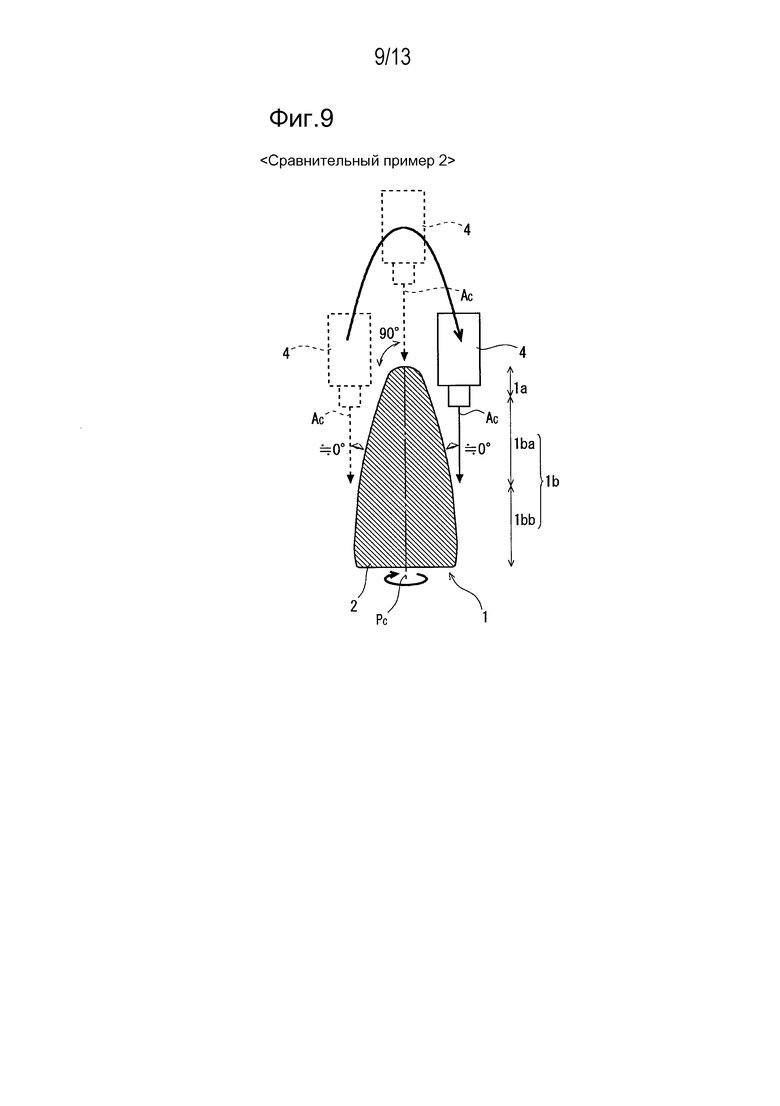
Фиг. 9 представляет собой схематическую иллюстрацию, объясняющую рабочие условия дугового напыления сравнительного примера 2.
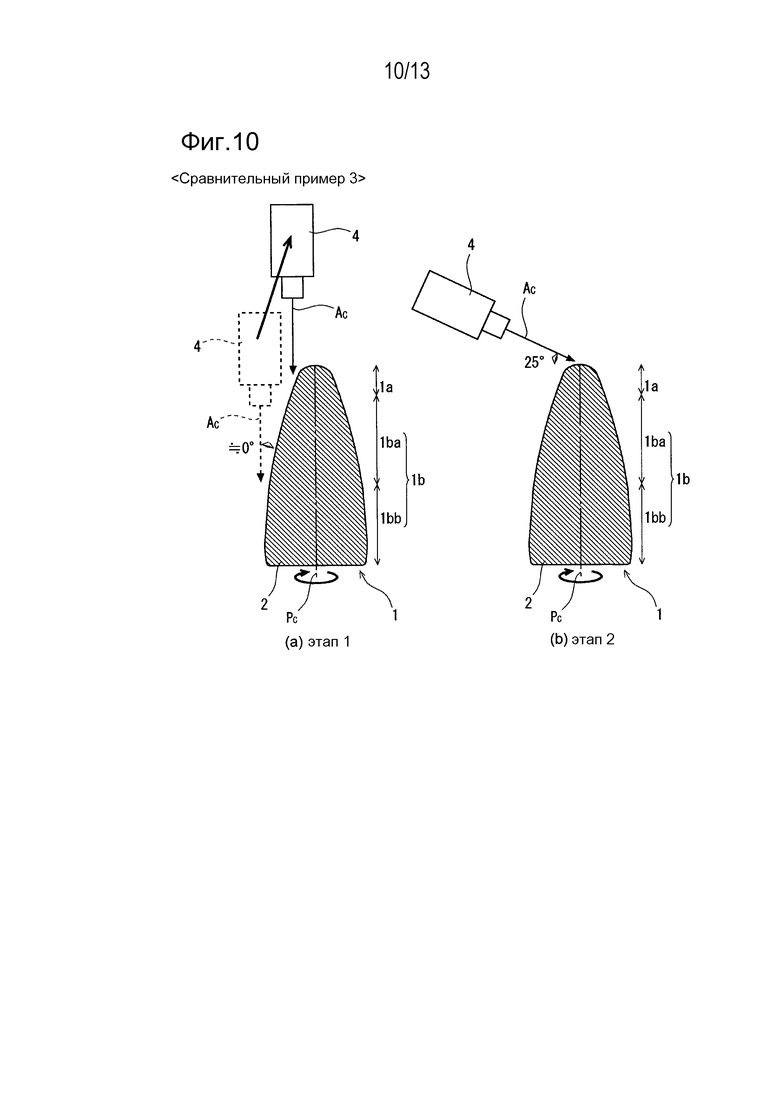
Фиг. 10 представляет собой схематическую иллюстрацию, объясняющую рабочие условия дугового напыления сравнительного примера 3.
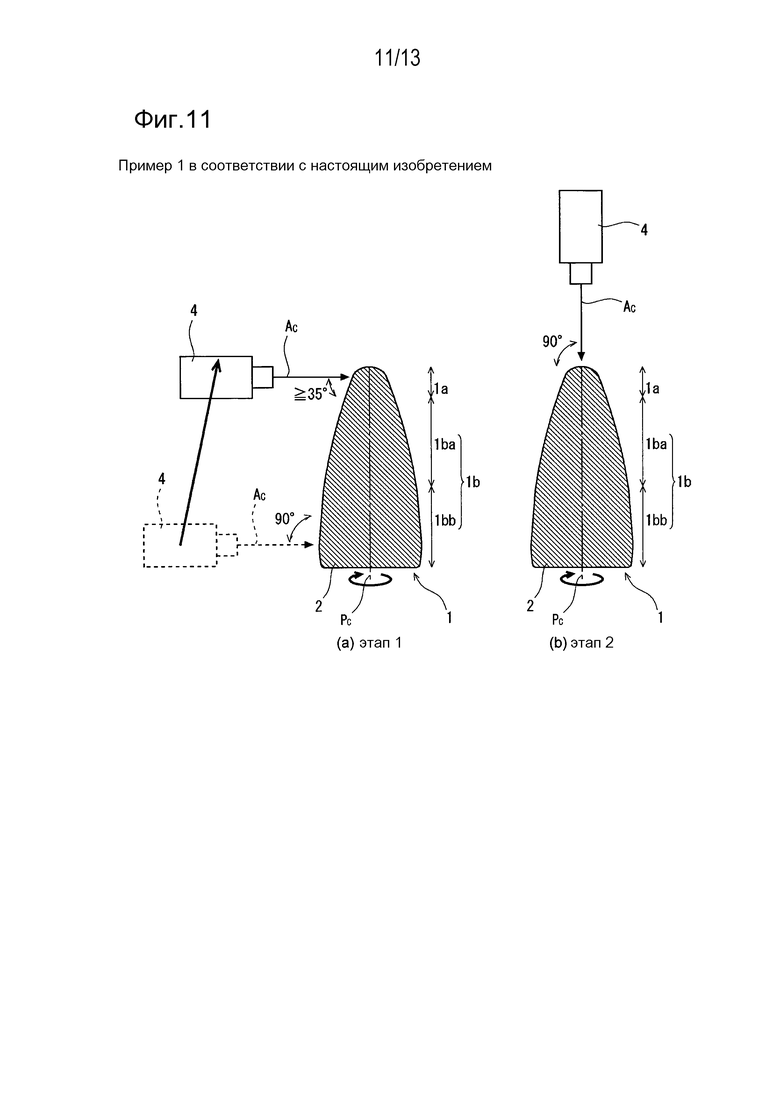
Фиг. 11 представляет собой схематическую иллюстрацию, объясняющую рабочие условия дугового напыления примера 1 в соответствии с настоящим изобретением.
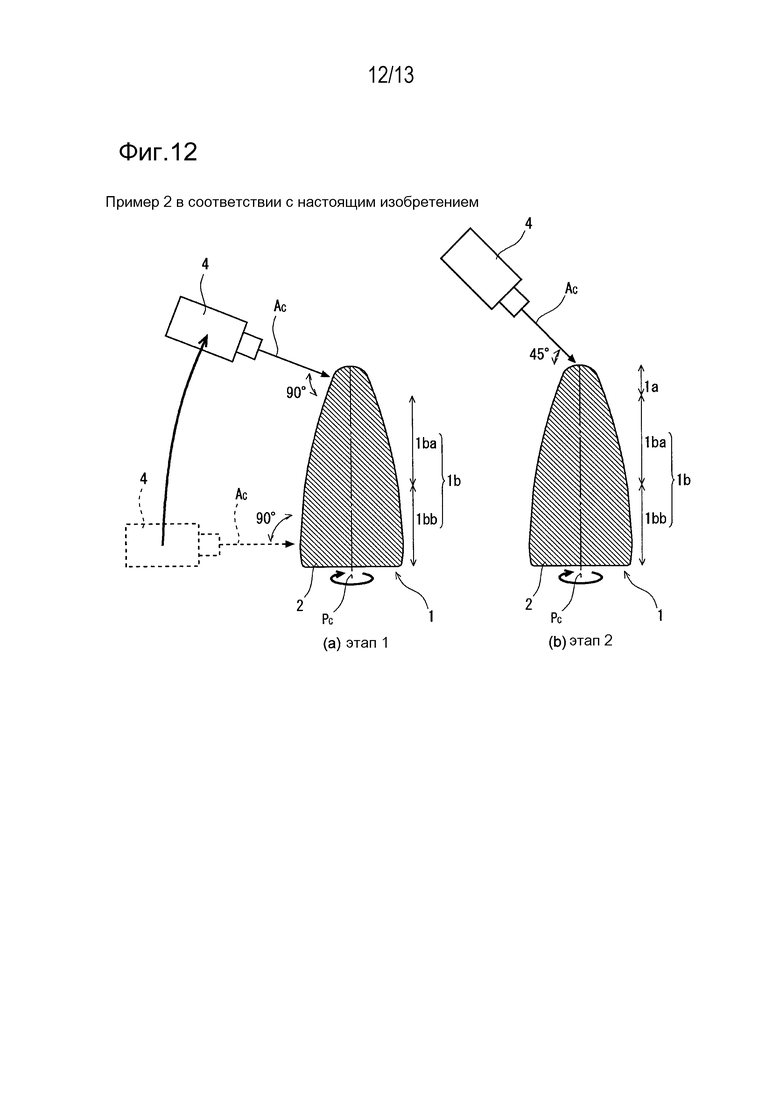
Фиг. 12 представляет собой схематическую иллюстрацию, объясняющую рабочие условия дугового напыления примера 2 в соответствии с настоящим изобретением.
Фиг. 13 представляет собой схематическую иллюстрацию, объясняющую рабочие условия дугового напыления примера 3 в соответствии с настоящим изобретением.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0016] Для того чтобы решить вышеописанную задачу, авторы настоящего изобретения провели различные испытания и интенсивные исследования формирования пленки на поверхности основного металла оправки, содержащей оксид железа и железо, путем выполнения дугового напыления железной проволоки на поверхность основного металла оправки, фокусируя внимание, в частности, на адгезии нанесенной дуговым напылением пленки. В итоге авторы настоящего изобретения получили следующие результаты.
[0017] Дуговое напыление является способом, использующим дуговой распылитель, в котором электрическая дуга создается между передними концами двух распыляемых проволок, служащих электродами, для того чтобы расплавить распыляемые проволоки, и в то же самое время между передними концами двух распыляемых проволок подается струя сжатого воздуха или струя газообразного азота так, чтобы расплавленный материал распылялся, разбрызгивая тем самым расплавленный материал на целевой объект для того чтобы сформировать на нем пленку. В дуговом напылении, в котором в качестве распыляемой проволоки применяется железная проволока, а оправка используется в качестве целевого объекта, пленка, сформированная на поверхности основного металла оправки, содержит оксид железа (оксид железа) и железо. Оксид железа, содержащийся в пленке, образуется из расплавленного материала (расплавленного железа), который распыляется дуговым распылителем и окисляется воздухом, прежде чем расплавленный материал достигнет поверхности основного металла оправки. Железо, содержащееся в пленке, является расплавленным материалом, который достиг поверхности основного металла оправки, прежде чем быть окисленным воздухом.
[0018] Фиг. 1 представляет собой схематическую иллюстрацию, показывающую состояние дугового напыления, проводимого в базовых тестах для изучения адгезии нанесенной дуговым напылением пленки. Как показано на этой иллюстрации, в базовых тестах для изучения адгезии нанесенной дуговым напылением пленки расплавленный материал, образующийся из железной проволоки, распыляется дуговым распылителем 4, в то время как основной металл 2 оправки вращается вокруг центральной оси Pc оправки 1 для того, чтобы сформировать пленку на поверхности оправки 1. В ходе базовых тестов были сформированы различные пленки путем изменения угла θ пересечения между осевой линией Ac распыляемого потока из дугового распылителя 4 и поверхностью основного металла 2 оправки 1. В качестве метода оценки адгезии пленки использовалось измерение напряжения отслаивания в направлении сдвига пленки (именуемого в дальнейшем адгезионным свойством) для каждой из оправок 1 с различным углом пересечения, обозначаемым как θ. Адгезионное свойство пленки для оправки в случае угла пересечения θ, равного 90°, было принято за единицу, и оценка адгезионного свойства пленки проводилась на основе отношения адгезионного свойства пленки (отношения адгезионного свойства) для каждой из оправок с различным углом пересечения θ к этому референсному значению. Также проводилось микроскопическое исследование поперечного сечения пленки для каждой оправки.
[0019] Фиг. 2 представляет собой иллюстрацию, показывающую зависимость адгезионного свойства нанесенной дуговым напылением пленки от угла пересечения между осевой линией распыляемого потока из дугового распылителя и поверхностью основного металла оправки, полученную в базовых тестах. Фиг. 3 как результат базовых тестов, представляет собой иллюстрацию, показывающую микроскопические фотографии поперечных сечений оправок, полученные в результате базовых тестов зависимости адгезии нанесенной дуговым напылением пленки от угла пересечения между осевой линией распыляемого потока из дугового распылителя и поверхностью основного металла оправки.
[0020] Как показано на фиг. 2, адгезионное свойство пленки зависит от угла θ пересечения между осевой линией распыляемого потока из дугового распылителя и поверхностью основного металла оправки. В частности, если угол пересечения θ составляет менее 35°, адгезионное свойство начинает значительно уменьшаться. И наоборот, если угол пересечения θ составляет 60° или больше, нет никаких признаков уменьшения адгезионного свойства.
[0021] Как показано на фиг. 3, причина ухудшения адгезионного свойства в случае меньшего угла пересечения θ заключается в том, что пленка может неоднородно прилипать к поверхности основного металла оправки, что приводит к увеличению процента пористости пленки.
[0022] Здесь дуговое напыление обычно используется при ремонте отверстия выпуска плавки из конвертера, сформированного из огнеупорного материала, или для покрытия внутренней поверхности зеркала цилиндра двигателя. В этом случае дуговое напыление осуществляется на внутреннюю поверхность цилиндрического элемента и выполняется таким образом, что дуговой распылитель вставляется в цилиндрический элемент, который находится в неподвижном состоянии, так, чтобы расстояние между распылителем и поверхностью, на которой должна быть сформирована пленка, то есть расстояние напыления, составляло приблизительно 50 мм или, самое большее, приблизительно 150 мм, что является очень малым расстоянием. При таком обычном дуговом напылении предпочтительно, чтобы угол пересечения между осевой линией распыляемого потока распылителя и целевой поверхностью для формирования пленки не был большим. Если угол пересечения является большим, расплавленный материал, распыляемый распылителем, отскакивает назад от целевой поверхности для формирования пленки и возвращается к распылителю; следовательно, распылителю наносится ущерб, либо расплавленный материал, отскочивший назад от целевой поверхности для формирования пленки, самопроизвольно повторно распыляется на целевую поверхность для формирования пленки, что ухудшает адгезионное свойство пленки; таким образом, больший угол пересечения не является предпочтительным в свете предотвращения вышеупомянутых нежелательных инцидентов.
[0023] В соответствии с этой теорией может существовать риск того, что при дуговом напылении для оправки, в качестве целевой поверхности для формирования пленки больший угол пересечения между осевой линией напыления потока распылителя и поверхностью основного металла оправки также может уменьшить адгезионное свойство пленки. Как было описано выше, при дуговом напылении для оправки, однако, больший угол пересечения θ скорее обеспечивает не понижение, а повышение адгезионного свойства пленки. Причина этого заключается в следующем.
[0024] В случае дугового напыления с железной проволокой для того, чтобы сформировать пленку, содержащую оксид и железо на поверхности основного металла оправки, необходимо обеспечить достаточное время для того, чтобы окислить в воздухе расплавленный материал, распыляемый распылителем; таким образом, расстояние напыления от распылителя до поверхности основного металла оправки, то есть зазор до поверхности составляет приблизительно 200-1000 мм, что является относительно большим расстоянием. Соответственно, даже если угол пересечения будет большим, отскок назад расплавленного материала от поверхности основного металла оправки маловероятен.
[0025] При формировании нанесенной дуговым напылением пленки на поверхности основного металла оправки дуговое напыление выполняется во время вращения оправки, расплавленный материал, который отскочил обратно от поверхности основного металла оправки, уносится вращением оправки, так что самопроизвольное прилипание расплавленного материала к поверхности основного металла оправки предотвращается.
[0026] На основе вышеупомянутых базовых тестов установлено, что для обеспечения адгезионного свойства пленки, сформированной на поверхности оправки, а также для обеспечения достаточной величины этого адгезионного свойства предпочтительно во время выполнения дугового напыления поддерживать угол θ пересечения между осевой линией напыления потока от дугового распылителя и поверхностью основного металла оправки в пределах диапазона от 35° до 90° для того, чтобы сформировать нанесенную дуговым напылением пленку на поверхности основного металла оправки. Еще более предпочтительно, чтобы угол пересечения θ находился в пределах диапазона от 60° до 90°.
[0027] Пример способа для выполнения дугового напыления с углом пересечения θ в пределах предпочтительного диапазона может включать в себя следующий способ.
[0028] Фиг. 4 представляет собой схематическую иллюстрацию, объясняющую обычный способ формирования пленки посредством дугового напыления. Как показано на этой иллюстрации, в обычном способе оправка 1 имеет форму пули, и пленка 3 формируется на поверхности основного металла 2 оправки посредством дугового напыления таким образом, что распылитель 4 возвратно-поступательно перемещается от задней части до концевой части вдоль поверхности основного металла 2 оправки, в то время как основной металл 2 оправки вращается вокруг центральный оси Pc оправки 1. Таким образом, пленка 3 формируется от концевой части 1a через переднюю половину 1ba корпусной части 1b, к задней половине 1bb корпусной части 1b (к накатывающей части) на всей поверхности оправки 1. Для этого распылитель 4 устанавливается на программно-управляемый шарнирный манипулятор, и движение и положение распылителя 4 управляются программой.
[0029] В случае формирования пленки обычным способом, показанным на фиг. 4 и проверенным в разделе «Примеры» ниже, срок службы оправки не может быть увеличен настолько, насколько ожидается. Причина этого заключается в следующем.
[0030] Фиг. 5 представляет собой схематическую иллюстрацию, показывающую причину, по которой увеличение срока службы оправки не может быть достигнуто путем формирования нанесенной дуговым напылением пленки обычным способом, показанным на фиг. 4. В обычном способе, показанном на фиг. 4, распылитель 4 выполнен с возможностью перемещаться в широком диапазоне от задней части до концевой части поверхности основного металла 2 оправки, и таким образом, становится чрезвычайно сложно управлять движением и положением распылителя 4. Следовательно, как показано на фиг. 5, если происходит небольшое отклонение в регулировке позиции или положения распылителя 4 относительно основного металла 2 оправки, угол пересечения θ между осевой линией Ac напыления потока от дугового распылителя 4 и поверхностью основного металла 2 оправки может выйти из вышеупомянутого предпочтительного диапазона (например, в части, обведенной кружком на фиг. 5). Благодаря этому адгезионное свойство пленки становится частично уменьшенным.
[0031] В противоположность обычному способу, проверенному в разделе «Примеры» ниже, было установлено, что срок службы оправки может быть значительно увеличен путем использования способа, который делит поверхность основного металла оправки на несколько секций в осевом направлении оправки и отдельно формирует части нанесенной дуговым напылением пленки в каждой секции.
[0032] Патентная литература 1 описывает способ формирования нанесенной дуговым напылением пленки таким образом, в котором распылители располагают напротив концевой части, передней половины корпусной части и задней половины корпусной части оправки соответственно, и формируют напыленную дугой пленку путем одновременной работы всех распылителей, уменьшая таким образом время, требуемое для формирования пленки, посредством дугового напыления. Даже с использованием этого способа срок службы оправки не может быть увеличен настолько, насколько ожидается, аналогично обычному способу, показанному на фиг. 4, и причины этого пока еще не идентифицированы.
[0033] Настоящее изобретение было сделано на основе вышеописанных результатов. Далее приводится описание предпочтительных вариантов осуществления способа для изготовления оправки по настоящему изобретению.
[0034] <Первый вариант осуществления>
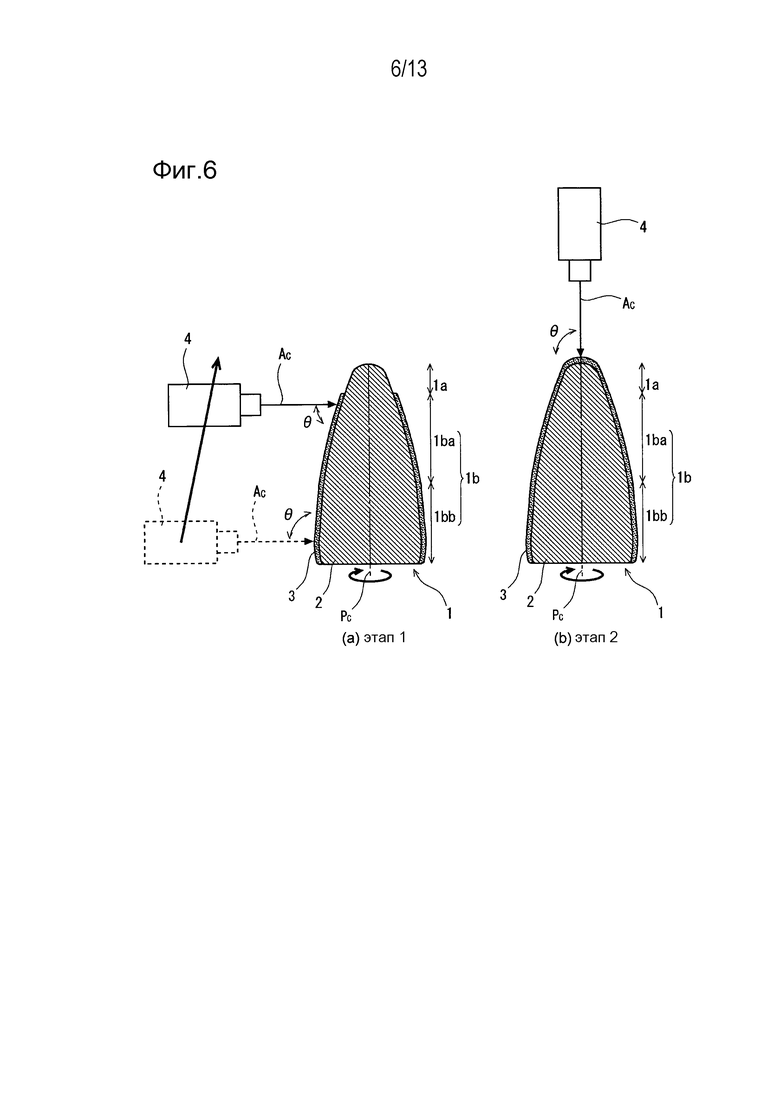
Фиг. 6 представляет собой схематическую иллюстрацию, показывающую этапы формирования пленки с помощью дугового напыления в способе изготовления оправки согласно первому варианту осуществления настоящего изобретения. Фиг. 6(a) показывает состояние формирования пленки на корпусной части оправки как этап 1, а фиг. 6(b) показывает состояние формирования пленки на концевой части оправки как этап 2. Способ первого варианта осуществления, показанного на этой иллюстрации, основан на конфигурации обычного способа, показанного на фиг. 4, и поэтому дублирующее описание будет опущено, где это возможно.
[0035] В способе первого варианта осуществления, как показано на фиг. 6, оправка 1 имеет форму пули, и пленка 3 формируется на поверхности основного металла 2 оправки посредством дугового напыления во время того как основной металл 2 оправки, установленный на поворотном круге (не показан) и т.п., вращается вокруг центральной оси Pc оправки 1. В частности, поверхность основного металла 2 оправки делится на две секции в осевом направлении оправки 1. Фиг. 6 показывает пример оправки 1, разделенной на концевую часть 1a и корпусную часть 1b. Корпусная часть 1b составляет 80-98% полной длины от задней части (нижняя сторона на иллюстрации) оправки 1 в осевом направлении (вертикальное направление на иллюстрации) оправки 1.
[0036] Основываясь на вышеописанной конфигурации, на этапе 1, как показано на фиг. 6(a), дуговое напыление выполняется таким образом, что распылитель 4 располагается напротив области корпусной части 1b оправки посередине поверхности основного металла 2 оправки и движется возвратно-поступательно только вдоль поверхности этой области. Таким образом пленка 3 формируется на всей корпусной части 1b, кроме концевой части 1a, на поверхности основного металла 2 оправки.
[0037] После вышеописанного этап, на этапе 2, как показано на фиг. 6(b), дуговое напыление выполняется таким образом, что распылитель 4 располагается напротив области концевой части 1a оправки посередине поверхности основного металла 2 оправки и движется возвратно-поступательно, перемещаясь на короткое расстояние, только вдоль поверхности этой области. Таким образом пленка 3 формируется в концевой части 1a на поверхности основного металла 2 оправки. Соответственно пленка 3 формируется на всей поверхности оправки 1.
[0038] В это время на обоих этапах 1, 2, показанных на фиг. 6(a) и фиг. 6(b), движением и положением распылителя 4 управляют таким образом, что угол пересечения θ между осевой линией Ac напыления потока от распылителя 4 и поверхностью основного металла 2 оправки находится в пределах предпочтительного диапазона, который был найден на основе результатов вышеописанных базовых тестов, то есть в пределах диапазона от 35° до 90°, более предпочтительно от 60° до 90°.
[0039] В соответствии со способом настоящего варианта осуществления он конфигурируется таким образом, что поверхность основного металла 2 оправки делится на две секции (концевую часть 1a и корпусную часть 1b) в осевом направлении оправки 1, и дуговое напыление в свою очередь выполняется отдельно в каждой из двух секций с углом θ пересечения между осевой линией Ac напыления потока от распылителя 4 и поверхностью основного металла 2 оправки, поддерживаемым в пределах предпочтительного диапазона, для того чтобы сформировать пленку 3 посредством дугового напыления, производя тем самым оправку, имеющую нанесенную дуговым напылением пленку с прочной адгезией между основным металлом оправки и пленкой, а также имеющую значительно увеличенный срок службы. В дополнение к этому возможно уменьшить диапазон работы распылителя 4 во время дугового напыления в каждой отдельной секции; таким образом, вышеупомянутый угол θ пересечения может надежно поддерживаться в пределах предпочтительного диапазона, не прибегая к управлению движением и положением распылителя 4 каким-либо сложным образом. Соответственно, адгезионное свойство пленки становится устойчивым по всей поверхности оправки, обеспечивая тем самым стабильный срок службы оправки.
[0040] <Второй вариант осуществления>
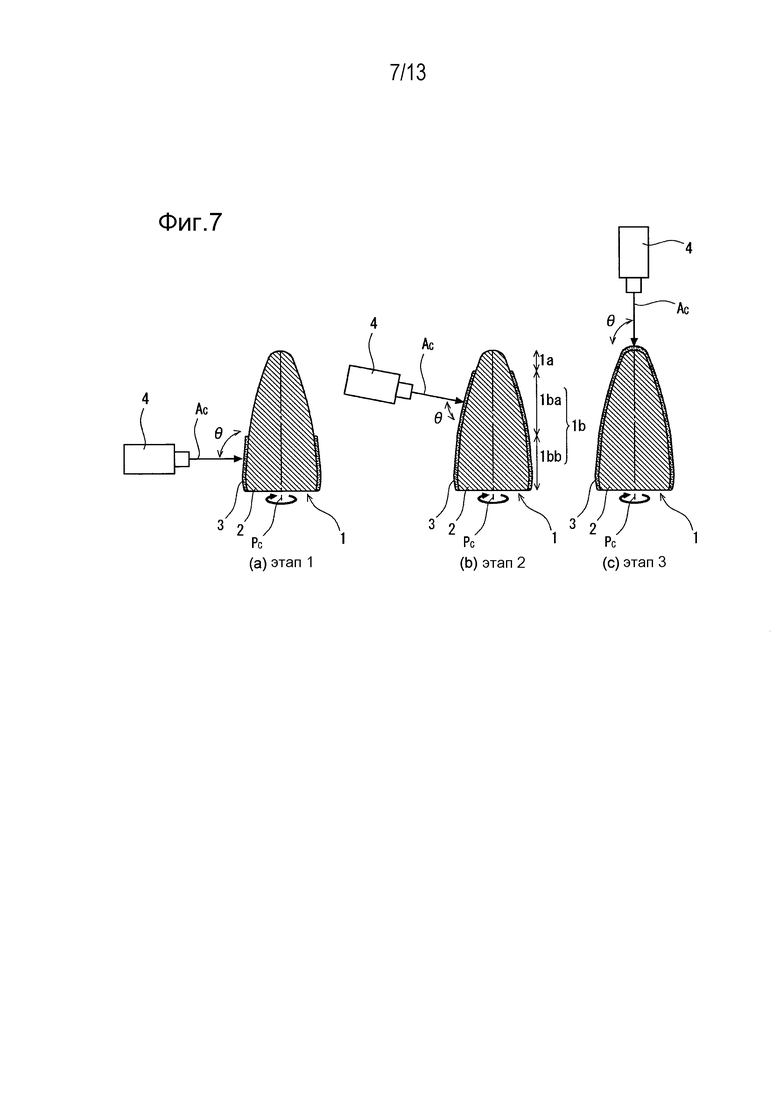
Фиг. 7 представляет собой схематическую иллюстрацию, показывающую этапы формирования пленки с помощью дугового напыления в способе изготовления оправки согласно второму варианту осуществления настоящего изобретения; фиг.7(a) показывает состояние формирования пленки в задней половине корпусной части оправки как этап 1, фиг. 7(b) показывает состояние формирования пленки в передней половине корпусной части оправки как этап 2, а фиг. 7(c) показывает состояние формирования пленки в концевой части оправки как этап 3. Способ второго варианта осуществления основан на конфигурации вышеупомянутого первого варианта осуществления и отличается от него увеличением количества отдельных секций поверхности основного металла 2 оправки. Во втором варианте осуществления поверхность основного металла 2 оправки делится на три секции. Фиг. 7 показывает пример оправки 1, разделенной на концевую часть 1a, переднюю половину 1ba корпусной части 1b и заднюю половину 1bb корпусной части 1b оправки 1.
[0041] Во втором варианте осуществления на этапе 1, как показано на фиг. 7(a), дуговое напыление выполняется таким образом, что распылитель 4 располагается напротив области 1bb задней половины корпусной части 1b оправки посередине поверхности основного металла 2 оправки. Таким образом пленка 3 формируется на поверхности основного металла 2 оправки на задней половине 1bb корпусной части и не формируется на концевой части 1a и передней половине 1ba корпусной части.
[0042] После этого на этапе 2, как показано на фиг. 7(b), дуговое напыление выполняется таким образом, что распылитель 4 располагается напротив области передней половины 1ba корпусной части 1b оправки посередине поверхности основного металла 2 оправки. Таким образом пленка 3 формируется на передней половине 1ba корпусной части на поверхности основного металла 2 оправки.
[0043] После этого на этапе 3, как показано на фиг. 7(c), дуговое напыление выполняется таким образом, что распылитель 4 располагается напротив области концевой части 1a оправки посередине поверхности основного металла 2 оправки. Таким образом пленка 3 формируется на концевой части 1a на поверхности основного металла 2 оправки. Соответственно пленка 3 формируется на всей поверхности оправки 1.
[0044] На всех этапах 1-3, показанных на фиг. 7(a)-7(c), движением и положением распылителя 4 при дуговом напылении управляют таким образом, чтобы угол пересечения θ между осевой линией Ac напыления потока от распылителя 4 и поверхностью основного металла 2 оправки находился в пределах предпочтительного диапазона, который определен на основе вышеописанных базовых тестов.
[0045] Способ второго варианта осуществления также может дать эффекты, аналогичные эффектам способа первого варианта осуществления.
[0046] Количество секций, на которые делится поверхность основного металла оправки, может быть любым числом, большим единицы, и может быть определено в зависимости от угла конусности и/или кривизны поверхности оправки.
[0047] Оправка, обеспеченная вышеописанным способом каждого варианта осуществления, может быть восстановлена после исчерпания ее срока службы в результате нескольких циклов прошивки-прокатки путем повторного формирования напыленной дугой пленки на поверхности оправки с использованием того же самого способа. Непосредственно перед повторным формированием пленки предпочтительно производится очистка поверхности оправки струей сжатого воздуха или дробеструйной обработкой для того, чтобы удалить пленку, оставшуюся на поверхности оправки после прошивки-прокатки.
[0048] Предпочтительно, чтобы очистка каждой секции поверхности оправки струей сжатого воздуха или дробеструйной обработкой всегда выполнялась непосредственно перед тем, как дуговое напыление будет применено к этой секции поверхности основного металла. Если расплавленный материал дугового напыления, которое выполняется для другой секции, случайно налипнет на целевую область для дугового напыления, это может произойти под несоответствующим углом пересечения, что может вызвать неоднородность адгезионного свойства пленки.
[0049] Защитная пластина может быть расположена так, чтобы закрыть область, отличную от целевой области для формирования пленки, когда дуговое напыление осуществляется в каждой секции разделенной поверхности основного металла. В частности, в вышеописанном первом варианте осуществления защитная пластина располагается так, чтобы закрывать концевую часть во время дугового напыления на корпусную часть, а во время дугового напыления на концевую часть защитная пластина располагается так, чтобы закрывать корпусную часть. Во втором варианте осуществления, аналогично первому варианту осуществления защитная пластина располагается так, чтобы закрывать переднюю половину корпусной части и концевую часть во время дугового напыления на заднюю половину корпусной части. Защитная пластина располагается так, чтобы закрывать заднюю половину корпусной части и концевую часть во время дугового напыления на переднюю половину корпусной части, и защитная пластина располагается так, чтобы закрывать переднюю половину корпусной части и заднюю половину корпусной части во время дугового напыления на концевую часть оправки. Это должно предотвратить прилипание расплавленного материала, напыляемого распылителем, на непредназначенную для этого область под неблагоприятным углом пересечения, предотвращая тем самым ухудшение адгезии между основным металлом оправки и пленкой. Следовательно, защитная пластина может быть расположена так, чтобы закрывать по меньшей мере ту область, где пленка дугового напыления еще не сформирована, и не является необходимой в тех областях, где пленка дугового напыления уже сформирована.
[0050] В способе каждого варианта осуществления пленка, сформированная посредством дугового напыления, может иметь однородную толщину по всей поверхности оправки или может иметь большую толщину в концевой части, чем в корпусной части оправки. Пленка, имеющая большую толщину в концевой части оправки, полезна в плане обеспечения повышенной эффективности термоизоляции и сопротивления износу пленки в концевой части оправки, где поверхностное давление становится высоким и температура увеличивается во время прошивки-прокатки, так что можно ожидать дополнительного увеличения срока службы оправки.
[Пример]
[0051] С целью подтверждения эффектов настоящего изобретения испытание прошивки-прокатки проводилось таким образом, что сначала были изготовлены оправки для прошивки-прокатки, и каждая из изготовленных оправок была установлена в прошивной стан для выполнения прошивки-прокатки. Условия испытаний были следующими.
[0052] [Способ испытаний]
(1) Изготовление оправки
Несколько оправок в форме пули, каждая из которых имела максимальный диаметр 57 мм, были изготовлены с использованием инструментальной стали горячей обработки, определенной японским промышленным стандартом JIS в качестве основного металла. Оправки, имеющие нанесенную дуговым напылением пленку, были изготовлены таким образом, что дуговое напыление для формирования пленки на поверхности основного металла каждой оправки выполнялось с использованием железной проволоки при различных рабочих условиях дугового напыления. При формировании нанесенной дуговым напылением пленки дуговое напыление проводилось для каждой оправки при расстоянии напыления от распылителя до поверхности основного металла оправки, первоначально установленном равным 200 мм, и во время выполнения дугового напыления распылитель постепенно удалялся от поверхности основного металла оправки до тех пор, пока расстояние напыления не достигало 1000 мм. Толщина нанесенной дуговым напылением пленки была установлена в 400 мкм в корпусной части оправки и в 1200 мкм в концевой части оправки.
[0053] Для использования в качестве референсных при оценке были изготовлены оправки, имеющие оксидную пленку, путем формирования оксидной пленки на поверхности основного металла каждой оправки в печи термообработки. Толщина оксидной пленки была установлена равной 600 мкм.
[0054] Рабочие условия дугового напыления были следующими:
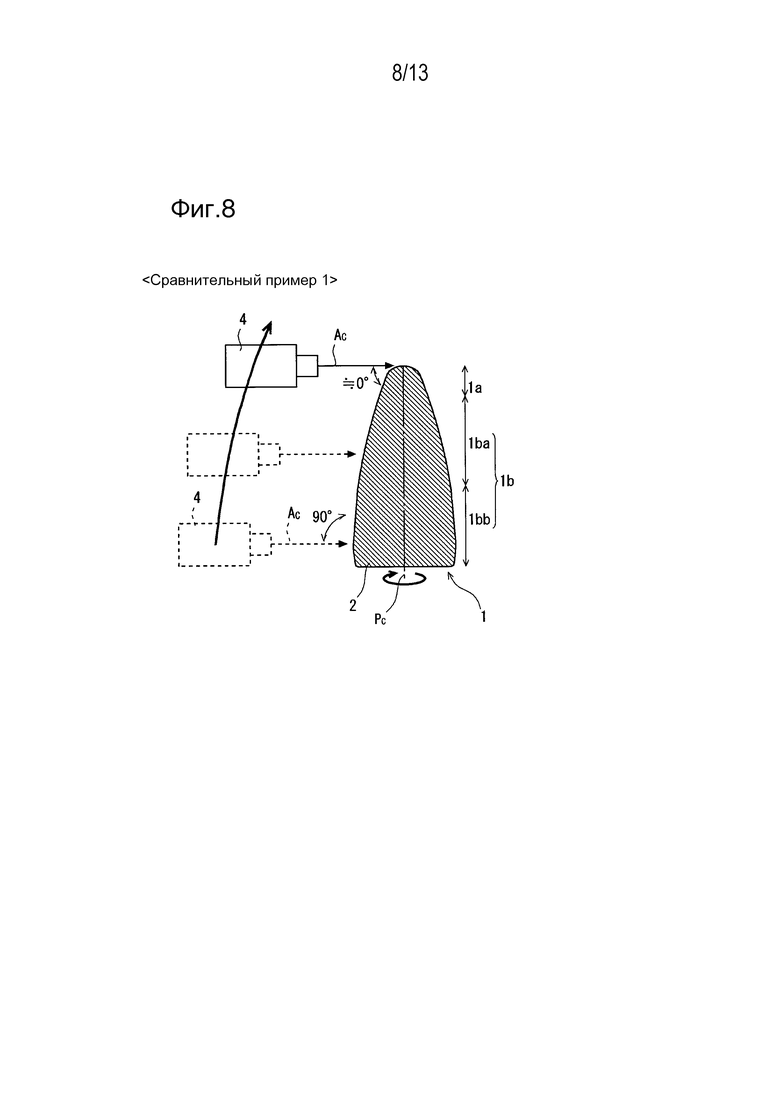
Сравнительный пример 1:
Как показано на фиг.8, при поддержании осевой линии Ac распыляемого потока из распылителя 4 всегда перпендикулярной центральной оси Pc основного металла 2 оправки дуговое напыление выполняется путем перемещения распылителя 4 через всю область поверхности основного металла 2 оправки от задней части до концевой части. В этом примере угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки выходит за пределы предпочтительного диапазона в концевой части 1a оправки.
[0055] Сравнительный пример 2:
Как показано на фиг. 9, при поддержании осевой линии Ac распыляемого потока из распылителя 4 всегда параллельной центральной оси Pc основного металла 2 оправки дуговое напыление выполняется путем перемещения распылителя 4 через всю область корпусной части 1b и концевой части 1a оправки. В этом примере угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки выходит за пределы предпочтительного диапазона в корпусной части 1b оправки.
[0056] Сравнительный пример 3:
На этапе 1, как показано на фиг. 10(a), при поддержании осевой линии Ac распыляемого потока из распылителя 4 всегда параллельной центральной оси Pc основного металла 2 оправки дуговое напыление выполняется на корпусную часть 1b оправки путем перемещения распылителя 4 только вдоль области корпусной части 1b оправки. После этого на этапе 2, как показано на фиг. 10(b), при поддержании угла пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки равным 25° дуговое напыление выполняется на концевую часть 1a оправки путем перемещения распылителя 4 только вдоль области концевой части 1a оправки. В этом примере угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки выходит за пределы предпочтительного диапазона во всех областях концевой части 1a и корпусной части 1b оправки.
[0057] Сравнительный пример 4:
Как показано на фиг. 4, управление положением распылителя 4 осуществляется так, чтобы выполнить дуговое напыление таким образом, чтобы осевая линия Ac распыляемого потока из распылителя 4 пересекалась под прямым углом с центральной осью Pc основного металла 2 оправки в задней части основного металла 2 оправки и чтобы осевая линия Ac распыляемого потока из распылителя 4 была параллельной центральной оси Pc основного металла 2 оправки в концевой части основного металла 2 оправки при перемещении распылителя 4 через всю область поверхности основного металла 2 оправки от задней части до концевой части. В этом примере угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки выходит за пределы предпочтительного диапазона около границы между концевой частью 1a и корпусной частью 1b оправки.
[0058] Пример 1 в соответствии с настоящим изобретением:
На этапе 1, как показано на фиг. 11(a), дуговое напыление выполняется на корпусную часть 1b оправки путем управления положением распылителя 4 таким образом, что распылитель 4 перемещается только вдоль области корпусной части 1b оправки, а угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки устанавливается равным 90° на стороне задней корпусной части 1b оправки и устанавливается равным более 35° на стороне концевой корпусной части 1b оправки. На этапе 2, как показано на фиг. 11(b), дуговое напыление выполняется на концевую часть 1a оправки таким образом, что распылитель 4 перемещается только вдоль области концевой части 1a оправки, в то время как угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки всегда поддерживается равным 90°. При этом угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки находится в пределах предпочтительного диапазона во всех областях концевой части 1a и корпусной части 1b оправки.
[0059] Пример 2 в соответствии с настоящим изобретением:
На этапе 1, как показано на фиг. 12(a), дуговое напыление выполняется на корпусную часть 1b оправки путем управления положением распылителя 4 таким образом, что распылитель 4 перемещается только вдоль области корпусной части 1b оправки, а угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки устанавливается равным 90° в каждой точке. На этапе 2, как показано на фиг. 12(b), дуговое напыление выполняется на концевую часть 1a оправки таким образом, что распылитель 4 перемещается только вдоль области концевой части 1a оправки, в то время как угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки всегда поддерживается равным 45°. В этом примере угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки находится в пределах предпочтительного диапазона во всех областях концевой части 1a и корпусной части 1b оправки.
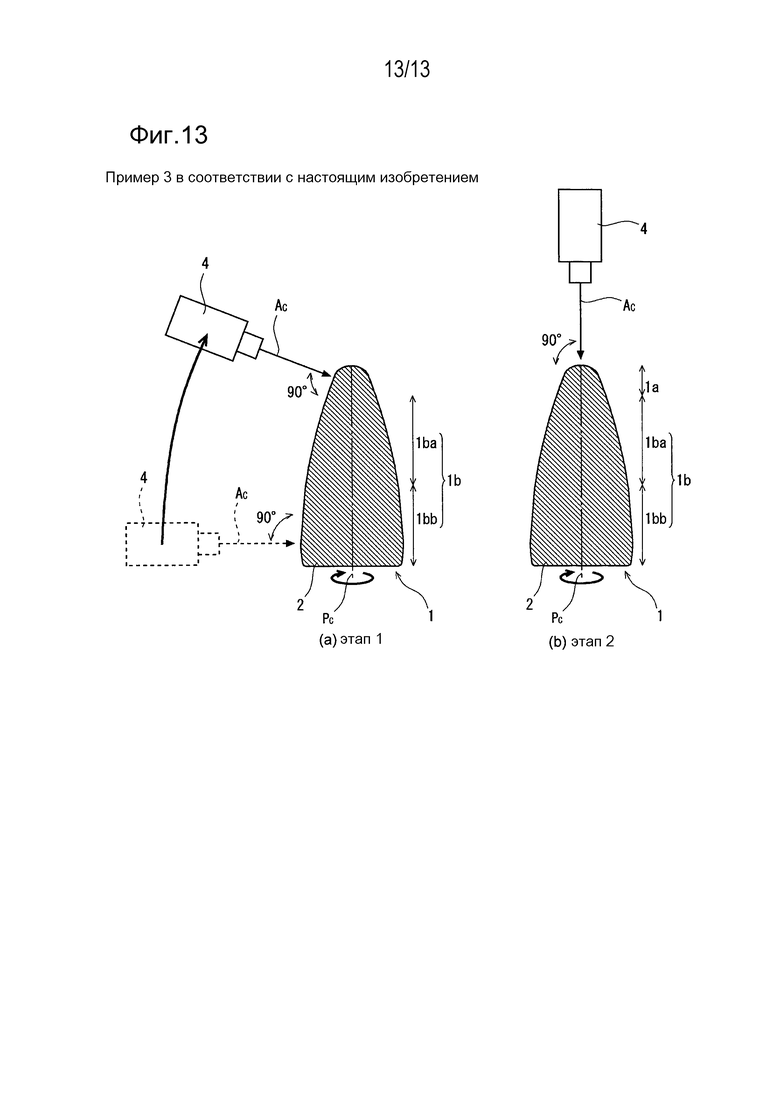
[0060] Пример 3 в соответствии с настоящим изобретением:
На этапе 1, как показано на фиг. 13(a), дуговое напыление выполняется на корпусную часть 1b оправки путем управления положением распылителя 4 таким образом, что распылитель 4 перемещается только вдоль области корпусной части 1b оправки, а угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки устанавливается равным 90° в каждой точке. На этапе 2, как показано на фиг. 13(b), дуговое напыление выполняется на концевую часть 1a оправки таким образом, что распылитель 4 перемещается только вдоль области концевой части 1a оправки, в то время как угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки всегда поддерживается равным 90°. В этом примере угол пересечения θ между осевой линией Ac распыляемого потока из распылителя 4 и поверхностью основного металла 2 оправки находится в пределах предпочтительного диапазона во всех областях концевой части 1a и корпусной части 1b оправки.
[0061] (2) Прошивка-прокатка
С использованием вышеописанных различных оправок изготавливались полые гильзы способом прошивки-прокатки следующих обрабатываемых деталей (материалов), нагретых до температуры 1200°C.
- Размер обрабатываемой детали: круглая заготовка диаметром 70 мм и длиной 600 мм
- Сорт материала обрабатываемой детали: SUS304
- Полая гильза: внешний диаметр 73 мм, толщина стенок 6,0 мм, длина 1800 мм.
[0062] [Способ оценки]
Осмотр внешнего вида каждой оправки проводился каждый раз, когда заканчивалась прошивка-прокатка. Для каждой оправки подсчитывалось количество проходов прокатки до тех пор, пока оправка не становилась непригодной из-за отслаивания пленки, потерь металла на плавление, прихвата или деформации концевой части оправки, другими словами, подсчитывалось количество заготовок, которые успешно прошли через непрерывную прошивку-прокатку (количество проходов непрерывной прошивки-прокатки). Срок службы оправки оценивался на основе отношения количества проходов непрерывной прошивки-прокатки, которые она выдержала, к количеству проходов непрерывной прошивки-прокатки, которые выдержала референсная оправка со слоем окалины на ее поверхности, срок службы которой принимался за единицу.
[0063] [Результат испытаний]
Результат испытаний показан в таблице 1.
[0064] [Таблица 1]
(фиг. 8)
(фиг. 9)
(фиг. 10)
(фиг. 4)
[0065] Результаты, приведенные в таблице 1, показывают следующее. В сравнительных примерах 1-3, показанных в таблице 1 под номерами 1-3, поскольку большая часть пленок, сформированных посредством дугового напыления, была получена при несоответствии угла пересечения θ предпочтительному диапазону (от 35° до 90°), отслоение пленки, потери при плавлении или прихват оправки происходили на ранней стадии, и срок службы оправки в результате составил 1,0 или меньше; таким образом, никакого увеличения срока службы оправки не было получено. Сравнительный пример 4, показанный в таблице 1 под номером 4, показал некоторое увеличение срока службы оправки, но относительный срок службы оправки составил самое большее 2,5, потому что дуговое напыление было выполнено над поверхностью основного металла оправки за один раз без разделения поверхности основного металла оправки на отдельные части.
[0066] В противоположность этому, в примерах 1-3 в соответствии с настоящим изобретением, показанных в таблице 1 под номерами 5-7, поверхность основного металла оправки была разделена на несколько секций, и дуговое напыление было выполнено отдельно в каждой секции при условии удовлетворения предпочтительного диапазона угла пересечения θ (от 35° до 90°), определенного настоящим изобретением. Соответственно, было подтверждено, что адгезионное свойство пленки значительно увеличилось, и относительный срок службы каждой оправки стал составлять 5,0 или больше, что представляет собой существенное повышение срока службы оправки.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0067] Настоящее изобретение может эффективно использоваться в производстве бесшовной стальной трубы из высоколегированной стали.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0068]
1: Оправка,
1a: Концевая часть оправки,
1b: Корпусная часть оправки,
1ba: Передняя половина корпусной части оправки,
1bb: Задняя половина корпусной части оправки,
2: Основной металл оправки,
3: Пленка дугового напыления,
4: Дуговой распылитель,
Pc: Центральная ось оправки,
Ac: Осевая линия распыляемого потока из дугового распылителя,
θ: Угол пересечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ | 2013 |
|
RU2600771C2 |
| ПРОШИВНАЯ И ПРОКАТНАЯ ОПРАВКА, СПОСОБ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ | 2008 |
|
RU2446024C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОШИВНОЙ ПРОКАТКИ | 2013 |
|
RU2598414C2 |
| ПРОШИВНАЯ ОПРАВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605044C2 |
| ОПРАВКА, ИСПОЛЬЗУЕМАЯ В ПРОШИВНОМ СТАНЕ | 2013 |
|
RU2592332C2 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 2013 |
|
RU2584620C1 |
| ИНСТРУМЕНТ ДЛЯ ГОРЯЧЕГО ФОРМООБРАЗОВАНИЯ | 2015 |
|
RU2687321C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОКАТКИ С ПРОШИВКОЙ | 2013 |
|
RU2588937C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2020 |
|
RU2793593C1 |
| ПРОШИВНАЯ УСТАНОВКА, ОПРАВКА, ИСПОЛЬЗУЮЩАЯСЯ ДЛЯ ПРОШИВНОЙ УСТАНОВКИ, И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ | 2012 |
|
RU2590459C2 |
Изобретение относится к области металлургии, а именно к изготовлению оправки для прошивного трубопрокатного стана для изготовления бесшовной стальной трубы. Способ включает этап дугового напыления расплавленной железной проволоки и напыление ее расплавленного материала на поверхность основного металла оправки с использованием дугового распылителя с образованием пленки, содержащей оксид железа и железо на поверхности основного металла оправки. На этапе дугового напыления поверхность основного металла оправки разделяют на множество секций в осевом направлении оправки и дуговое напыление осуществляют отдельно в каждой из множества секций. Угол пересечения между осевой линией распыляемого потока из дугового распылителя и поверхностью основного металла оправки поддерживают в диапазоне от 35° до 90°. Оправка имеет форму пули и включает в себя корпусную часть и концевую часть, а множество секций содержат область корпусной части и область концевой части. Пленку формируют на концевой части после формирования на корпусной части. Обеспечивается прочная адгезия нанесенной дуговым напылением пленки, сформированной на поверхности оправки, и устойчивое увеличение срока службы оправки. 2 з.п. ф-лы, 13 ил., 1 табл., 2 пр.
1. Способ изготовления оправки прошивного трубопрокатного стана для прошивки-прокатки бесшовной стальной трубы, включающий:
этап дугового напыления расплавленной железной проволоки и напыление ее расплавленного материала на поверхность основного металла оправки с использованием дугового распылителя с образованием пленки, содержащей оксид железа и железо на поверхности основного металла оправки, при этом
на этапе дугового напыления поверхность основного металла оправки разделяют на множество секций в осевом направлении оправки, причем дуговое напыление осуществляют отдельно в каждой из множества секций, при этом угол пересечения между осевой линией распыляемого потока из дугового распылителя и поверхностью основного металла оправки поддерживают в диапазоне от 35° до 90°,
причем оправка имеет форму пули и включает в себя корпусную часть и концевую часть, множество секций содержат область корпусной части и область концевой части, и
пленку формируют на концевой части после формирования на корпусной части.
2. Способ изготовления оправки прошивного прокатного стана по п. 1, отличающийся тем, что
при осуществлении дугового напыления в каждой из разделенных секций используют защитную пластину, которую располагают так, чтобы закрыть область, отличную от целевой области для формирования пленки на оправке.
3. Способ изготовления оправки прошивного прокатного стана по п. 1 или 2, отличающийся тем, что дуговое напыление осуществляют отдельно при поддержании угла пересечения θ в пределах диапазона от 60° до 90°.
| ПРОШИВНАЯ И ПРОКАТНАЯ ОПРАВКА, СПОСОБ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ | 2008 |
|
RU2446024C2 |
| СПОСОБ ГОРЯЧЕЙ ОБРАБОТКИ ХРОМСОДЕРЖАЩЕЙ СТАЛИ | 2004 |
|
RU2336133C1 |
| WO 2010100968 A1, 10.09.2010 | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

