Существующие устройства для прессования изделий из металлических порошков не ПОЗВОЛЯЮТ механизировать процесс прессования при условии необходимости расположения границы между прессуемыми порошками В плоскости, параллельной оси пуансонов.
Предлагаемое устройство устраняет этот недостаток и позволяет механизировать процесс, что обеспечивается применением питателя, разделенного перегородкой на отдельные секции для каждого порошка и пуансона, в который встроена вертикально перемещающаяся перегородка, опускающаяся перед прессованием в полость пуансона. В случае применения порошков с разными коэффициентами упрессовки нижний пуансон ВЫПОЛНЯЮТ из двух частей, из которых одна вместе с перегородкой, может перемещаться по высоте.
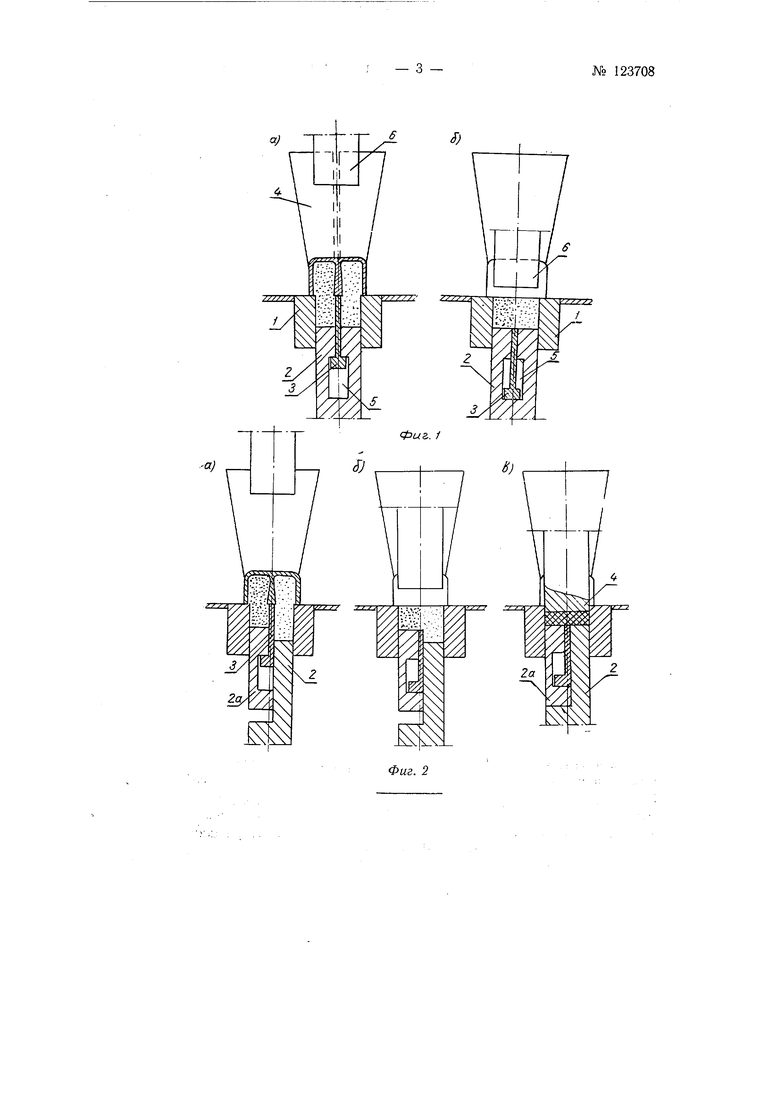
На фиг. 1 и 2 показано предлагаемое устройство.
В момент засыпки (фиг. la) в матрице / нижний разрезной пуансон 2 находится в крайнем нижнем положении. В пуансон 2 помещена подвижная тонкостенная перегородка 3, разделяющая полость матрицы при засыпке на два объема. Питатель 4 разделен средней стенкой также на два объема, в каждом из которых помещают различные порошки.
К моменту засыпки питатель 4 устанавливают над матрицей /, при этом перегородка 3 поднята верхним краем на уровень верхней плоскости матрицы, и таким образом средняя стенка питателя и перегородка 3 образуют В матрице два объема, совмещенные геометрически под объемами питателя. Далее производят засыпку этих объемов порошками, ОТВОДЯТ питатель и убирают перегородку 3, опуская ее в полость 5 пуансона 2. Затем вводят в действие верхний пуансон 6, производя прессование детали (фиг. 16). После этого деталь выталкивают из мат-№-Ш70,- 2 -- рицы j и движением питателя 4 при подходе его под очередную засыпку выводят ее из зоны прессования.
На фиг. 2 приведена схема yctpoHCTBa для прессования двухслойной детали с различными коэффициентами упрессовки порошков. Здесь также перегородка 3 делит объем матрицы ца две части, но тут необходимо иметь для каждой из них отдельный пуансон: ограничивающий левую полость матрицы пуансон 2 и пуансон 20 для правой ее части {фиг. 2о), которые устанавливают перед присованием на разные уровни Б cqoiBfej.cJrBHH с коэф|(}зиЩ1ентами упрессойки порошков. ,
К -Момёйту 3;йсьшки Пбдвйжяую перегородку устанавливают по верхнему уровню матрицы; после засыпки питатель отводят и перегородку -5 опускают (фиг. 26), после чего производят прессование. При этом вначале работают верхний пуансон 6 и нижний 2 и 2а, далее все три пуансона одновременно прессуют деталь до заданного размера.
Предмет изобретения
1.Устройство для прессования двухслойных деталей из металлических порошков, отличаюш;ееся тем, что, с целью расположения границ слоев порошков параллельно движению пуансонов, оно вьшолйенб Ь виде общего, питателя, разделенного вертикальной перегородкой, на Отяельные. секции для каждого порошка, а в нижний пуансон BCipoeна вертикально перемещающаяся перегородка, которую после засыпкн яоришков перед прессовкой опускают в полость пуансона и образуют с ним единую плоскость.
2.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что, с целью прессования двухслойных изделий из металлических порошков с различным коэффициентом упрессовки, нижний пуансон устройства выполнен из двух частей, из которых одна вместе со встроенной в нее перегородкой может Перемещаться по высоте.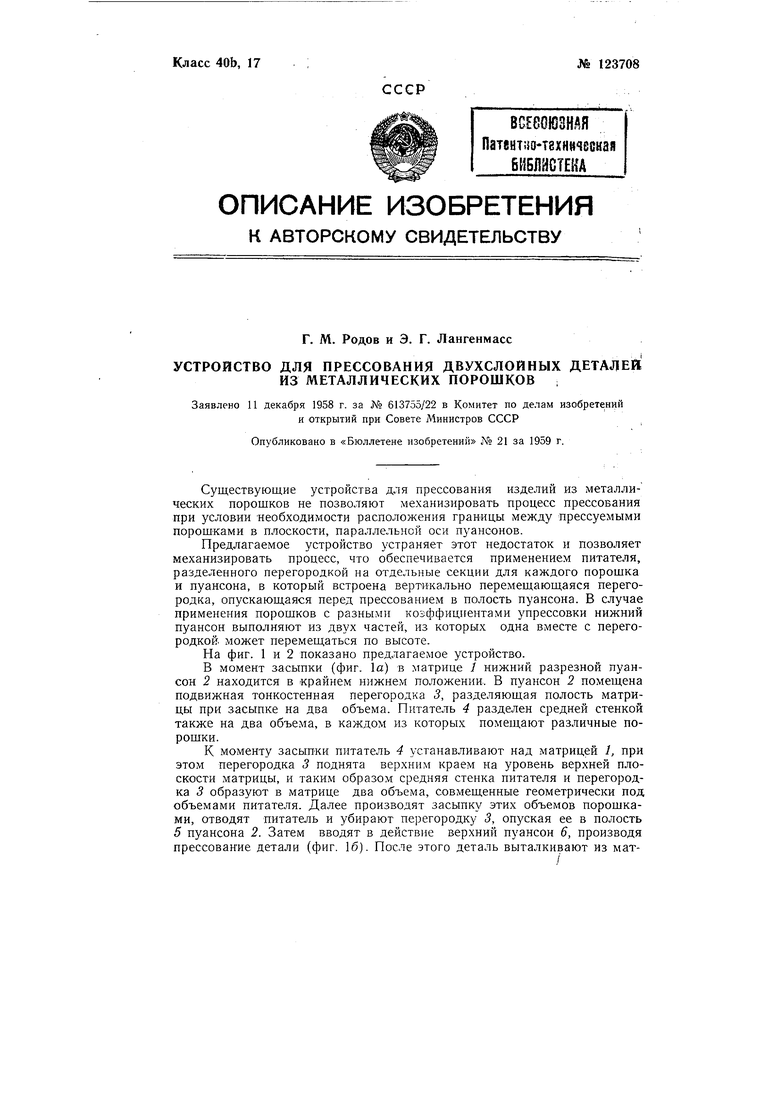
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования биметаллических изделий из порошков на ротационной машине | 1958 |
|
SU123706A1 |
| Устройство для прессования металлокерамических деталей с широким фланцем | 1960 |
|
SU137390A1 |
| Пресс-автомат | 1960 |
|
SU145201A1 |
| Устройство для прессования из порошка двухслойных изделий с горизонтальным расположением слоев | 1986 |
|
SU1502192A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ НЕФОРМУЮЩЕГОСЯ ПОРОШКА КАРБИДОСТАЛИ В ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369465C2 |
| Устройство для прессования изделий из порошка | 1973 |
|
SU490686A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 1973 |
|
SU385752A1 |
| Гидравлический пресс для получения изделий из металлического порошка | 1972 |
|
SU452516A1 |
| Способ пакетного прессования изделий из металлических порошков | 1989 |
|
SU1708516A1 |
| Устройство для прессования изделий из порошкообразных материалов | 1973 |
|
SU487785A1 |