Изобретение относится к области механосборочного производства и может быть применено для объектов использования атомной энергии, в частности, к размещенному в защитной камере устройству для сборки трубчатых изделий стержневого типа, обладающих ионизирующим излучением, например тепловыделяющих элементов (твэлов) двух отличающихся типов, в пучок, например, гексагональной или прямоугольной формы, в частности, для тепловыделяющих сборок (ТВС).
Известно устройство для сборки трубчатых изделий в пучок гексагональной формы (А.с. SU №1017463 А, В23Р 15/26, В23Р 19/00, опубл. 15.05.1983 г.), содержащее смонтированные на основании магазин для трубчатых изделий и базовую головку с фиксирующими пластинами для трубчатых изделий и механизм перемещения трубчатых изделий к базовой головке.
Недостатками данного изобретения являются:
- сложность использования одного магазина для центральных и периферийных типов твэлов;
- применение ручного управления процессом сборки твэлов в пучок гексагональной формы;
- потребность в перемещении магазина с твэлами и во вращении базовой головки, что влияет на снижение точности их позиционирования;
- необходимость в нескольких герметичных проходках в защитной стенке между операторским помещением и защитной камерой;
- проблематичность внешнего визуального контроля расположения элементов фиксирующих пластин (ламелей) базовой головки и магазинов.
Задача, решаемая изобретением, состоит в расширении технологических возможностей устройства и автоматизации процесса его работы.
При использовании предлагаемого изобретения могут быть получены, в частности, следующие технические результаты:
- повышение производительности процесса сборки твэлов в пучок гексагональной формы;
- возможность выполнения сборки твэлов в пучок в автоматическом режиме;
- обеспечение электронного контроля расположения ламелей базовой головки и магазинов;
- повышение точности позиционирования магазина с твэлами и базовой головки;
- исключение выброса радиоактивных аэрозолей в операторское помещение;
- снижение дозовых нагрузок на обслуживающий персонал.
Указанная задача решается тем, что устройство для сборки твэлов в пучок, в частности, гексагональной или прямоугольной формы, содержит смонтированные на основании магазин для твэлов, базовую головку с ламелями для твэлов и механизм перемещения твэлов к базовой головке, согласно изобретению
оно установлено полностью в защитной камере,
оно выполнено, в частности, с двумя магазинами для разных типов твэлов и роботом с захватом,
базовая головка неподвижно установлена на неподвижной опоре,
магазины для твэлов установлены неподвижно,
робот содержит неподвижное основание с горизонтально перемещающейся по нему кареткой и с вертикально перемещающейся платформой относительно каретки.
В частном случае исполнения, робот с захватом выполнен с обеспечением контроля положения захвата, контроля усилия, приложенного к захвату, видеоконтроля положения захвата, контроля наличия изделия (твэла) в захвате.
В частном случае исполнения, платформа робота выполнена со шпинделем и с закрепленным к нему контрольным блоком.
В частном случае исполнения, контрольный блок выполнен с системой датчиков, обеспечивающих контроль усилия и видеокамерой.
В частном случае исполнения, захват робота содержит датчик, определяющий наличие изделия (твэла) в захвате.
В частном случае исполнения, захват робота содержит вилку с возможностью влияния на сигнал датчика наличия изделия (твэла) в захвате.
В частном случае исполнения, захват робота содержит вилку, ограничивающую раскачку твэла при продольном перемещении робота с твэлом.
В частном случае исполнения, устройство обеспечивает автоматическую сборку изделий в пучок гексагональной или прямоугольной формы, с возможностью адаптивного безопасного перемещения твэла при его установке на базовую головку.
В частном случае исполнения, магазины для твэлов установлены с разных сторон (слева и справа) относительно базовой платформы.
Технический результат заключается в том, что путем полной автоматизации процесса повышается производительность сборки твэлов в пучок, в частности, гексагональной формы, с использованием робота с обеспечивающим полный контроль сборки захватом при размещении в защитной камере с использованием одновременно двух магазинов с разными типами твэлов.
Обеспечение автоматического процесса сборки достигается тем, что перед началом сборки в программу управления роботом записывают координаты ламелей головки и двух магазинов. Запись координат происходит автоматически по программе при выполнении поочередного касания щупом захвата всех ламелей головки и магазинов. Касание каждой из ламмелей выполняется с трех сторон, определяющих ее положение.
В процессе дальнейшей сборки точность позиционирования магазина с твэлами и базовой головки обеспечивается неподвижностью установки магазина для центральных твэлов, магазина для периферийных твэлов и базовой головки в защитной камере.
Установка на внутренней стенке защитной камеры робота с захватом исключает необходимость выполнения отверстий для герметичных проходок в защитной стенке между операторским помещением и защитной камерой, что обеспечивает исключение выброса аэрозолей в операторское помещение и, как следствие, снижение дозовых нагрузок на обслуживающий персонал.
Заявляемое изобретение поясняется чертежами, представленными на фиг. 1-6:
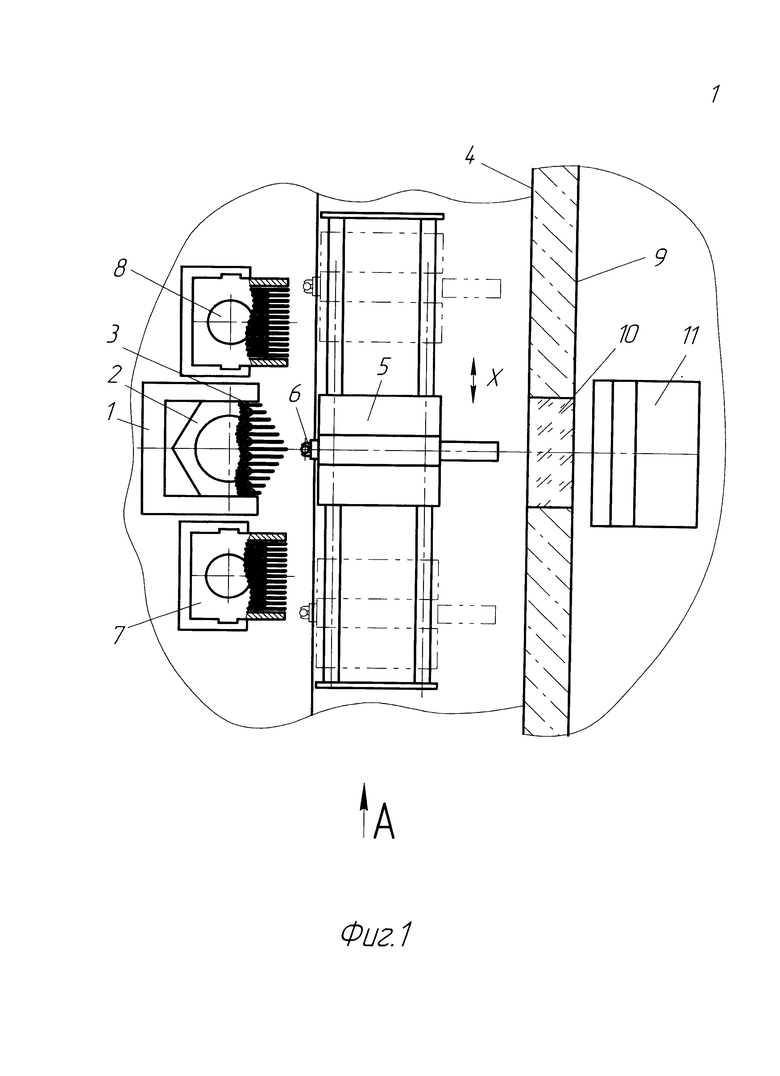
фиг. 1 - устройство для сборки - вид сверху;
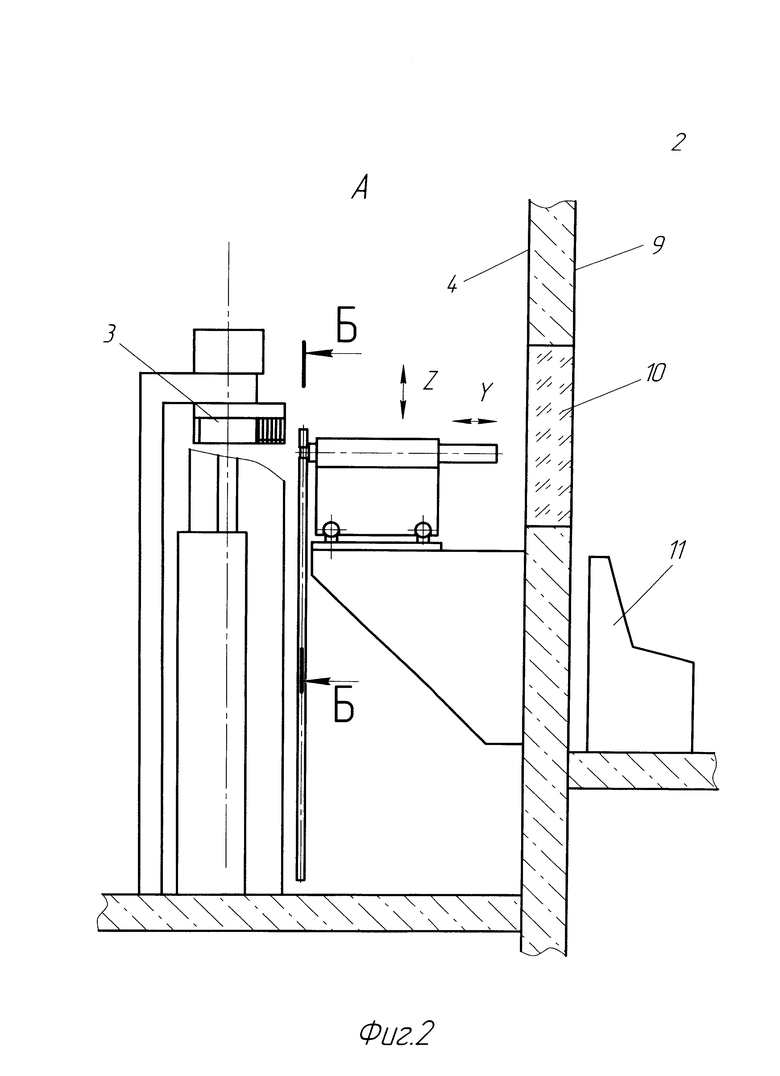
фиг. 2 - вид А (фиг. 1);
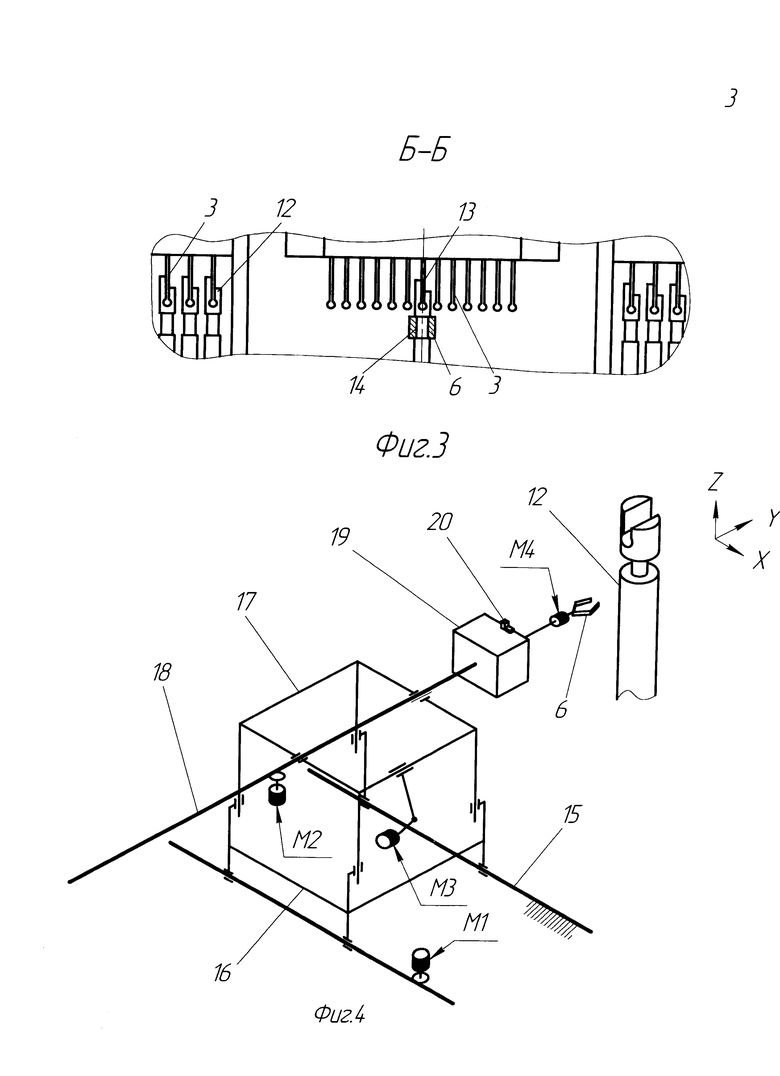
фиг. 3 - разрез Б-Б (фиг. 2);
фиг. 4 - кинематическая схема робота;
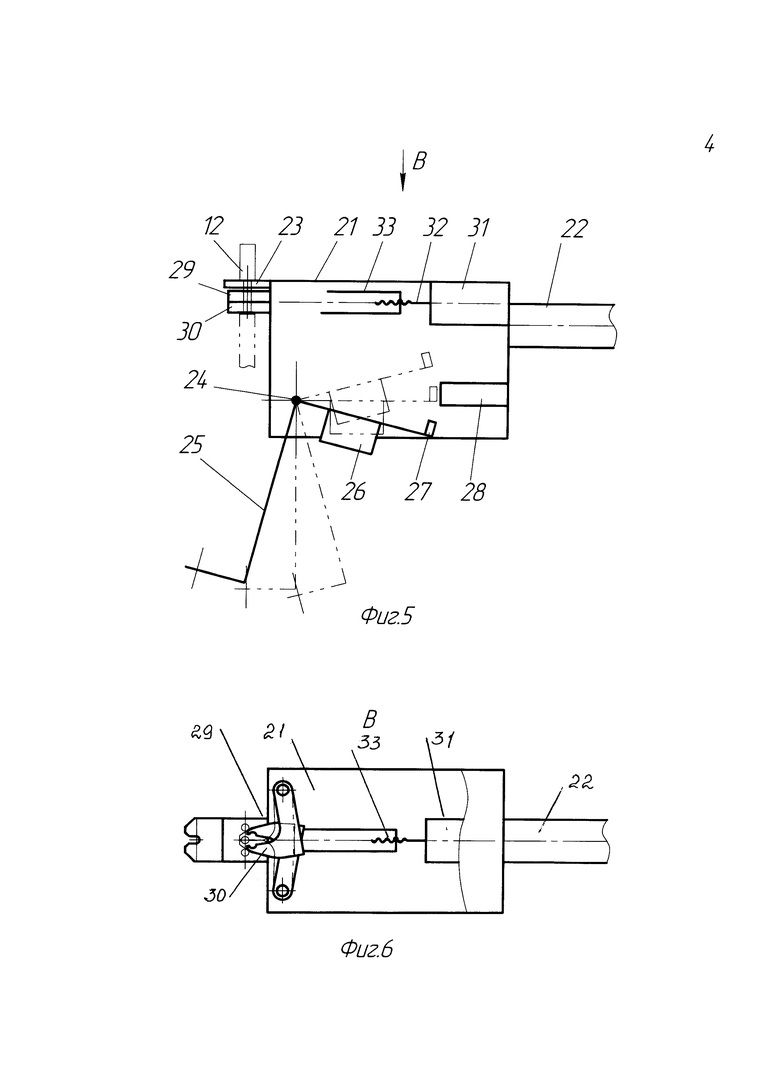
фиг. 5 - кинематическая схема захвата;
фиг.6 - кинематическая схема захвата, вид В (фиг. 5).
Устройство для сборки твэлов в пучок размещено полностью в защитной камере, содержит неподвижную опору 1 (фиг. 1), на которой установлена базовая головка 2 с ламелями 3 (фиксирующими пластинами), что повышает точность позиционирования базовой головки.
На внутренней стенке 4 (фиг. 1) защитной камеры установлен робот 5 с захватом 6, с возможностью перемещения продольно - по оси X, поперечно - по оси Y и вертикально - по оси Z (фиг. 4), оборудование не имеет проходок в операторское помещение, что обеспечивает исключение выброса аэрозолей в операторское помещение и снижение дозовых нагрузок на обслуживающий персонал.
Приводы для перемещений робота 5 на случай аварийной ситуации выполнены с обеспечением внешнего дублирования. Для этого предусмотрены выходы для гайковерта или копирующего манипулятора (не показано).
При сборке твэлов в базовую головку 2 применяют, в частности, два типа твэлов, располагаемых в ней в определенном порядке. Слева от базовой головки 2 (фиг. 1) установлен магазин 7 для центральных твэлов, а справа - магазин 8 для периферийных твэлов. Такое расположение и жесткое закрепление повышает точность позиционирования оборудования, повышает производительность процесса сборки и расширяет технологические возможности устройства для сборки. Твэлы 12 в магазинах 7 и 8 расположены рядами и с возможностью их поочередного снятия с лам елей 3.
Со стороны внешней стенки 9 (фиг. 2) защитной камеры, в операторском помещении, установлены смотровая система 10 и пульт управления и контроля 11 с монитором.
Твэлы 12 (фиг. 3) выполнены с хвостовиками, изготовленными с профильным пазом 13, формой и размерами соответствующими форме и размерам (фиксирующих пластин) ламелей 3, а также с проточкой 14 для захвата твэла 12 при его перемещении захватом 6 робота 5.
Робот 5, в зависимости от задачи, перемещается в разных режимах: ручном, полуавтоматическом и автоматическом, либо в режиме по соответствующей программе, запускаемой с пульта управления и контроля 11.
Робот 5 (фиг. 4) содержит неподвижное основание 15, по которому может горизонтально перемещаться каретка 16, относительно которой может вертикально перемещаться платформа 17 со шпинделем 18, на котором закреплен контрольный блок 19, содержащий датчик усилий и видеокамеру (не показано). Контрольный блок 19 содержит систему датчиков, воспринимающих усилия, действующие на захват 6 при наличии в нем изделия (твэла), а также возникающие, когда захват 6, изделие или щуп 20 касаются препятствия.
На верхней части контрольного блока 19 размещен щуп 20, которым производят касание ламелей 3 по трем осям (X, Y, Z).
Захват 6 робота 5 (фиг. 5) содержит корпус 21, опорную часть 22, связанную с контрольным блоком 19, и опорную пластину 23, служащую для подвески изделия (твэла). Изделие (твэл) зажимается в захвате 6 при помощи губок 29 и 30.
В корпусе 21 (фиг. 5) расположена ось вращения 24, вокруг которой вращается вилка 25 с противовесом 26 и флажком 27, который влияет на сигнал датчика 28 о наличии изделия (твэла) в захвате 6. Второе назначение вилки 25 - ограничить раскачку твэла 12 в захвате 6 при продольном движении робота 5 по оси X. Зажимные губки 29 и 30 (фиг. 6) захвата 6 приводятся в движение посредством привода 31 и винта 32, вращающегося в обойме 33, которая перемещает указанные зажимные губки.
Программа управления роботом 5 составлена с возможностью перемещения робота 5 по записанным координатам расположения ламелей 3 базовой головки 2 и магазинов 7, 8 и их касания щупом 20 захвата 6 робота 5. При этом система датчиков усилий, расположенных в захвате 6, обеспечивает адаптивное к препятствиям движение робота 5, а видеокамера (не показана) обеспечивает постоянный видеоконтроль в зоне зажимных губок 29, 30 захвата 6 робота 5 при взятии твэлов 12 из магазинов 7 и 8 и нанизывании их на ламели 3 базовой головки 2.
Устройство работает следующим образом:
На неподвижную опору 1 устанавливают базовую головку 2 без твэлов.
В соответствующие им места, слева и справа от базовой головки 2, устанавливают (без возможности перемещения) заполненные твэлами 12 магазины 7 для центральных твэлов и 8 для периферийных твэлов.
При помощи щупа 20 определяют координаты ламелей. При касании ламели 3 щупом 20 датчики контрольного блока регистрируют усилия касания. Система управления регистрирует положения шпинделя (координаты X, Y, Z), при которых возникают усилия, тем самым определяя координаты ламелей. Производится запись координат ламелей (фиксирующих пластин) 3, расположенных в базовой головке 2 и в магазинах 7 и 8 для твэлов в программу управления роботом 5. Система управления автоматически составляет алгоритм движения робота 5 с учетом порядка взятия твэлов 12 из магазина 7 и 8 и установки этих твэлов в базовую головку 2. По программе управления робот 5 поочередно берет твэлы 12 из магазина 7 или 8 захватом 6 за проточку 14 и перемещает их в базовую головку 2.
При выполнении установки твэла 12 на ламель 3 или при его снятии датчики контрольного блока также регистрируют усилие перемещения твэла по ламели. В случае превышения заданного усилия по одной из координат при нанизывании система управления автоматически выполняет приводом движения корректировку положения твэла по оси, на которой возникает превышение усилия в сторону, противоположную возникшему усилию, тем самым разгружая захват и исключая заклинивание твэла на ламели. Таким образом обеспечивается адаптивное движение робота 5. После установки твэла 12 на ламель 3 в нужной (соответствующей) координате, определяемой программой и алгоритмом движения робота, захват 6 раскрывают и робот 5 перемещают на позицию взятия следующего изделия (твэла) из магазина 7 или 8. Процесс перемещения твэлов 12 из магазина 7 или 8 в базовую головку 2 (фиг. 4) производят до полного заполнения твэлами базовой головки 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГАЗИН ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2013 |
|
RU2543028C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЧНОСТИ УСТАНОВКИ СБОРОК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ЯДЕРНОМ РЕАКТОРЕ | 2015 |
|
RU2594173C2 |
| Многоцелевой станок | 1985 |
|
SU1296357A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ РАЗДЕЛКИ ОТРАБОТАВШЕЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2208849C2 |
| Устройство контроля внешнего вида и глубины дефектов твэлов | 2022 |
|
RU2791983C1 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА И ПЕРЕМЕЩЕНИЯ КОРПУСОВ АМПУЛ С ПУЧКАМИ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2014 |
|
RU2553277C1 |
| СПОСОБ КОНТРОЛЯ ВНЕШНЕГО ВИДА, ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ТВЭЛА И РАЗМЕРОВ ЕГО ДЕФЕКТОВ | 2023 |
|
RU2805139C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КООРДИНАТ ТОЧЕК ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1990 |
|
SU1795704A1 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА И ПЕРЕМЕЩЕНИЯ АМПУЛ С ПУЧКАМИ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2012 |
|
RU2500044C1 |
Изобретение относится к области механосборочного производства и может быть применено для объектов использования атомной энергии, в частности, к размещенному в защитной камере устройству для сборки трубчатых изделий стержневого типа, обладающих ионизирующим излучением, например тепловыделяющих элементов двух отличающихся типов, в пучок, например, гексагональной или прямоугольной формы, в частности, для тепловыделяющих сборок (ТВС). Устройство для сборки твэлов в пучок содержит смонтированные на основании магазин для твэлов, базовую головку с ламелями для твэлов и механизм перемещения твэлов к базовой головке. Оно установлено полностью в защитной камере и содержит два магазина для разных типов твэлов и робот с захватом. Базовая головка неподвижно установлена на неподвижной опоре, магазины для твэлов установлены неподвижно. Робот содержит неподвижное основание с горизонтально перемещающейся по нему кареткой и с вертикально перемещающейся платформой относительно каретки. Робот с захватом выполнен с обеспечением контроля положения захвата, контроля усилия, приложенного к захвату, видеоконтроля положения захвата, контроля наличия твэла в захвате. Изобретение расширяет технологические возможности устройства и осуществляет автоматизацию процесса его работы. 8 з.п. ф-лы, 6 ил.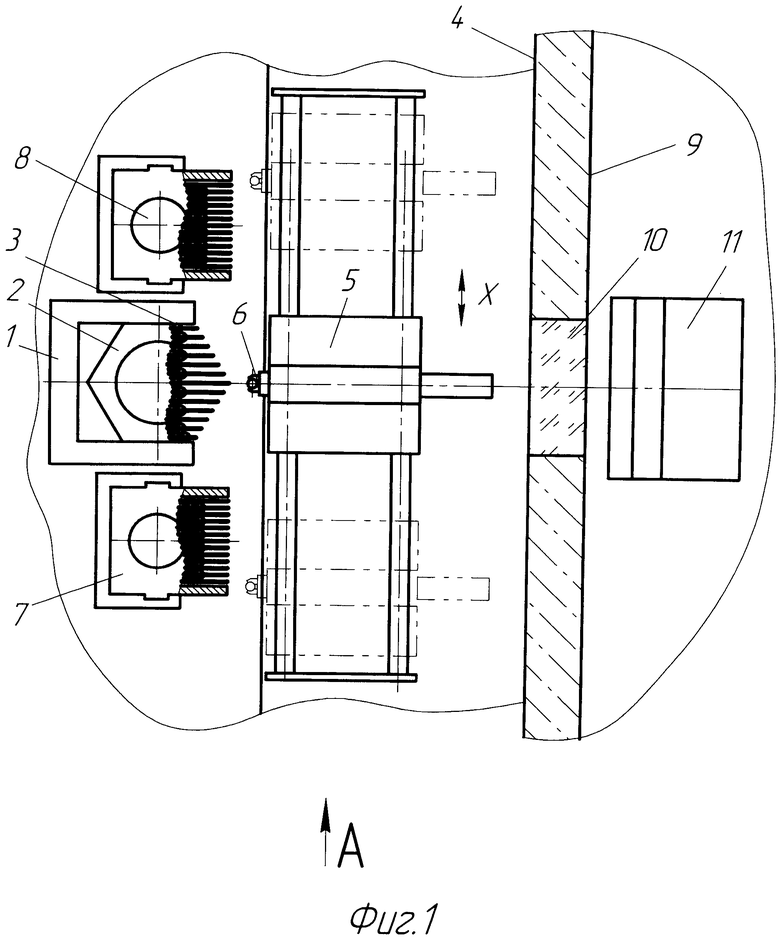
1. Устройство для сборки твэлов в пучок, содержащее смонтированные на основании магазины для твэлов, базовую головку с ламелями для твэлов и механизм перемещения твэлов к базовой головке, отличающееся тем, что оно установлено полностью в защитной камере, содержит два магазина для разных типов твэлов и робот с захватом, при этом базовая головка неподвижно установлена на неподвижной опоре, магазины для твэлов установлены неподвижно, а робот содержит неподвижное основание с горизонтально перемещающейся по нему кареткой и с вертикально перемещающейся платформой относительно каретки.
2. Устройство для сборки по п. 1, отличающееся тем, что робот с захватом выполнен с возможностью контроля положения захвата, контроля усилия, приложенного к захвату, видеоконтроля положения захвата и контроля наличия изделия в захвате.
3. Устройство для сборки по п. 1, отличающееся тем, что платформа робота выполнена со шпинделем и с закрепленным к нему контрольным блоком.
4. Устройство для сборки по п. 3, отличающееся тем, что контрольный блок содержит систему датчиков, обеспечивающих контроль усилия, и видеокамеру.
5. Устройство для сборки по п. 1, отличающееся тем, что захват робота содержит датчик, определяющий наличие твэла в захвате.
6. Устройство для сборки по п. 5, отличающееся тем, что захват робота содержит вилку, выполненную с возможностью влияния на сигнал датчика наличия твэла в захвате.
7. Устройство для сборки по п. 1, отличающееся тем, что захват робота содержит вилку, выполненную с возможностью ограничения раскачки твэла при продольном перемещении робота с твэлом.
8. Устройство для сборки по п. 1, отличающееся тем, что оно выполнено с возможностью адаптивного безопасного перемещения твэла, его установки на базовую головку и сборки в пучок гексагональной или прямоугольной формы в автоматическом режиме.
9. Устройство для сборки по п. 1, отличающееся тем, что магазины для твэлов установлены с разных сторон относительно базовой головки.
| Устройство для сборки трубчатых изделий в пучок гексагональной формы | 1982 |
|
SU1017463A1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1995 |
|
RU2099167C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ И ОЦЕНКИ КОЛИЧЕСТВА МИКРОБНЫХ КЛЕТОК ВОЗБУДИТЕЛЯ ЧУМЫ В ИССЛЕДУЕМЫХ ПРОБАХ ПОСРЕДСТВОМ ПЦР В РЕЖИМЕ РЕАЛЬНОГО ВРЕМЕНИ | 2013 |
|
RU2518302C1 |
| US 4760637 A1, 02.08.1988. | |||

