Изобретение относится к ядерному машиностроению и может быть использовано при производстве твэлов.
Известен «Комбинированный оптико-электромагнитный дефектоскоп для обнаружения дефектов поверхности твэлов» [Никитенко Н.Ф., Кукса Н.Н., Шмаль А.Л., Виниченко П.Г. Комбинированный оптико-электромагнитный дефектоскоп для обнаружения дефектов поверхности твэлов]. Данное устройство содержит сканирующую головку, в которую включены две группы датчиков - токовихревые и оптико-электронные и позволяет обнаруживать и различать внешние загрязнения и цветовые пятна, а также механические дефекты глубиной более 50 мкм.
Недостатками является то, что данное устройство не обладает точностью обнаружения механических дефектов порядка 20 мкм и не может работать в условиях высокофонового топлива.
Известен «Пост контроля внешнего вида» КПБМ.1218 [Пост контроля внешнего вида. Руководство по эксплуатации КПБМ.1218РЭ - Новосибирск. КТИ НП СО РАН, 2019. - 26 с].
Данное устройство содержит корпус, осветитель кольцевого типа, блоки телевизионного контроля, содержащие видеокамеры с объективами и оптические зеркала. Пост работает совместно с транспортной системой линии контроля, содержащей приводные и прижимные ролики.
Недостатком данного устройства является невозможность определения глубины механического дефекта или дефектов и отсутствие возможности отличать внешние загрязнения и цветовые пятна от механических повреждений.
Известно устройство контроля внешнего вида и глубины дефектов твэлов, содержащее транспортную систему для продольного перемещения твэла, корпус с размещенным на нем осветителем кольцевого типа и блоком телевизионного контроля, состоящим из видеокамер с объективами и зеркал, при этом осветитель кольцевого типа выполнен на основе многоточечного светодиодного источника, оснащенного рассеивающим устройством в виде воронки и обеспечивающим рассеянный поток света на поверхность твэла под углом, равным или меньше 45°, причем сам осветитель оснащен механизмом продольного перемещения и фиксации, при этом в корпус между твэлом и видеокамерами установлен защитный экран из вольфрама или свинца, причем в корпус дополнительно установлено такое количество 2D-лазерных триангуляционных сканеров, которое соответствует количеству блоков видеоконтроля, причем их оси визирования установлены на расстоянии измерения, при этом направление электронного сканирования установлено поперек продольной оси твэла, причем ширина зоны сканирования выбрана равной ширине кадра блока видеоконтроля, при этом между 2D-сканерами и твэлом установлен сдвижной защитный экран с приводом его перемещения, при этом транспортная система выполнена с нижним приводным роликом с управляемым приводом на входе в корпус, при этом верхний прижимной ролик оснащен датчиком перемещения твэла, а на выходе из корпуса установлен второй приводной ролик транспортной системы с управляемым приводом и второй прижимной ролик с датчиком перемещения, при этом перед первым и вторым приводными роликами установлены бесконтактные датчики наличия твэла, причем выходы бесконтактных датчиков наличия твэла и датчиков перемещения твэла подключены ко входам устройства управления, выходы которого подключены к приводам перемещения твэла и защитного экрана, выходы блоков видеоконтроля подключены ко входам устройства обработки видеосигнала, один логический выход которого подключен к одному из входов устройства управления, а информационный выход - ко входу промышленного компьютера, при этом выходы 2D-сканеров подключены к входам промышленного компьютера (патент РФ на изобретение №279198301, заявка №2022104665, 21.02.2022, (51) МПК: G01B 11/30, СПК G01B 11/303 - прототип).
Недостатками являются низкая точность глубины механических дефектов и невозможность получения развертки внешней поверхности твэла с указанием расположения его дефектов.
Задачей изобретения является расширение функциональных возможностей устройства контроля за счет комплексирования результатов внешнего осмотра и анализа глубины дефектов, повышение точности контроля глубины механических дефектов, обеспечение возможности получения развертки внешней поверхности твэла с указанием расположения его дефектов, повышение стойкости оборудования.
Решение указанной задачи достигается тем, что в предложенном способе контроля внешнего вида, геометрических параметров твэла и размеров его дефектов, заключающемся в управляемом контролируемом перемещении твэла и его последующем контроле в поле зрения нескольких видеокамер, образующих блок видеоконтроля, охватывающих полями зрения всю поверхность твэла, и дальнейшем перемещении твэла в блок продольного сканирования в поле зрения нескольких продольно расположенных 2D-триангуляционных сканеров с ориентацией их лучей поперек оси твэла и охватывающих полями зрения всю поверхность твэла, согласно изобретению, для контроля дополнительно используют блок орбитального сканирования, который выполняют с возможностью радиального вращения вокруг продольной оси твэла, при этом в указанном блоке диаметрально противоположно друг против друга располагают 2D-триангуляционный сканер и бинокулярную видеокамеру, причем упомянутым сканером указанного блока осуществляют контроль поверхности твэла путем орбитального вращения блока с ориентацией луча сканера по оси твэла и синхронного вращения противоположно установленной указанной бинокулярной видеокамеры, при этом при контроле внешнего вида, геометрических параметров твэла и размеров его дефектов при помощи блока видеоконтроля выполняют поиск и определение координат дефекта, причем при помощи упомянутой видеокамеры блока видеоконтроля фиксируют начало и конец твэла, а при помощи датчика контроля координаты твэла, определяют длину твэла, при этом блоком 2D-сканеров - определяют отклонение геометрических размеров твэла от номинальных, причем, при помощи одного из сканеров указанного блока, находящегося в секторе видеокамеры блока видеоконтроля, при помощи которой выявляют наличие дефекта, выполняют продольное сканирование зоны дефекта в его координатах, а при помощи блока орбитального сканирования выполняют поперечное сканирование зоны дефекта в его координатах, при этом одновременно, при помощи вращающейся бинокулярной видеокамеры, выполняют объемную съемку зоны дефекта, после чего все полученные объемные изображения дефекта при помощи блока обработки информации и управления объединяют в одном масштабе с учетом весовых коэффициентов каждого из методов, затем определяют глубину и высоту дефектов и принимают решение о годности твэла.
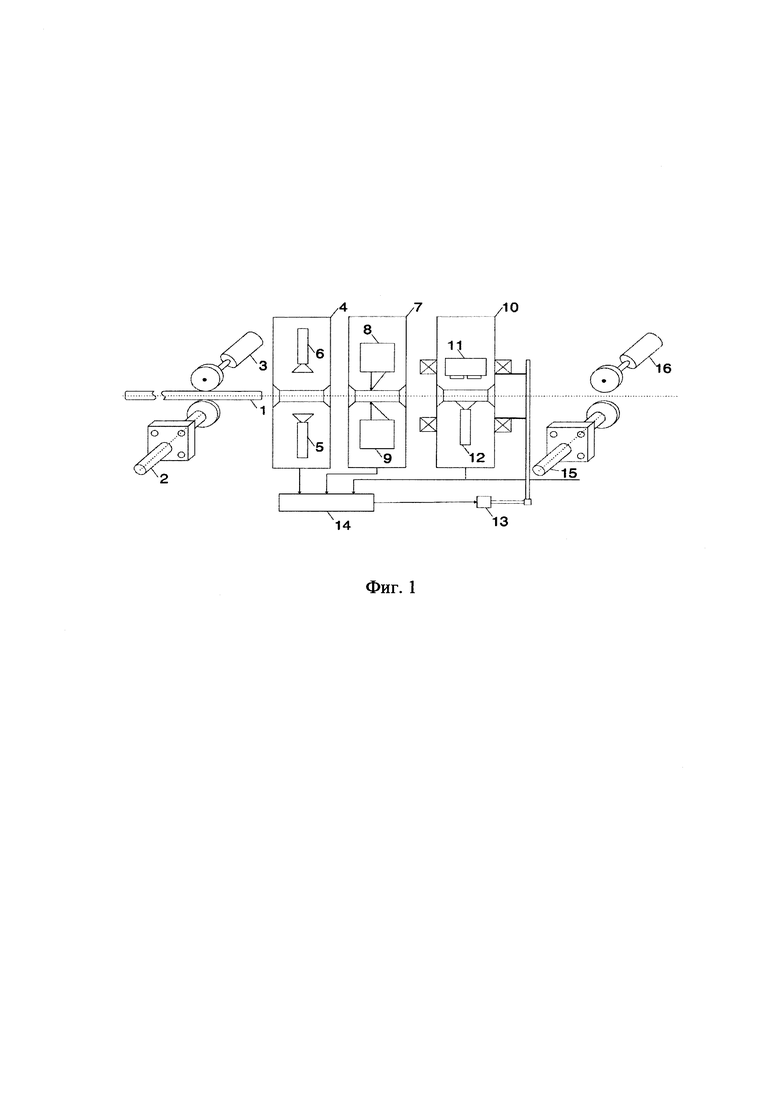
Сущность изобретения иллюстрируется чертежами, где на фиг. 1 показана схема оборудования для реализации предложенного способа.
На схеме обозначено:
1 - контролируемый твэл (далее - твэл);
2 - входной привод перемещения твэла;
3 - входной датчик контроля координаты твэла;
4 - блок видеоконтроля;
5, 6- видеокамеры;
7 - блок продольного сканирования;
8, 9 - 2D-триангуляционные сканеры;
10 - блок орбитального сканирования;
11 - бинокулярная видеокамера;
12 - 2D-триангуляционный сканер блока орбитального сканирования;
13 - привод блока орбитального сканирования;
14 - блок обработки информации и управления;
15 - выходной привод перемещения твэла;
16 - выходной датчик контроля координаты твэла.
Предложенный способ может быть реализован при помощи следующего оборудования.
Контролируемый твэл 1, при помощи входного привода перемещения твэла 2, причем положение твэла контролируют при помощи входного датчика координаты твэла 3, подают в блок видеоконтроля 4. В блоке видеоконтроля 4 расположены видеокамеры 5 и 6. За блоком видеоконтроля 4 установлен блок продольного сканирования 7 с 2D-триангуляционными сканерами 8, 9. Далее располагается блок орбитального сканирования 10, внутри которого расположены видеокамера бинокулярного зрения 11 и 2D-триангуляционный сканер 12 блока орбитального сканирования. Указанный блок 10 приводится во вращение при помощи привода блока орбитального сканирования 13. Вся информация поступает на блок обработки информации и управления 14. Твэл выводят из зоны указанных блоков для дальнейшего использования при помощи выходного привода перемещения твэла 15, причем его положение контролируют при помощи выходного датчика 16 контроля координаты твэла.
Предложенный способ при помощи указанного оборудования реализуется следующим образом.
Контролируемый твэл 1, при помощи входного привода перемещения твэла 2, при этом положение твэла контролируют при помощи входного датчика координаты твэла 3, подают в блок видеоконтроля 4, в поле зрения видеокамер 5 и 6, образующих блок видеоконтроля, и охватывающих полями зрения всю поверхность твэла. После блока видеоконтроля 4 твэл подают в блок 7 продольного сканирования в поле зрения нескольких продольно расположенных 2D-триангуляционных сканеров 8 и 9 с ориентацией их лучей поперек оси твэла и охватывающих полями зрения всю поверхность твэла. Для дальнейшего контроля дополнительно используют блок 10 орбитального сканирования, который выполняют с возможностью радиального вращения вокруг продольной оси твэла при помощи привода 13 блока орбитального сканирования. В указанном блоке диаметрально противоположно друг против друга расположены 2D-триангуляционный сканер 12 блока орбитального сканирования (далее-сканер) и бинокулярная видеокамера 11. Сканером 12 осуществляют контроль поверхности твэла путем орбитального вращения блока с ориентацией луча сканера по оси твэла и синхронного вращения противоположно установленной указанной бинокулярной видеокамеры 11.
При контроле внешнего вида, геометрических параметров твэла 1 и размеров его дефектов при помощи блока 4 видеоконтроля выполняют поиск и определение координат дефекта. При помощи видеокамеры 5 блока видеоконтроля фиксируют начало и конец твэла. При помощи входного датчика контроля координаты твэла 3, определяют длину твэла. 2D-триангуляционными сканерами - определяют отклонение геометрических размеров твэла от номинальных. При помощи одного из сканеров, находящегося в секторе видеокамеры блока видеоконтроля, при помощи которой выявляют наличие дефекта, выполняют продольное сканирование зоны дефекта в его координатах. При помощи блока 10 орбитального сканирования выполняют поперечное сканирование зоны дефекта в его координатах. Одновременно, при помощи вращающейся бинокулярной видеокамеры 11, выполняют объемную съемку зоны дефекта.
Твэл выводят из зоны указанных блоков для дальнейшего использования при помощи выходного привода перемещения твэла 15, причем положение твэла контролируют при помощи выходного датчика 16 контроля координаты твэла.
Все полученные объемные изображения дефекта при помощи блока 14 обработки информации и управления объединяют в одном масштабе с учетом весовых коэффициентов каждого из методов, затем определяют глубину и высоту дефектов и принимают решение о годности твэла.
Использование предложенного технического решения позволит расширить функциональные возможности устройства контроля внешнего вида и глубины дефектов твэлов за счет комплексирования результатов внешнего осмотра и анализа глубины дефектов, повысить точность контроля глубины механических дефектов и повысить стойкость оборудования в условиях применения рефабрицированного высокофонового топлива.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля внешнего вида и глубины дефектов твэлов | 2022 |
|
RU2791983C1 |
| Способ получения виртуальных моделей сложнопрофильных криволинейных поверхностей | 2023 |
|
RU2813465C1 |
| СПОСОБ КОНТРОЛЯ СТАЛЬНОГО ЛИСТОВОГО ПРОКАТА НА НАЛИЧИЕ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ С ПРИМЕНЕНИЕМ ЛАЗЕРНЫХ ТРИАНГУЛЯЦИОННЫХ СКАНЕРОВ | 2022 |
|
RU2788586C1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДВИЖУЩИХСЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2024 |
|
RU2837941C1 |
| Мобильный сканер для определения качества поверхности сварного шва | 2016 |
|
RU2644617C2 |
| СПОСОБ ВИЗУАЛЬНО-ИЗМЕРИТЕЛЬНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ, ПРЕИМУЩЕСТВЕННО ПОЛУЧЕННОГО СПОСОБОМ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2748861C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЭЛЕКТРОСВАРНЫХ ТРУБ РАЗЛИЧНОГО ДИАМЕТРА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2655012C2 |
| Способ получения виртуальных моделей длинномерных изделий | 2020 |
|
RU2754762C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДВИЖУЩЕЙСЯ КОЛЕСНОЙ ПАРЫ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2023 |
|
RU2818377C1 |
| СПОСОБ И СИСТЕМА ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ГЕОМЕТРИЧЕСКОГО ПОЛОЖЕНИЯ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА ПО ДАННЫМ ТРЕХМЕРНОГО СКАНИРОВАНИЯ ПОВЕРХНОСТЕЙ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 2020 |
|
RU2754961C1 |
Изобретение относится к ядерному машиностроению и может быть использовано при производстве твэлов. Заявленный способ контроля внешнего вида, геометрических параметров твэла и размеров его дефектов заключается в управляемом контролируемом перемещении твэла и его последующем контроле в поле зрения нескольких видеокамер, образующих блок видеоконтроля, охватывающих полями зрения всю поверхность твэла, и дальнейшем перемещении твэла в блок продольного сканирования в поле зрения нескольких продольно расположенных 2D-триангуляционных сканеров с ориентацией их лучей поперек оси твэла и охватывающих полями зрения всю поверхность твэла. Для контроля дополнительно используют блок орбитального сканирования, который выполняют с возможностью радиального вращения вокруг продольной оси твэла. В указанном блоке диаметрально противоположно друг другу располагают 2D-триангуляционный сканер и бинокулярную видеокамеру. Сканером указанного блока осуществляют контроль поверхности твэла путем орбитального вращения блока с ориентацией луча сканера по оси твэла и синхронного вращения противоположно установленной указанной бинокулярной видеокамеры. При контроле внешнего вида, геометрических параметров твэла и размеров его дефектов при помощи блока видеоконтроля выполняют поиск и определение координат дефекта, измерение длины твэла. Блоком 2D-сканеров определяют отклонение геометрических размеров твэла от номинальных, причем при помощи одного из сканеров указанного блока, находящегося в секторе видеокамеры блока видеоконтроля, при помощи которой выявляют наличие дефекта, выполняют продольное сканирование зоны дефекта в его координатах. При помощи блока орбитального сканирования выполняют поперечное сканирование зоны дефекта в его координатах, при этом одновременно, при помощи вращающейся бинокулярной видеокамеры, выполняют объемную съемку зоны дефекта. Все полученные объемные изображения дефекта объединяют в одном масштабе с учетом весовых коэффициентов каждого из методов, затем определяют глубину и высоту дефектов и принимают решение о годности твэла. Технический результат - расширение функциональных возможностей устройства контроля за счет комплексирования результатов внешнего осмотра и анализа глубины дефектов, повышение точности контроля глубины механических дефектов, обеспечение возможности получения развертки внешней поверхности твэла с указанием расположения его дефектов, повышение стойкости оборудования. 1 ил.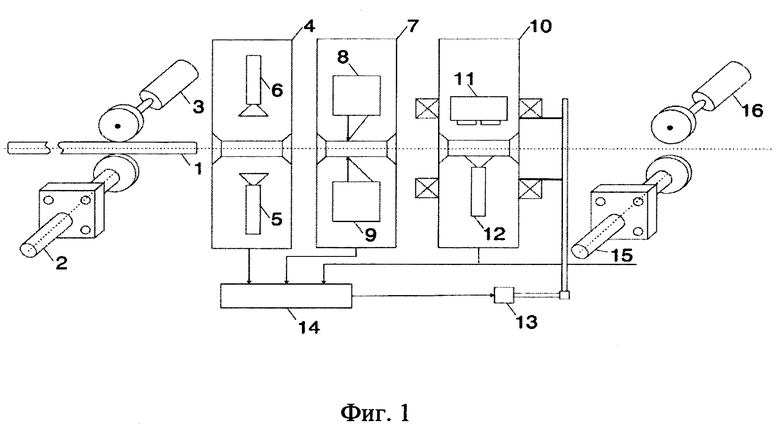
Способ контроля внешнего вида, геометрических параметров твэла и размеров его дефектов, заключающийся в управляемом контролируемом перемещении твэла и его последующем контроле в поле зрения нескольких видеокамер, образующих блок видеоконтроля, охватывающих полями зрения всю поверхность твэла, и дальнейшем перемещении твэла в блок продольного сканирования в поле зрения нескольких продольно расположенных 2D-триангуляционных сканеров с ориентацией их лучей поперек оси твэла и охватывающих полями зрения всю поверхность твэла, отличающийся тем, что для контроля дополнительно используют блок орбитального сканирования, который выполняют с возможностью радиального вращения вокруг продольной оси твэла, при этом в указанном блоке диаметрально противоположно друг другу располагают 2D-триангуляционный сканер и бинокулярную видеокамеру, причем упомянутым сканером указанного блока осуществляют контроль поверхности твэла путем орбитального вращения блока с ориентацией луча сканера по оси твэла и синхронного вращения противоположно установленной указанной бинокулярной видеокамеры, при этом при контроле внешнего вида, геометрических параметров твэла и размеров его дефектов при помощи блока видеоконтроля выполняют поиск и определение координат дефекта, причем при помощи упомянутой видеокамеры блока видеоконтроля фиксируют начало и конец твэла, а при помощи датчика контроля координаты твэла, определяют длину твэла, при этом блоком 2D-сканеров определяют отклонение геометрических размеров твэла от номинальных, причем при помощи одного из сканеров указанного блока, находящегося в секторе видеокамеры блока видеоконтроля, при помощи которой выявляют наличие дефекта, выполняют продольное сканирование зоны дефекта в его координатах, а при помощи блока орбитального сканирования выполняют поперечное сканирование зоны дефекта в его координатах, при этом одновременно, при помощи вращающейся бинокулярной видеокамеры, выполняют объемную съемку зоны дефекта, после чего все полученные объемные изображения дефекта при помощи блока обработки информации и управления объединяют в одном масштабе с учетом весовых коэффициентов каждого из методов, затем определяют глубину и высоту дефектов и принимают решение о годности твэла.
| Устройство контроля внешнего вида и глубины дефектов твэлов | 2022 |
|
RU2791983C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 2001 |
|
RU2216058C2 |
| CN 109978866 A, 05.07.2019 | |||
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| МЕХАНИЗИРОВАННАЯ КРЕПЬ | 0 |
|
SU192137A1 |
